
Effect of Radial-Shear Rolling on the Structure and Hardening of an Al–8%Zn–3.3%Mg–0.8%Ca–1.1%Fe Alloy Manufactured by Electromagnetic Casting
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
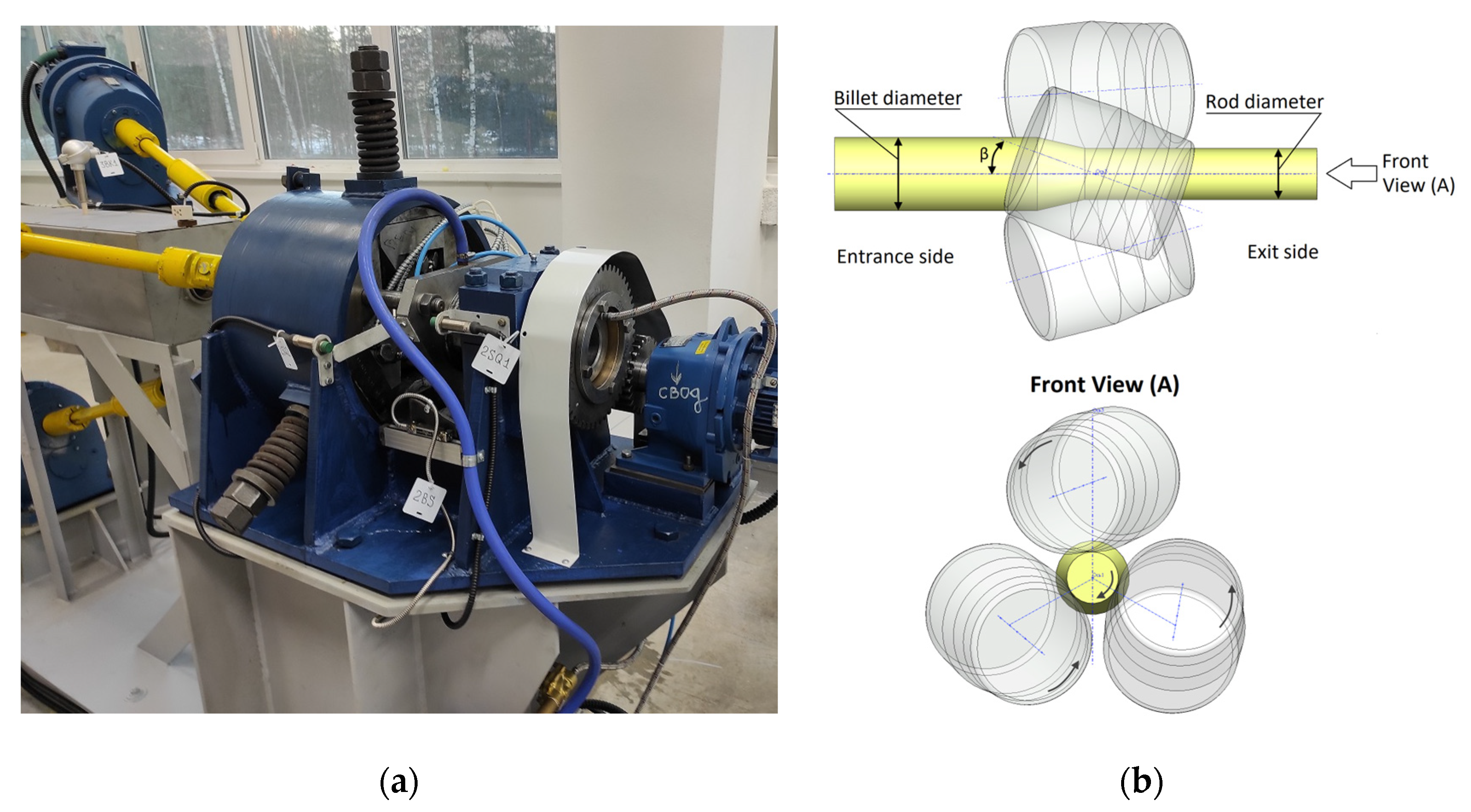
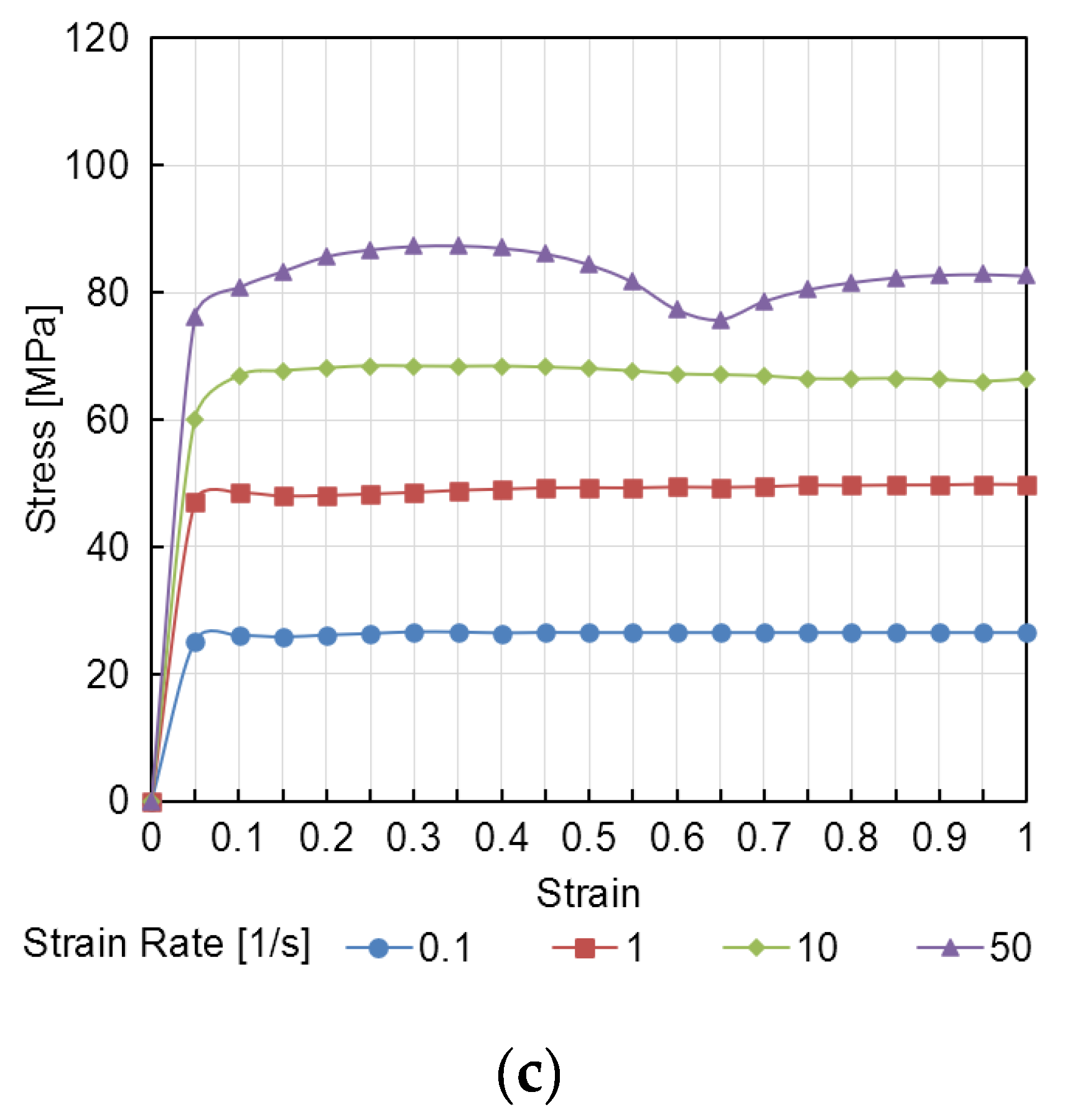
2.1. Experimental Procedure
