
Simulation of the Kinematic Condition of Radial Shear Rolling and Estimation of Its Influence on a Titanium Billet Microstructure
 , , and
, , and
Abstract
:1. Introduction
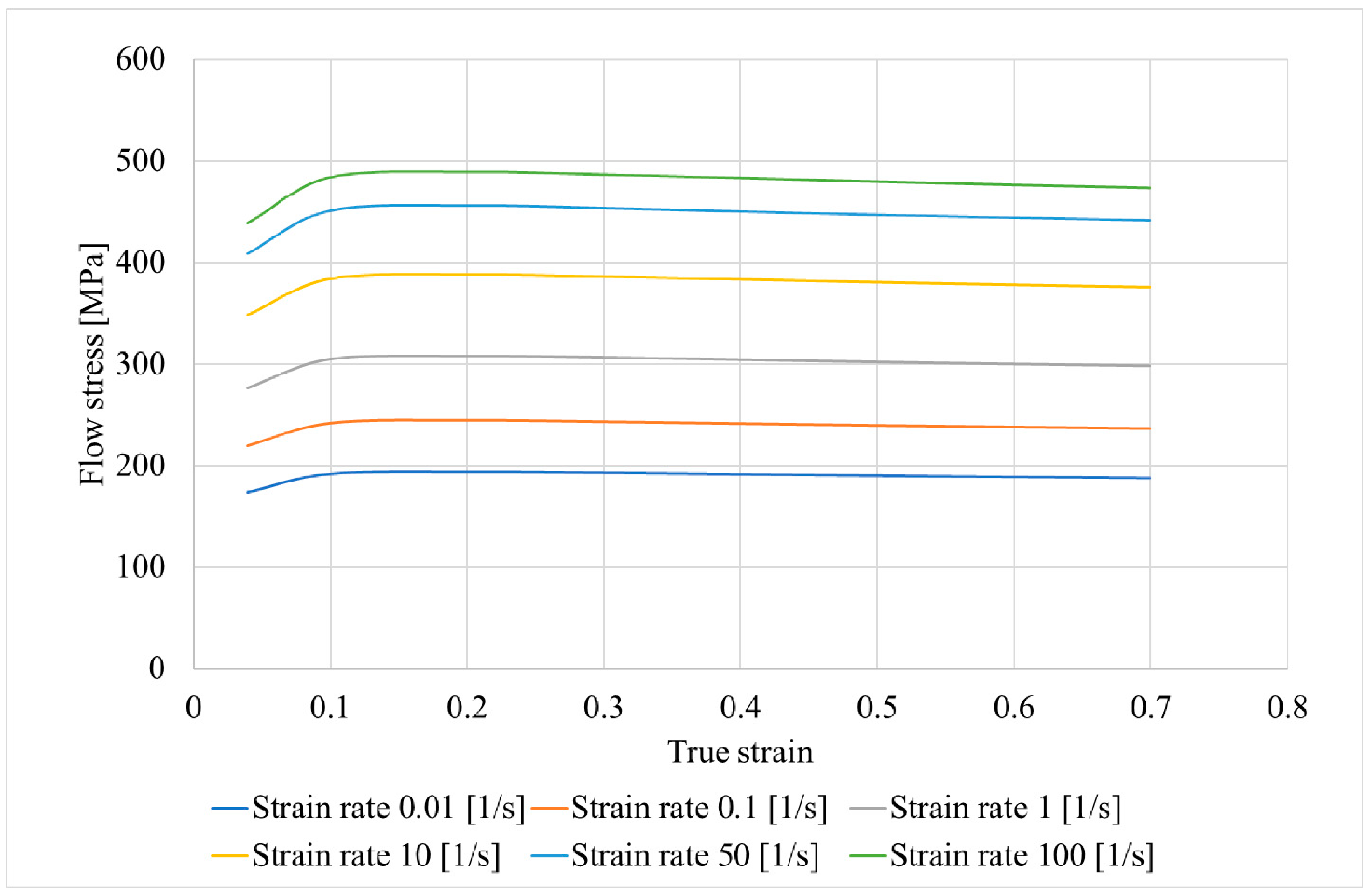
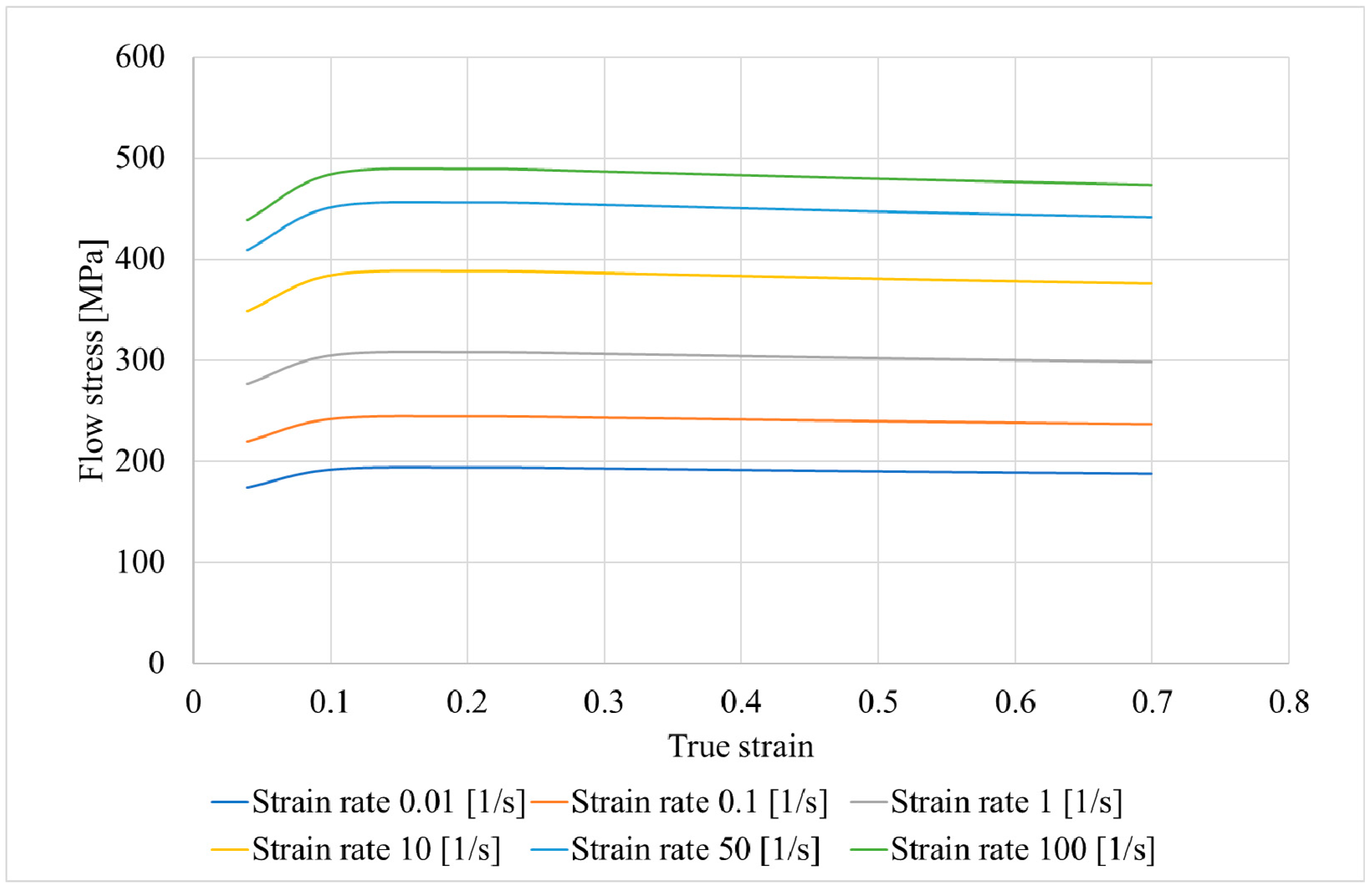
2. Materials and Methods
