
Dislocation Mechanism and Grain Refinement of Surface Modification of NV E690 Cladding Layer Induced by Laser Shock Peening
 ,
,
Abstract
:1. Introduction
2. Experiments
2.1. Material and Specimens
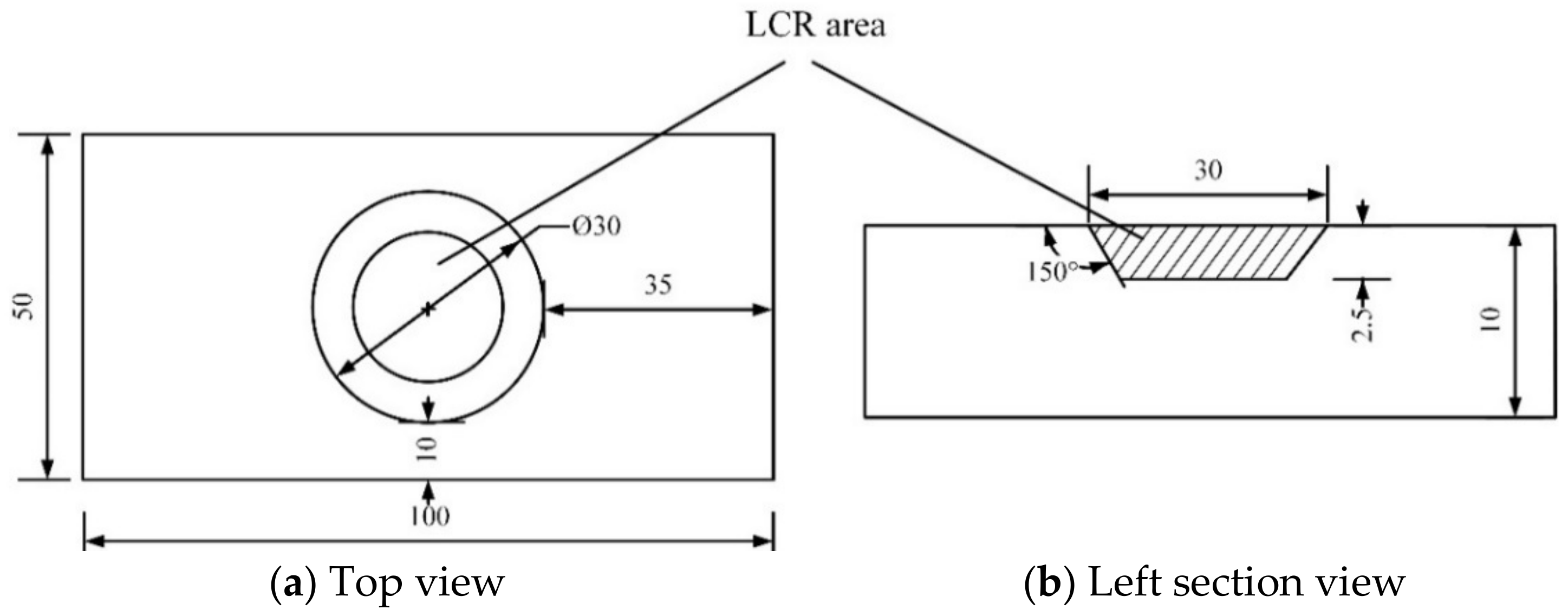
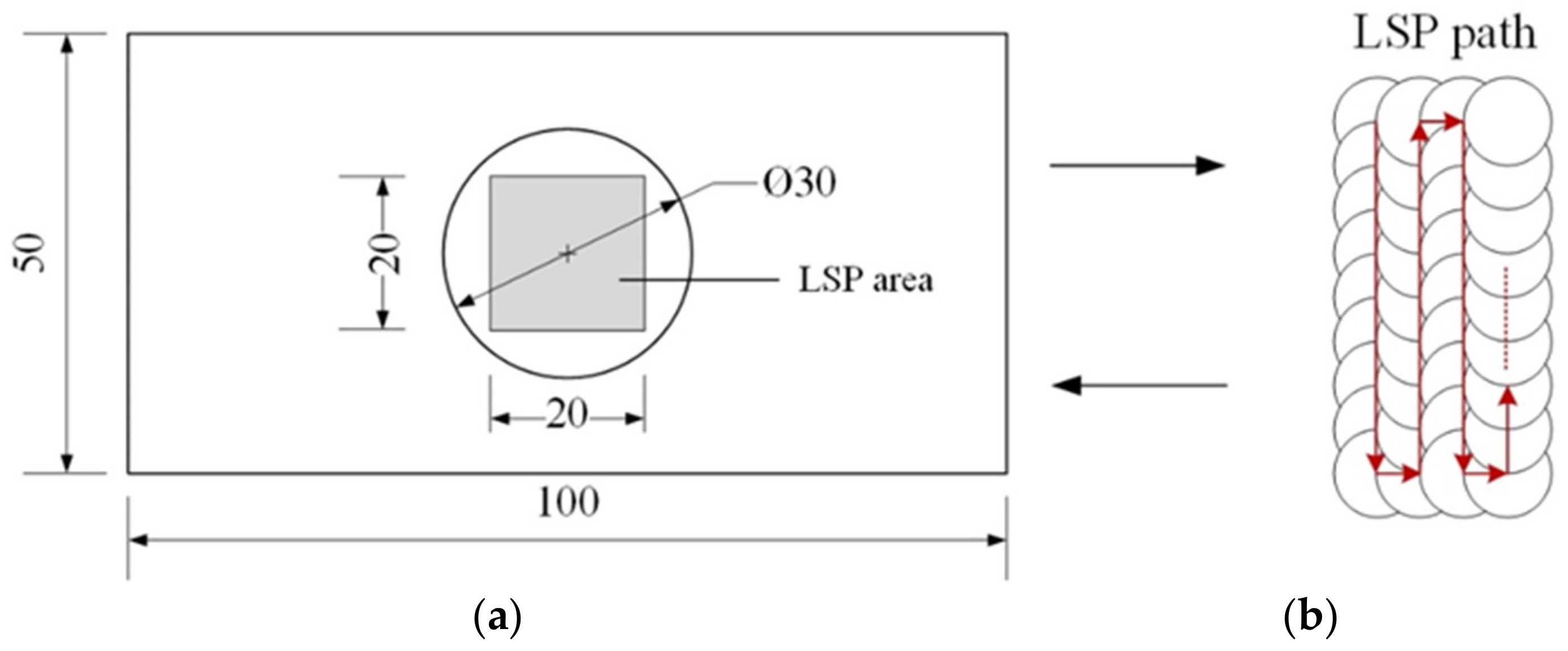
2.2. Laser Cladding and LSP Experiments