2.2. Microstructure and Hardness Measurement
2.3. FEM Simulation
3. Results and Discussion
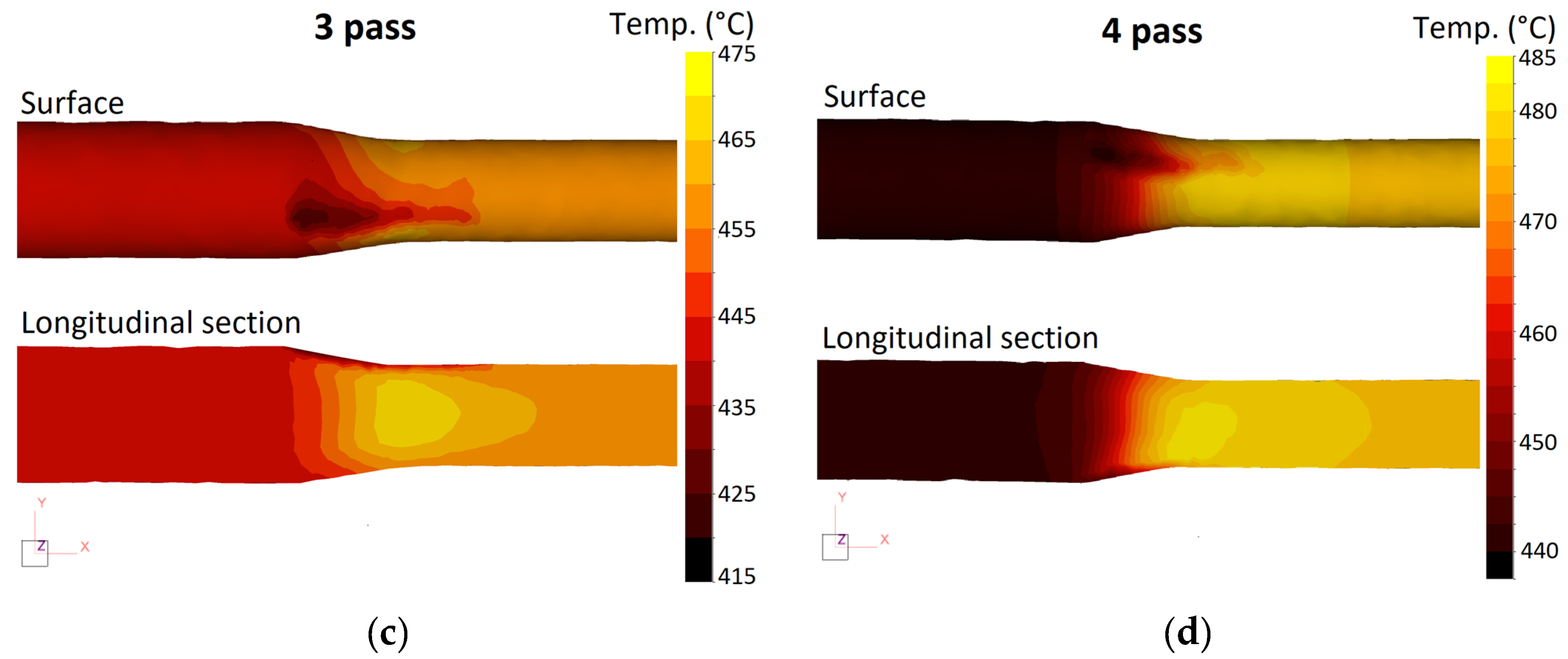
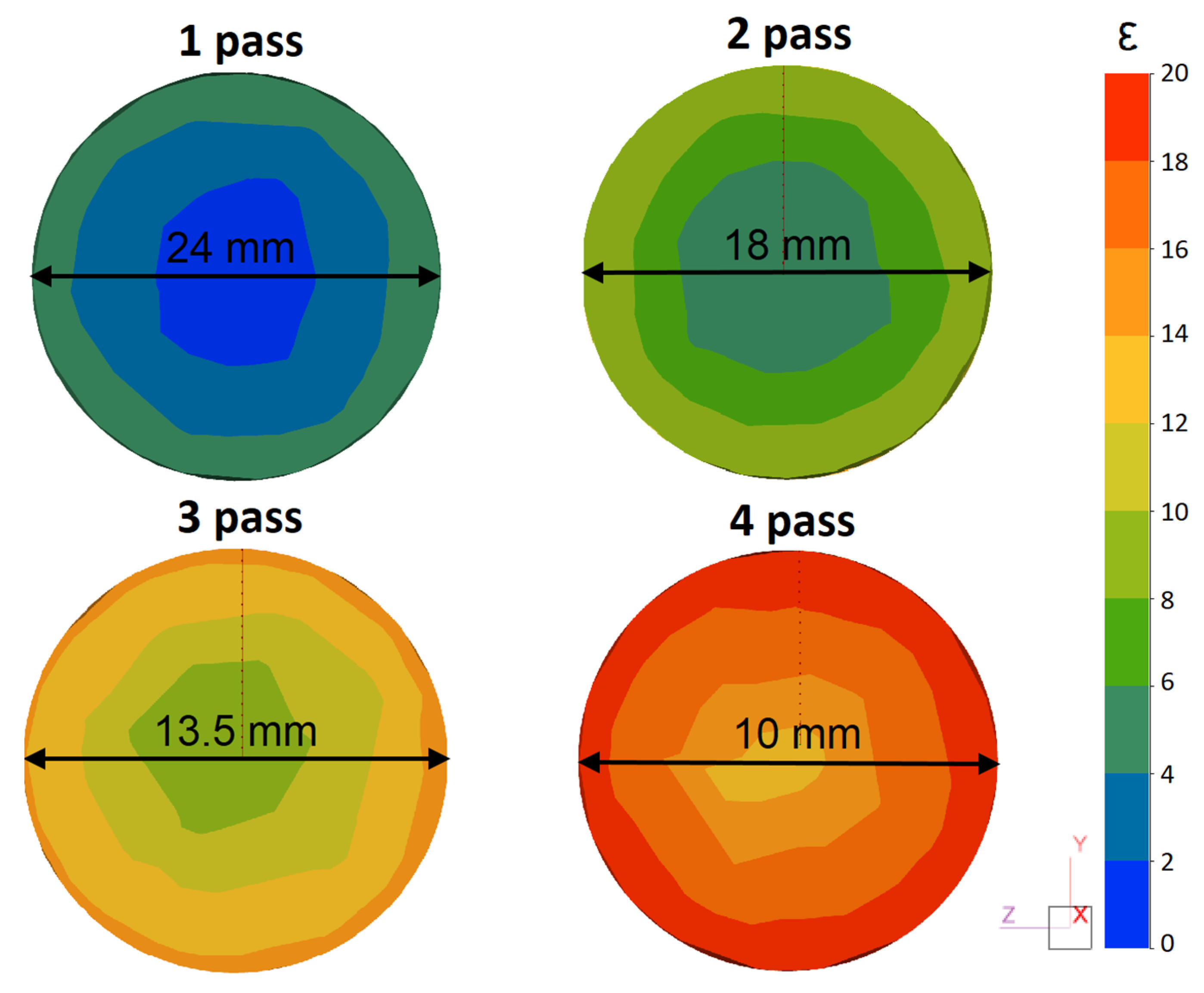
3.1. FEM Simulation
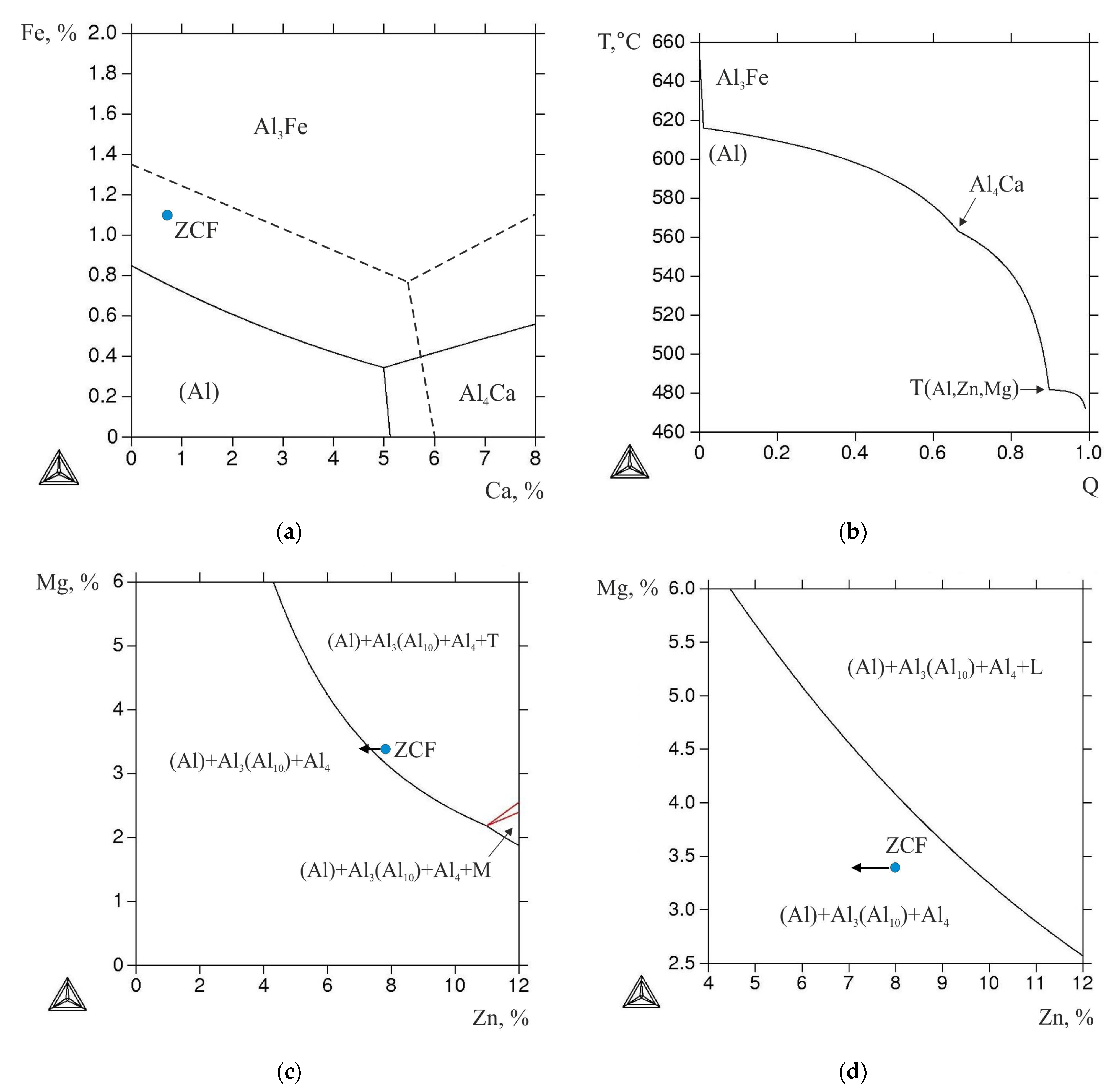
3.2. Phase Composition Analysis
3.3. Experimental RSR
4. Conclusions
- (1)
- Based on computational (Thermo-Calc) and experimental (SEM, EMPA, TEM, and DSC) methods, the effect of radial shear rolling (RSR) on the structure and hardening of the Al–8%Zn–3.3%Mg–0.8%-Ca–1.1%Fe alloy obtained by casting into an electromagnetic mold (EMC) in the form of an ingot with a diameter of 33 mm was studied.
