4.3.1. Pore Diameter Distribution and Pore Characteristic
We divided the pores in the test piece according to the pore size. The pore size of 5 nm~10 nm belongs to the gel pore, which is the pores filled by the dense and disordered CSH gel generated by the internal hydration product. The pore size of 10 nm~100 nm belongs to the transition pores, which are the pores of the external hydration product CSH gel or the looser pores filled by other hydration products such as calcium hydroxide and ettringite. The pore size of 100 nm~1 μm belongs to the capillary pores. With the continuous progress of hydration, the free water space is reduced, as well as the pores that are not filled by hydration products and other solid particles. The capillary pores are usually closely related to the mechanical properties and durability [
28]. The pore size of the macropores are greater than 1000 nm, and the macropores have a pore structure with obvious defects inside the mortar, which significantly affects the mechanical properties of the mortar [
29].
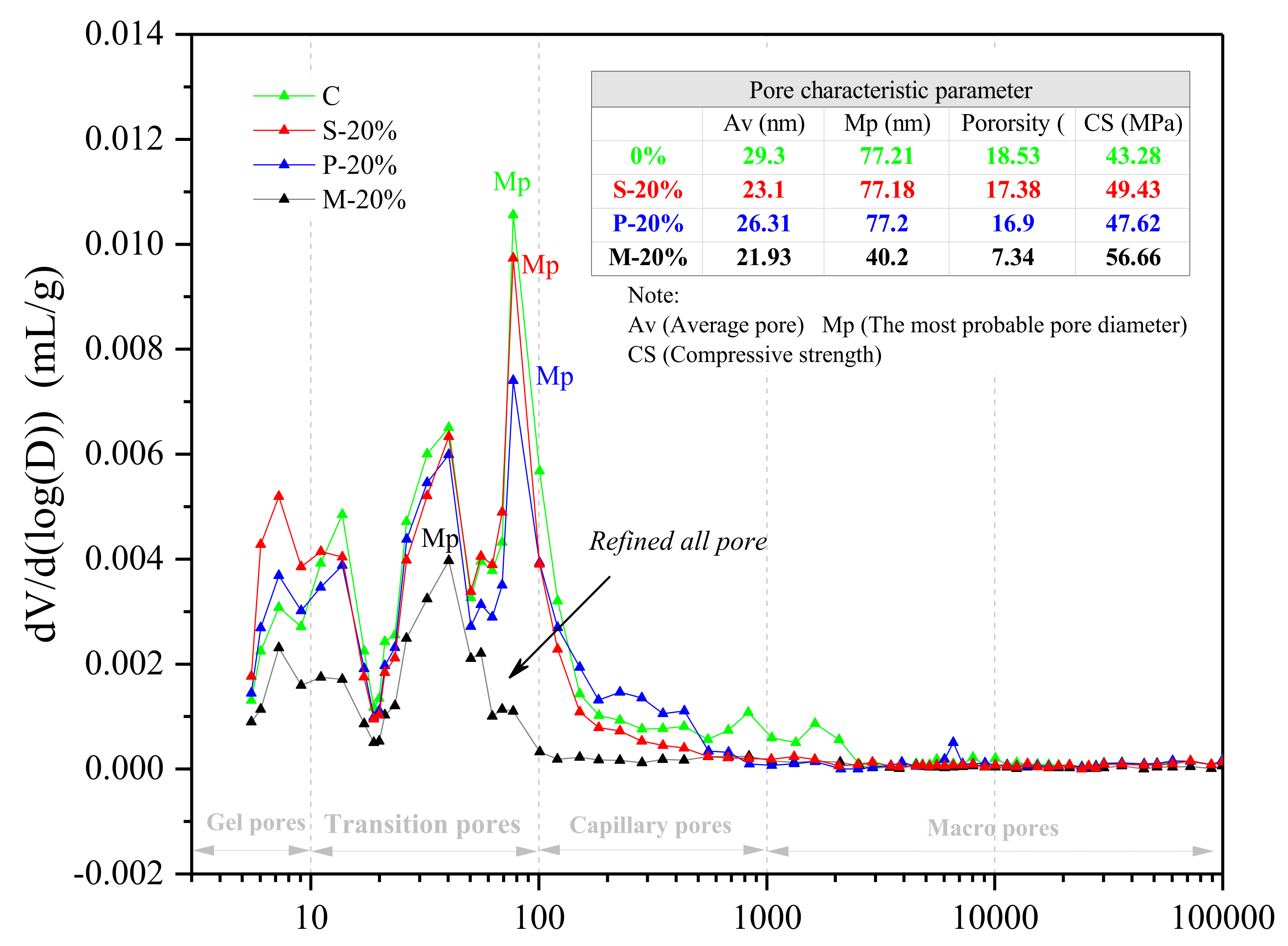
When the replacement rate is 20%, the compressive strength of the specimens prepared by the three types of replacement methods is relatively high. Therefore, in the MIP test, the internal pore structure of the three types of specimens and the control specimens are mainly compared and tested. The result is shown in
Figure 8. Compared to the control group C, S-20%, and P-20%, the interior of the test piece M-20% is denser and the overall pore structure is better. The average pore size A
v, the most probable pore size M
p and the porosity of M-20% are 21.93 nm, 40.2 nm, and 7.34%, respectively, which are the lowest values. In addition, various pore types of M-20% are reduced, especially the pores between transition pores and capillary pores are greatly reduced, which makes make the most probable pore size further reduced. The optimization of the pore structure of M-20% be conducive to enhancement of mechanical properties.