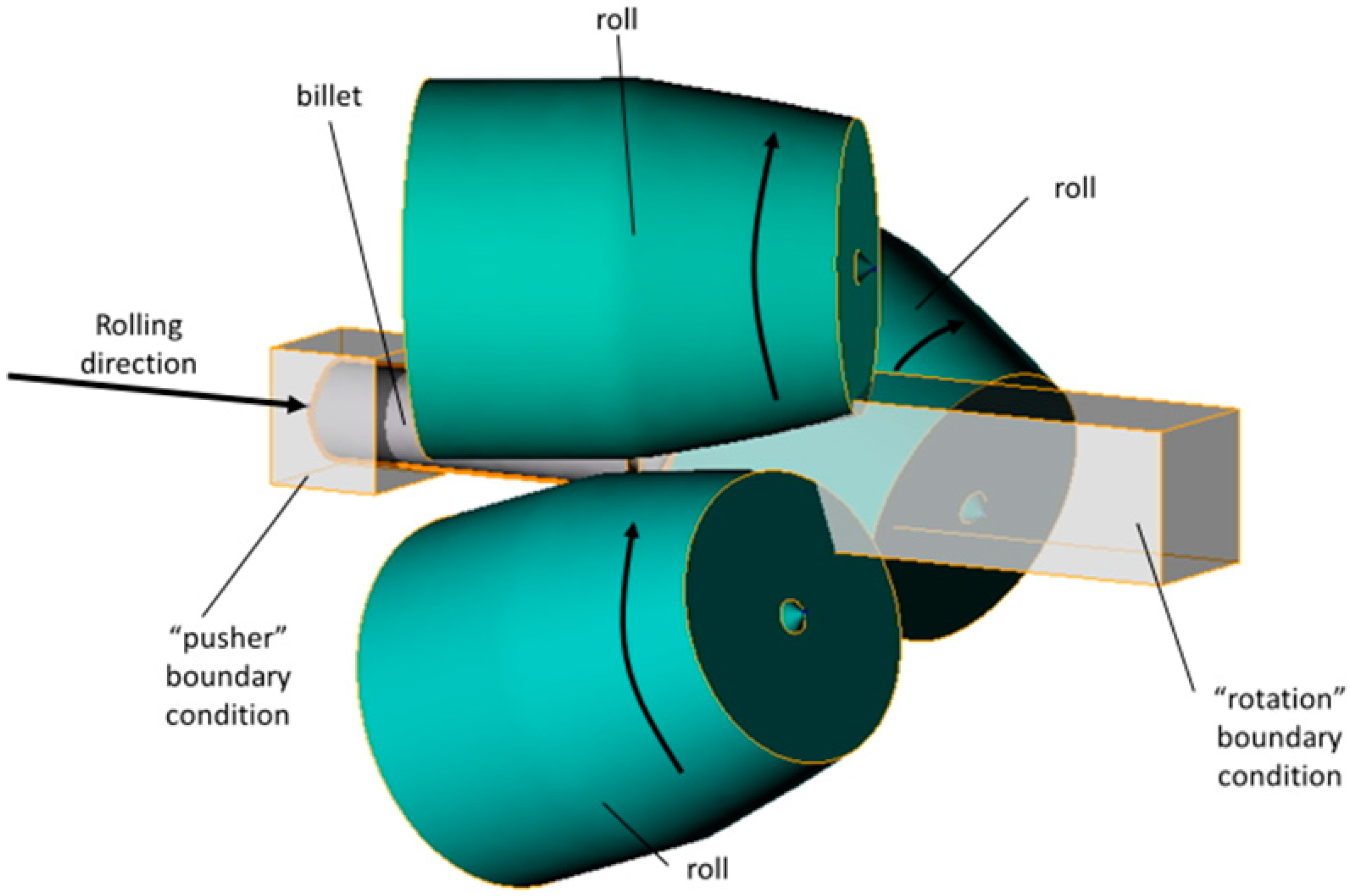
2.1. Computer Simulation Technique
2.2. Experimental Rolling Technique
3. Results
4. Conclusions
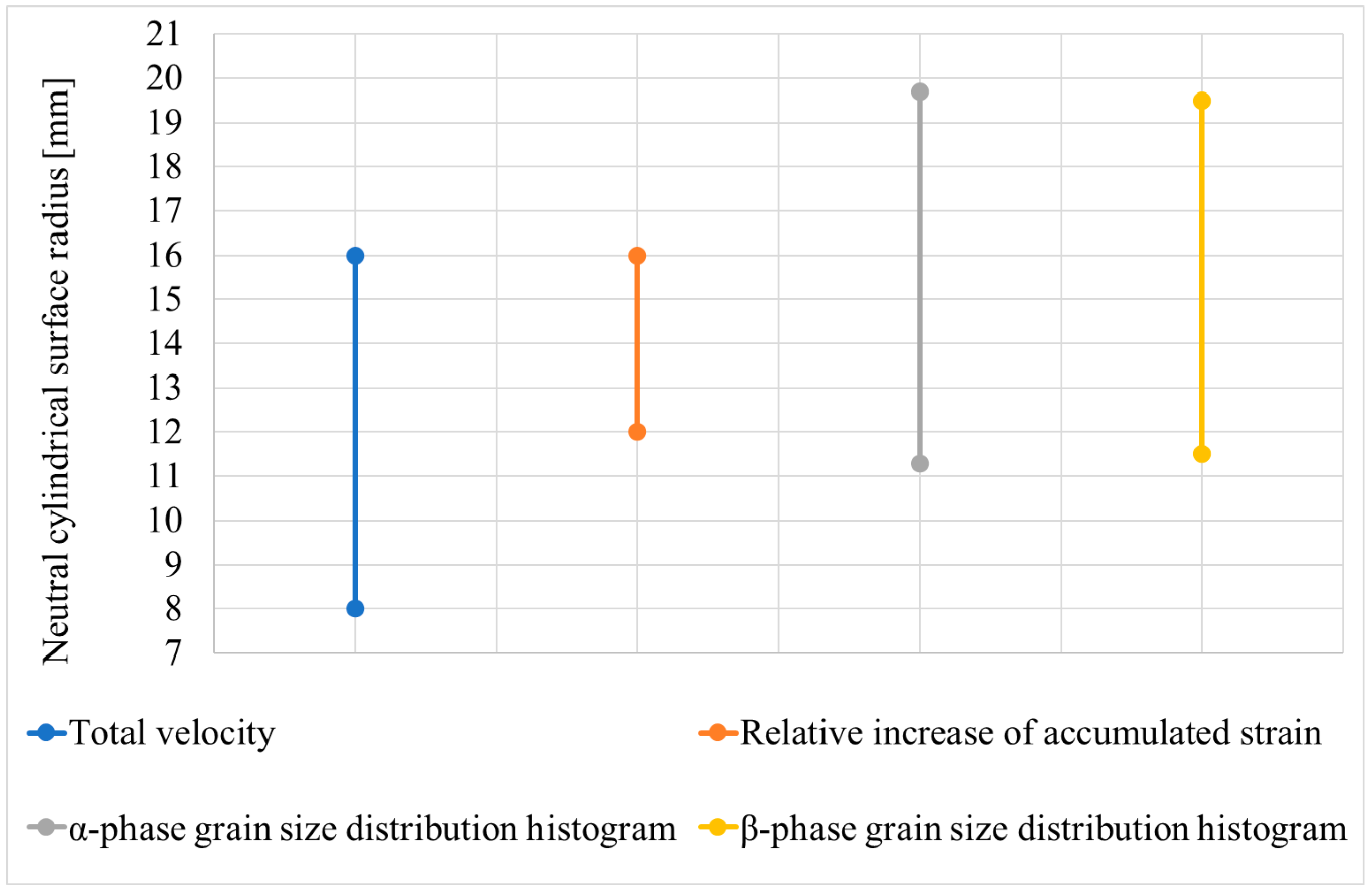
- The 48 mm diameter final billet had two regions in its cross section at the stationary stage, according to the computer simulation results: the outside (surface) region where the metal flow velocity decreased and the central (axial) region where the metal flow velocity increased. The neutral layer radius dividing these two regions was within 8–16 mm limits, i.e., 0.33–0.67 from the radius of the rolled billet.