- (2)
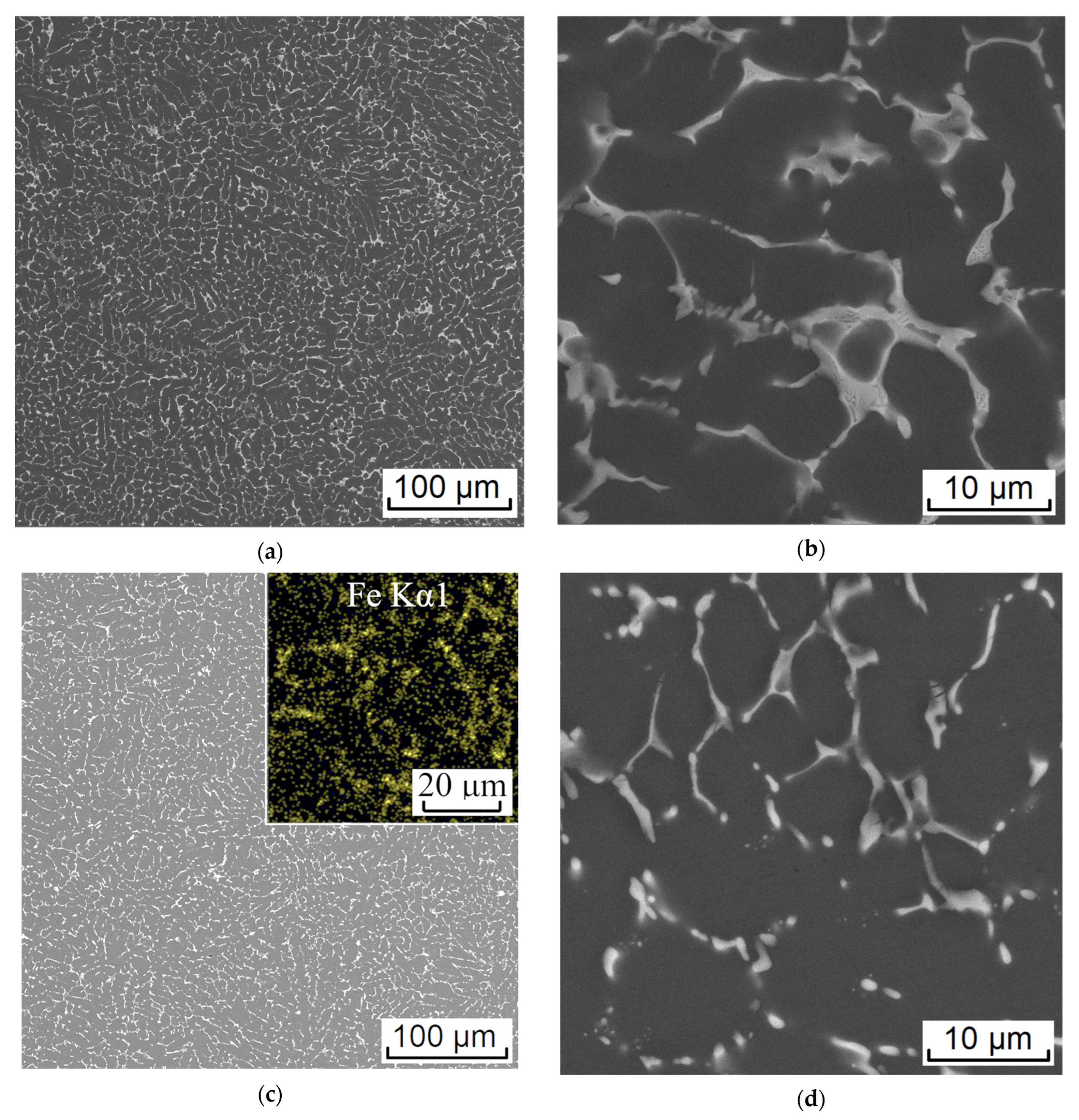
- It was shown that the EMC method makes it possible to obtain a highly dispersed structure in the cast state due to the high solidification rate (600 K/s); the size of the dendritic cell was ~7 μm while the entire amount of Fe was bound into eutectic Fe-containing inclusions with an average size of less than 3 µm.
- (3)
- An analysis of the RSR parameters using the FEM simulation showed that the selected modes made it possible to obtain rods with a total elongation ratio more than 10. The selected rolling temperature of 450 °C was optimal and provided a uniform temperature of the rod after RSR in the range of 450–470 °C. The investigated alloy had a significant tendency to develop effective strains over the entire cross-section of the rod.
- (4)
- Heating according to the mode of 450 °C for 3 h led to complete dissolution of the nonequilibrium brittle Zn and Mg-containing phases in the aluminum solid solution. This structure provides a high deformation ductility at RSR and makes it possible to obtain rods without defects and with a diameter of 10 mm.
