
Hardox 450 Weld in Microstructural and Mechanical Approaches after Welding at Micro-Jet Cooling

 , ,
, ,  and
and 
Abstract
:1. Introduction
- longer service life,
- made for the most challenging abrasive environments,
- high values of yield stress and ultimate tensile strength,
- reduced cost of production, maintenance and repairing,
- high resistance to impact, and
- uncompromising through–thickness hardness.
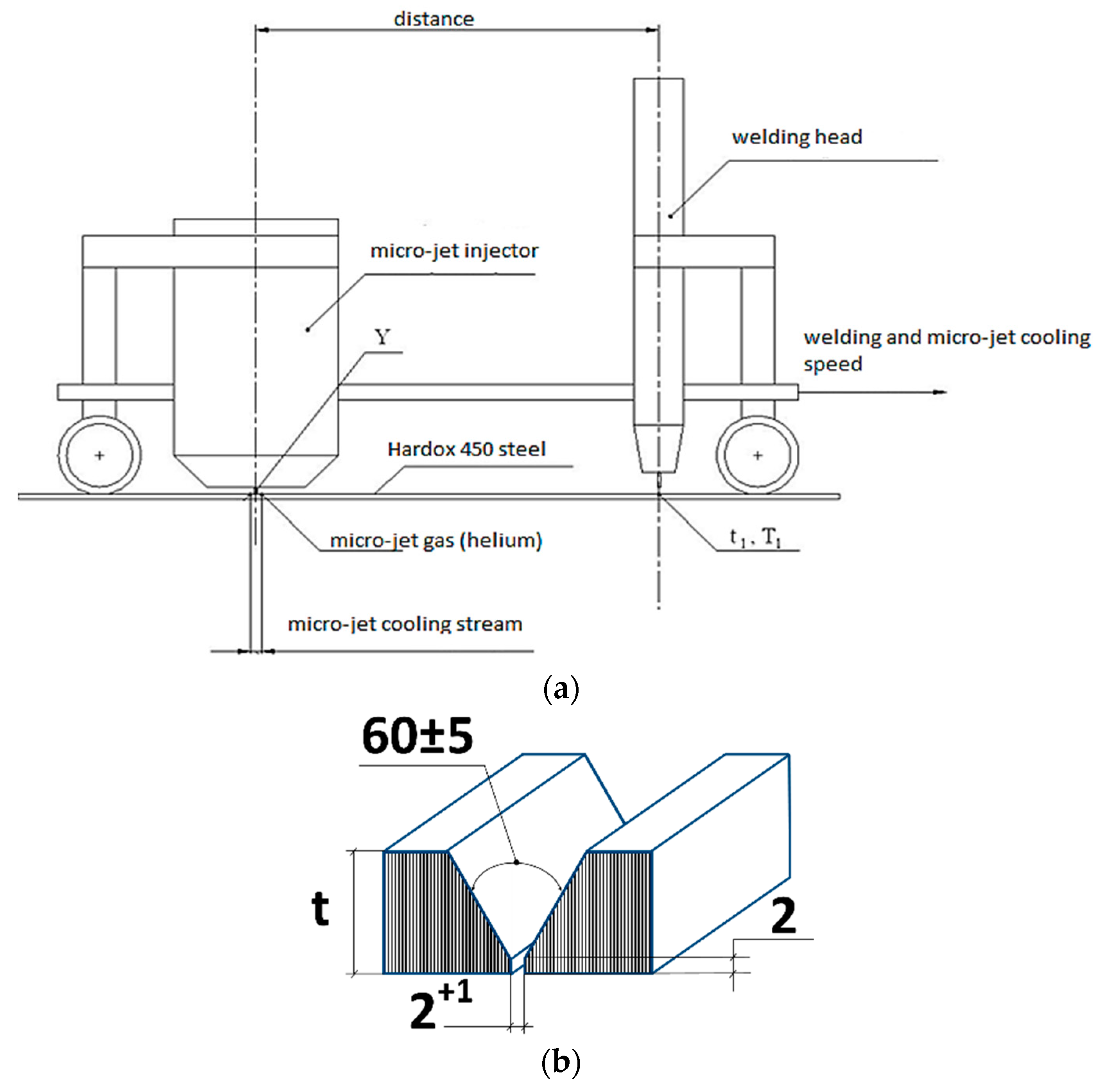
Details for Calibration of the Welding Technology
2. Details of Weld Manufacturing, Inspection and Testing
3. Results and Discussion
3.1. The Weld in Non-Destructive, Bending and Impact Tests