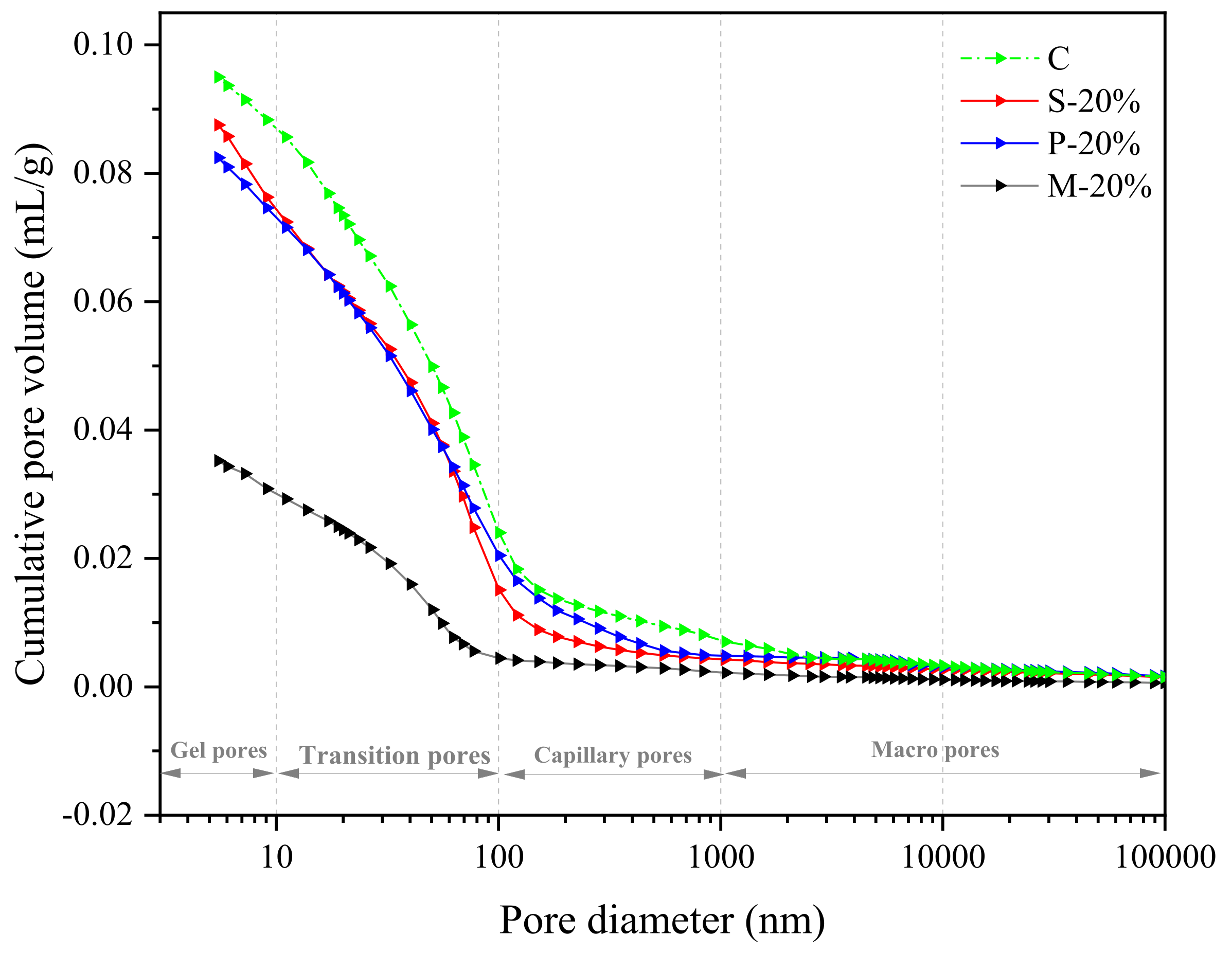
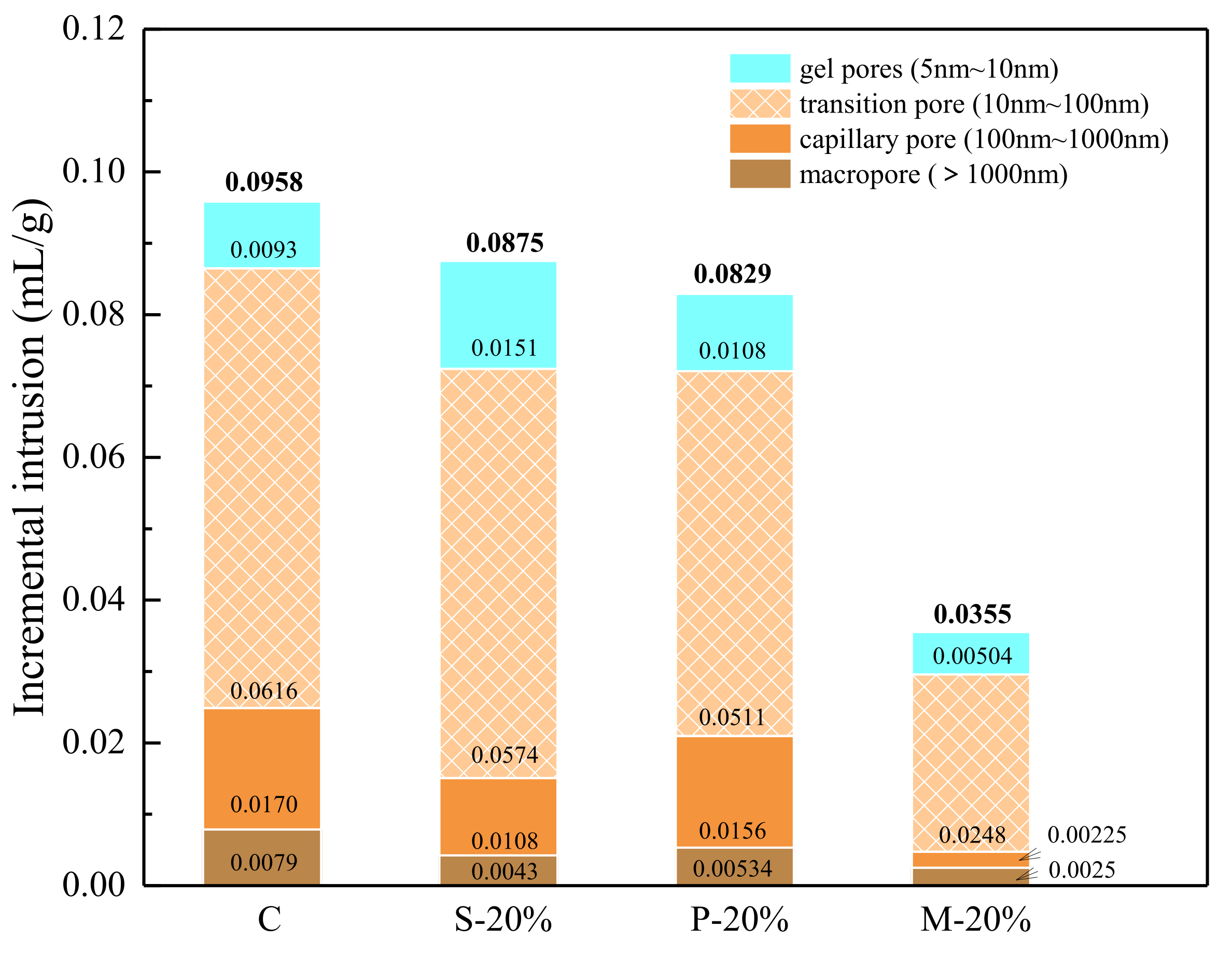
Figure 9 indicates the internal pore size distribution characteristics of the three types of specimens (S-20%, P-20%, and M-20%) and the control specimen (C). It can be seen more intuitively from the figure that the internal pore structure of the M-20% specimen is the densest (in particular, the gel pores, transition pores, and capillary pores are significantly less than the control group C, S-20%, and P-20%). The macro pores are slightly less than C, S-20%, and P-20%, and there is less difference. It can be shown that when the replacement rate is 20%, the inside of the specimen prepared by the mortar replacement method has fewer pores of different dimensions (especially small-sized holes), so the corresponding mechanical properties are also better (with the above the analysis results are consistent). Besides, the control specimen C and the three types of specimens S-20%, P-20%, and M-20% using different replacement methods have corresponding total pore volumes of 0.0958 mL/g, 0.0875 mL/g, 0.0829 mL/g, and 0.0355 mL/g, respectively, in
Figure 10.