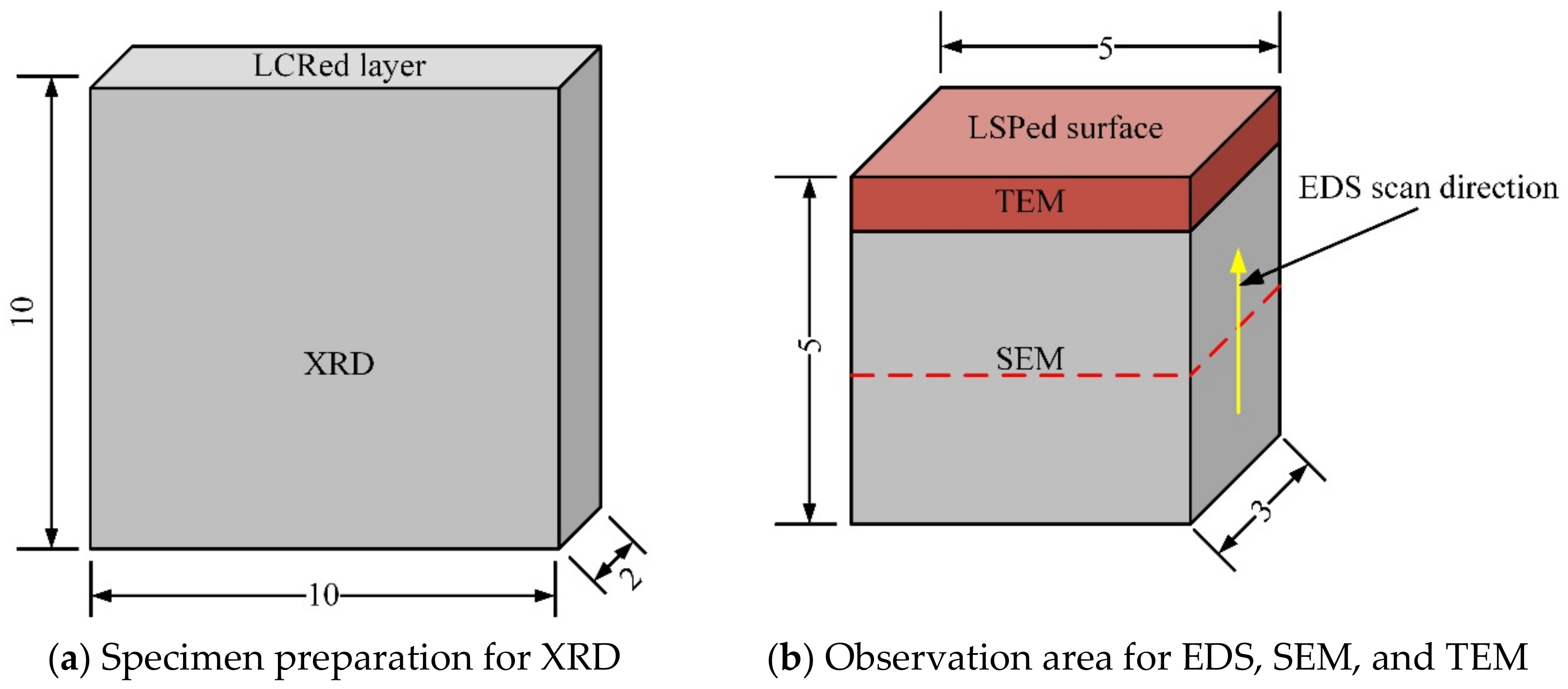
2.3. Microstructural Observation
3. Results and Analysis
3.1. Analysis of the Microstructure of the Laser Cladding Layer
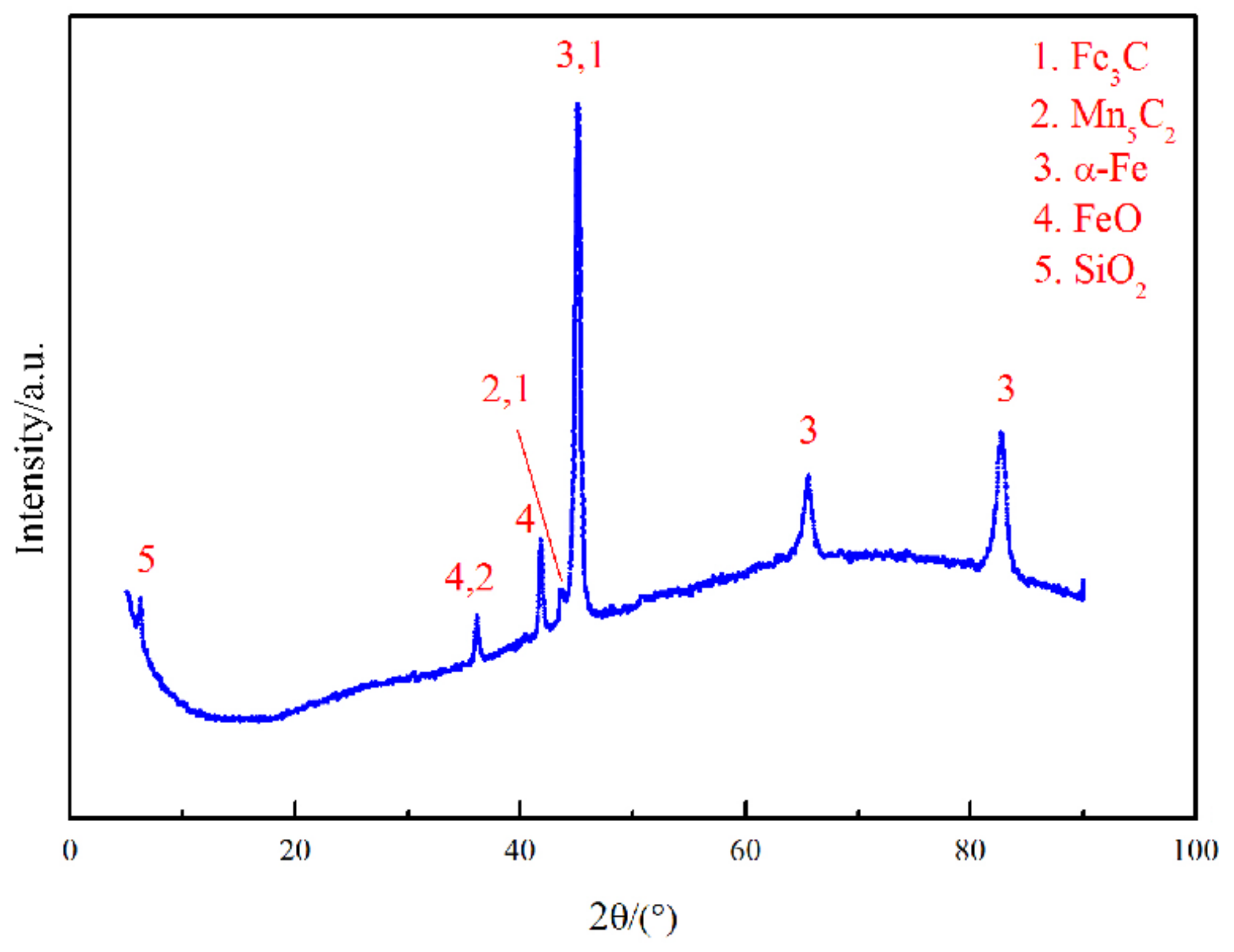
3.1.1. Phase Analysis by XRD
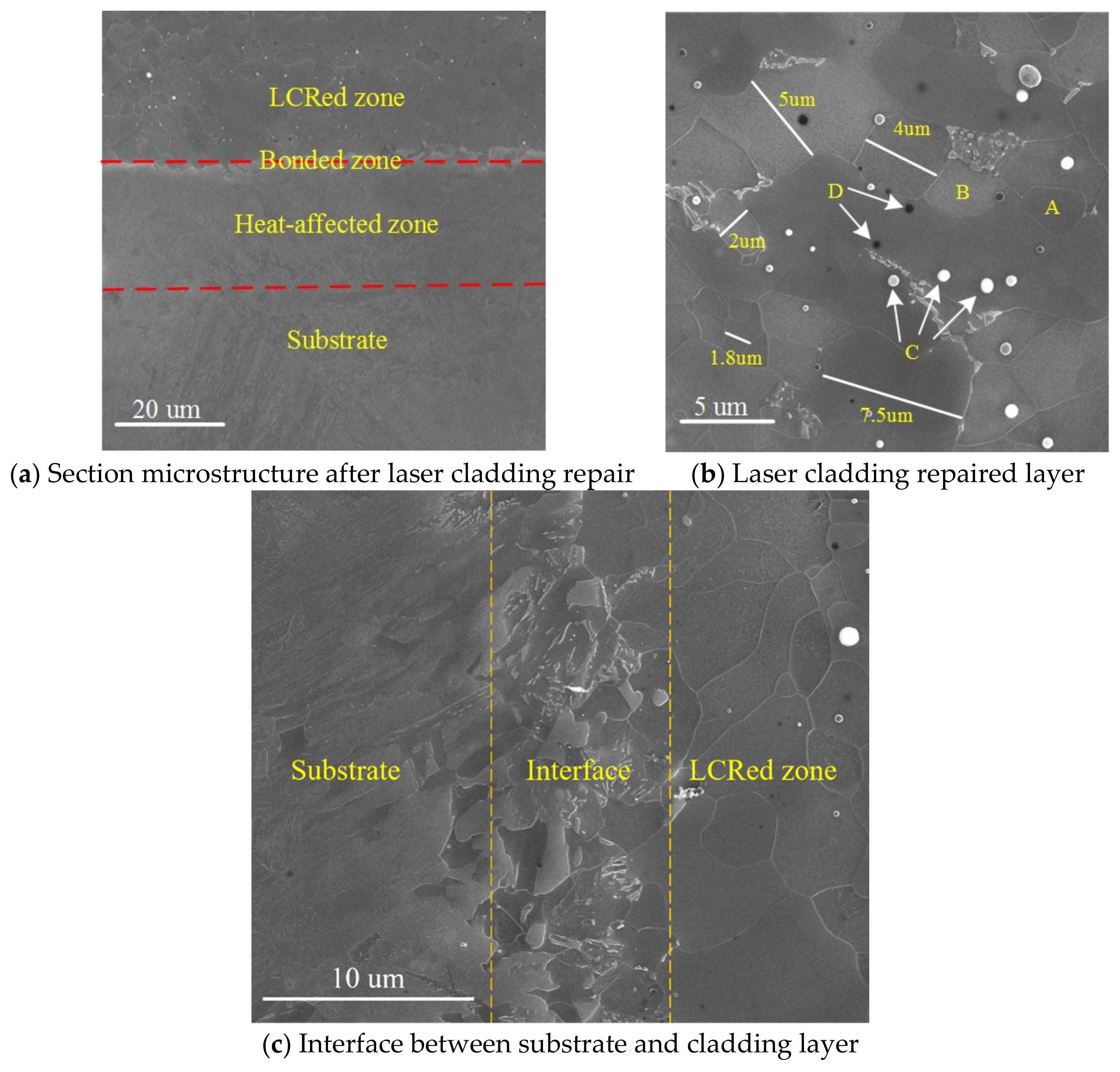
3.1.2. SEM Analysis of LCR
3.2. TEM Analysis