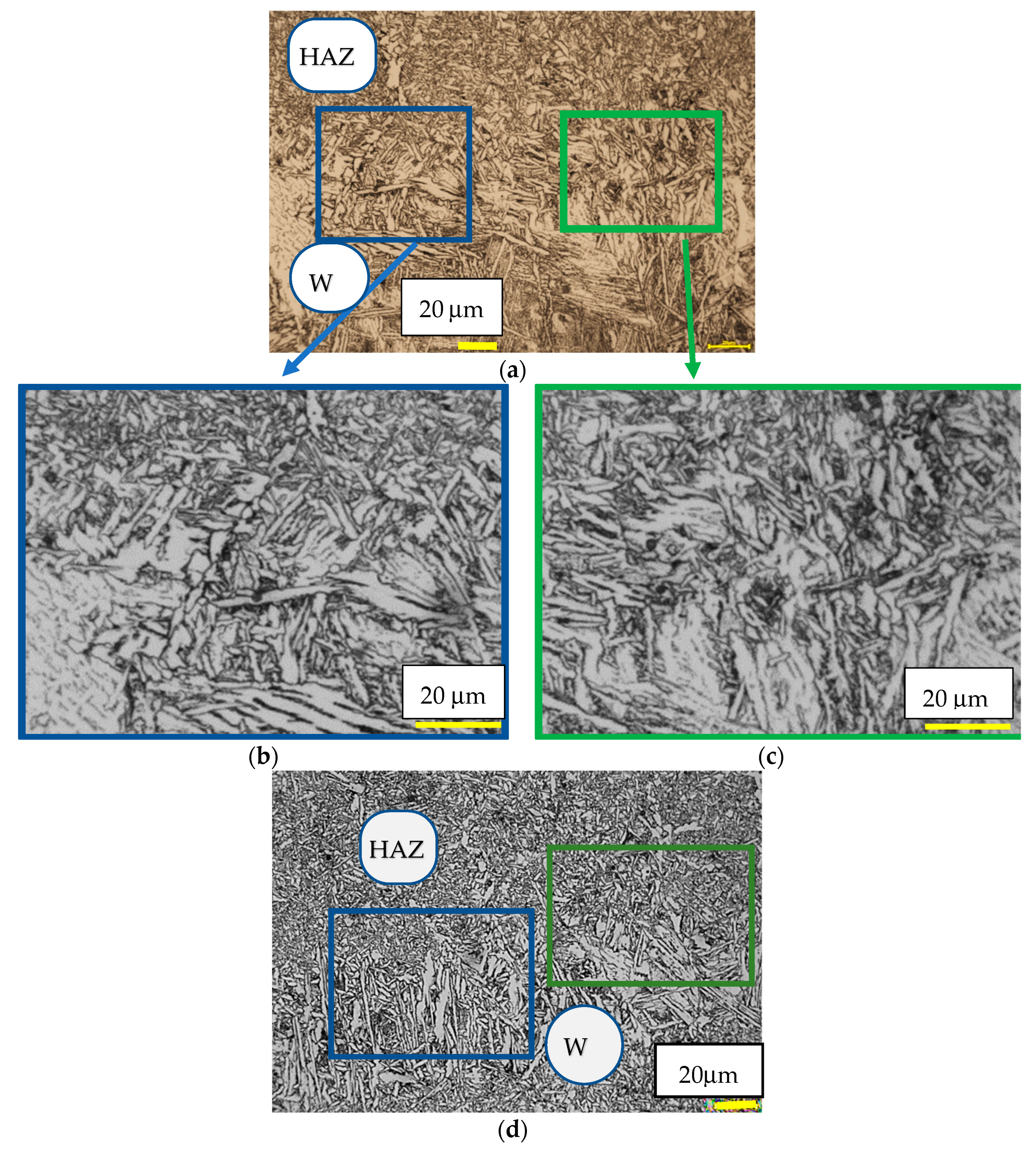
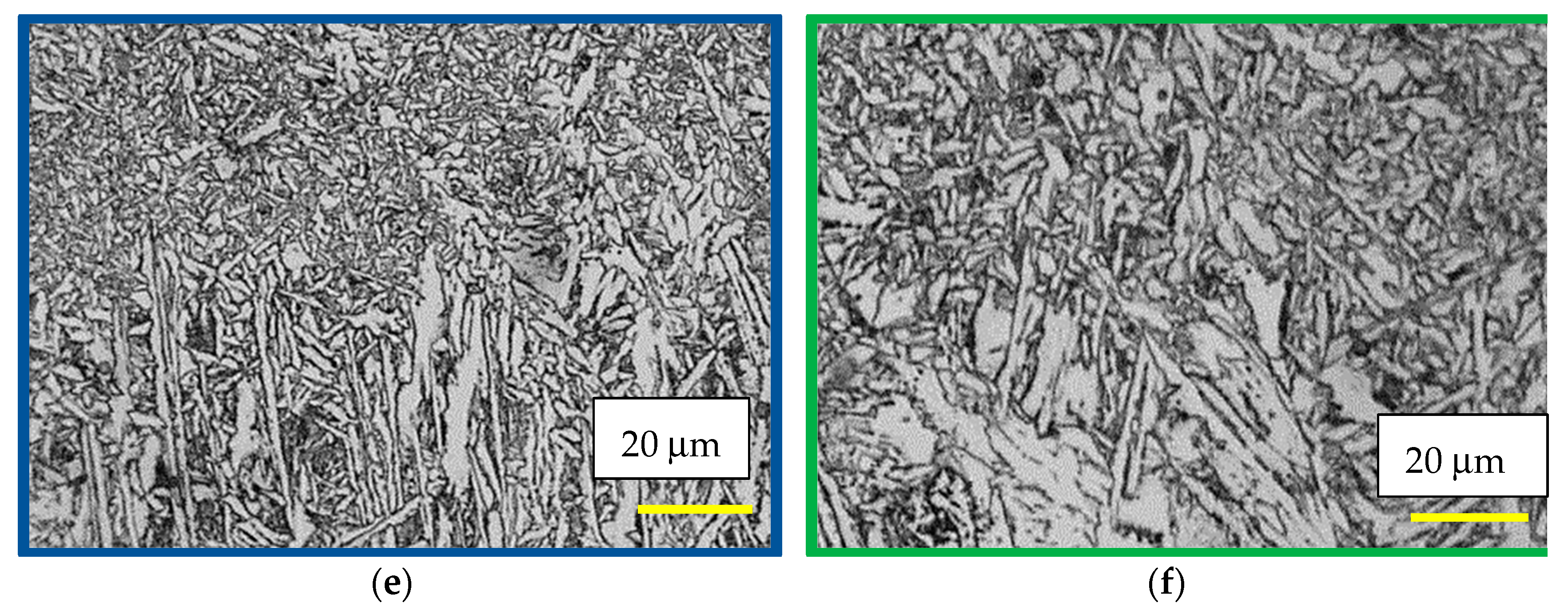
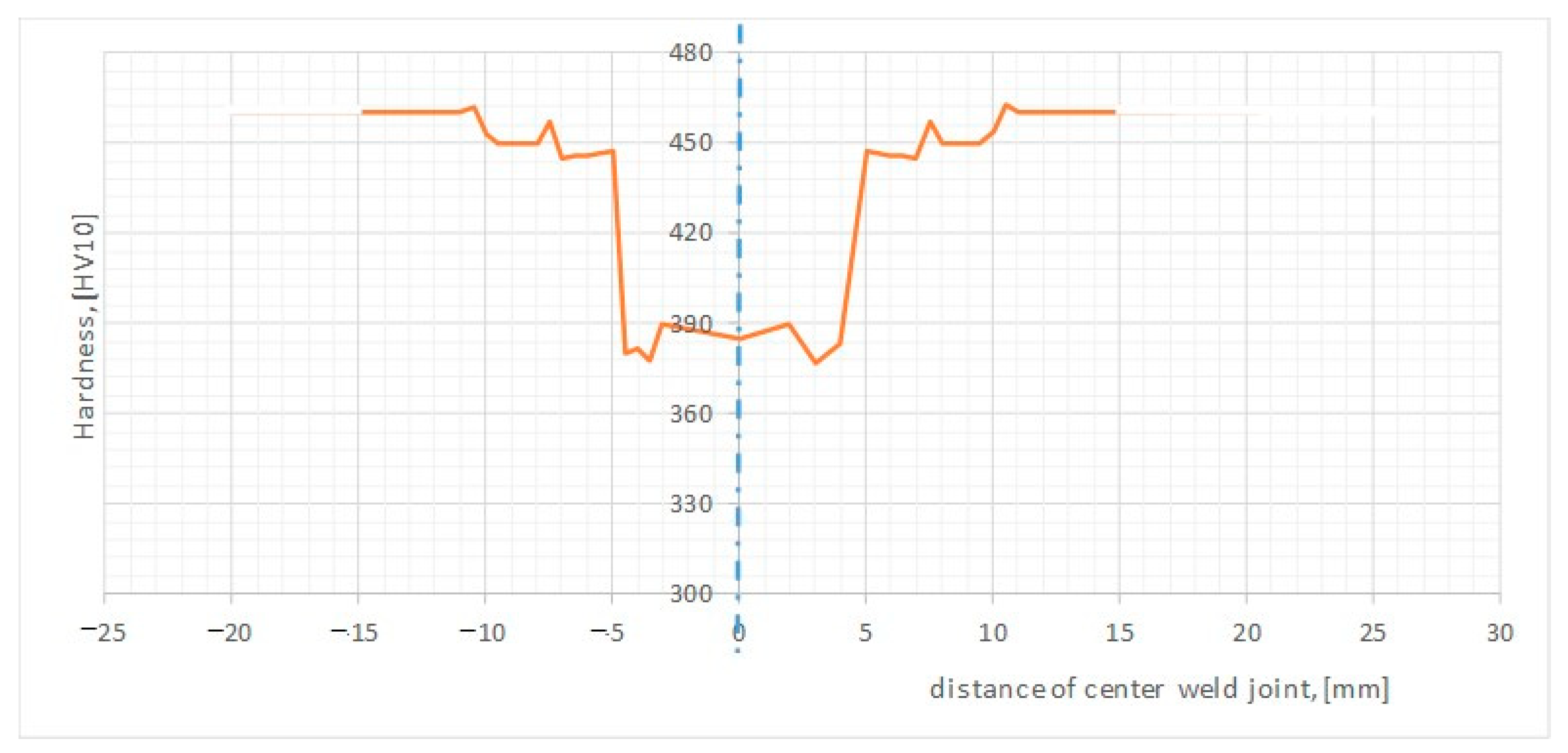
3.2. Microstructure and Hardness of the Weld
3.3. Hydrogen Diffusion
- HDglyc—diffusible hydrogen amount in the deposited metal from the glycerin method (mL/100 g Fe),
- HDmerc—diffusible hydrogen amount in the deposited metal from the mercury method (mL/100 g Fe).
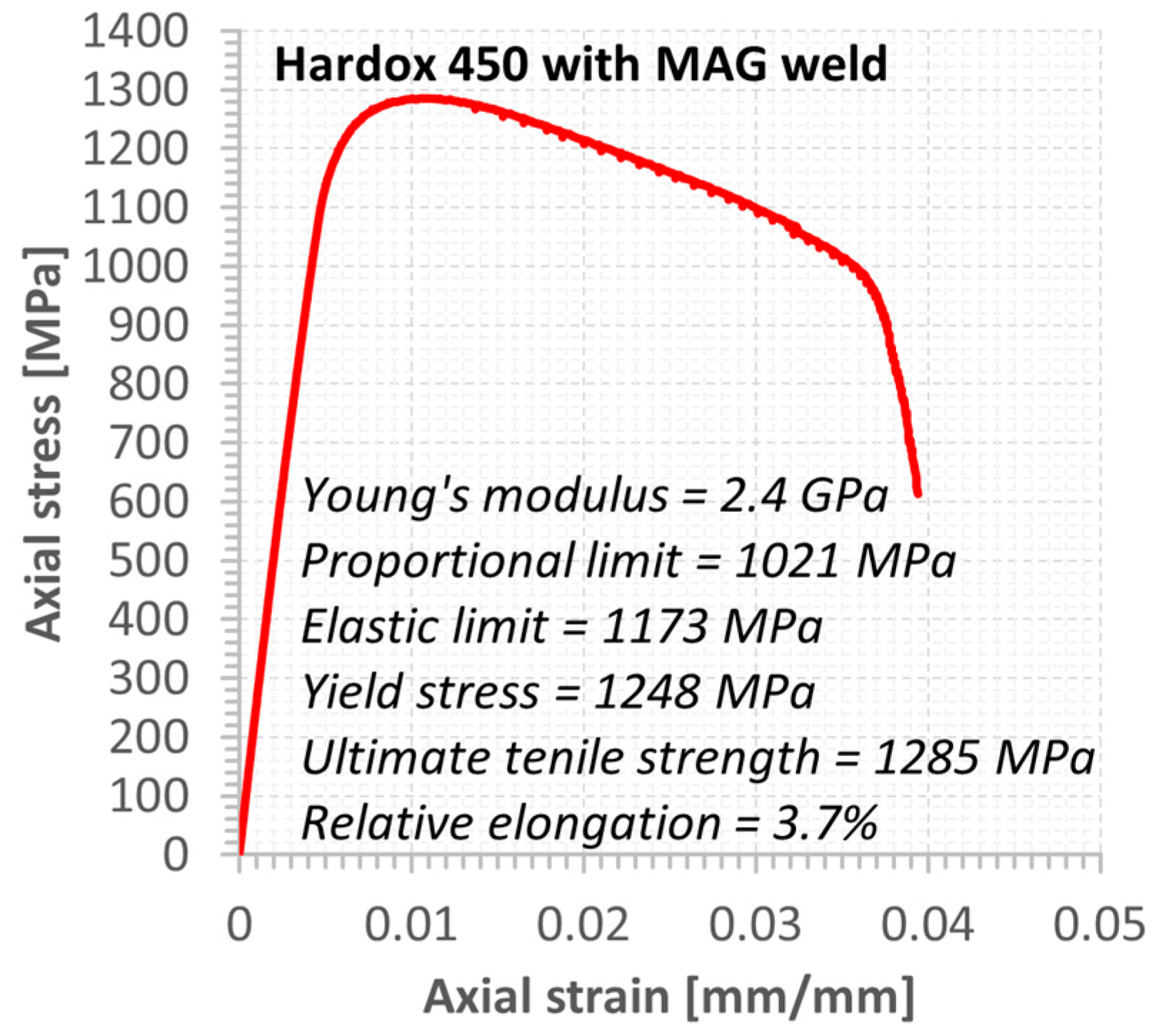
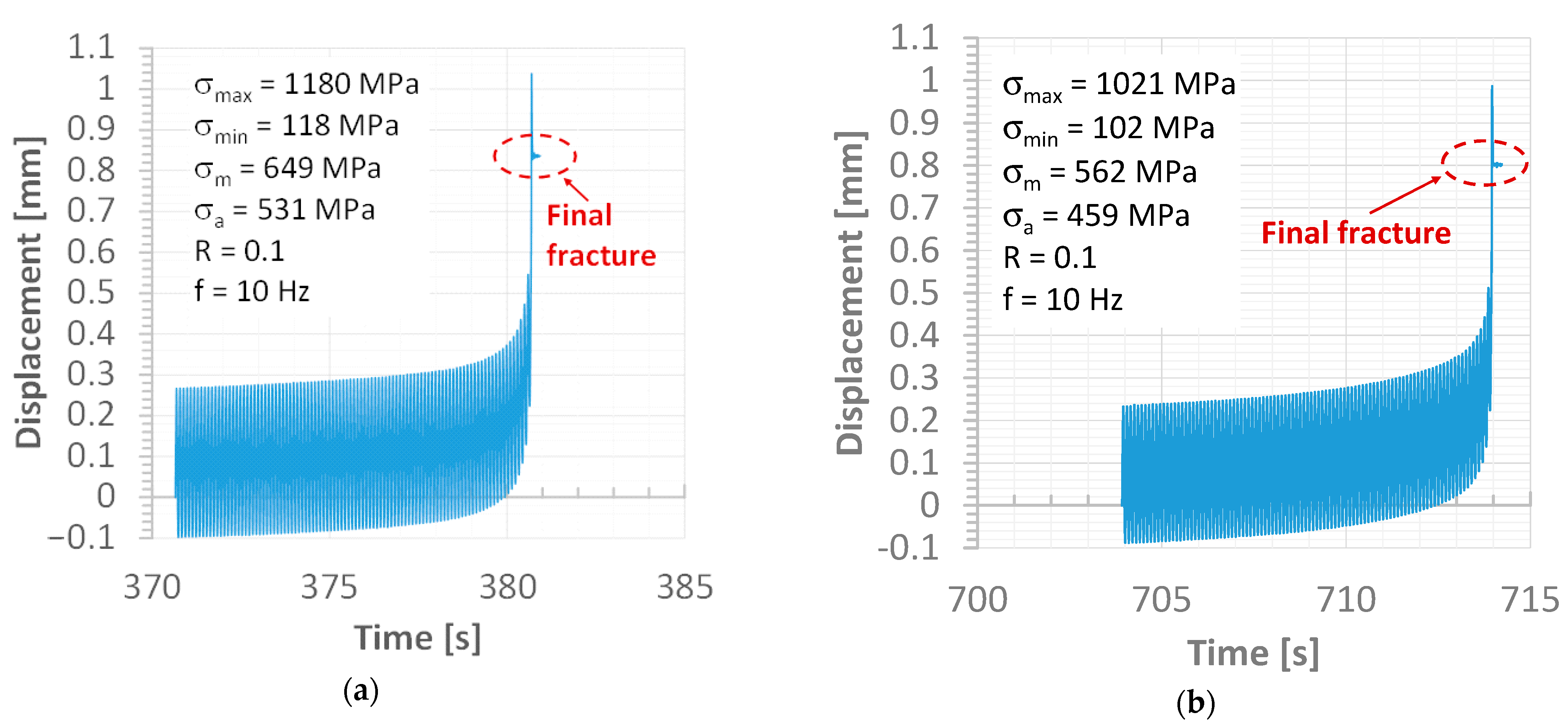
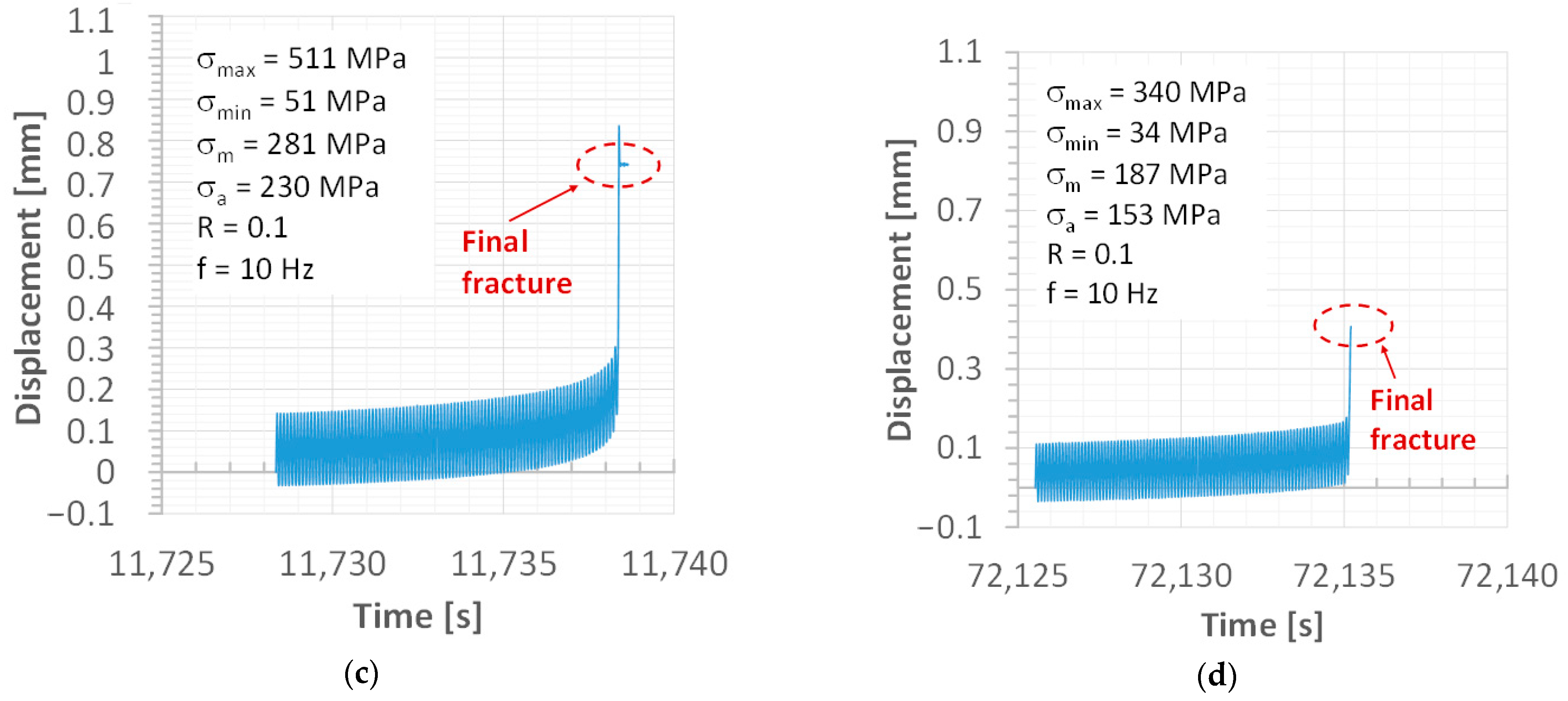
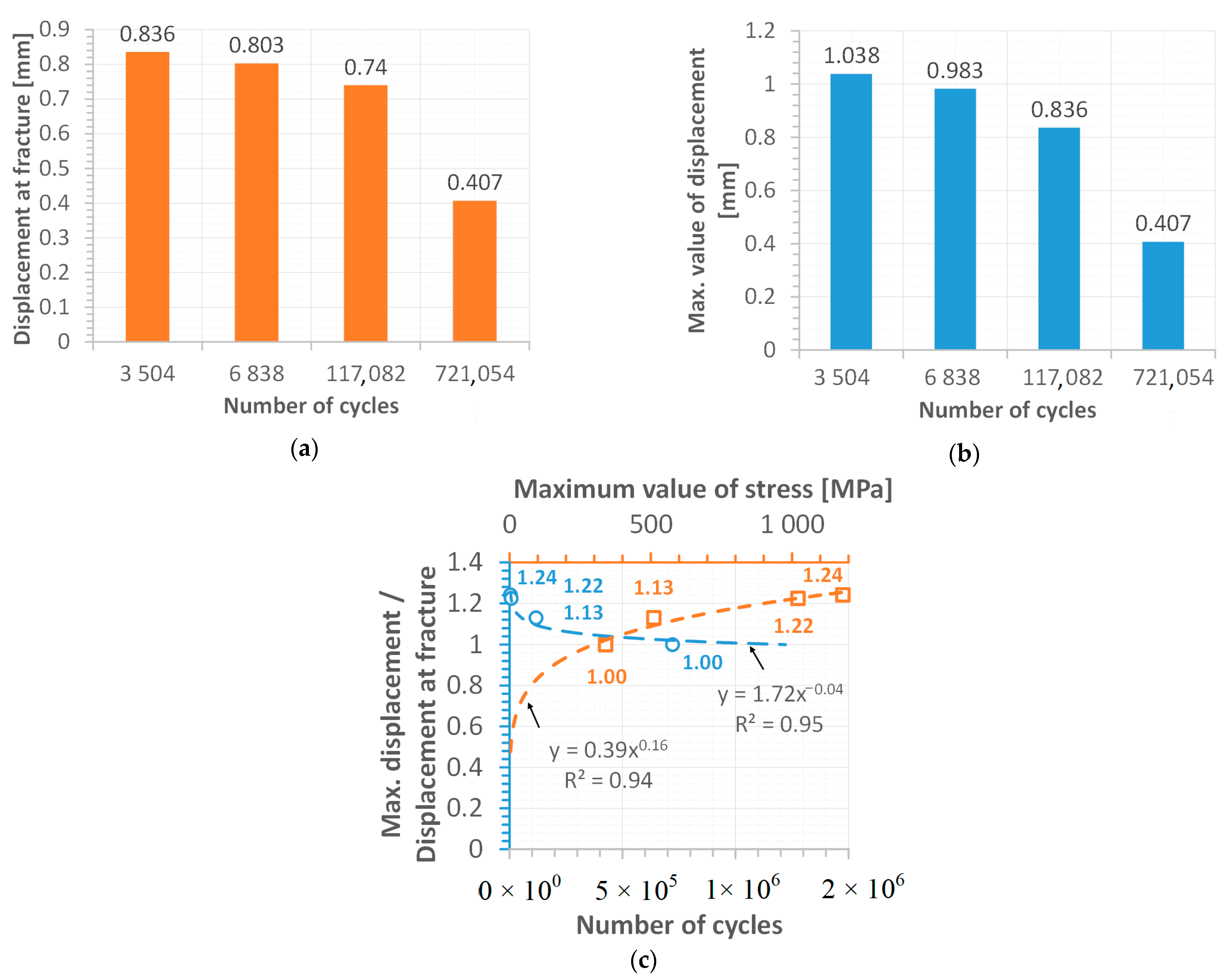
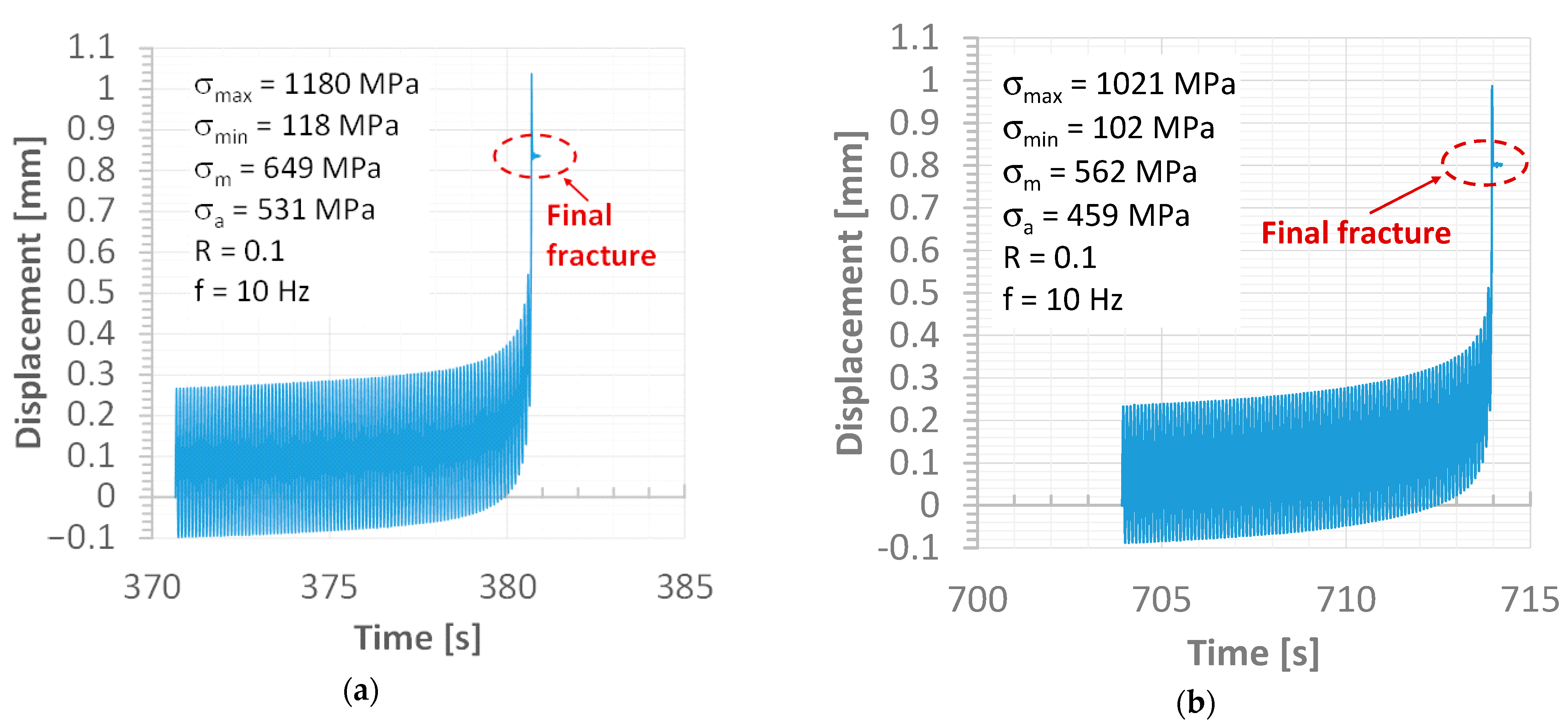
3.4. The Weld Behaviour in Static and Fatigue Tests
