
Electrical and Heat Distributions and Their Influence on the Mass Transfer during the Flash Spark Plasma Sintering of a Cu/Cr Nanocomposite: Experiments and Numerical Simulation
 , , ,
, , ,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Powder Preparation
2.2. Consolidation
2.3. Methods for Materials Characterization
2.4. Numerical Simulation
2.4.1. Governing Equations
2.4.2. Initial and Boundary Conditions
3. Results
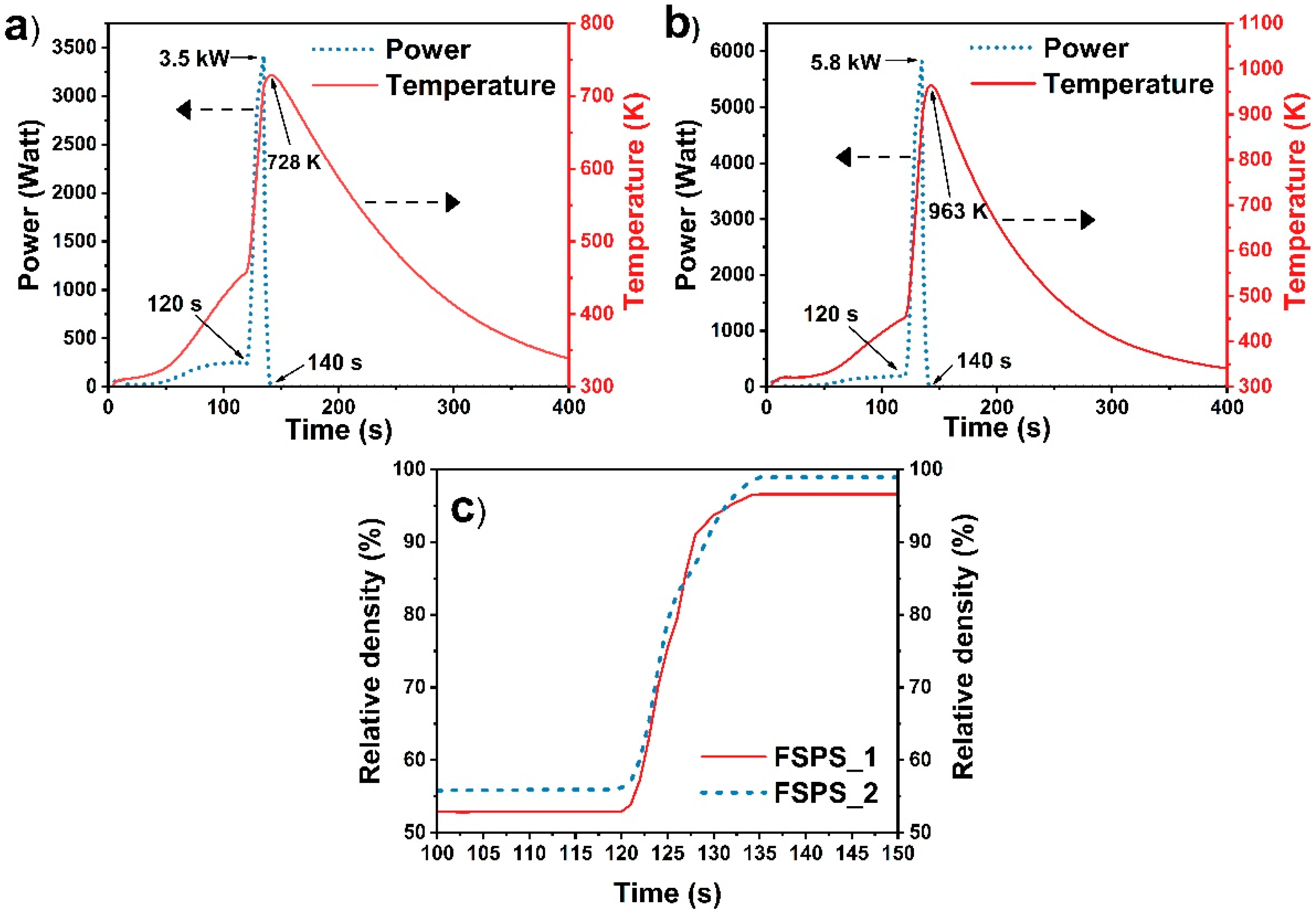
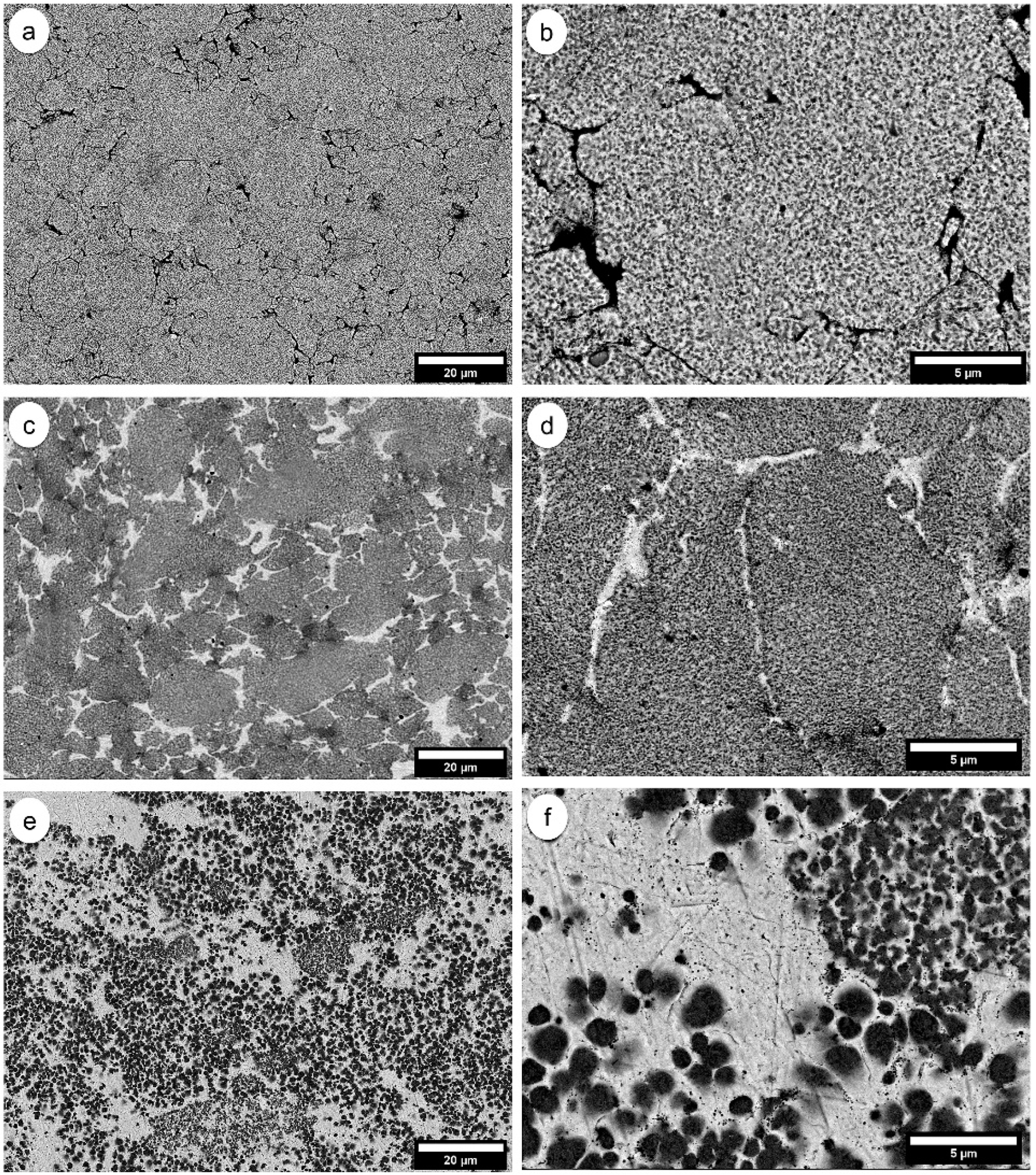
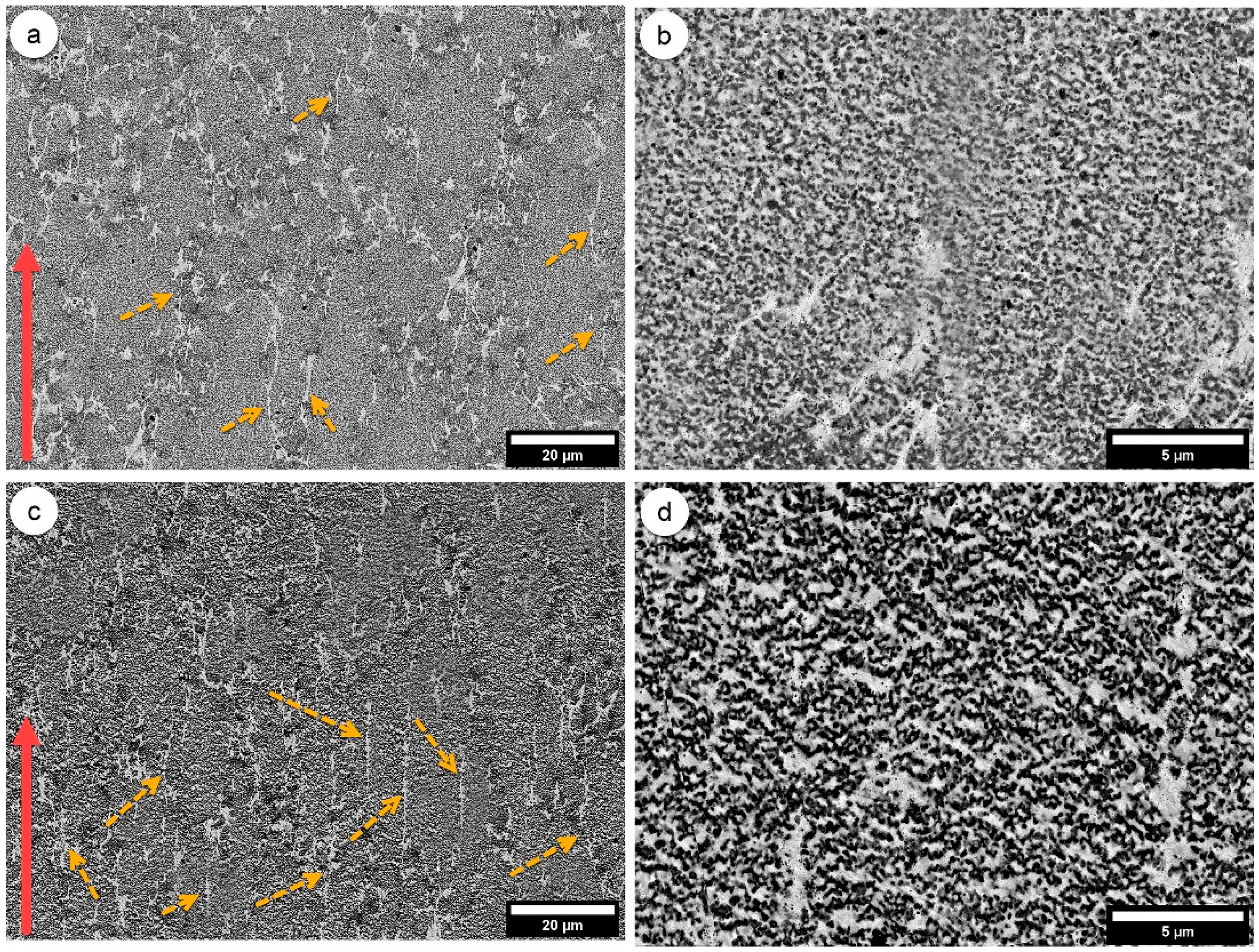
3.1. Experimental Studies
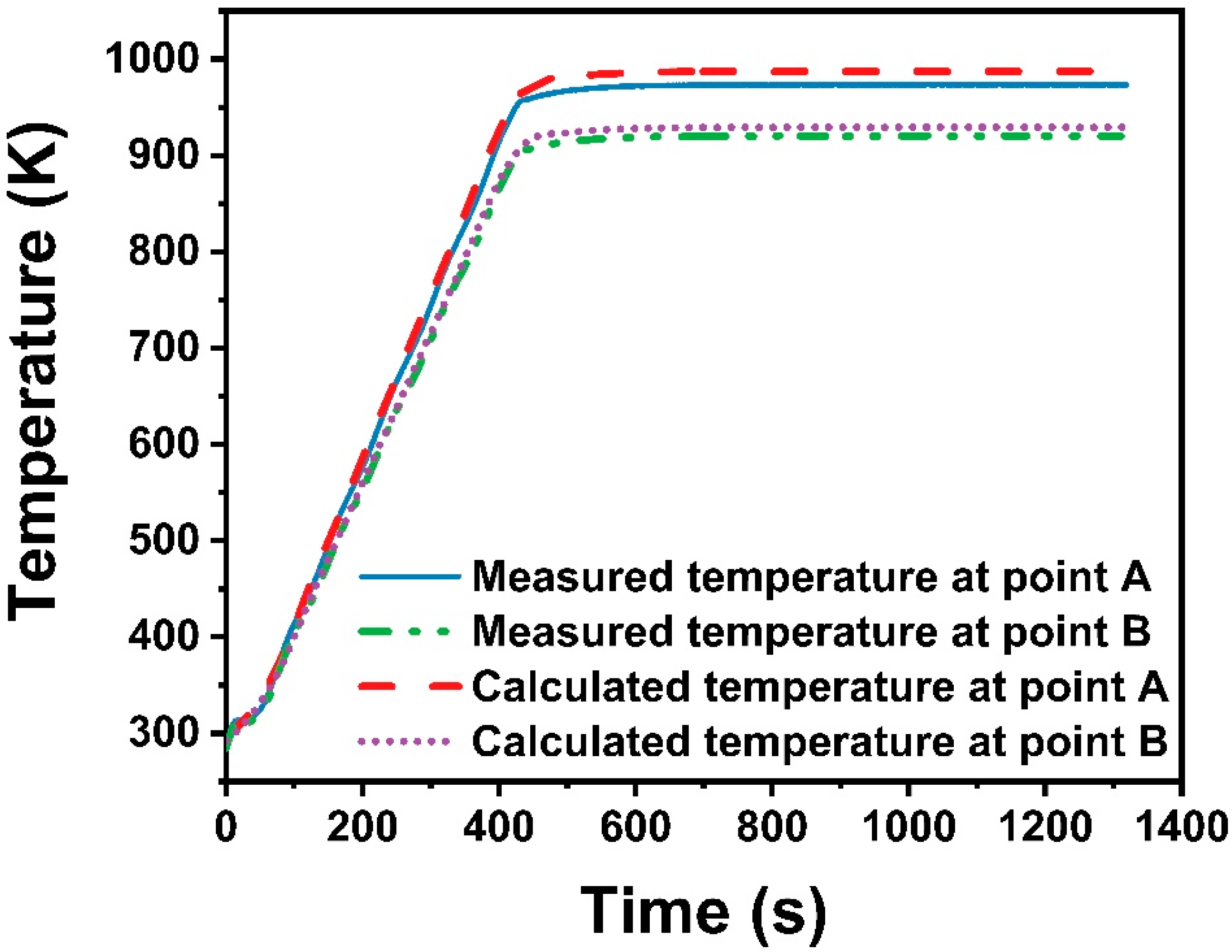
3.2. Simulation Results
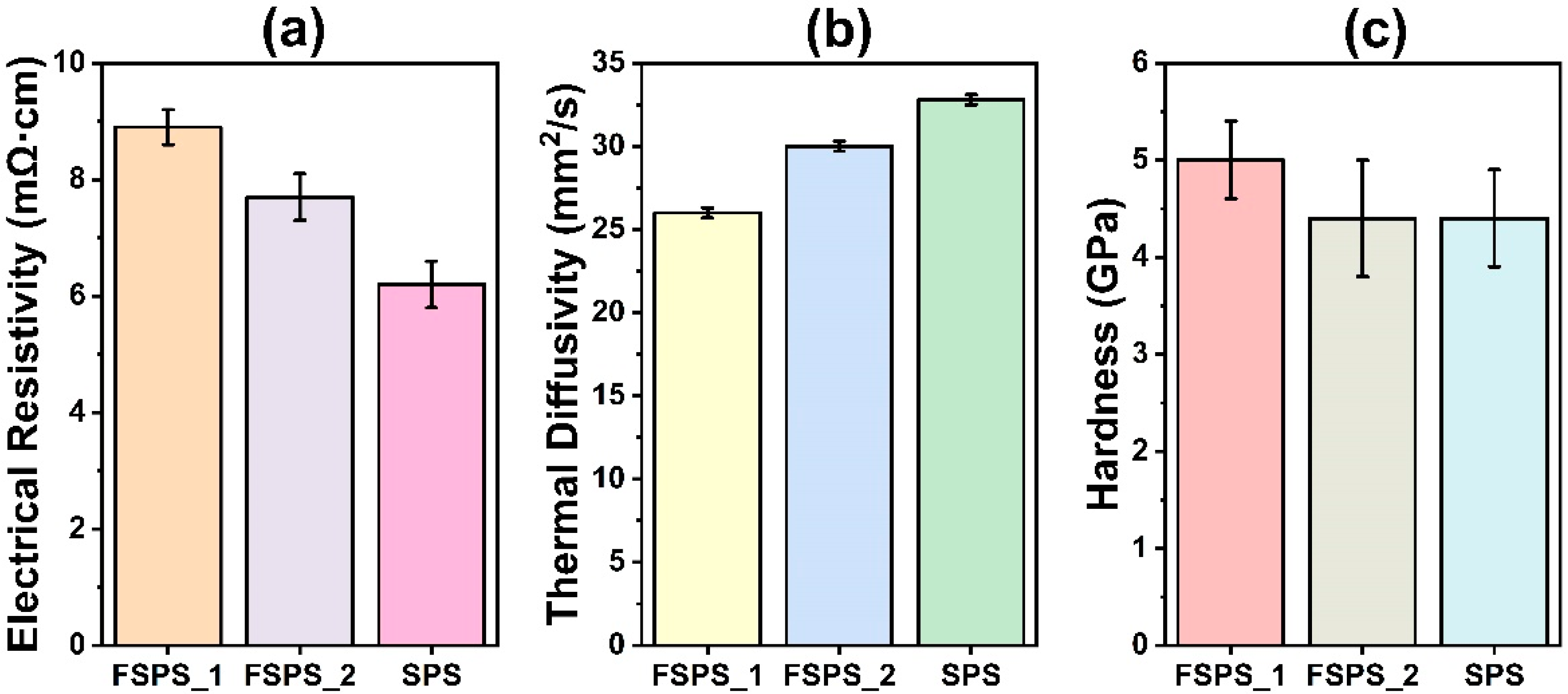
3.3. Properties
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| heat capacity, J/K | |
| diameter, m | |
| diffusion coefficient, m2/s | |
| electric field, V/m | |
| current density, A/m2 | |
| current density in a radial direction, A/m2 | |
| current density in an axial direction, A/m2 | |
| pulsed DC period, s | |
| Joule heating, J | |
| radiation heat dissipation, W | |
| radial direction | |
| gas constant, cal/mol.K | |
| temperature, K | |
| temperature of the chamber walls, K | |
| surface temperature of the graphite die and punch, K | |
| instantaneous voltage, V | |
| electric potential, V | |
| root mean square of the value of the voltage, V | |
| axial direction | |
| Greek symbols | |
| thermal diffusivity, m2/s | |
| material emissivity | |
| thermal conductivity, W/m.K | |
| theoretical density, kg/m3 | |
| electrical resistivity, Ω⋅m | |
| time, s | |
| electrical conductivity, S/m | |
| Stefan–Boltzmann constant, W/m2.K4 | |
| Non-Dimensional Numbers | |
| dimensionless current density; | |
| Acronyms and abbreviations | |
| DC | Direct Current |
| EDS | Energy-Dispersive X-ray Spectroscopy |
| FS | Flash Sintering |
| FSPS | Flash Spark Plasma Sintering |
| HEBM | High-Energy Ball Milling |
| SEM | Scanning Electron Microscopy |
| SPS | Spark Plasma Sintering |
References
- Slade, P.G. The Vacuum Interrupter: Theory, Design, and Application, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2020; 666p. [Google Scholar] [CrossRef]