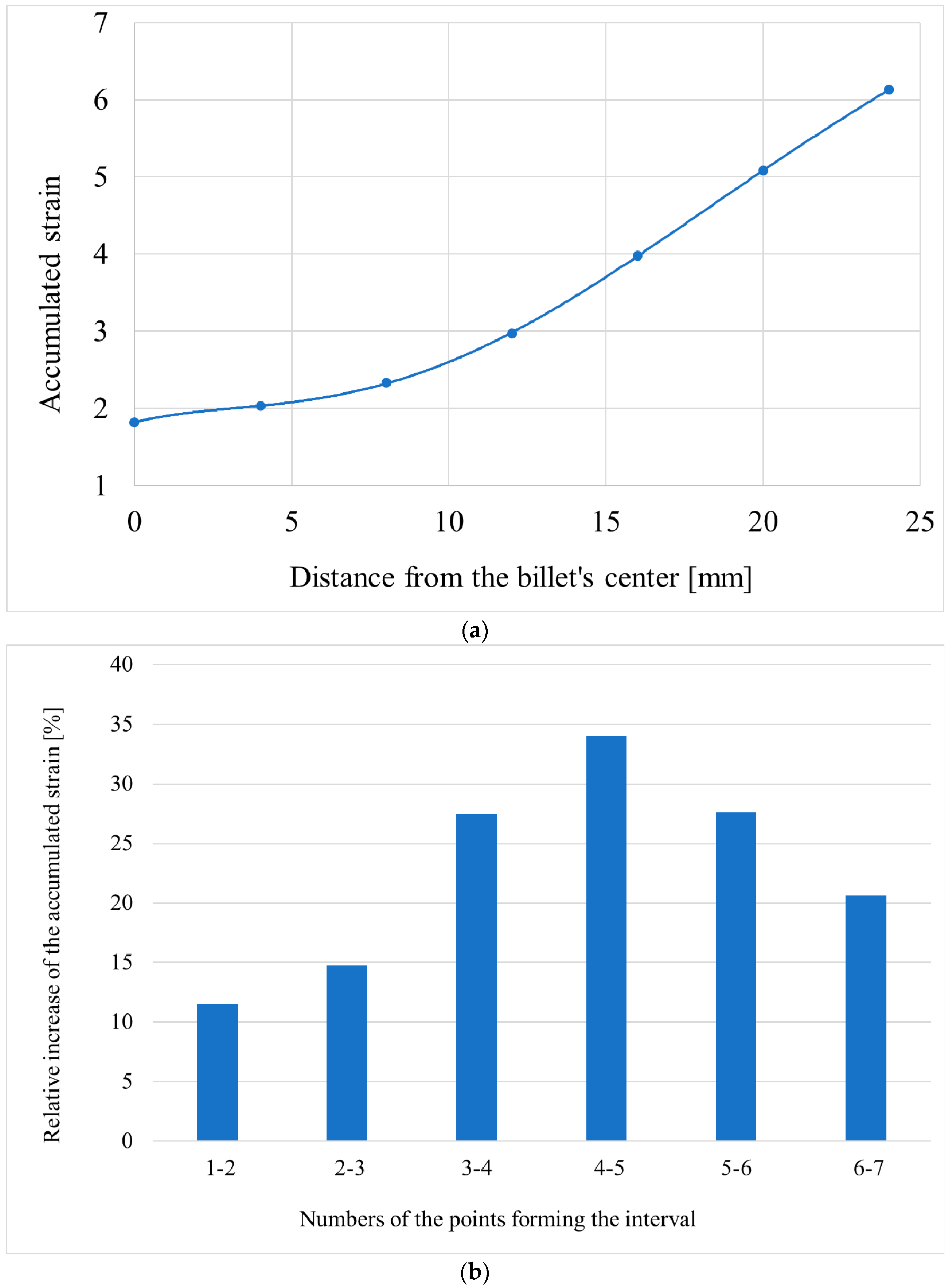
- The relative increase in the accumulated strain along the radius of the billet firstly increased monotonically and then decreased monotonically, according to the results of the computer simulation. The radii of the neutral cylindrical layer dividing the region with a monotonic increase in the accumulated strain from the region with monotonic decrease in the accumulated strain were within the 12–16 mm limits, i.e., 0.5–0.67 from the radius of the rolled billet.