4. Summary
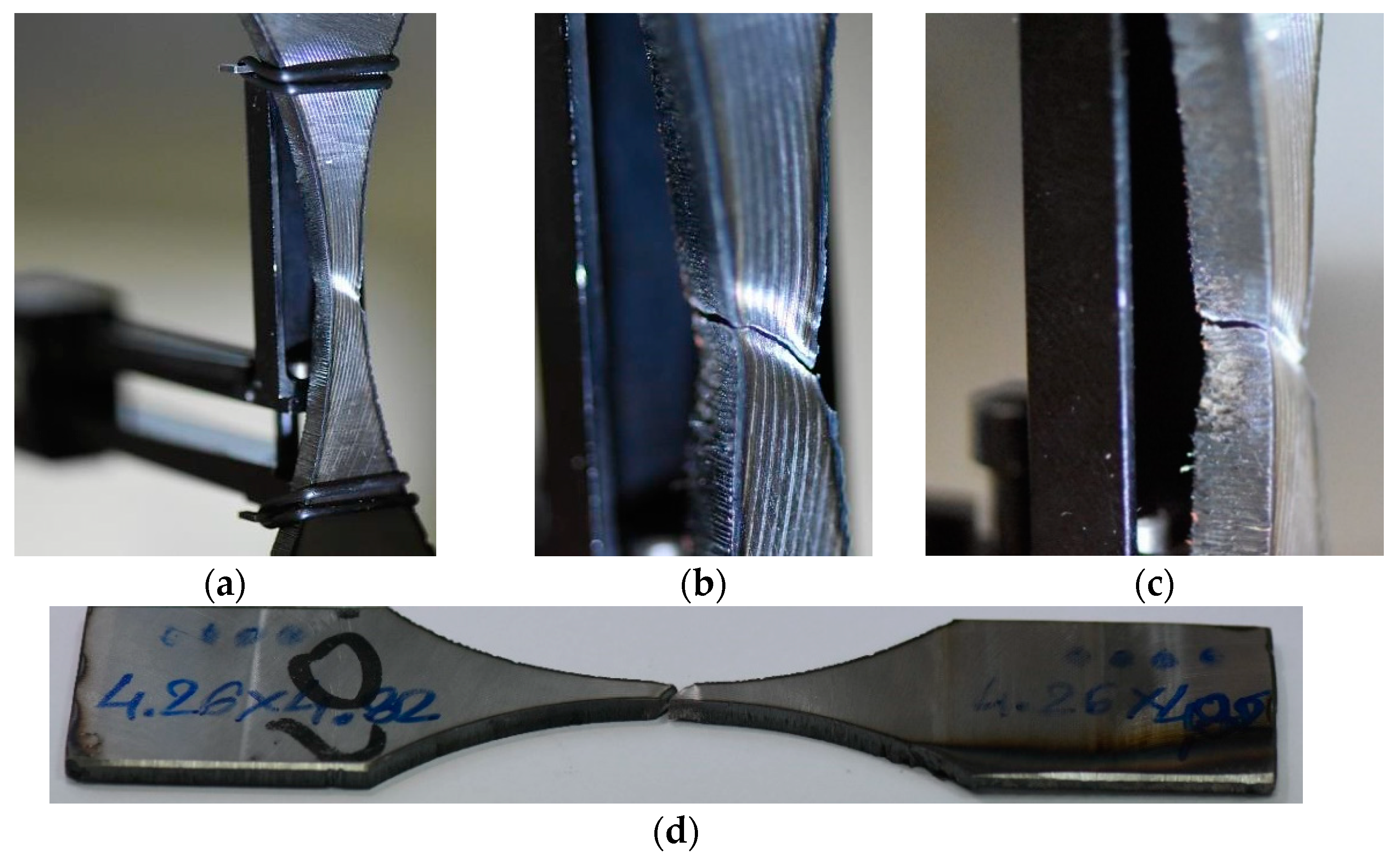
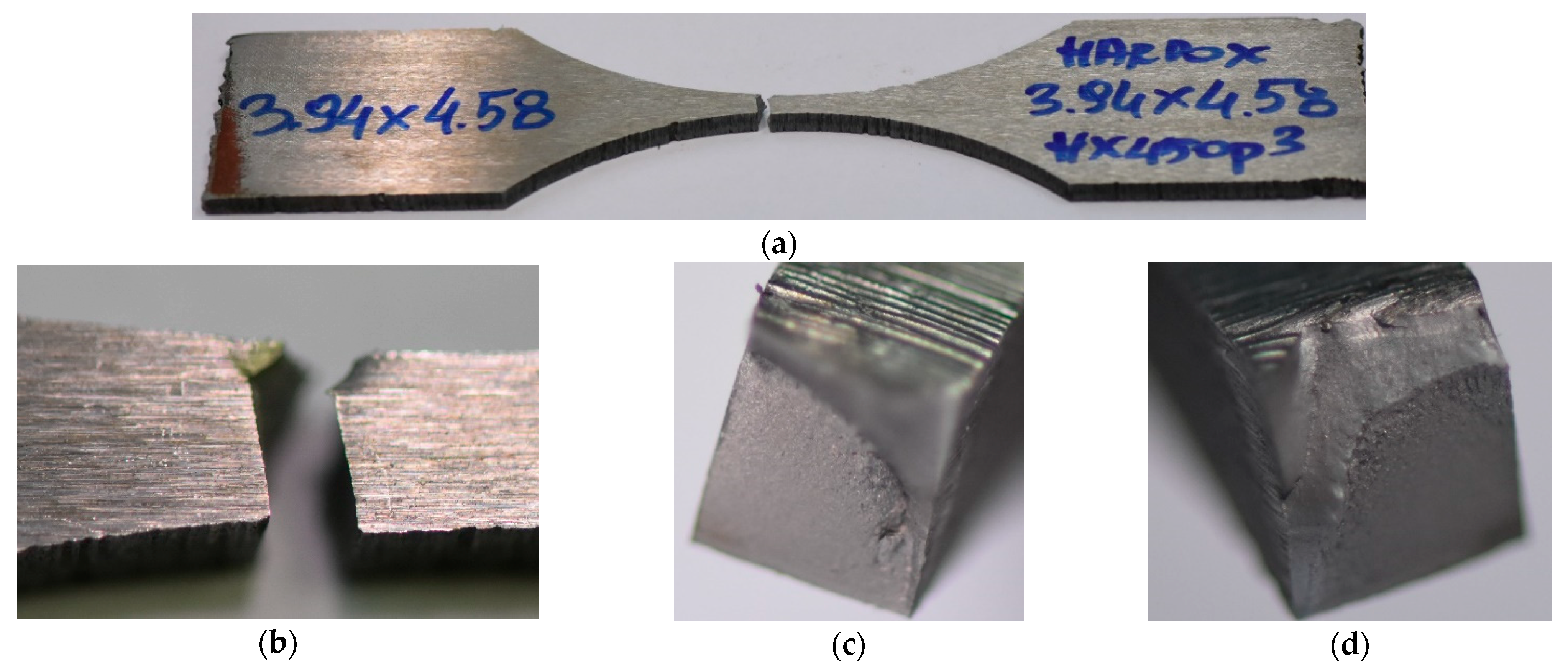
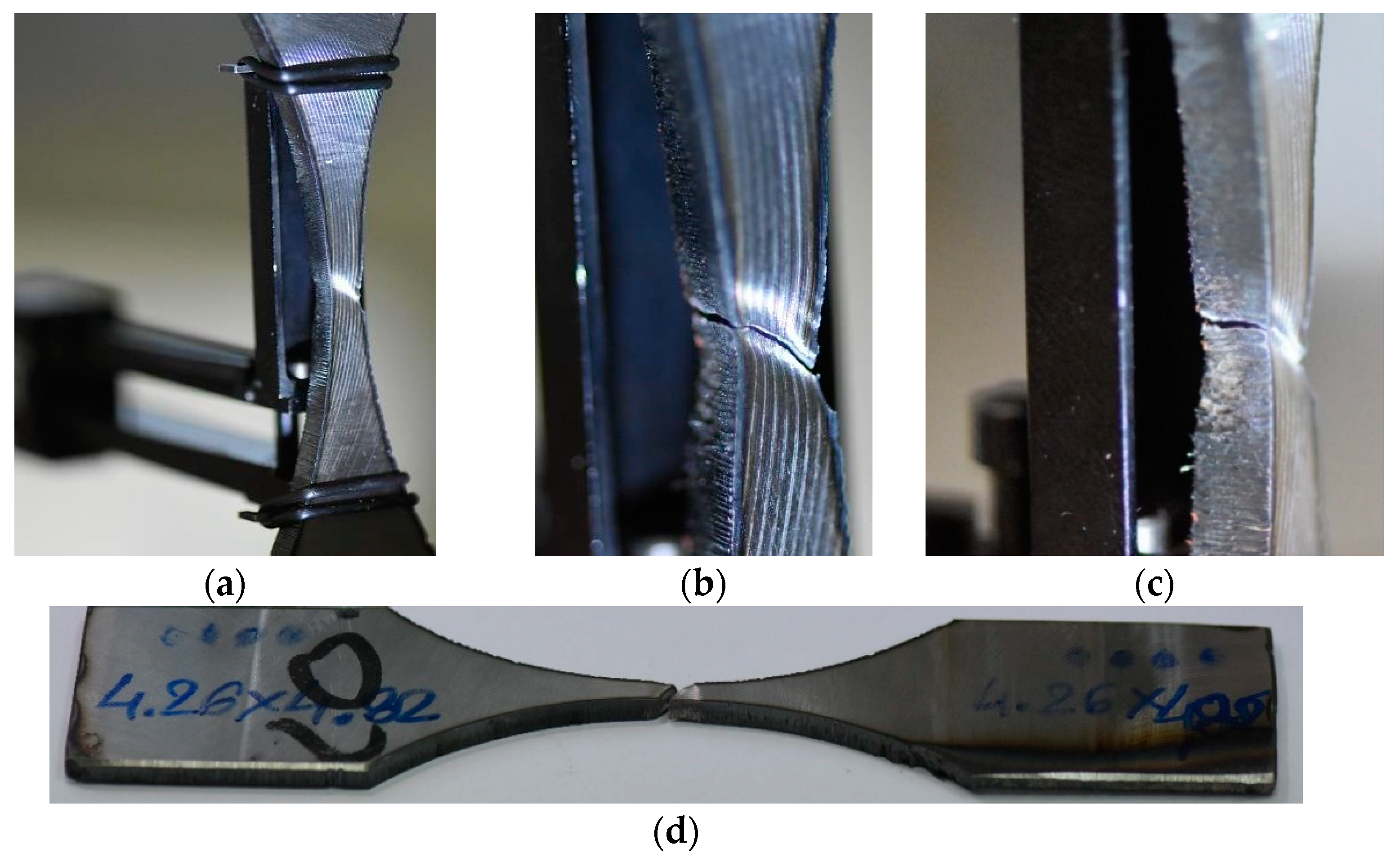
- The welded steel fracturing under static tensile force is strongly related to both stress components, i.e., axial and shear, which directly causes the region to appear at the angle, as compared to the main axis of the specimen;
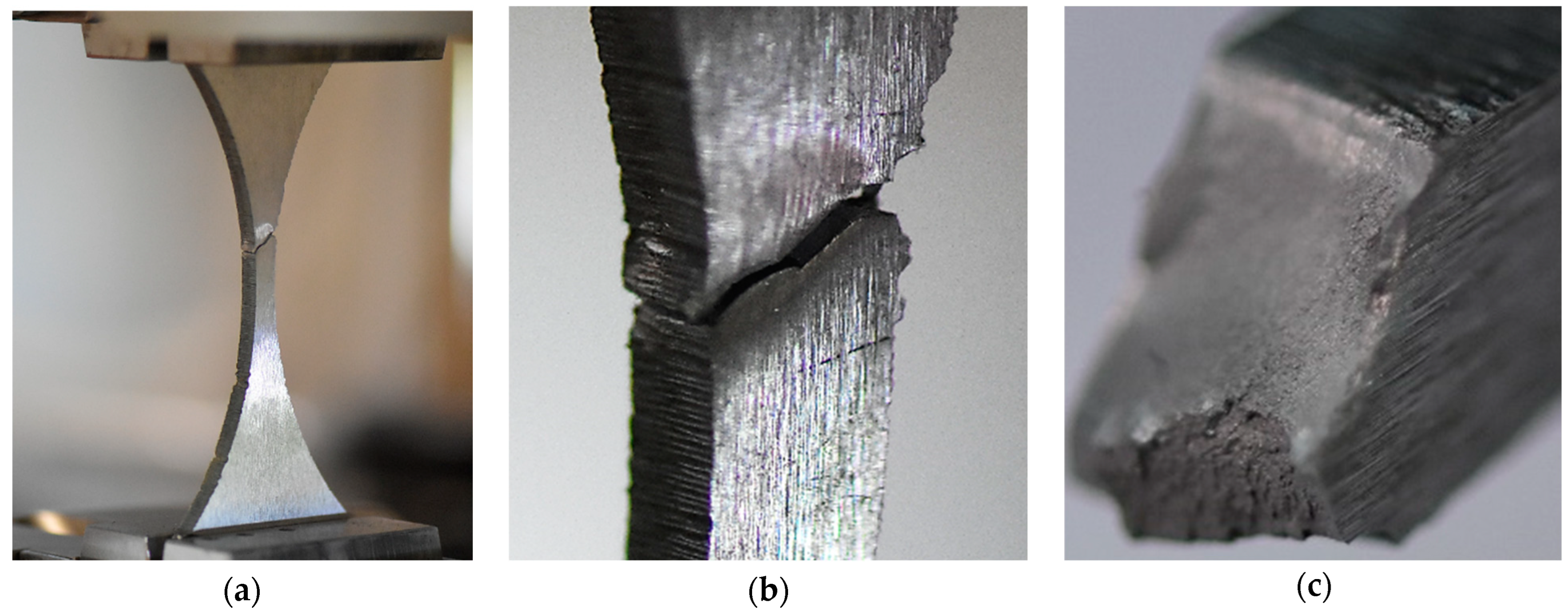
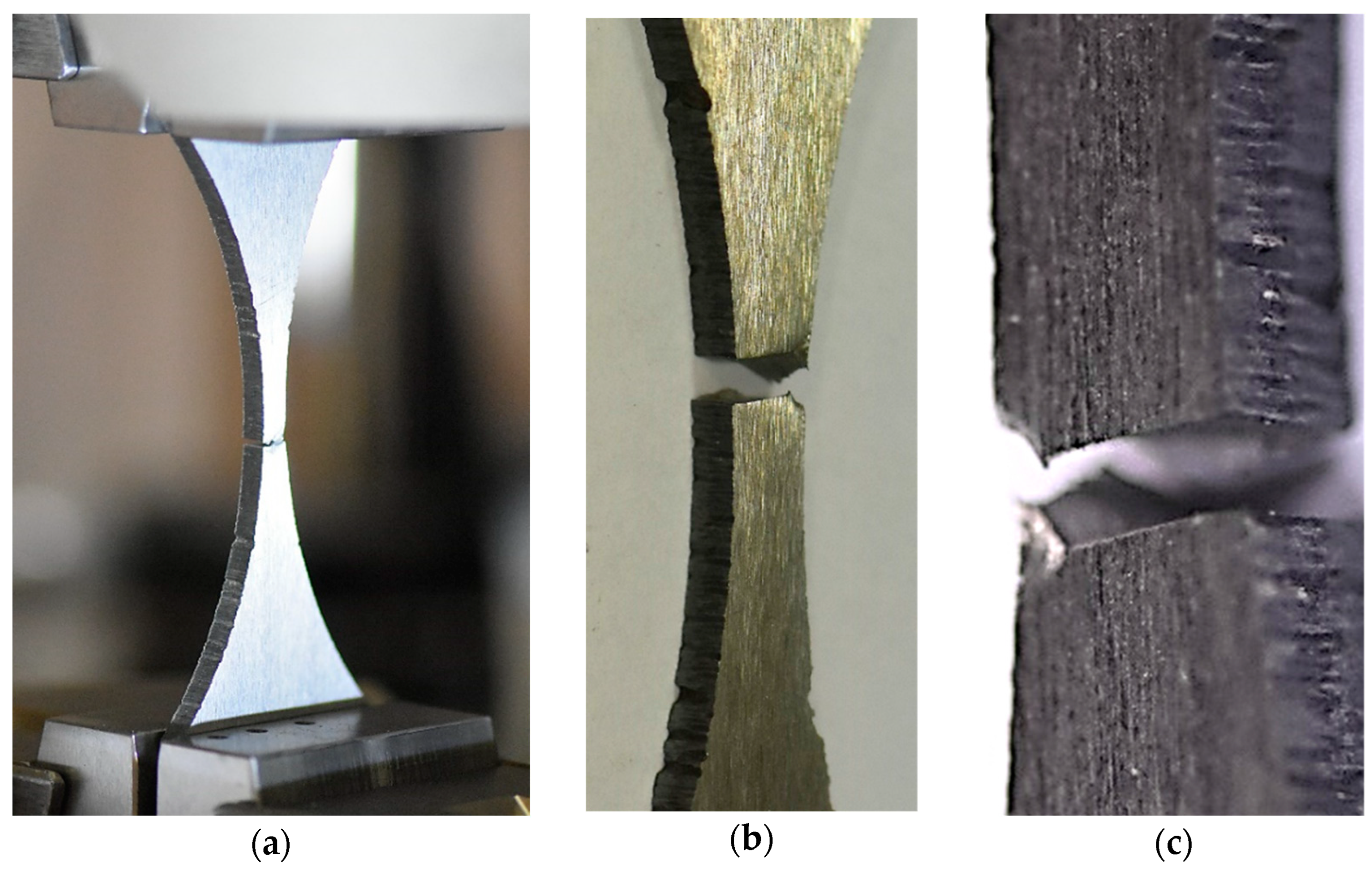
- Weld examination under cyclic loading can be conducted using an hourglass specimen with this kind of joint in the middle section of the measurement region;
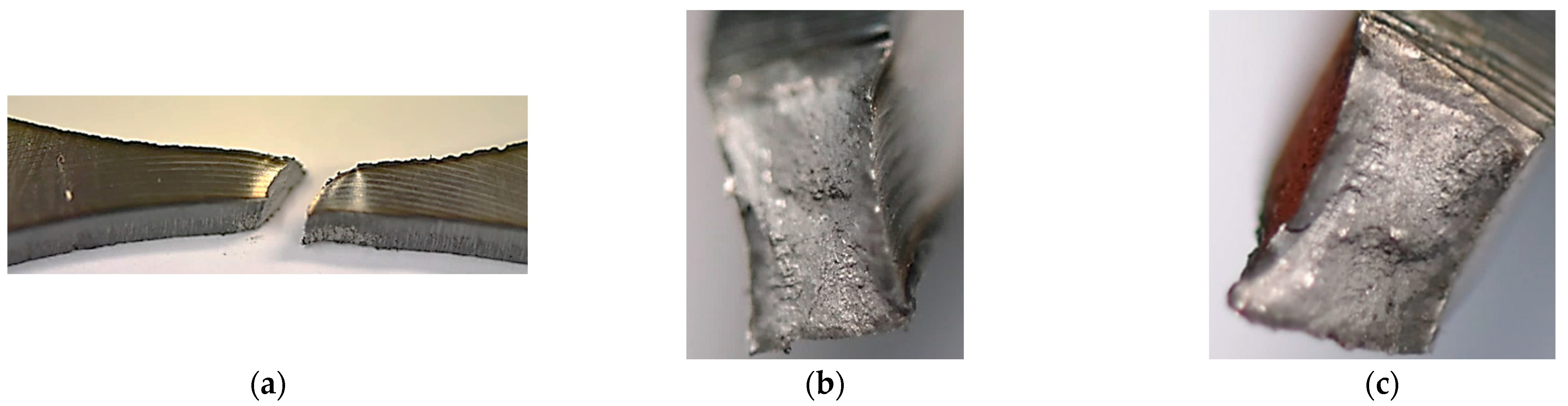