- Abedi, M.; Asadi, A.; Vorotilo, S.; Mukasyan, A.S. A critical review on spark plasma sintering of copper and its alloys. J. Mater. Sci. 2021, 56, 19739–19766. [Google Scholar] [CrossRef]
- Kuskov, K.V.; Abedi, M.; Moskovskikh, D.O.; Serhiienko, I.; Mukasyan, A.S. Comparison of conventional and flash spark plasma sintering of Cu–Cr pseudo-alloys: Kinetics, structure, properties. Metals 2021, 11, 141. [Google Scholar] [CrossRef]
- Rogachev, A.S.; Kuskov, K.V.; Shkodich, N.F.; Moskovskikh, D.O.; Orlov, A.O.; Usenko, A.A.; Karpov, A.V.; Kovalev, I.D.; Mukasyan, A.S. Influence of high-energy ball milling on electrical resistance of Cu and Cu/Cr nanocomposite materials produced by Spark Plasma Sintering. J. Alloys Compd. 2016, 688, 468–474. [Google Scholar] [CrossRef]
- Mo, X.; Liu, X.; Chen, J.; Zhu, S.; Xu, W.; Tan, K.; Wang, Q.; Lin, Z.; Liu, W. Separation of lattice-incorporated Cr(vi) from calcium carbonate by converting microcrystals into nanocrystals via the carbonation pathway based on the density functional theory study of incorporation energy. Environ. Sci. Nano 2022, 9, 1617–1626. [Google Scholar] [CrossRef]
- Li, S.; Zhang, S.; Zhao, R. Regulating the electronic and magnetic properties of 1T’-ReS2 by fabricating nanoribbons and transition-metal doping: A theoretical study. Nanoscale 2022, 14, 8454–8462. [Google Scholar] [CrossRef] [PubMed]
- Wu, Y.; Zhao, Y.; Han, X.; Jiang, G.; Shi, J.; Liu, P.; Khan, M.Z.; Huhtinen, H.; Zhu, J.; Jin, Z.; et al. Ultra-fast growth of cuprate superconducting films: Dual-phase liquid assisted epitaxy and strong flux pinning. Mater. Today Phys. 2021, 18, 100400. [Google Scholar] [CrossRef]
- Li, X.; Yang, X.; Yi, D.; Liu, B.; Zhu, J.; Li, J.; Gao, C.; Wang, L. Effects of NbC content on microstructural evolution and mechanical properties of laser cladded Fe50Mn30Co10Cr10-xNbC composite coatings. Intermetallics 2021, 138, 107309. [Google Scholar] [CrossRef]
- Szemkus, S.; Kempf, B.; Jahn, S.; Wiehl, G.; Heringhaus, F.; Rettenmayr, M. Laser additive manufacturing of contact materials. J. Mater. Process. Technol. 2018, 252, 612–617. [Google Scholar] [CrossRef]