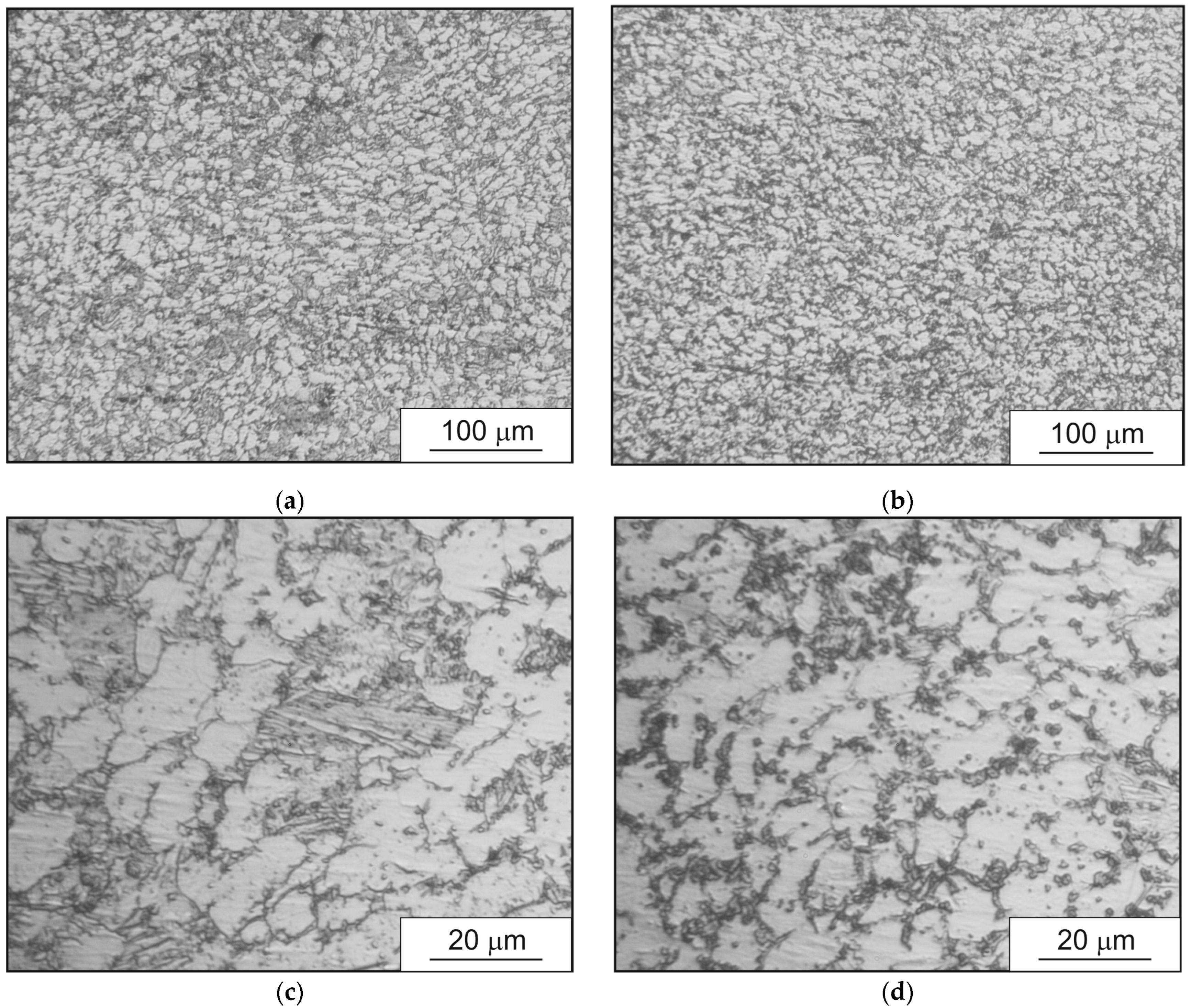
- The grain size distribution through the cross section of the billet was formed by the imposition of at least two homogeneous distributions according to the results of the microstructure research: the outer (surface) fine-grain region and the central (axial) coarse-grain region. Estimation of the neutral cylindrical surface inside the neutral layer, which divided these two regions (or layers) provided wider limits of 11.3–19.7 mm based on the α-phase research and 11.5–19.5 mm and a smoother transition between the layers based on the β-phase research.
- The joint use of computer simulation and experimental estimation of microstructure enabled demonstrating that the microstructure formation during three-high RSR was caused by complex kinematic conditions and nonmonotonic variations in the kinematic and deformation parameters through the cross section of the billet. It is possible to regulate the dimensions, the ratio between size of the peripheral (surface) fine-grain layer and the axial (central) coarse-grain layer, and the sizes of structural elements inside each of the layers by varying the kinematic and deformation conditions of the RSR process.
- The presence of a neutral layer in the shape of ring in the cross section of the billet during RSR was shown for the first time by analyzing three items simultaneously: the grain size histogram, the accumulated strain increment, and the total velocity change. The offered technique, compared to those previously designed, does not require any readjustment in the case of changing forming regimes, equipment setting, or the billet material; it also does not require a large amount of data processing after carrying out the FEM computer simulation.