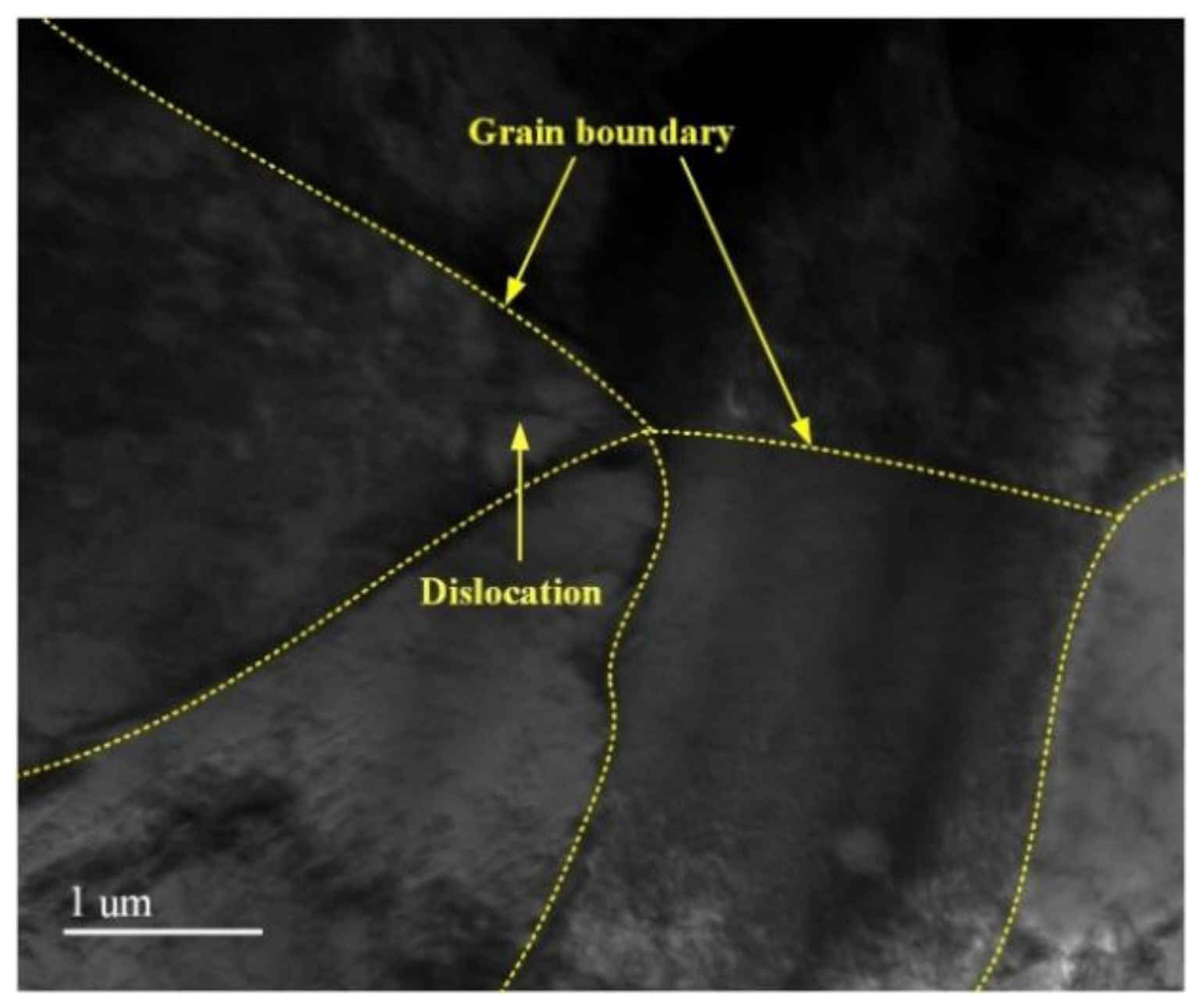
3.2.1. TEM Image of the Cladding Layer
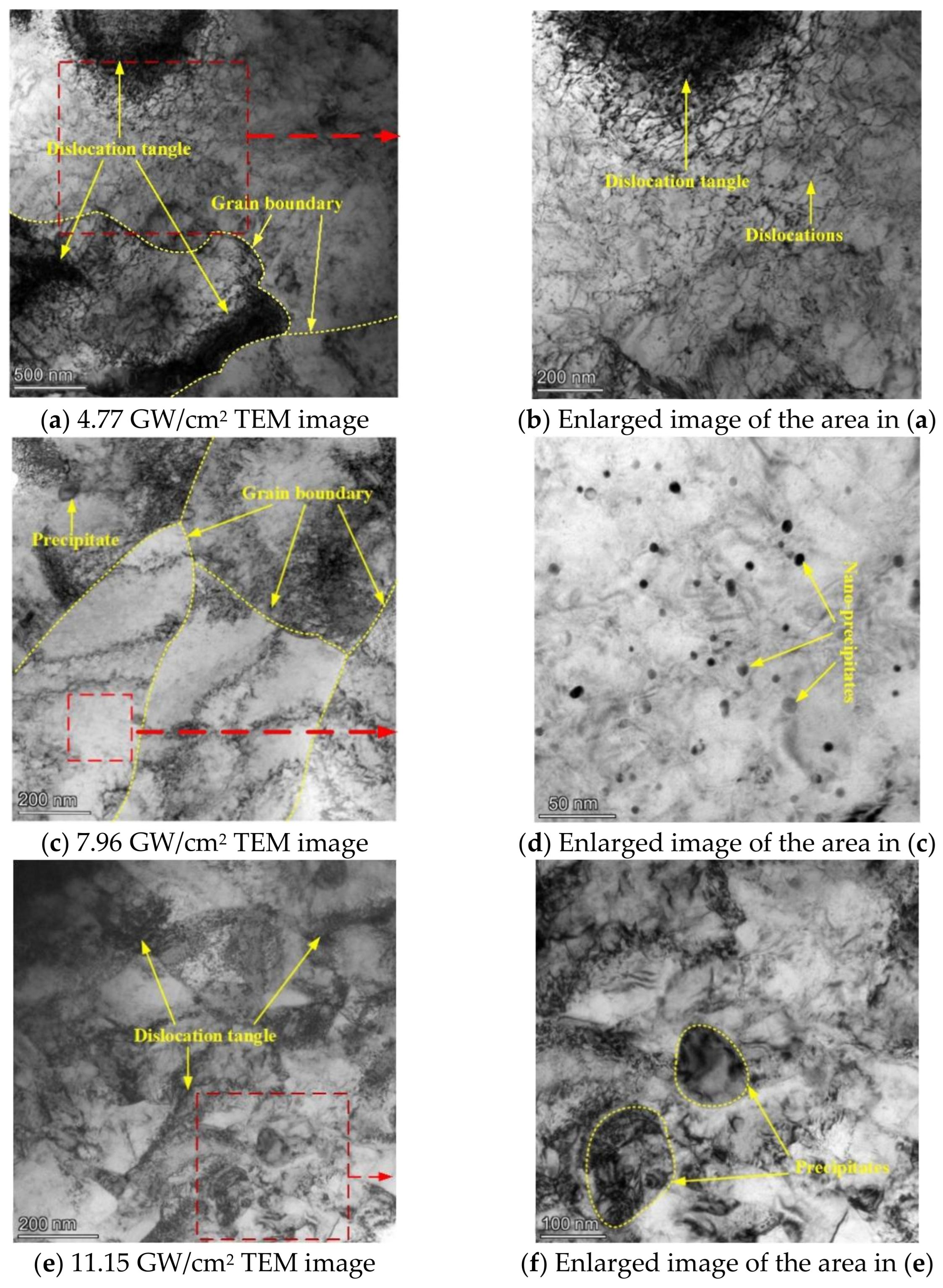
3.2.2. TEM Image after LSP
3.3. Investigation of the Surface Dislocation Configuration of the NV E690 Cladding Layer Formed by LSP
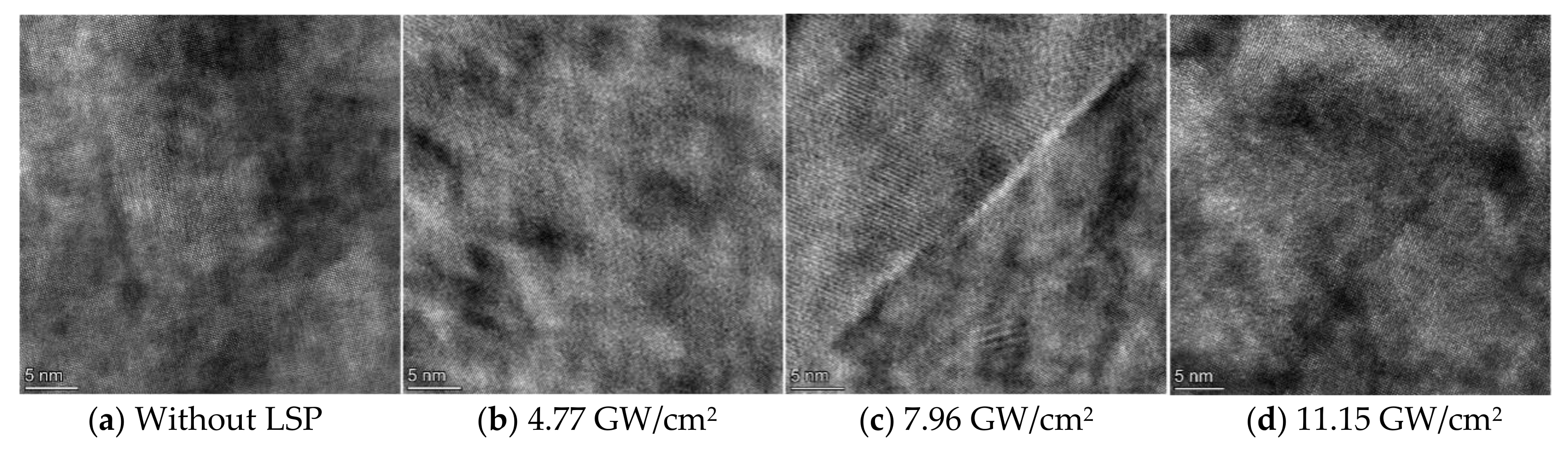
3.4. Surface Grain Refinement of the NV E690 Cladding Layer by LSP
4. Conclusions
- The laser cladding layer was mainly composed of a ferrite base phase, and it had an equiaxed grain microstructure. Hard precipitates, e.g., SiO2, FeO, Mn5C2, and Fe3C, were dispersed and distributed, and a good metallurgical bond was observed between the cladding layer and the substrate.