- Momeni, S.; Guschlbauer, R.; Osmanlic, F.; Körner, C. Selective electron beam melting of a copper-chrome powder mixture. Mater. Lett. 2018, 223, 250–252. [Google Scholar] [CrossRef]
- Chen, Y.; Ren, S.; Zhao, Y.; Qu, X. Microstructure and properties of CuCr alloy manufactured by selective laser melting. J. Alloys Compd. 2019, 786, 189–197. [Google Scholar] [CrossRef]
- Fang, Q.; Kang, Z.; Gan, Y.; Long, Y. Microstructures and mechanical properties of spark plasma sintered Cu–Cr composites prepared by mechanical milling and alloying. Mater. Design 2015, 88, 8–15. [Google Scholar] [CrossRef]
- Kuskov, K.V.; Sedegov, A.S.; Novitskii, A.P.; Nepapushev, A.A.; Moskovskikh, D.O.; Shkodich, N.F.; Rogachev, A.S.; Mukasyan, A.S. Influence of chromium in nanocrystalline copper–chromium pseudoalloy on its structure and properties. Nanotechnol. Russ. 2017, 12, 40–48. [Google Scholar] [CrossRef]
- Grigoryev, E.; Abedi, M.; Goltsev, V.; Osintsev, A.; Plotnikov, A.; Moskovskikh, D. Specific features of high-voltage consolidation of powders: Theoretical and experimental study. Metall. Mater. Trans. B 2022, 53, 1552–1563. [Google Scholar] [CrossRef]
- Abedi, M.; Sovizi, S.; Azarniya, A.; Giuntini, D.; Seraji, M.E.; Hosseini, H.R.M.; Amutha, C.; Ramakrishna, S.; Mukasyan, A. An analytical review on Spark Plasma Sintering of metals and alloys: From processing window, phase transformation, and property perspective. Crit. Rev. Solid State Mater. Sci. 2022, 1–46. [Google Scholar] [CrossRef]
- Vorotilo, S.; Sidnov, K.; Sedegov, A.S.; Abedi, M.; Vorotilo, K.; Moskovskikh, D.O. Phase stability and mechanical properties of carbide solid solutions with 2–5 principal metals. Comput. Mater. Sci. 2022, 201, 110869. [Google Scholar] [CrossRef]
- Cologna, M.; Rashkova, B.; Raj, R. Flash sintering of nanograin zirconia in <5 s at 850 °C. J. Am. Ceram. Soc. 2010, 93, 3556–3559. [Google Scholar] [CrossRef]
- Raj, R. Joule heating during flash-sintering. J. Eur. Ceram. Soc. 2012, 32, 2293–2301. [Google Scholar] [CrossRef]
- Todd, R.I.; Zapata-Solvas, E.; Bonilla, R.S.; Sneddon, T.; Wilshaw, P.R. Electrical characteristics of flash sintering: Thermal runaway of Joule heating. J. Eur. Ceram. Soc. 2015, 35, 1865–1877. [Google Scholar] [CrossRef]