- The offered technique, without the grain size histogram, enables estimation of the neutral layer dimensions without any experimental rolling, through the FEM computer simulation. Considering that three-high screw rolling and RSR process are applied for forming of such expensive materials as titanium alloys, zirconium alloys, magnesium alloys, and high-alloyed steels, the designed technique could sufficiently reduce costs during screw-rolling and RSR process investigations.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Potapov, I.N.; Polukhin, P.I. Screw Rolling Technology; Metallurgia: Moscow, Russia, 1990; 344p. (In Russian) [Google Scholar]
- Galkin, S.P. Theory and Technology of Steady-State Workpiece and Bar Rolling of Low-Ductility Steels and Alloys; Moscow State Institute of Steel and Alloys: Moscow, Russia, 1998. (In Russian) [Google Scholar]
- Galkin, S.P. Regulating radial-shear and screw rolling on the basis of the metal trajectory. Steel Transl. 2004, 34, 57–60. [Google Scholar]
- Galkin, S.P. NUST MISIS, Assignee. Screw Rolling Technique. Russia Patent RU 2293619 C1, 20 February 2007. [Google Scholar]
- Galkin, S.P.; Gamin, Y.V.; Aleshchenko, A.S.; Romantsev, B.A. Modern development of elements of theory, technology and mini-mills of radial-shear rolling. Chernye Met. 2021, 12, 51–58. [Google Scholar] [CrossRef]
- Kolobov, Y.R.; Golosova, O.A.; Manokhin, S.S. Regularities of Formation and Degradation of the Microstructure and Properties of New Ultrafine-Grained Low-Modulus Ti–Nb–Mo–Zr Alloys. Russ. J. Non-Ferr. Met. 2017, 59, 393–402. [Google Scholar] [CrossRef]
- Naydenkin, E.V.; Mishin, I.P.; Ratochka, I.V.; Lykova, O.N.; Zabudchenko, O.V. The effect of alpha-case formation on plastic deformation and fracture of near β titanium alloy. Mater. Sci. Eng. A 2020, 769, 138495. [Google Scholar] [CrossRef]
- Ratochka, I.V.; Mishin, I.P.; Lykova, O.N.; Naydenkin, E.V.; Varlamova, N.V. Structural Evolution and Mechanical Properties of a VT22 Titanium Alloy Under High-Temperature Deformation. Russ. Phys. J. 2016, 59, 397–402. [Google Scholar] [CrossRef]
- Ding, X.; Sun, L.; Huang, X.; Zhao, Z. Research on Three-Roll Screw Rolling Process for Ti6Al4V Titanium Alloy Bar. High Temp. Mater. Process. 2018, 38, 178–182. [Google Scholar] [CrossRef]
- Gamin, Y.V.; Muñoz Bolaños, J.A.; Aleschenko, A.S.; Komissarov, A.A.; Bunits, N.S.; Nikolaev, D.A.; Fomin, A.V.; Cheverikin, V.V. Influence of the radial-shear rolling (RSR) process on the microstructure, electrical conductivity and mechanical properties of a Cu–Ni–Cr–Si alloy. Mater. Sci. Eng. A 2021, 822, 141676. [Google Scholar] [CrossRef]
- Skripalenko, M.M.; Galkin, S.P.; Sung, H.J.; Romantsev, B.A.; Huy, T.B.; Skripalenko, M.N.; Kaputkina, L.M.; Sidorow, A.A. Prediction of Potential Fracturing During Radial-Shear Rolling of Continuously Cast Copper Billets by Means of Computer Simulation. Metallurgist 2019, 62, 849–856. [Google Scholar] [CrossRef]
- Dobatkin, S.; Galkin, S.; Estrin, Y.; Serebryany, V.; Diez, M.; Martynenko, N.; Lukyanova, E.; Perezhogin, V. Grain refinement, texture, and mechanical properties of a magnesium alloy after radial-shear rolling. J. Alloys Compd. 2019, 774, 969–979. [Google Scholar] [CrossRef]
- Stefanik, A.; Szota, P.; Mróz, S.; Bajor, T.; Dyja, H. Properties of the AZ31 Magnesium Alloy Round Bars Obtained in Different Rolling Processes/Własności Prętów Okrągłych Ze Stopu Magnezu AZ31 Otrzymanych W Różnych Procesach Walcowania. Arch. Metall. Mater. 2015, 60, 3001–3006. [Google Scholar] [CrossRef]
- Stefanik, A.; Szota, P.; Mróz, S. Analysis of the Effect of Rolling Speed on the Capability to Produce Bimodal-Structure AZ31 Alloy Bars in the Three-High Skew Rolling Mill. Arch. Metall. Mater. 2020, 65, 329–335. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, Z.; Zhang, H.; Wang, H.; Shin, K. The dynamic recrystallization and mechanical property responses during hot screw rolling on pre-aged ZM61 magnesium alloys. Mater. Sci. Eng. A 2020, 798, 140126. [Google Scholar] [CrossRef]
- Bahmani, A.; Arthanari, S.; Shin, K. Improvement of corrosion resistance and mechanical properties of a magnesium alloy using screw rolling. J. Alloys Compd. 2020, 813, 52155. [Google Scholar] [CrossRef]