According to the analysis of strength results in
Section 4.2, compared with C, S-20% mainly reduces the macropore and macropore volume (greater than 0.1 μm), the transition hole is slightly lowered. This is due to the micro size effect of iron tailings powder (less than 0.15 mm), optimizing the mortar aggregate gradation and reducing the porosity. Increased aggregate bulk density (as demonstrated in
Section 2). Additionally, WITP belongs to porous structure material and has water absorption characteristics. As a fine aggregate, it is mixed into the mortar to reduce the fluidity of the fresh mortar (as proved in
Section 4.1). In the early stage of hydration, it can absorb the excess free water around the WITP, reduce the local water cement ratio at the interface of iron tailings powder, and enhance the interface cementation [
30]. Although the total pore volume of P-20% is similar to S-20%, the capillary pore and macropore volumes are greater than S-20%. The compressive strength of P-20% is greater than S-20%. M-20% combines the advantages of P-20% and S-20% to optimize the internal pore structure of mortar most effectively. The total pore volume of M-20% is the smallest, which is 62.94%, 59.43%, and 57.18% lower than that of specimens C, S-20%, and P-20%, respectively. In addition, this paper attempts to introduce pore fractal dimension to further analyze the characteristics of pore structure.
4.3.2. Fractal Dimension Analysis
In addition to the pore size distribution and pore characteristics that can describe the pore structure, the fractal dimension is also one of the pore structure parameters, which mainly characterizes the roughness and complexity of the pore structure, and this parameter is closely related to the strength [
31]. It is reasonable to use Zhang’s model to estimate the fractal dimension of porous media [
32]. Zhang’s [
33] model suggests that the work carried out by the external force on the mercury is equal to the surface energy of mercury entering the pores, as shown in Equation (1). Where
P represents the pressure applied to the mercury (psia),
V means the pore volume (mL),
σ is the mercury surface tension (N/m),
θ represents the contact angle between the mercury and the sample, and
S expresses the surface area of the hole to be tested (m
2).
The surface area
S in the Equation (1) is replaced by the pore size
r and the pore volume
V into a discrete formula, and thereby we obtain Equation (2). The logarithm on both sides is taken to obtain Equation (3), where
Wn is the intrusion work. It can be seen from Equation (3) that the fractal dimension
D is the slope value of which can characterize the roughness and complexity of irregular pores. Generally, the fractal dimension
D of porous media materials with fractal characteristics is between 2 and 3. When
D is 2, it indicates that the pore surface is smooth [
34]. If the value of
D increases, and the porosity and average pore size of the porous material are found to be correspondingly reduced, this indicates that the pore structure of the porous material is more complex and irregular, and the space filling rate is increased.
Zhang [
35] reveals that the scale dependence of fractal dimension is universal (that is, the fractal dimension values of pores of different sizes are different).