- Lachal, M.; El Khal, H.; Bouvard, D.; Chaix, J.-M.; Bouchet, R.; Steil, M.C. Electrochemical Flash Sintering: A new tool to obtain all solid-state batteries in few seconds. In ECS Meeting Abstracts; IOP Publishing: Bristol, UK, 2020; p. 310. [Google Scholar] [CrossRef]
- Caliman, L.B.; Bouchet, R.; Gouvea, D.; Soudant, P.; Steil, M.C. Flash sintering of ionic conductors: The need of a reversible electrochemical reaction. J. Eur. Ceram. Soc. 2016, 36, 1253–1260. [Google Scholar] [CrossRef]
- Naik, K.S.; Sglavo, V.M.; Raj, R. Flash sintering as a nucleation phenomenon and a model thereof. J. Eur. Ceram. Soc. 2014, 34, 4063–4067. [Google Scholar] [CrossRef]
- Becker, M.Z.E.; Baltianski, S.; Popilevsky, L.; Attias, R.; Paul, T.; Tsur, Y. Flash-sintering mechanism studied through interrupted experiments. Adv. Eng. Mater. 2021, 23, 2001499. [Google Scholar] [CrossRef]
- Becker, M.Z.; Shomrat, N.; Tsur, Y. Recent advances in mechanism research and methods for electric-field-assisted sintering of ceramics. Adv. Mater. 2018, 30, e1706369. [Google Scholar] [CrossRef]
- Abedi, M.; Kuskov, K.; Moskovskikh, D.; Zakharova, E.; Belov, D.; Mukasyan, A. Reactive spark plasma sintering of NiAl intermetallics: A comparative study. Intermetallics 2022, 107750. [Google Scholar] [CrossRef]
- Demirskyi, D.; Suzuki, T.S.; Grasso, S.; Vasylkiv, O. Microstructure and flexural strength of hafnium diboride via flash and conventional spark plasma sintering. J. Eur. Ceram. Soc. 2019, 39, 898–906. [Google Scholar] [CrossRef]
- Manière, C.; Riquet, G.; Marinel, S. Dielectric properties of flash spark plasma sintered BaTiO3 and CaCu3Ti4O12. Scr. Mater. 2019, 173, 41–45. [Google Scholar] [CrossRef]
- Keyvani, N.; Azarniya, A.; Hosseini, H.R.M.; Abedi, M.; Moskovskikh, D. Thermal stability and strain sensitivity of nanostructured aluminum titanate (Al2TiO5). Mater. Chem. Phys. 2019, 223, 202–208. [Google Scholar] [CrossRef]
- Abedi, M.; Asadi, A.; Sovizi, S.; Moskovskikh, D.; Vorotilo, S.; Mukasyan, A. Influence of pulsed direct current on the growth rate of intermetallic phases in the Ni–Al system during reactive spark plasma sintering. Scr. Mater. 2022, 216, 114759. [Google Scholar] [CrossRef]