- Patrin, P.V.; Karpov, B.V.; Aleshchenko, A.S.; Galkin, S.P. Capability Process Assessment of Radial-Displacement Rolling of Heat-Resistant Alloy HN73MBTYU. Steel Transl. 2020, 50, 42–45. [Google Scholar] [CrossRef]
- Arbuz, A.; Kawalek, A.; Ozhmegov, K.; Daniyeva, N.; Panin, E. Obtaining of UFG Structure of Zr-1% Nb Alloy by Radial-Shear Rolling. In Proceedings of the 29th International Conference on Metallurgy and Materials, Brno, Czech Republic, 20–22 May 2020; pp. 333–338. [Google Scholar] [CrossRef]
- Gamin, Y.V.; Akopyan, T.K.; Koshmin, A.N.; Dolbachev, A.P.; Goncharuk, A.V. Microstructure evolution and property analysis of commercial pure Al alloy processed by radial-shear rolling. Arch. Civ. Mech. Eng. 2020, 20, 143. [Google Scholar] [CrossRef]
- Akopyan, T.K.; Belov, N.A.; Aleshchenko, A.S.; Galkin, S.P.; Gamin, Y.V.; Gorshenkov, M.V.; Cheverikin, V.V.; Shurkin, P.K. Formation of the gradient microstructure of a new Al alloy based on the Al-Zn-Mg-Fe-Ni system processed by radial-shear rolling. Mater. Sci. Eng. A 2019, 746, 134–144. [Google Scholar] [CrossRef]
- Derevyagina, L.S.; Gordienko, A.I.; Pochivalov, Y.I.; Smirnova, A.S. Modification of the Structure of Low-Carbon Pipe Steel by Helical Rolling, and the Increase in Its Strength and Cold Resistance. Phys. Met. Metallogr. 2018, 119, 83–91. [Google Scholar] [CrossRef]
- Panin, S.; Vlasov, I.; Maksimov, P.; Moiseenko, D.; Maruschak, P.; Yakovlev, A.; Schmauder, S.; Berto, F. Increasing Fatigue Life of 09Mn2Si Steel by Helical Rolling: Theoretical–Experimental Study on Governing Role of Grain Boundaries. Materials 2020, 13, 4531. [Google Scholar] [CrossRef]
- Panin, S.; Vlasov, I.; Moiseenko, D.; Maksimov, P.; Maruschak, P.; Yakovlev, A.; Gomorova, J.; Mishin, I.; Schmauder, S. Increasing Low-Temperature Toughness of 09Mn2Si Steel through Lamellar Structuring by Helical Rolling. Metals 2021, 11, 352. [Google Scholar] [CrossRef]
- Skripalenko, M.M.; Zavyalova, T.V.; Pater, Z.; Romantsev, B.A.; Rogachev, S.O.; Kaputkina, L.M.; Skripalenko, M.N.; Danilin, A.V. Statistical Research of Stainless Austenitic Steel Grain Size Distribution after Screw Rolling. Materials 2020, 13, 5048. [Google Scholar] [CrossRef]
- Bogatov, A.A.; Panov, E.I. Effect of Stress-strain State during Helical Rolling on Metal and Alloy Structure and Ductility. Metallurgist 2013, 57, 434–441. [Google Scholar] [CrossRef] [Green Version]
- Lezhnev, S.N.; Naizabekov, A.B.; Volokitina, I.E.; Panin, E.A.; Kuis, D.V. Recycling of stainless steel bar scrap by radial-shear rolling to obtain an ultrafine-grained gradient structure. Litiyo Metall. (Foundry Prod. Metall.) 2021, 2, 61–67. [Google Scholar] [CrossRef]
- Kudryashova, A.; Sheremetyev, V.; Lukashevich, K.; Cheverikin, V.; Galkin, S.; Prokoshkin, S.; Inaekyan, K.; Brailovski, V. Effect of a combined thermomechanical treatment on the microstructure, texture and superelastic properties of Ti-18Zr-14Nb alloy for orthopedic implants. J. Alloys Compd. 2020, 843, 156066. [Google Scholar] [CrossRef]
- Gryc, A.; Bajor, T.; Dyja, H. The analysis of influence the parameters of rolling process in three high skew rolling mill of AZ31 magnesium alloy bars on temperature distribution. Metalurgija 2016, 55, 772–774. [Google Scholar]
- Huang, G.; Sun, B.; Peng, W.; Shu, X.; Lu, W. Research on Stable Forming of Titanium Alloy Bar Using Three-Roll Skew Rolling. Adv. Mater. Res. 2015, 1095, 837–841. [Google Scholar] [CrossRef]
- Lapovok, R.; Smirnov, S.; Solomein, V. Modeling the helical rolling of rods in a three-high mill. J. Mater. Process. Technol. 1998, 80–81, 365–369. [Google Scholar] [CrossRef]
- Li, S.; Meng, W.; Hu, L.; Ding, B. Research on the Tendency of Inner Crack during 3-Roll Skew Rolling Process of Round Billets. Adv. Mater. Res. 2010, 145, 238–242. [Google Scholar] [CrossRef]
- Gamin, Y.V.; Galkin, S.P.; Nguyen, X.D.; Akopyan, T.K. Analysis of temperature-deformation conditions for rolling aluminum alloy Al–Mg–SC based on FEM modeling. Russ. J. Non-Ferr. Met. 2022, 63, 417–425. [Google Scholar] [CrossRef]
- Skripalenko, M.M.; Galkin, S.P.; Karpov, B.V.; Romantsev, B.A.; Kaputkina, L.M.; Danilin, A.V.; Skripalenko, M.N.; Patrin, P.V. Forming Features and Properties of Titanium Alloy Billets after Radial-Shear Rolling. Materials 2019, 12, 3179. [Google Scholar] [CrossRef] [Green Version]