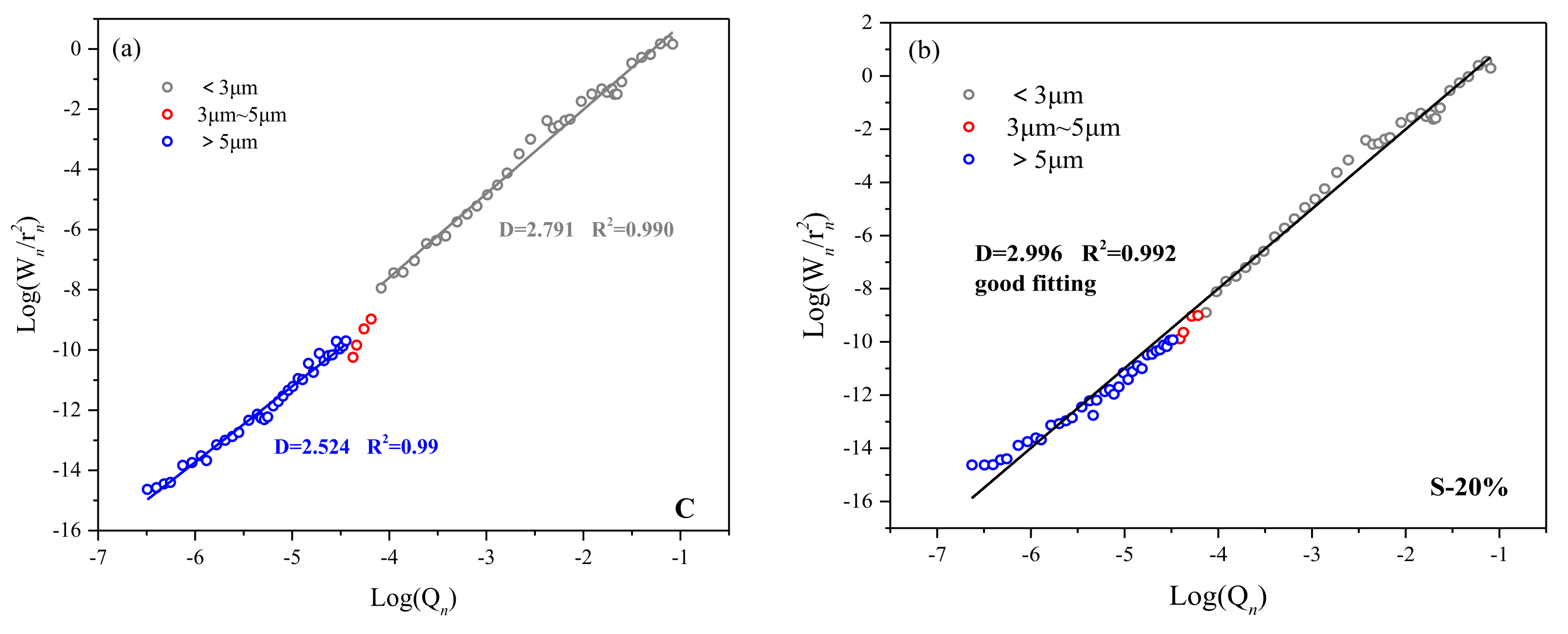
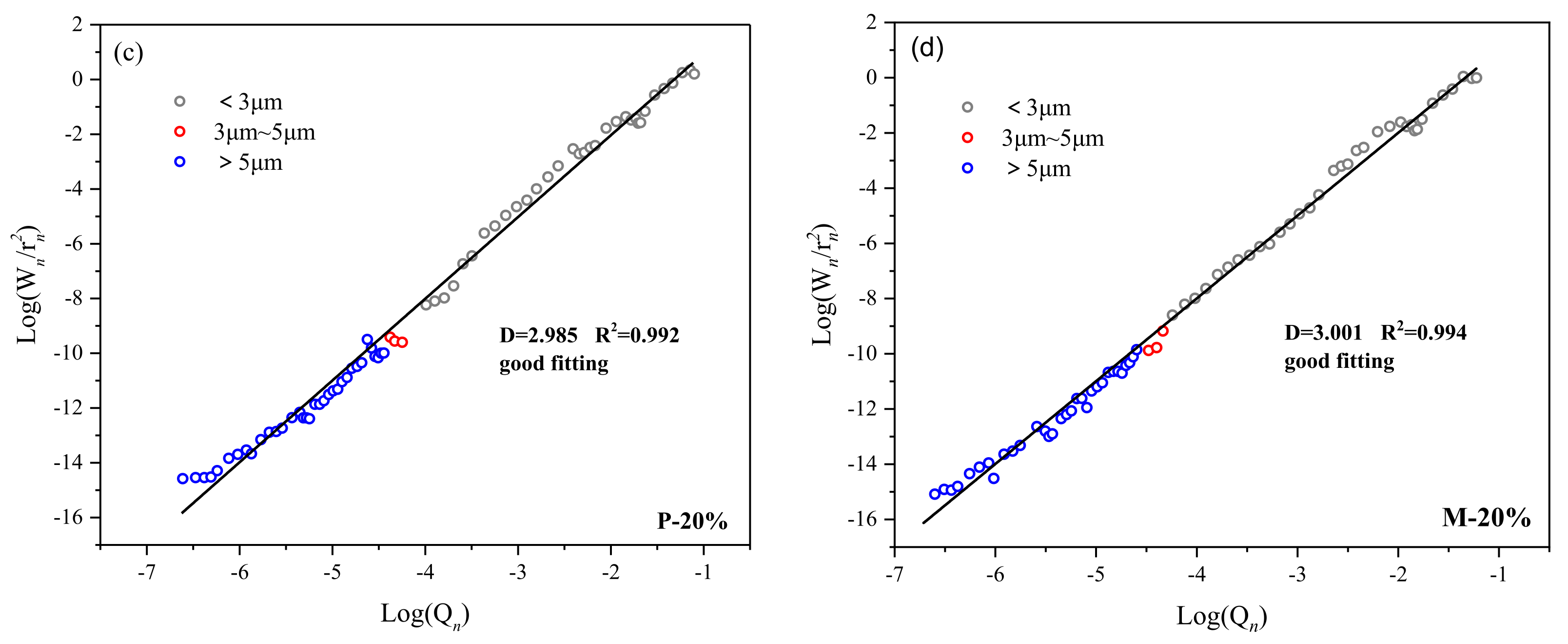
Figure 11a–d shows the fractal dimensions of the internal pores of C, S-20%, P-20%, and M-20% after 28 days of hydration. It can be seen from the figure that the fractal dimensions of specimens C, S-20%, P-20%, and M-20% are between 2.5 and 3.0, and the linear regression correlation coefficient should be controlled at R
2 ≥ 0.99, which can guarantee the fractal dimension validity of dimensionality. In addition, the fractal dimension of the control group C is size-dependent, and the fractal dimensions corresponding to the pore size > 5 μm and <3 μm are 2.524 and 2.791, respectively, in
Figure 11a. The roughness and complexity of macropores (>5 μm) are smaller than that of small pores (<3 μm). There is an obvious jumping interval between the pore size of 3 μm~5 μm (indicated by the red circle). The main reason may be the ink bottle-shaped pores and obviously defective pores in the specimen. This interval is also the basis for dividing the pore size interval.
The red circles in
Figure 11b–d have a tendency to converge toward the regression line, indicating that there is no obvious jump interval in the specimens S-20%, P-20%, and M-20%. The main reason is that the filler technology function of the WITP fills most of the ink bottle-shaped pores and defective pores, thereby optimizing the pore structure. This is consistent with the previous pore structure analysis conclusion. Moreover, the similar reports could be found in [
34].