- Abedi, M.; Moskovskikh, D.O.; Rogachev, A.S.; Mukasyan, A.S. Spark plasma sintering of titanium spherical particles. Metall. Mater. Trans. B 2016, 47, 2725–2731. [Google Scholar] [CrossRef]
- McKinnon, R.; Grasso, S.; Tudball, A.; Reece, M.J. Flash spark plasma sintering of cold-Pressed TiB2-hBN. J. Eur. Ceram. Soc. 2017, 37, 2787–2794. [Google Scholar] [CrossRef]
- Torosyan, K.S.; Sedegov, A.S.; Kuskov, K.V.; Abedi, M.; Arkhipov, D.I.; Kiryukhantsev-Korneev, P.V.; Vorotilo, S.; Moskovskikh, D.O.; Mukasyan, A.S. Reactive, nonreactive, and flash spark plasma sintering of Al2O3/SiC composites—A comparative study. J. Am. Ceram. Soc. 2019, 103, 520–530. [Google Scholar] [CrossRef] [Green Version]
- Sharma, S.K.; Fides, M.; Hvizdoš, P.; Reece, M.J.; Grasso, S. Flash spark plasma sintering of SiC: Impact of additives. Silicon 2021, 14, 7377–7382. [Google Scholar] [CrossRef]
- Failla, S.; Fu, S.; Sciti, D.; Grasso, S. Flash spark plasma sintering of pure TiB2. Open Ceram. 2021, 5, 100075. [Google Scholar] [CrossRef]
- Abedi, M.; Moskovskikh, D.; Mukasyan, A. Reactive flash spark plasma sintering of alumina reinforced by silicon carbide nanocomposites: Physicochemical study. In Proceedings of the XV International Symposium on Self-Propagating High-Temperature Synthesis, Moscow, Russia, 16–20 September 2019; pp. 10–11. [Google Scholar] [CrossRef]
- Manière, C.; Harnois, C.; Riquet, G.; Lecourt, J.; Bilot, C.; Marinel, S. Flash spark plasma sintering of zirconia nanoparticles: Electro-thermal-mechanical-microstructural simulation and scalability solutions. J. Eur. Ceram. Soc. 2022, 42, 216–226. [Google Scholar] [CrossRef]
- Orlov, N.; Kiseleva, A.; Milkin, P.; Evdokimov, P.; Putlayev, V.; Günster, J.; Biesuz, M.; Sglavo, V.M.; Tyablikov, A. Sintering of mixed Ca–K–Na phosphates: Spark plasma sintering vs flash-sintering. Open Ceram. 2021, 5, 100072. [Google Scholar] [CrossRef]
- Manière, C.; Lee, G.; McKittrick, J.; Maximenko, A.; Olevsky, E.A. Graphite creep negation during flash spark plasma sintering under temperatures close to 2000 °C. Carbon 2020, 162, 106–113. [Google Scholar] [CrossRef]