- Skripalenko, M.M.; Romantsev, B.A.; Galkin, S.P.; Kaputkina, L.M.; Skripalenko, M.N.; Danilin, A.V.; Rogachev, S.O. Forming Features at Screw Rolling of Austenitic Stainless-Steel Billets. J. Mater. Eng. Perform. 2020, 29, 3889–3894. [Google Scholar] [CrossRef]
- Skripalenko, M.M.; Romantsev, B.A.; Galkin, S.P.; Kaputkina, L.M.; Skripalenko, M.N. Study of Strain and Structural Peculiarities in Different Stages of Two- and Three-High Screw Rolling. Steel Transl. 2019, 49, 709–715. [Google Scholar] [CrossRef]
- Lopatin, N.V.; Salishchev, G.A.; Galkin, S.P. Mathematical modeling of radial-shear rolling of the VT6 titanium alloy under conditions of formation of a globular structure. Russ. J. Non-Ferr. Met. 2011, 52, 442–447. [Google Scholar] [CrossRef]
- Bajor, T.; Kulakowska, A.; Dyja, H. Analysis of the Rolling Process of Alloy 6005 in a Three-High Skew Rolling Mill. Materials 2020, 13, 1114. [Google Scholar] [CrossRef] [Green Version]
- Stefanik, A.; Szota, P.; Mróz, S.; Wachowski, M. Changes in the properties in bimodal mg alloy bars obtained for various deformation patterns in the RSR rolling process. Materials 2022, 15, 954. [Google Scholar] [CrossRef]
- Akopyan, T.; Gamin, Y.; Galkin, S.; Koshmin, A.; Kin, T.; Cheverikin, V.; Aleshchenko, A. Effect of process parameters on the microstructure and mechanical properties of bars from Al-Cu-Mg alloy processed by Multipass radial-shear rolling. J. Mater. Sci. 2022, 57, 8298–8313. [Google Scholar] [CrossRef]
- Gamin, Y.V.; Koshmin, A.N.; Ta, D. Analysis of radial-shear rolling process parameters of aluminum alloys based on FEM modeling. MATEC Web Conf. 2020, 315, 11001. [Google Scholar] [CrossRef]
- Stefanik, A.; Morel, A.; Mróz, S.; Szota, P. Theoretical and Experimental Analysis of Aluminium Bars Rolling Process in Three-High Skew Rolling Mill. Arch. Metall. Mater. 2015, 60, 809–813. [Google Scholar] [CrossRef]
- Teterin, P.K. Theory of Cross and Screw Rolling; Metallurgija: Moscow, Russia, 1971; 368p. (In Russian) [Google Scholar]
- Galkin, S.P.; Stebunov, S.V.; Aleshenko, A.S.; Vlasov, A.V.; Patrin, P.V.; Fomin, A.V. Simulation and Experimental Evaluation of Circumferential Fracture Conditions in Hot Radial–Shear Rolling. Metallurgist 2020, 64, 233–241. [Google Scholar] [CrossRef]
- Galkin, S.P.; Gamin, Y.V.; Kin, T.Y. Analysis of temperature influence on strain–speed parameters of radial-shear rolling of Al-Zn-mg-Ni-Fe Alloy. Materials 2022, 15, 7202. [Google Scholar] [CrossRef]
- Skripalenko, M.M.; Rogachev, S.O.; Romantsev, B.A.; Galkin, S.P.; Kaputkina, L.M.; Skripalenko, M.N.; Danilin, A.V.; Fadeev, V.A. Creation of 3D model of stainless-steel billet’s grain after three-high screw rolling. Materials 2022, 15, 995. [Google Scholar] [CrossRef]
- Vlasov, A.V.; Stebunov, S.A.; Evsyukov, S.A.; Biba, N.V.; Shitikov, A.A. Finite Element Method Simulation of Forging and Die Forging: School-Book; Izdatelstvo MGTU imeni N. E. Baumana: Moscow, Russia, 2019; 383p. (in Russian) [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | C | Si | V | N | Ti | Al | Zr | O | H | Impurities |
|---|---|---|---|---|---|---|---|---|---|---|
| up to 0.6 | up to 0.1 | up to 0.1 | 3.5–5.3 | up to 0.05 | 86.45–90.9 | 5.3–6.8 | up to 0.3 | up to 0.2 | up to 0.015 | 0.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Skripalenko, M.M.; Karpov, B.V.; Rogachev, S.O.; Kaputkina, L.M.; Romantsev, B.A.; Skripalenko, M.N.; Huy, T.B.; Fadeev, V.A.; Danilin, A.V.; Gladkov, Y.A. Simulation of the Kinematic Condition of Radial Shear Rolling and Estimation of Its Influence on a Titanium Billet Microstructure. Materials 2022, 15, 7980. https://doi.org/10.3390/ma15227980
Skripalenko MM, Karpov BV, Rogachev SO, Kaputkina LM, Romantsev BA, Skripalenko MN, Huy TB, Fadeev VA, Danilin AV, Gladkov YA. Simulation of the Kinematic Condition of Radial Shear Rolling and Estimation of Its Influence on a Titanium Billet Microstructure. Materials. 2022; 15(22):7980. https://doi.org/10.3390/ma15227980
Chicago/Turabian StyleSkripalenko, Mikhail M., Boris V. Karpov, Stanislav O. Rogachev, Liudmila M. Kaputkina, Boris A. Romantsev, Mikhail N. Skripalenko, Tran Ba Huy, Viktor A. Fadeev, Andrei V. Danilin, and Yuri A. Gladkov. 2022. "Simulation of the Kinematic Condition of Radial Shear Rolling and Estimation of Its Influence on a Titanium Billet Microstructure" Materials 15, no. 22: 7980. https://doi.org/10.3390/ma15227980