Additionally, the fractal dimensions of the entire pore interval corresponding to S-20%, P-20% and M-20% are 2.996, 2.985, and 3.001, respectively. Compared with the control group C (D = 2.524 (>5 μm) and D = 2.791 (<3 μm)), S-20%, P-20%, and M-20% simultaneously increase the roughness of the macropore pore interval (>5 μm) and small pores interval (<3 μm).
The increase in the roughness and complexity of the macroporous pores is mainly due to the filler technology of the tailings powder. Since the content of sub-micron WITP particles is small, the filling effect of small pores is low. As a result, the fractal dimensions of S-20%, P-20%, and M-20% are only slightly higher than those of the control group for small pores interval (<3 μm).
It is clearly that the fractal dimension of M-20% is the largest (3.001), indicating that the internal pore structure is the roughest in M-20%, and the filling effect of WITP is the most obvious. Jin [
36] suggested that the compressive strength of mortar specimens increased with the increase of fractal dimension, and the data in this paper reached the same conclusion. In summary, according to the fractal dimension value, the following conclusions can be drawn. (1) The incorporation of WITP will reduce ink bottle-shaped pores or obvious defective pores. Under the same replacement rate, the mortar replacement method can eliminate more ink bottle-like pores or defective pore, and make the pore structure more stable. (2) It can be seen from
Table 7 that the fractal dimension and strength are positively correlated. The fractal dimensions of specimens C, P-20%, S-20%, and M-20% are gradually increasing, and the corresponding compressive strength is also gradually increasing.