- (5)
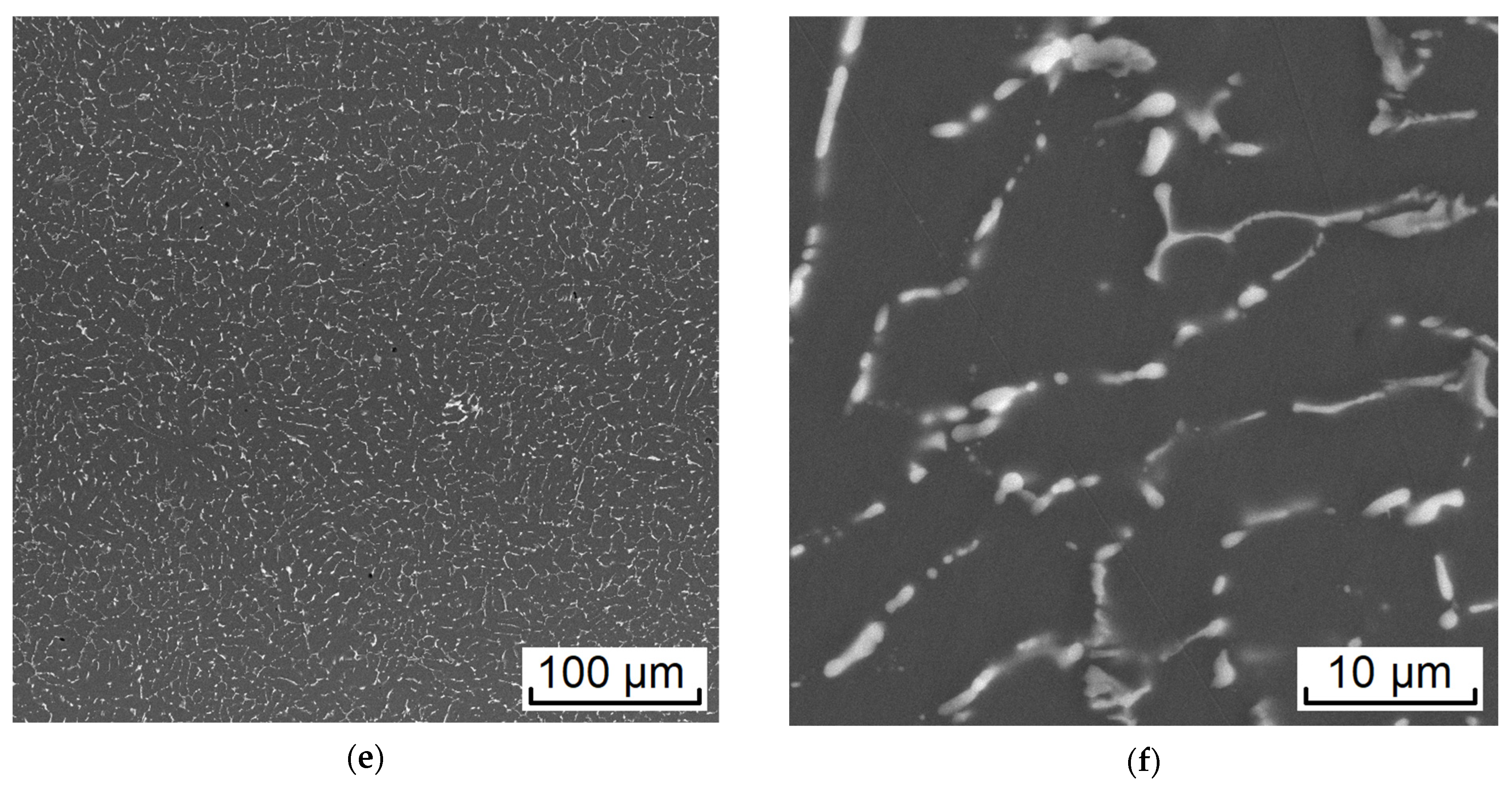
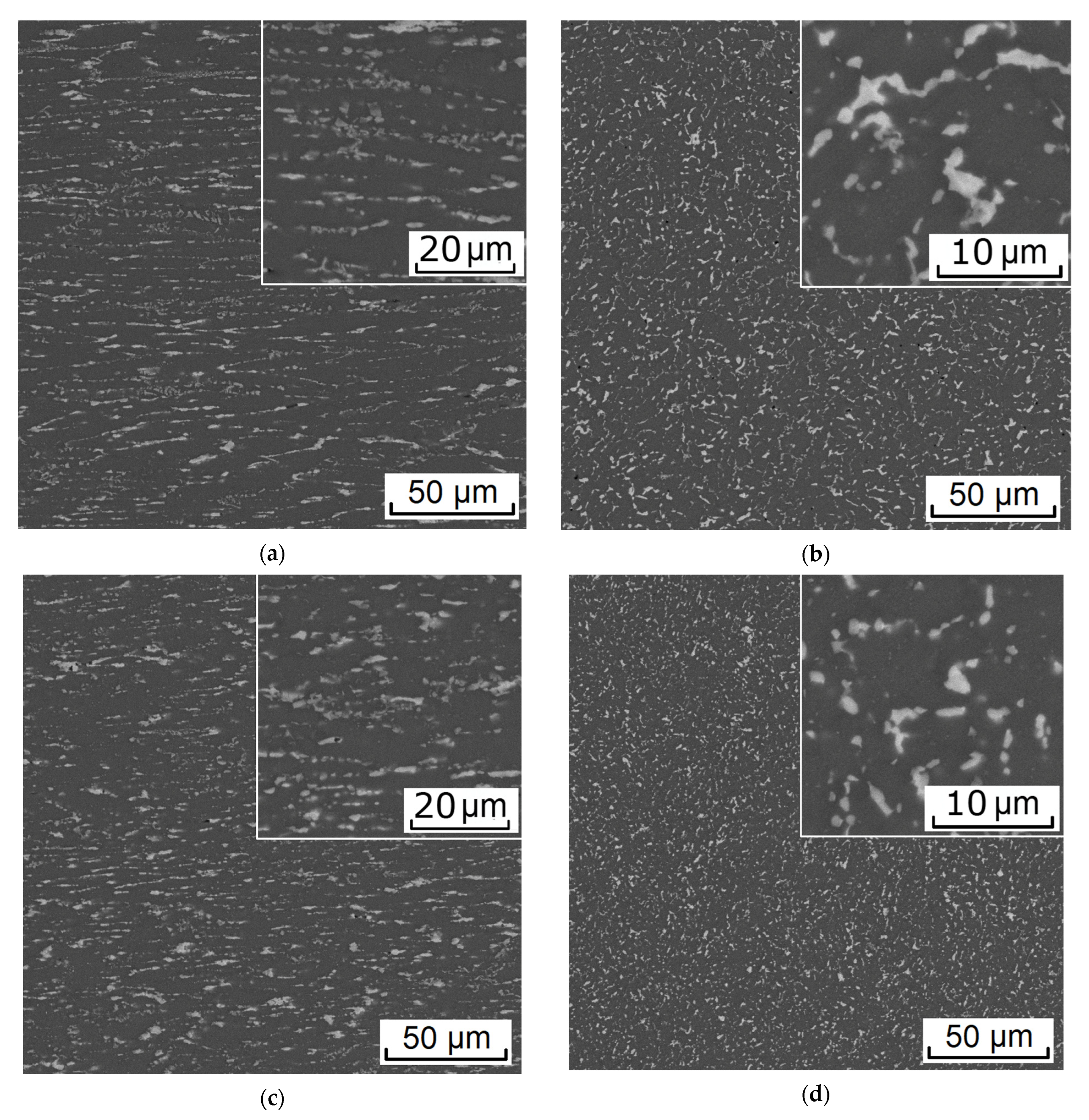
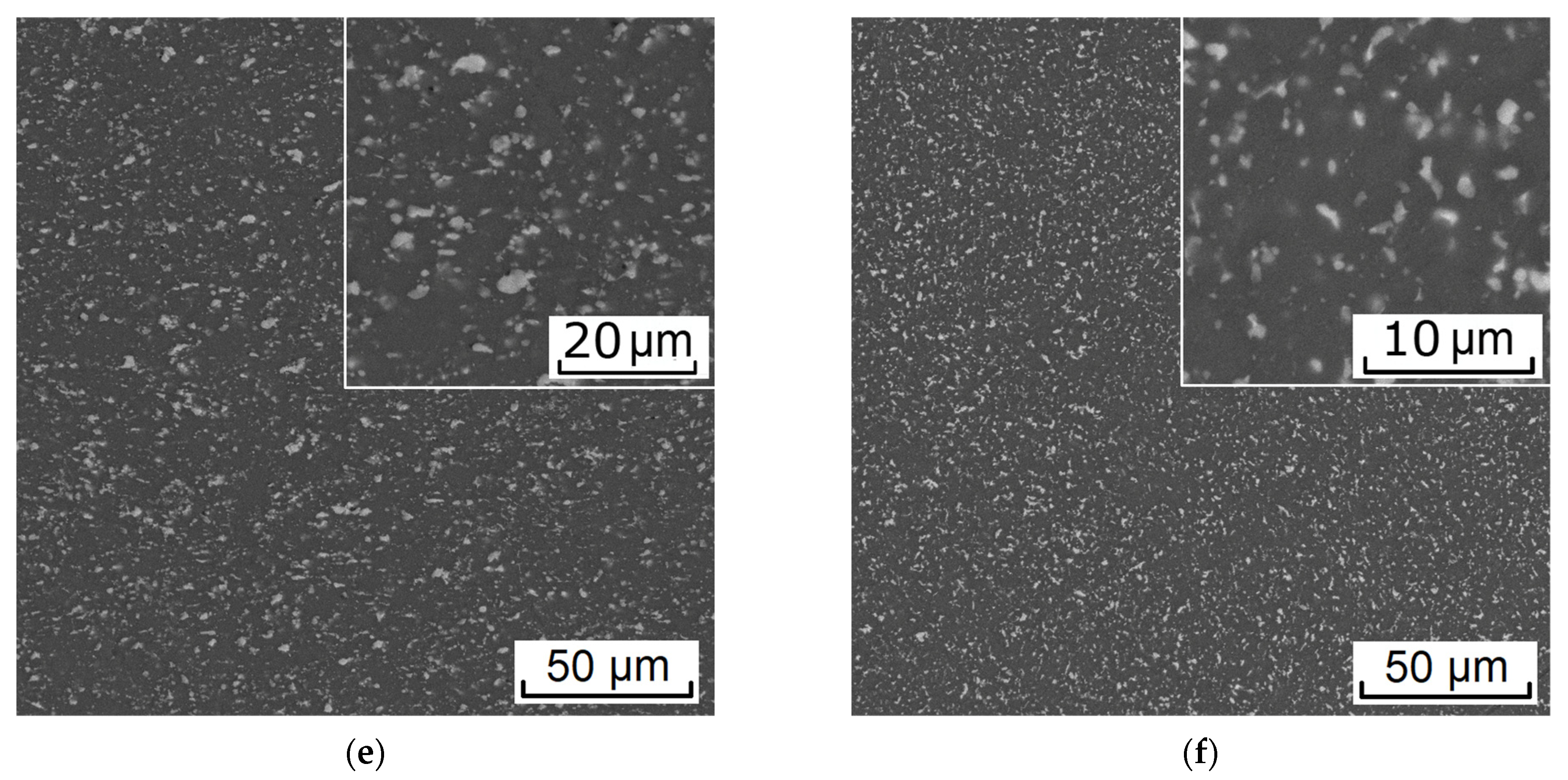
- In the process of deformation, a structure is formed that is characteristic of composites; globular particles of the Ca and Fe-containing phases are uniformly distributed in the aluminum matrix. The flow features during RSR and the developed shear strains near the surface of the rod provide refining and a decrease in the size of the initial particles of the cast origin phase.