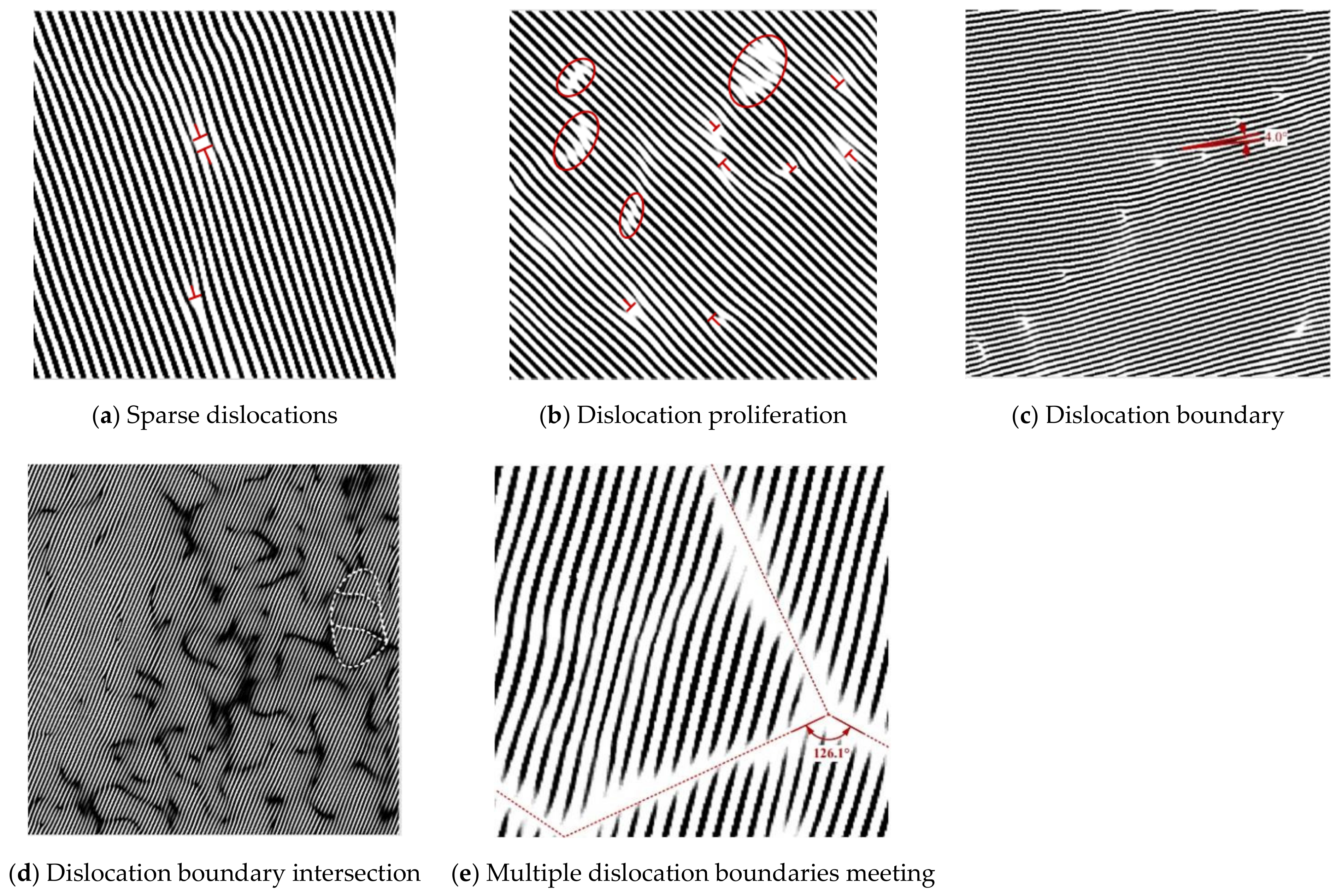
- Changes in laser power density had a significant effect on the dislocation configuration on the sample surface of the cladding layer under LSP. When the laser power density was 4.77 GW/cm2, multiple edge dislocations, dislocation dipoles, and extended dislocations were distributed over the cladding layer after LSP. When the laser power density was 7.96 GW/cm2, a geometrical dislocation interface consisting of dislocations, extended dislocations, and vacancies appeared on the surface of the cladding layer, which divided the original large grain into two subgrains with different orientations. When the laser power density was 11.15 GW/cm2, the complete large grains were divided into fine grains by the expansion and intersection of geometric dislocation interfaces on the surface of the sample’s cladding layer.
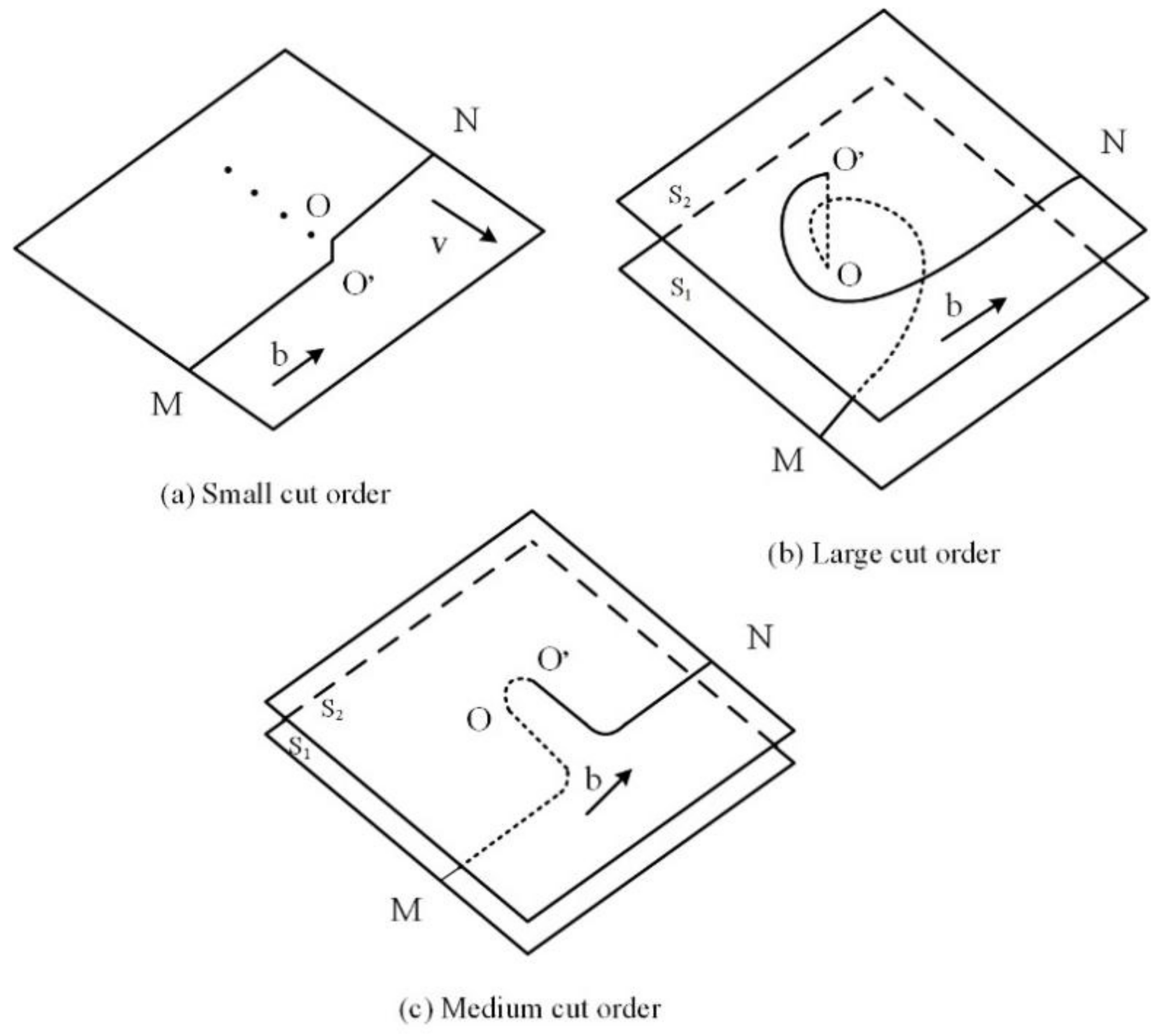
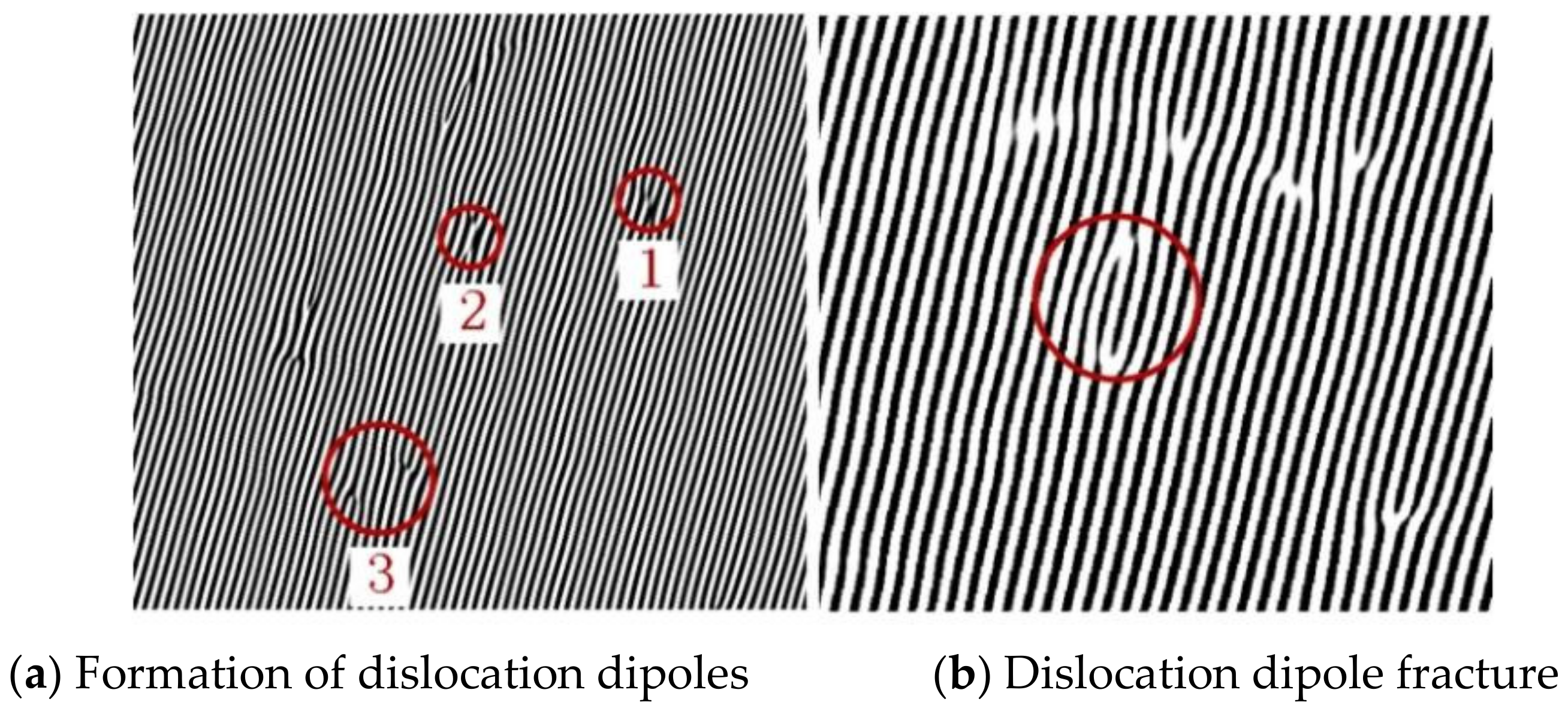
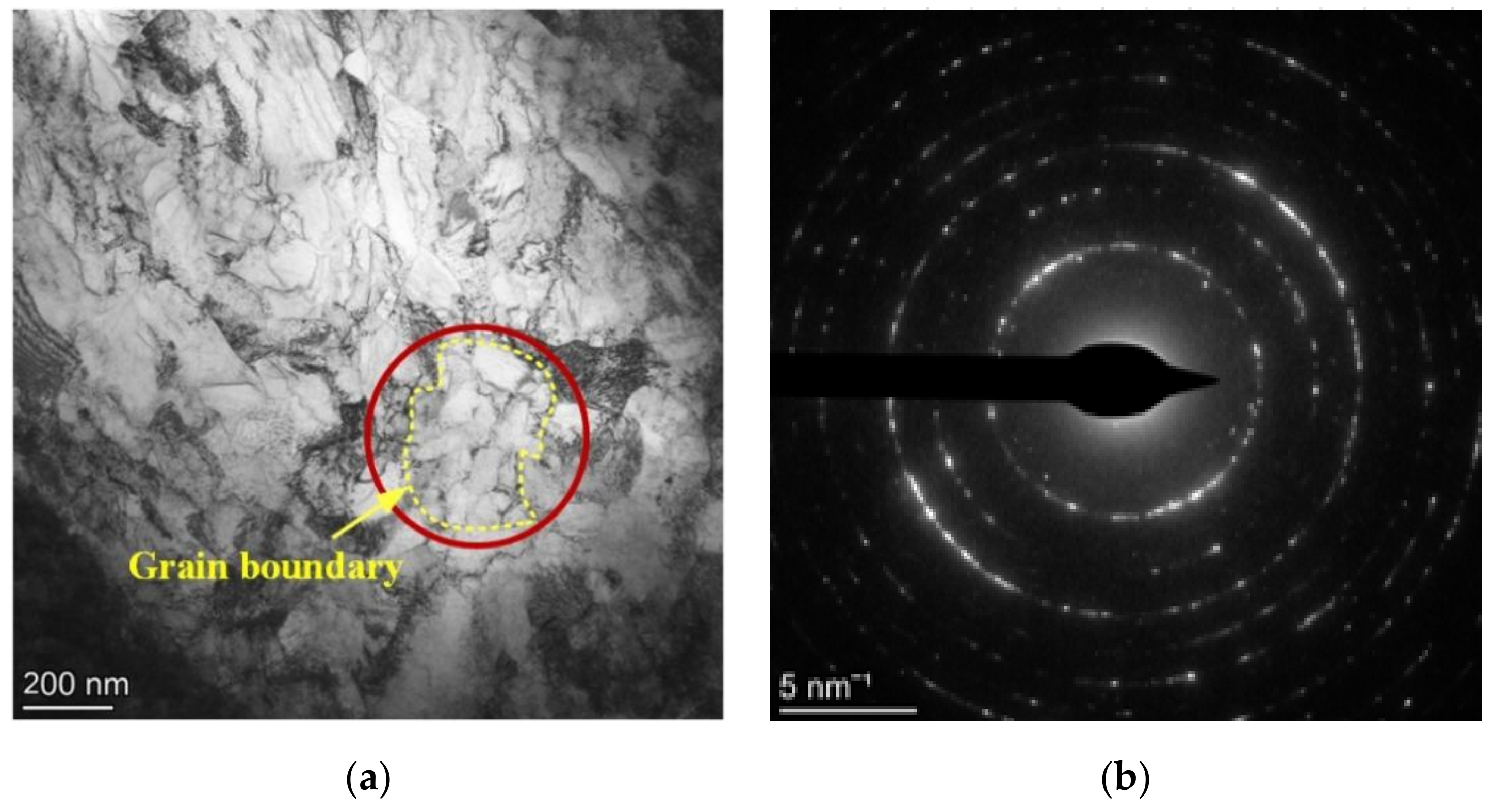
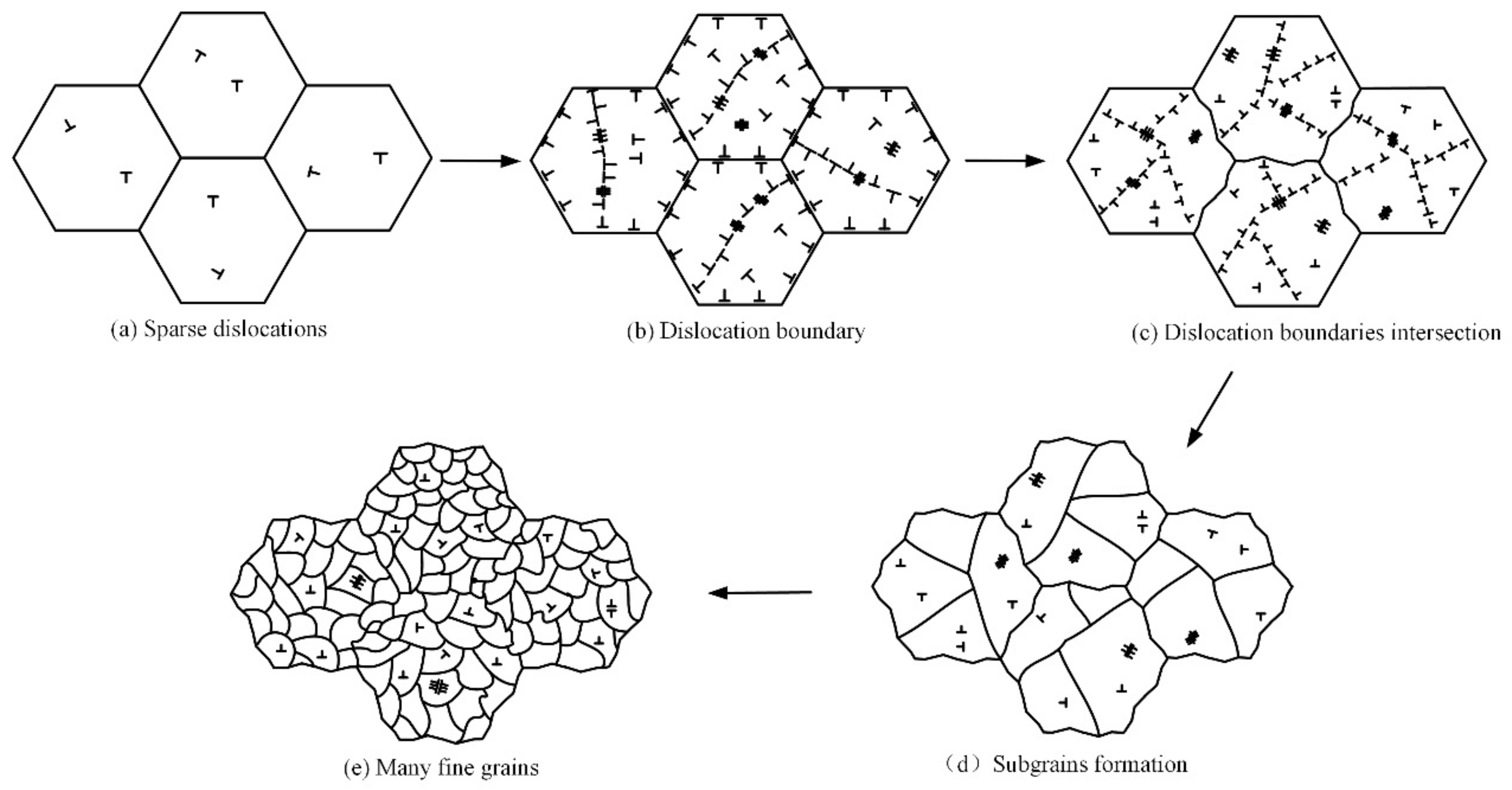
- During the LSP process of the NV E690 cladding layer, multiple dislocation defects were present in the material, including single-edge dislocations, extended dislocations, and dislocation dipoles. The formation of the dislocation dipoles was closely related to the movement of the screw dislocations with the dislocation jogs. Geometrical dislocation interfaces composed of dislocations, extended dislocations, and vacancies divided the original coarse grains into finer grains until they were divided into fine and uniform nanograins.
- A grain refinement mechanism dominated by dislocation motion in the NV E690 cladding layer after LSP was established, and this mechanism describes the grain refinement process dominated by the dislocation movement. Surface modification of 690 high-strength steel specimens can be achieved through dislocation strengthening and dislocation-induced refined grain strengthening. However, the constraints and the geometric conditions required for the formation of these geometric dislocation interfaces in 690 high-strength steel by LSP will still have to be investigated further.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Han, J.; Yoo, B.; Im, H.J.; Oh, C.S.; Choi, P.P. Microstructural evolution of the heat affected zone of a Co–Ti–W alloy upon laser cladding with a CoNiCrAlY coating. Mater. Charact. 2019, 158, 109998. [Google Scholar] [CrossRef]