- Behaviour of the joint under the fatigue process was significantly related to a value of the stress level because different details of the fracture zones were observed. In the case of a stress value being equal to and exceeding the proportional limit of the weld, the joint degradation appeared as the shear and axial stress components, while at a more minor one, axial stress was a dominant reason. This response indicated the brittle features that become more significant in fracturing at a low value of stress;
- Concerning the ultimate tensile strength (UTS), the fatigue limit of the tested weld was approximately 4.5 times lower, i.e., 298 MPa, indicating a relationship between the parameters mentioned in the following form: Fatigue Limit = 0.23 × UTS;
- Application of the MAG welded steel in the engineering area with respect to technical safety should be planned and take the following values for the mechanical parameters: 1000 MPa (proportional limit), 1250 MPa (yield stress) and 298 (fatigue limit for the complete reversed cycles);
- It is possible to obtain joints in the second impact class, which means that the specimen breaking energy in the impact test is above 47 J at −20 °C;
- For the proper welding of Hardox 450 steel, a low-oxygen welding process should be used, which in the case of the MAG process, should consider the use of the Ar + 18% CO2 shielding mixture; and
- A less oxidizing shielding mixture in the MAG process will cause boron to bind with nitrogen to form BN nitride and titanium to bind with oxygen and to form TiO oxide. Thanks to this, the mechanical and tribological properties of the entire joint will have comparable properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pawar, N. Automotive Advanced High Strength Steel (AHSS) Market Professional Survey Report 2019. Available online: https://dataintelo.com/report/global-automotive-advanced-high-strength-steel-ahss-market/ (accessed on 7 October 2022).