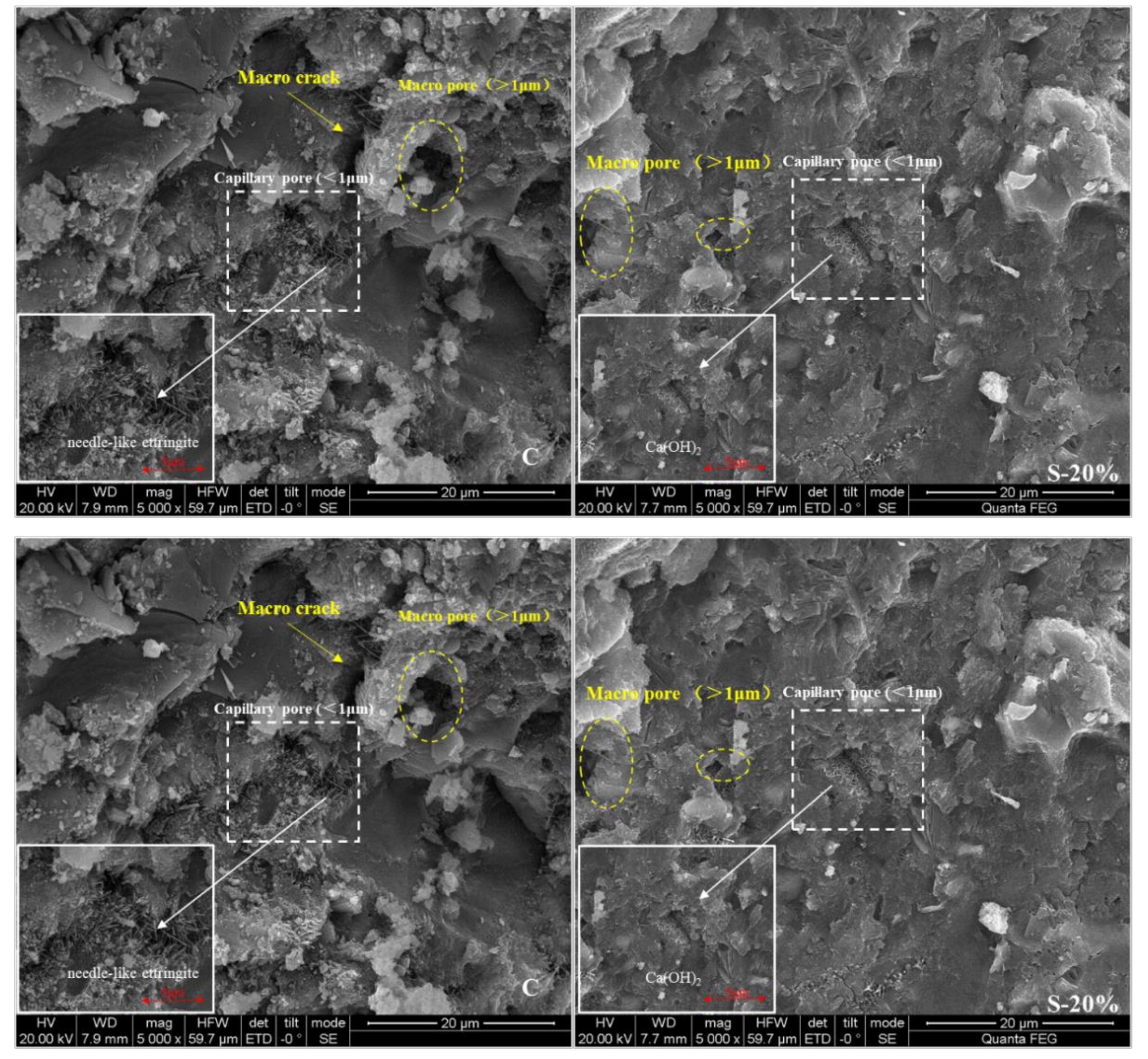
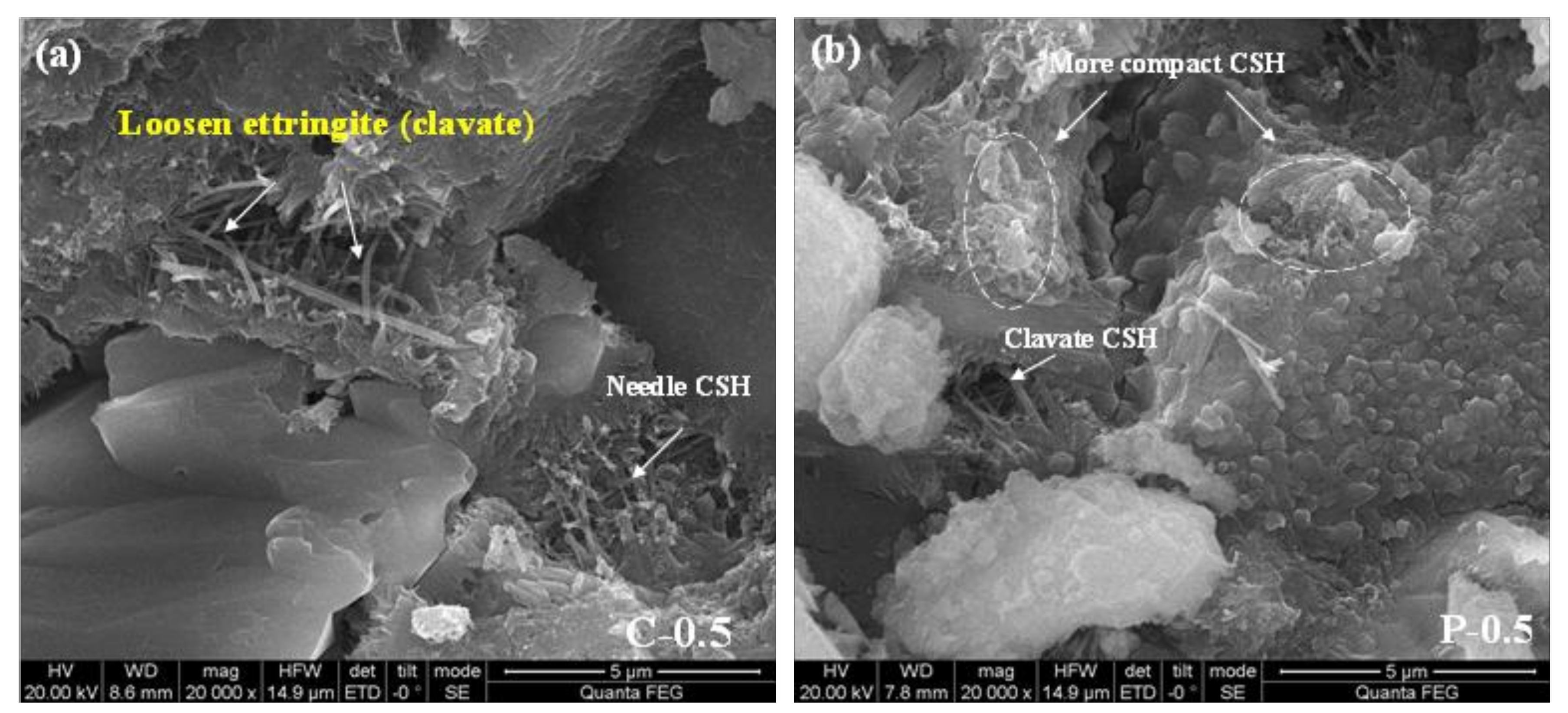
Figure 12 is a scanning electron microscope image of specimens C, S-20%, P-20%, and M-20%. It can be seen from the figure that there are large cracks, large pores (>1 μm) as well as capillary pores (<1 μm) composed of needle-like ettringite in the control group C. There are no obvious cracks in the sample S-20%, only a few large pores (about 1 μm) and capillary pores composed of tightly arranged ettringite. There are only tiny capillary pores (<1 μm) in sample M-20%, which are composed of denser fibrous CSH or dense clustered CSH gel accumulation, and the pore structure is the best. The above-mentioned electron microscope images show that the pore structure is consistent with the MIP test conclusions, which can fully explain that the incorporation of WITP can optimize the pore structure.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}