- Song, B.; Yu, T.; Jiang, X.; Xi, W.; Lin, X. Development mechanism and solidification morphology of molten pool generated by laser cladding. Int. J. Therm. Sci. 2021, 159, 106579. [Google Scholar] [CrossRef]
- Luo, K.Y.; Xu, X.; Zhao, Z.; Zhao, S.S.; Cheng, Z.G.; Lu, J.Z. Microstructural evolution and characteristics of bonding zone in multilayer laser cladding of Fe-based coating. J. Mater. Process. Technol. 2019, 263, 50–58. [Google Scholar] [CrossRef]
- Gorunov, A.I. Complex refurbishment of titanium turbine blades by applying heat-resistant coatings by direct metal deposition. Eng. Fail. Anal. 2018, 86, 115–130. [Google Scholar] [CrossRef]
- Jelvani, S.; Razavi, R.S.; Barekat, M.; Dehnavi, M.R.; Erfanmanesh, M. Evaluation of solidification and microstructure in laser cladding Inconel 718 superalloy. Opt. Laser Technol. 2019, 120, 105761. [Google Scholar] [CrossRef]
- Zhan, X.; Qi, C.; Gao, Z.; Tian, D.; Wang, Z. The influence of heat input on microstructure and porosity during laser cladding of Invar alloy. Opt. Laser Technol. 2019, 113, 453–461. [Google Scholar] [CrossRef]
- Meng, X.K.; Wang, H.; Tan, W.S.; Cai, J.; Zhou, J.Z.; Liu, L. Gradient microstructure and vibration fatigue properties of 2024-T351 aluminium alloy treated by laser shock peening. Surf. Coat. Technol. 2020, 391, 125698. [Google Scholar] [CrossRef]
- Shi, H.C.; Shi, L.B.; Ding, H.H.; Wang, W.J.; Jiang, W.J.; Guo, J.; Liu, Q.Y. Influence of laser strengthening techniques on anti-wear and anti-fatigue properties of rail welding joint. Eng. Fail. Anal. 2019, 101, 72–85. [Google Scholar] [CrossRef]
- Lu, J.Z.; Wu, L.J.; Sun, G.F.; Luo, K.Y.; Zhang, Y.K.; Cai, J.; Cui, C.Y.; Luo, X.M. Microstructural response and grain refinement mechanism of commercially pure titanium subjected to multiple laser shock peening impacts. Acta Mater. 2017, 127, 252–266. [Google Scholar] [CrossRef]
- Liu, L.; Wang, J.; Zhou, J. Characterization and analysis on micro-hardness and microstructure evolution of brass subjected to laser shock peening. Opt. Laser Technol. 2019, 115, 325–330. [Google Scholar] [CrossRef]
- Cui, C.Y.; Wan, T.Y.; Shu, Y.X.; Meng, S.; Cui, X.G.; Lu, J.Z.; Lu, Y.F. Microstructure evolution and mechanical properties of aging 6061 Al alloy via laser shock processing. J. Alloy. Compd. 2019, 803, 1112–1118. [Google Scholar] [CrossRef]