- (6)
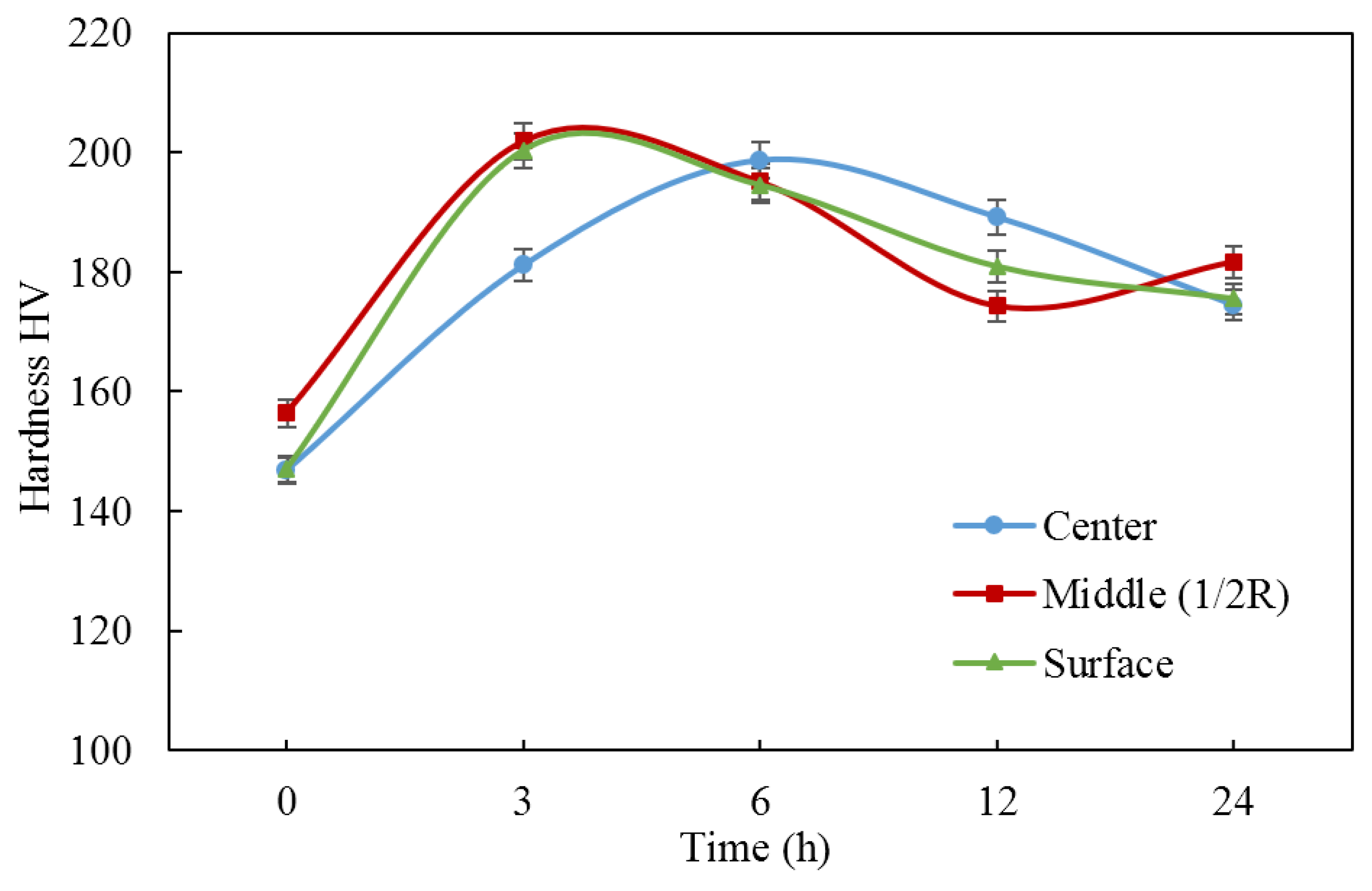
- The effect of aging temperature (after quenching) on the hardness of the experimental alloy was studied. It was shown that the maximum hardness (195–200 HV) in all of the zones was observed after 6 h of aging at 150 °C due to the formation of secondary precipitates with an average characteristic size of ~5 nm and a high distribution density.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hatch, J.E. Aluminum: Properties and Physical Metallurgy; American Society for Metals: Geauga County, OH, USA, 1984; p. 424. [Google Scholar]
- Polmear, I.; StJohn, D.; Nie, J.F.; Qian, M. Physical metallurgy of aluminium alloys. In Light Alloys, 5th ed.; Elseiver: London, UK, 2017; pp. 31–107. [Google Scholar]
- Mondolfo, L.F. Aluminium Alloys: Structure and Properties; Butterworths: London, UK, 1976; pp. 806–841. [Google Scholar]
- Glazoff, M.; Khvan, A.; Zolotorevsky, V.; Belov, N.; Dinsdale, A. Casting Aluminum Alloys: Their Physical and Mechanical Metallurgy, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2018; p. 608. [Google Scholar]
- Miao, Z.; Tao, L.; Chunnian, H.; Jian, D.; Enzuo, L.; Chunsheng, S.; Jiajun, L.; Naiqin, Z. Evolution of microstructure and properties of Al–Zn–Mg–Cu–Sc–Zr alloy during aging treatment. J. Alloys Compd. 2016, 658, 946–951. [Google Scholar] [CrossRef]
- Yang, W.; Ji, S.; Zhnag, Q.; Wang, M. Investigation of mechanical and corrosion properties of an Al–Zn–Mg–Cu alloy under various ageing conditions and inter-face analysis of η′ precipitate. Mater. Des. 2015, 85, 752–761. [Google Scholar] [CrossRef] [Green Version]
- Yoganjaneyulu, G.; Babu, K.A.; Vigneshwaran, S.; Narayanan, C.S. Microstructure and Mechanical Properties of Cryorolled Al–6Zn–3Mg–2Cu–0.5Sc Alloy. Mater. Lett. 2019, 255, 126606. [Google Scholar] [CrossRef]
- Zhu, Q.; Cao, L.; Wu, X.; Zou, Y.; Couper, M.J. Effect of Ag on Age-Hardening Response of Al-Zn-Mg-Cu Alloys. Mater. Sci. Eng. A 2019, 754, 265–268. [Google Scholar] [CrossRef]
- Ghosh, A.; Ghosh, M.; Kalsar, R. Influence of Homogenisation Time on Evolution of Eutectic Phases, Dispersoid Behaviour and Crystallographic Texture for Al–Zn–Mg–Cu–Ag Alloy. J. Alloys Compd. 2019, 802, 276–289. [Google Scholar] [CrossRef]
- Ohira, T.; Kishi, T. Effect of Iron Content on Fracture Toughness and Cracking Processes in High Strength Al-Zn-Mg-Cu Alloy. Mater. Sci. Eng. 1986, 78, 9–19. [Google Scholar] [CrossRef]
- Dobatkin, V.I.; Elagin, V.I.; Fedorov, V.M. Bystrozakristallizovannye Alyuminievye Splavy (Rapidly Solidified Aluminum Alloys); VILS: Moscow, Russia, 1995; pp. 43–59. [Google Scholar]
- Avdulov, A.A.; Usynina, G.P.; Sergeev, N.V.; Gudkov, I.S. Distinctive features of the structure and characteristics of longlength light gauge ingots from aluminium alloys, cast into electromagnetic crystallizer. Tsvetnye Met. 2017, 7, 73–77. [Google Scholar] [CrossRef]
- Pervukhin, M.V.; Timofeev, V.N.; Usynina, G.P.; Sergeev, N.V.; Motkov, M.M.; Gudkov, I.S. Mathematical Modeling of MHD Processes in the Casting of Aluminum Alloys in Electromagnetic Mold. IOP Conf. Ser. Mater. Sci. Eng. 2019, 643, 012063. [Google Scholar] [CrossRef] [Green Version]