- Guo, Z.; Yang, J.; Tan, Z.; Tian, X.; Wang, Q. Numerical study on gravity-driven granular flow around tube out-wall: Effect of tube inclination on the heat transfer. Int. J. Heat Mass Transf. 2021, 174, 121296. [Google Scholar] [CrossRef]
- Cui, W.; Si, T.; Li, X.; Li, X.; Lu, L.; Ma, T.; Wang, Q. Heat transfer analysis of phase change material composited with metal foam-fin hybrid structure in inclination container by numerical simulation and artificial neural network. Energy Rep. 2022, 8, 10203–10218. [Google Scholar] [CrossRef]
- Chang, H.; Han, Z.; Li, X.; Ma, T.; Wang, Q. Experimental investigation on heat transfer performance based on average thermal-resistance ratio for supercritical carbon dioxide in asymmetric airfoil-fin printed circuit heat exchanger. Energy 2022, 254, 124164. [Google Scholar] [CrossRef]
- Molénat, G.; Durand, L.; Galy, J.; Couret, A. Temperature control in spark plasma sintering: An FEM approach. J. Metall. 2010, 2010, 145431. [Google Scholar] [CrossRef]
- Manière, C.; Durand, L.; Brisson, E.; Desplats, H.; Carré, P.; Rogeon, P.; Estournès, C. Contact resistances in spark plasma sintering: From in-situ and ex-situ determinations to an extended model for the scale up of the process. J. Eur. Ceram. Soc. 2017, 37, 1593–1605. [Google Scholar] [CrossRef] [Green Version]
- Pavia, A.; Durand, L.; Ajustron, F.; Bley, V.; Chevallier, G.; Peigney, A.; Estournès, C. Electro-thermal measurements and finite element method simulations of a spark plasma sintering device. J. Mater. Process. Tech. 2013, 213, 1327–1336. [Google Scholar] [CrossRef] [Green Version]
- Rogachev, A.S.; Kuskov, K.V.; Moskovskikh, D.O.; Usenko, A.A.; Orlov, A.O.; Shkodich, N.F.; Alymov, M.I.; Mukasyan, A.S. Effect of mechanical activation on thermal and electrical conductivity of sintered Cu, Cr, and Cu/Cr composite powders. Dokl. Phys. 2016, 61, 257–260. [Google Scholar] [CrossRef]
- Achenani, Y.; Saâdaoui, M.; Cheddadi, A.; Bonnefont, G.; Fantozzi, G. Finite element modeling of spark plasma sintering: Application to the reduction of temperature inhomogeneities, case of alumina. Mater. Design 2017, 116, 504–514. [Google Scholar] [CrossRef]