- Sun, R.; Che, Z.; Cao, Z.; Zou, S.; Wu, J.; Guo, W.; Zhu, Y. Fatigue behavior of Ti-17 titanium alloy subjected to different laser shock peened regions and its microstructural response. Surf. Coat. Technol. 2020, 383, 125284. [Google Scholar] [CrossRef]
- Dhakal, B.; Swaroop, S. Effect of laser shock peening on mechanical and microstructural aspects of 6061-T6 aluminum alloy. J. Mater. Process. Technol. 2020, 282, 116640. [Google Scholar] [CrossRef]
- Sun, R.; Li, L.; Zhu, Y.; Guo, W.; Peng, P.; Cong, B.; Sun, J.; Che, Z.; Li, B.; Guo, C.; et al. Microstructure, residual stress and tensile properties control of wire-arc additive manufactured 2319 aluminum alloy with laser shock peening. J. Alloy. Compd. 2018, 747, 255–265. [Google Scholar] [CrossRef]
- Lu, J.; Lu, H.; Xu, X.; Yao, J.; Cai, J.; Luo, K. High-performance integrated additive manufacturing with laser shock peening–induced microstructural evolution and improvement in mechanical properties of Ti6Al4V alloy components. Int. J. Mach. Tools Manuf. 2020, 148, 103475. [Google Scholar] [CrossRef]
- Lainé, S.J.; Knowles, K.M.; Doorbar, P.J.; Cutts, R.D.; Rugg, D. Microstructural characterisation of metallic shot peened and laser shock peened Ti–6Al–4V. Acta Mater. 2017, 123, 350–361. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.D.; Sun, G.F.; Lu, Y.; Chen, M.Z.; Bi, K.D.; Ni, Z.H. Microstructural characterization and mechanical behavior of ultrasonic impact peened and laser shock peened AISI 316L stainless steel. Surf. Coat. Technol. 2020, 385, 125403. [Google Scholar] [CrossRef]
- Qin, R.; Zhang, X.; Guo, S.; Sun, B.; Tang, S.; Li, W. Laser cladding of high Co–Ni secondary hardening steel on 18Cr2Ni4WA steel. Surf. Coat. Technol. 2016, 285, 242–248. [Google Scholar] [CrossRef]
- Xie, Y.J.; Huang, B.S.; Zhuang, J.; Chen, W.; Hu, J. Microstructure and corrosion resistance of Fe314 alloy prepared by laser cladding on EA4T steel surface. Int. J. Electrochem. Sci. 2020, 15, 11584–11593. [Google Scholar] [CrossRef]
- Chen, T.; Liu, X.; Zhao, L.; Hu, L.; Li, J.; Qu, F.; Le, G.; Qi, L.; Wang, X. Investigation on the two-stage hierarchical phase separation in the laser cladded Cu–Mn–Fe coating. Vacuum 2020, 176, 109331. [Google Scholar] [CrossRef]
- Qi, K.; Yang, Y.; Hu, G.; Lu, X.; Li, J. Thermal expansion control of composite coatings on 42CrMo by laser cladding. Surf. Coat. Technol. 2020, 397, 125983. [Google Scholar] [CrossRef]