- Matlock, D.K.; Speer, J.G.; de Moor, E. Recent AHSS developments for automotive applications: Processing, microstructures, and properties. In Proceedings of the Addressing Key Technology Gaps in Implementing Advanced High-Strength Steels for Automotive Light Weighting, USCAR Offices, Southfield, MI, USA, 9–10 February 2012. [Google Scholar]
- Varelis, G.E.; Papatheocharis, T.; Karamanos, S.A.; Perdikaris, P.C. Structural behavior and design of high-strength steel welded tubular connections under extreme loading. Mar. Struct. 2020, 71, 102701. [Google Scholar] [CrossRef]
- Bleck, W.; Larour, P.; Baeumer, A. High strain tensile testing of modern car body steels. Mater. Forum 2005, 29, 21–28. [Google Scholar]
- Lahtinen, T.; Vilaça, P.; Peura, P.; Mehtonen, S. MAG welding tests of modern high strength steels with minimum yield strength of 700 MPa. Appl. Sci. 2019, 9, 1031. [Google Scholar] [CrossRef] [Green Version]
- Sága, M.; Blatnická, M.; Blatnický, M.; Dižo, M.; Gerlici, J. Research of the fatigue life of welded joints of high strength steel S960QL created using laser and electron beams. Materials 2020, 13, 2539. [Google Scholar] [CrossRef] [PubMed]
- Jaewson, L.; Kamran, A.; Jwo, P. Modelling of failure mode of laser welds in lap-shear specimens of HSLA steel sheets. Eng. Fract. Mech. 2011, 1, 347–396. [Google Scholar]
- Hadryś, D. Impact load of welds after micro-jet cooling. Arch. Metall. Mater. 2015, 60, 2525–2528. [Google Scholar] [CrossRef]
- Saravanan, R. Design Using High Strength Steel, Knowledge and Support for Your Applications. Webinar. 27 July 2021, p. 36. Available online: https://www.automotivemanufacturingsolutions.com/ssab-webinar-high-strength-steel/33666.article (accessed on 27 July 2022).
- Szymczak, T.; Makowska, K.; Kowalewski, Z.L. Influence of the welding process on the mechanical characteristics and fracture of the S700MC high strength steel under various types of loading. Materials 2020, 13, 5249. [Google Scholar] [CrossRef]
- Porter, D.A. Weldable high-strength steels: Challenges and engineering applications. In Proceedings of the IIW International Conference High-Strength Materials-Challenges and Applications, Helsinki, Finland, 2–3 July 2015. [Google Scholar]
- Ma, J.L.; Chan, T.M.; Young, B. Tests on high-strength steel hollow sections: A review. Proc. Inst. Civ. Eng. Struct. Build. 2017, 170, 621–630. [Google Scholar] [CrossRef]
- Günther, H.P.; Hildebrand, J.; Rasche, C.; Versch, C.; Wudtke, I.; Kuhlmann, U.; Vormwald, M.; Werner, F. Welded connections of high-strength steels for the building industry. Riv. Ital. Della Saldatura 2014, 66, 1055–1087. [Google Scholar] [CrossRef]
- Goritskii, V.M.; Shneiderov, G.R.; Guseva, I.A. Effect of chemical composition and structure on mechanical properties of high-strength welding steels. Metallurgist 2019, 63, 21–32. [Google Scholar] [CrossRef]
- High Strength, Futeng Special Steel—Futeng Technology Company Ltd. Available online: https://en.fimc.com.tw/high-strength.html (accessed on 1 February 2022).
- SSAB Product Program Sheet Metal, 813en-GB-SSAB Product program-V3-2012. Confetti. Spreadcard, Oxelösund Sweden. pp. 1–22. Available online: https://www.scribd.com/document/399639189/SSAB-Product-Program-Sheet-Metal (accessed on 28 June 2022).
- Reducing Environmental Impact with Hardox® Wear Plate—Now and in the Future, SSAB, Oxelösund Sweden. Available online: https://www.ssab.com/en/brands-and-products/hardox/sustainability (accessed on 15 July 2022).
- Piedra, G. Advantages of Using Advanced High Strength and Wear Resistance Steels in Tippers and Trailers. May 2020. 38 Slides. Available online: https://www.motorindiaonline.in/wp-content/uploads/2020/05/SSAB-Presentation.pdf (accessed on 26 June 2022).
- Melloy, G.F.; Summon, P.R.; Podgursky, P.P. Optimising the boron effect. Met. Trans. 1973, 4, 2279–2289. [Google Scholar] [CrossRef]
- Chen, H.; Xue, S.B. The transfer of small amounts of boron during SMA welding. Weld. J. 1991, 70, 277–285. [Google Scholar]
- Konat, Ł.; Białobrzeska, B.; Białek, P. Effect of welding process on microstructural and mechanical characteristics of Hardox 600 steel. Metals 2017, 7, 349. [Google Scholar] [CrossRef]
- Mazur, M.; Ulewicz, R. Analysis of strength and fatigue properties of constru0ction materials for manufacturing the parts of semi-trailers. Appl. Eng. Lett. 2017, 2, 32–37. [Google Scholar]
- Wang, Z.; Wu, X.; Liu, D.; Zuo, X. Correlation between microstructure and fracture behavior in thick Hardox 450 wear-resistant steel with tin inclusions. Front. Mater. 2021, 8, 691551. [Google Scholar] [CrossRef]
- Ulewicz, R.; Szataniak, P.; Novy, F. Fatigue properties of wear resistant martensitic steel. In Proceedings of the 23rd International Conference on Metallurgy and Materials, Brno, Czech Republic, 21–23 May 2014. [Google Scholar]
- Nový, F.; Bokůvka, O.; Trško, L.; Jambor, M. Safe choice of structural steels in a region of ultra-high number of load cycles. Prod. Eng. Arch. 2019, 24, 25–28. [Google Scholar] [CrossRef]
- Content Hardox® Guarantees, SSAB, Oxelösund Sweden. pp. 1–22. Available online: https://www.ssab.com/products/brands/hardox/products/hardox-450 (accessed on 15 July 2022).
- Nippon Steel Corporation Steel Products for Welding. Patent No. 8142574, 15 July 2009.
- Teledyne Incorporated. Coated Ferrous Low Hydrogen Arc Welding Electrode and Production of an Improved Nonaustenitic Steel Weld Deposit. Patent No. 1297865, 13 June 1972. [Google Scholar]
- Evans, G.M. The effect of micro-alloying elements in C-Mn steel weld metals. Weld. World 1993, 31, 12–19. [Google Scholar]
- Evans, G.M. Microstructure and properties of ferritic steel welds containing Al and Ti. Oerlikon Schweissmitt 1994, 130, 21–39. [Google Scholar]
- Evans, G.M. Factors affecting the microstructure and properties of C-Mn all-weld metal deposits. Weld. Rev. Abroad WRC 1982, 1, 4–8. [Google Scholar]
- Nakano, S.; Shiga, A.; Tsuboi, J. Optimising the Titanium Effect on Weld Metal Toughness; IIW Doc.XII-b-182-75; International Institute of Welding: Paris, France, 1975. [Google Scholar]
- Terashima, H.; Hart, P.H. Effect of aluminium in C-Mn steels on microstructure and toughness of submerged arc weld metal, a progress report. In Research Report 186/1982, 1982 and 65-th Annual AWS Convention; Paper 26C; The Welding Institute: Philadelphia, PA, USA, 1983. [Google Scholar]
- Beidokhti, B.; Koukabi, A.H.; Dolati, A. Effect of titanium addition on the microstructure and inclusion formation in submerged arc welded HSLA pipeline steel. J. Mater. Process. Technol. 2009, 209, 4027–4035. [Google Scholar] [CrossRef]
- Badri, K.; Narayanan, L.; Kovarik, P.M.; Sarosi, M.A.; Quintana, M.J. Mills, Effect of microalloying on precipitate evolution in ferritic welds and implications for toughness. Acta Mater. 2010, 58, 781–791. [Google Scholar]
- El-Faramawy, H.S.; Ghali, S.N.; Eissa, M.M. Effect of Titanium Addition on Behavior of Medium Carbon Steel. J. Miner. Mater. Charact. Eng. 2012, 11, 1108–1112. [Google Scholar] [CrossRef]
- Widgery, D.J. Deoxidation practice and toughness of mild steel weld metal. Rep. 2 Weld. Res. Int. 1974, 4, 54–80. [Google Scholar]
- Widgery, D.J. Deoxidation practice for mild steel weld metal. Weld. Res. 1976, 55, 57–68. Available online: https://app.aws.org/wj/supplement/WJ_1976_03_s57.pdf (accessed on 29 August 2022).