- Manière, C.; Pavia, A.; Durand, L.; Chevallier, G.; Afanga, K.; Estournès, C. Finite-element modeling of the electro-thermal contacts in the spark plasma sintering process. J. Eur. Ceram. Soc. 2016, 36, 741–748. [Google Scholar] [CrossRef] [Green Version]
- Sakkaki, M.; Sadegh Moghanlou, F.; Vajdi, M.; Shahedi Asl, M.; Mohammadi, M.; Shokouhimehr, M. Numerical simulation of heat transfer during spark plasma sintering of zirconium diboride. Ceram. Int. 2020, 46, 4998–5007. [Google Scholar] [CrossRef]
- Shi, T.; Liu, Y.; Zhang, Y.; Lan, Y.; Zhao, Q.; Zhao, Y.; Wang, H. Calcined attapulgite clay as supplementary cementing material: Thermal treatment, hydration activity and mechanical properties. Int. J. Concr. Struct. Mater. 2022, 16, 10. [Google Scholar] [CrossRef]
- Wu, Y.; Chen, J.; Zhang, L.; Ji, J.; Wang, Q.; Zhang, S. Effect of boron on the structural stability, mechanical properties, and electronic structures of γ′-Ni3Al in TLP joints of nickel-based single-crystal alloys. Mater. Today Commun. 2022, 31, 103375. [Google Scholar] [CrossRef]
- Yang, L.; Huang, H.; Xi, Z.; Zheng, L.; Xu, S.; Tian, G.; Zhai, Y.; Guo, F.; Kong, L.; Wang, Y.; et al. Simultaneously achieving giant piezoelectricity and record coercive field enhancement in relaxor-based ferroelectric crystals. Nat. Commun. 2022, 13, 2444. [Google Scholar] [CrossRef] [PubMed]
- Kuper, A.; Letaw, H.; Slifkin, L.; Sonder, E.; Tomizuka, C.T. Self-diffusion in copper. Phys. Rev. 1954, 96, 1224–1225. [Google Scholar] [CrossRef]
- Askill, J.; Tomlin, D.H. Self-diffusion in chromium. Philos. Mag. 1965, 11, 467–474. [Google Scholar] [CrossRef]
- Frei, J.M.; Anselmi-Tamburini, U.; Munir, Z.A. Current effects on neck growth in the sintering of copper spheres to copper plates by the pulsed electric current method. J. Appl. Phys. 2007, 101, 114914. [Google Scholar] [CrossRef] [Green Version]
- Yang, C.; Mo, D.G.; Lu, H.Z.; Li, X.Q.; Zhang, W.W.; Fu, Z.Q.; Zhang, L.C.; Lavernia, E.J. Reaction diffusion rate coefficient derivation by isothermal heat treatment in spark plasma sintering system. Scr. Mater. 2017, 134, 91–94. [Google Scholar] [CrossRef]