- Hull, D.; Bacon, D.J. Introduction to Dislocations; Butterworth-Heinemann: Oxford, UK, 2001. [Google Scholar]
- Xinmin, L.; Jingwen, Z.; Hui, M. Dislocation configurations induced by laser shock processing of 2A02 aluminum alloy. Acta Opt. Sin. 2011, 20, 7. [Google Scholar]
- Lu, J.Z.; Luo, K.Y.; Zhang, Y.K.; Cui, C.Y.; Sun, G.F.; Zhou, J.Z.; Zhang, L.; You, J.; Chen, K.M.; Zhong, J.W. Grain refinement of LY2 aluminum alloy induced by ultra-high plastic strain during multiple laser shock processing impacts. Acta Mater. 2010, 58, 3984–3994. [Google Scholar] [CrossRef]
- Chen, L.; Ren, X.; Zhou, W.; Tong, Z.; Adu-Gyamfi, S.; Ye, Y.; Ren, Y. Evolution of microstructure and grain refinement mechanism of pure nickel induced by laser shock peening. Mater. Sci. Eng. A 2018, 728, 20–29. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | C | Si | Mn | P | S | Cr | Ni | Mo | V | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| Substrate | 0.15 | 0.50 | 1.52 | 0.03 | 0.01 | 1.50 | 3.60 | 0.72 | 0.06 | Bal. |
| Powder | 0.15 | 0.29 | 1.35 | 0.03 | 0.01 | 0.16 | 0.24 | 0.15 | 0.06 | Bal. |
| Pulse Width (ns) | Laser Power (W) | Diameter of Laser Spot (mm) | Overlap (%) | Powder Feeding Rate (g/min) | Laser Scanning Speed (mm/min) |
|---|---|---|---|---|---|
| 15 | 1000 | 2 | 62.5 | 6 | 700 |
| Area | C | O | Si | Mn | Fe |
|---|---|---|---|---|---|
| A | 2.14 | 0.93 | 0.20 | 0.91 | 95.81 |
| B | 1.64 | 0.57 | 0.36 | 1.69 | 95.73 |
| C | 10.09 | 41.14 | 8.89 | 24.81 | 15.05 |
| D | 23.49 | 0.43 | 0.19 | 1.81 | 74.07 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cao, Y.; Zhu, P.; Yang, Y.; Shi, W.; Qiu, M.; Wang, H.; Xie, P. Dislocation Mechanism and Grain Refinement of Surface Modification of NV E690 Cladding Layer Induced by Laser Shock Peening. Materials 2022, 15, 7254. https://doi.org/10.3390/ma15207254
Cao Y, Zhu P, Yang Y, Shi W, Qiu M, Wang H, Xie P. Dislocation Mechanism and Grain Refinement of Surface Modification of NV E690 Cladding Layer Induced by Laser Shock Peening. Materials. 2022; 15(20):7254. https://doi.org/10.3390/ma15207254
Chicago/Turabian StyleCao, Yupeng, Pengfei Zhu, Yongfei Yang, Weidong Shi, Ming Qiu, Heng Wang, and Pengpeng Xie. 2022. "Dislocation Mechanism and Grain Refinement of Surface Modification of NV E690 Cladding Layer Induced by Laser Shock Peening" Materials 15, no. 20: 7254. https://doi.org/10.3390/ma15207254