- Zemlik, M.; Konat, Ł.; Napiórkowski, J. Comparative Analysis of the Influence of Chemical Composition and Microstructure on the Abrasive Wear of High-Strength Steels. Materials 2022, 15, 14. [Google Scholar] [CrossRef] [PubMed]
- Simcoe, C.R.; Elsea, A.R. Manning G.K. Study of the effect of boron in the decomposition of austenite. Trans. AIME 1955, 193–200. [Google Scholar] [CrossRef]
- Nippon Steel Corporation. Low-Hydrogen Coated Electrode. Patent No. GB 2015937 B, 17 February 1981. [Google Scholar]
- Masumoto, H.; Kobaayshi, T.; Watanabe, K. Effect of Titanium Additions of Properties of the New Magnet Alloy “Malcolloy” in the. Co-Al System. Jpn. Inst. Met. 1965, 29, 222. Available online: https://www.jstage.jst.go.jp/article/matertrans1960/8/3/8_3_167/pdf (accessed on 29 July 2022). [CrossRef] [Green Version]
- Watanabe, T.; Nakamura, H.; Ei, K. Grain Refinement by TIG Welding with Electromagnetic Stirring—A Study of Solidification Control of Austenitic Stainless Steel Weld Metal; Welding International, Taylor & Francis: Abingdon, UK, 1989; Volume 3, pp. 312–317. [Google Scholar] [CrossRef]
- Evans, G.M. Microstructure and properties of ferritic steel welds containing Ti and B. Weld. J. 1996, 75, 8. Available online: https://www.osti.gov/biblio/282401 (accessed on 6 June 2022).
- Węgrzyn, T. Classification of Metal Weld deposit in Terms of the Amount of Oxygen. In Proceedings of the Conference of International Society of Offshore and Polar Engineers ISOPE´99, Brest, France, 30 May–4 June 1999; International Society of Offshore and Polar Engineeer: Cupertino, CA, USA, 1999; Volume IV, pp. 212–216, ISBN 1-880653-43-5. Available online: https://onepetro.org/ISOPEIOPEC/proceedings-pdf/ISOPE99/All-ISOPE99/ISOPE-I-99-376 (accessed on 29 August 2022).
- ASTM E468-18; Standard Practice for Presentation of Constant Amplitude Fatigue Test Results for Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2018.
- Szymczak, T.; Szczucka-Lasota, B.; Węgrzyn, T.; Łazarz, B.; Jurek, A. Behavior of weld to S960MC high strength steel from joining process at micro-jet cooling with critical parameters under static and fatigue loading. Materials 2021, 14, 2707. [Google Scholar] [CrossRef]
- Węgrzyn, T.; Szymczak, T.; Szczucka-Lasota, B.; Łazarz, B. MAG welding process with micro-jet cooling as the effective method for manufacturing joints for S700MC steel. Metals 2021, 11, 276. [Google Scholar] [CrossRef]
- Frydman, S.; Konat, Ł.; Pękalski, G. Structure and hardness changes in welded joints of Hardox steels. Arch. Civ. Mech. Eng. 2008, 8, 15–27. [Google Scholar] [CrossRef]
- Teker, T.; Gencdogan, D. Heat affected zone and weld metal analysis of HARDOX 450 and ferritic stainless steel double sided TIG-joints. Mater. Test. 2021, 63, 923–928. [Google Scholar] [CrossRef]
- Fydrych, D.; Łabanowski, J. An experimental study of high-hydrogen welding process. Rev. Metal. 2015, 51, 10-3989. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Yield Point, YS [MPa] | Ultimate Tensile Strength UTS, [MPa] | Hardness, HBW [MPa] |
|---|---|---|
| 1190 | 1355 | 450 |
| C, % | Si, % | Mn, % | P, % | S, % | Cr, % | Ni, % | Mo, % | B, % |
|---|---|---|---|---|---|---|---|---|
| 0.26 | 0.7 | 1.6 | 0.025 | 0.011 | 1.4 | 1.5 | 0.6 | 0.005 |
| Wire | C% | Si% | Mn% | P + S% | Cr% | Ti% | Al% |
|---|---|---|---|---|---|---|---|
| T2 | 0.08 | 0.9 | 1.5 | 0.04 | 0.25 | 0.002 | 0.01 |
| T4 | 0.09 | 1.0 | 1.7 | 0.04 | 0.15 | 0.004 | 0.01 |
| (a) | |||||
| Mark | Shielding Gas Type | Electrode Wire Type | Welding Speed | Micro-Jet Cooling | Observations |
| Sa1 | Ar + 18% CO2 | T2 | 300 mm/min | yes | no cracks |
| Sa2 | Ar + 18% CO2 | T4 | 300 mm/min | yes | no cracks |
| Sa3 | CO2 | T2 | 300 mm/min | yes | no cracks |
| Sa4 | CO2 | T4 | 300 mm/min | yes | cracks |
| Sa5 | Ar + 18% CO2 | T2 | 450 mm/min | yes | no cracks |
| Sa6 | Ar + 18% CO2 | T4 | 450 mm/min | yes | no cracks |
| Sa7 | CO2 | T2 | 450 mm/min | yes | cracks |
| Sa8 | CO2 | T4 | 450 mm/min | yes | cracks |
| Sa9 | Ar + 18% CO2 | T2 | 300 mm/min | no | no cracks |
| Sa10 | Ar + 18% CO2 | T4 | 300 mm/min | no | cracks |
| Sa11 | CO2 | T2 | 300 mm/min | no | cracks |
| Sa12 | CO2 | T4 | 300 mm/min | no | cracks |
| Sa13 | Ar + 18% CO2 | T2 | 450 mm/min | no | cracks |
| Sa14 | Ar + 18% CO2 | T4 | 450 mm/min | no | no cracks |
| Sa15 | CO2 | T2 | 450 mm/min | no | cracks |
| Sa16 | CO2 | T4 | 450 mm/min | no | cracks |
| (b) | |||||
| Specimen Mark | Results | ||||
| Sa1 | no cracks | ||||
| Sa2 | no cracks | ||||
| Sa3 | no cracks | ||||
| Sa5 | no cracks | ||||
| Sa6 | no cracks | ||||
| Sa9 | cracks | ||||
| Sa14 | cracks | ||||
| (a) | ||
| Specimen mark | KV, J (−20 °C) | |
| Sa1 | 54 | |
| Sa2 | 42 | |
| Sa3 | 45 | |
| Sa5 | 50 | |
| Sa6 | 44 | |
| (b) | ||
| Specimen mark | KV, J (−30 °C) | KV, J (−10 °C) |
| Sa1 | 48 | 67 |
| Sa2 | Below 30 | 53 |
| Sa3 | Below 30 | 57 |
| Sa5 | 41 | 64 |
| Sa6 | Below 30 | 55 |
| Real H Content in Weld Obtained in Glycerin Method | Estimated Value of H in Weld that Could Be Obtained in the Mercury Method Using Fydrych Equation | |
|---|---|---|
| S1 | 3.17 | 6.71 |
| S5 | 3.29 | 6.86 |
| Fatigue Limit/Proportional Limit | Fatigue Limit/Elastic Limit | Fatigue Limit/Yield Stress | Fatigue Limit/Ultimate Tensile Strength |
|---|---|---|---|
| 0.29 | 0.25 | 0.24 | 0.23 |
| Maximum value of stress [MPa] | 1180 | 1021 | 511 | 340 | 225 |
| Number of cycles to fracture | 3504 | 6838 | 117,082 | 721,054 | 279,575 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Silva, A.P.; Węgrzyn, T.; Szymczak, T.; Szczucka-Lasota, B.; Łazarz, B. Hardox 450 Weld in Microstructural and Mechanical Approaches after Welding at Micro-Jet Cooling. Materials 2022, 15, 7118. https://doi.org/10.3390/ma15207118
Silva AP, Węgrzyn T, Szymczak T, Szczucka-Lasota B, Łazarz B. Hardox 450 Weld in Microstructural and Mechanical Approaches after Welding at Micro-Jet Cooling. Materials. 2022; 15(20):7118. https://doi.org/10.3390/ma15207118
Chicago/Turabian StyleSilva, Abílio P., Tomasz Węgrzyn, Tadeusz Szymczak, Bożena Szczucka-Lasota, and Bogusław Łazarz. 2022. "Hardox 450 Weld in Microstructural and Mechanical Approaches after Welding at Micro-Jet Cooling" Materials 15, no. 20: 7118. https://doi.org/10.3390/ma15207118
APA StyleSilva, A. P., Węgrzyn, T., Szymczak, T., Szczucka-Lasota, B., & Łazarz, B. (2022). Hardox 450 Weld in Microstructural and Mechanical Approaches after Welding at Micro-Jet Cooling. Materials, 15(20), 7118. https://doi.org/10.3390/ma15207118