- Garay, J.E.; Anselmi-Tamburini, U.; Munir, Z.A. Enhanced growth of intermetallic phases in the Ni–Ti system by current effects. Acta Mater. 2003, 51, 4487–4495. [Google Scholar] [CrossRef]
- Li, R.; Niu, P.; Deng, S.; Yuan, T.; Liu, G. Diffusivity of Ti-Ni diffusion couple enhanced by pulse current during spark plasma sintering. Metall. Mater. Trans. B 2019, 51, 6–10. [Google Scholar] [CrossRef]
- Takaya, R.; Sasagawa, K.; Moriwaki, T.; Fujisaki, K. Computational evaluation of optimal reservoir and sink lengths for threshold current density of electromigration damage considering void and hillock formation. Microelectron. Reliab. 2021, 118, 114060. [Google Scholar] [CrossRef]
- Kudryashov, V.A.; Godin, S.M.; Vadchenko, S.G.; Rogachev, A.S. An experimental apparatus for modeling the processes of electric spark plasma sintering. Instrum. Exp. Tech. 2020, 63, 77–80. [Google Scholar] [CrossRef]
- Rogachev, A.S.; Vadchenko, S.G.; Kudryashov, V.A.; Shchukin, A.S.; Alymov, M.I. Direct observation of processes at particle-to-particle contacts during electric pulse consolidation of a titanium powder. Dokl. Phys. Chem. 2019, 488, 151–153. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abedi, M.; Asadi, A.; Sovizi, S.; Moskovskikh, D.; Ostrikov, K.; Mukasyan, A. Electrical and Heat Distributions and Their Influence on the Mass Transfer during the Flash Spark Plasma Sintering of a Cu/Cr Nanocomposite: Experiments and Numerical Simulation. Materials 2022, 15, 7366. https://doi.org/10.3390/ma15207366
Abedi M, Asadi A, Sovizi S, Moskovskikh D, Ostrikov K, Mukasyan A. Electrical and Heat Distributions and Their Influence on the Mass Transfer during the Flash Spark Plasma Sintering of a Cu/Cr Nanocomposite: Experiments and Numerical Simulation. Materials. 2022; 15(20):7366. https://doi.org/10.3390/ma15207366
Chicago/Turabian StyleAbedi, Mohammad, Atefeh Asadi, Saeed Sovizi, Dmitry Moskovskikh, Kostya (Ken) Ostrikov, and Alexander Mukasyan. 2022. "Electrical and Heat Distributions and Their Influence on the Mass Transfer during the Flash Spark Plasma Sintering of a Cu/Cr Nanocomposite: Experiments and Numerical Simulation" Materials 15, no. 20: 7366. https://doi.org/10.3390/ma15207366