- Sidelnikov, S.B.; Voroshilov, D.S.; Motkov, M.M.; Timofeev, V.N.; Konstantinov, I.L.; Dovzhenko, N.N.; Lopatina, E.S.; Bespalov, V.M.; Sokolov, R.E.; Mansurov, Y.N.; et al. Investigation Structure and Properties of Wire from the Alloy of AL-REM System Obtained with the Application of Casting in the Electromagnetic Mold, Combined Rolling-Extruding, and Drawing. Int. J. Adv. Manuf. Technol. 2021, 114, 2633–2649. [Google Scholar] [CrossRef]
- Korotkova, N.O.; Belov, N.A.; Timofeev, V.N.; Motkov, M.M.; Cherkasov, S.O. Influence of Heat Treatment on the Structure and Properties of an Al–7% REM Conductive Aluminum Alloy Casted in an Electromagnetic Crystallizer. Phys. Met. Metallogr. 2020, 121, 173–179. [Google Scholar] [CrossRef]
- Belov, N.; Akopyan, T.; Korotkova, N.; Murashkin, M.; Timofeev, V.; Fortuna, A. Structure and Properties of Ca and Zr Containing Heat Resistant Wire Aluminum Alloy Manufactured by Electromagnetic Casting. Metals 2021, 11, 236. [Google Scholar] [CrossRef]
- Belov, N.A.; Akopyan, T.K.; Korotkova, N.O.; Shurkin, P.K.; Timofeev, V.N.; Raznitsyn, O.A.; Sviridova, T.A. Structure and Heat Resistance of High Strength Al–3.3%Cu–2.5%Mn–0.5%Zr (Wt.%) Conductive Wire Alloy Manufactured by Electromagnetic Casting. J. Alloys Compd. 2022, 891, 161948. [Google Scholar] [CrossRef]
- Belov, N.A.; Naumova, E.A.; Akopyan, T.K.; Doroshenko, V.V. Phase Diagram of the Al–Ca–Fe–Si System and Its Application for the Design of Aluminum Matrix Composites. JOM 2018, 70, 2710–2715. [Google Scholar] [CrossRef]
- Belov, N.; Naumova, E.; Akopyan, T. Eutectic Alloys Based on the Al–Zn–Mg–Ca System: Microstructure, Phase Composition and Hardening. Mater. Sci. Technol. 2017, 33, 656–666. [Google Scholar] [CrossRef]
- Shurkin, P.K.; Belov, N.A.; Musin, A.F.; Samoshina, M.E. Effect of Calcium and Silicon on the Character of Solidification and Strengthening of the Al–8% Zn–3% Mg Alloy. Phys. Met. Metallogr. 2020, 121, 135–142. [Google Scholar] [CrossRef]
- Romantsev, B.A.; Galkin, S.P.; Mikhajlov, V.K.; Khloponin, V.N.; Koryshev, A.N. Bar micromill. Steel Transl. 1995, 2, 40–42. [Google Scholar]
- Romantsev, B.A.; Aleshchenko, A.S.; Goncharuk, A.V.; Galkin, S.P. Mini tube-production unit 40–80 with a three-high reeling mill. Metallurgist 2012, 55, 918–924. [Google Scholar] [CrossRef]
- Langdon, T.G. The characteristics of grain refinement in materials processed by severe plastic deformation. Rev. Adv. Mater. Sci. 2006, 13, 6–14. [Google Scholar]
- Gamin, Y.V.; Galkin, S.P.; Romantsev, B.A.; Koshmin, A.N.; Goncharuk, A.V.; Kadach, M.V. Influence of Radial-Shear Rolling Conditions on the Metal Consumption Rate and Properties of D16 Aluminum Alloy Rods. Metallurgist 2021, 65, 650–659. [Google Scholar] [CrossRef]
- Akopyan, T.K.; Gamin, Y.V.; Galkin, S.P.; Prosviryakov, A.S.; Aleshchenko, A.S.; Noshin, M.A.; Koshmin, A.N.; Fomin, A.V. Radial-Shear Rolling of High-Strength Aluminum Alloys: Finite Element Simulation and Analysis of Microstructure and Mechanical Properties. Mater. Sci. Eng. A 2020, 786, 139424. [Google Scholar] [CrossRef]
- Gamin, Y.; Akopyan, T.; Koshmin, A.; Dolbachev, A.; Aleshchenko, A.; Galkin, S.P.; Romantsev, B.A. Investigation of the Microstructure Evolution and Properties of A1050 Aluminum Alloy during Radial-Shear Rolling Using FEM Analysis. Int. J. Adv. Manuf. Technol. 2020, 108, 695–704. [Google Scholar] [CrossRef]
- Valeev, I.S.; Valeeva, A.K.; Fazlyakhmetov, R.F.; Khalikova, G.R. Effect of Radial-Shear Rolling on Structure of Aluminum Alloy D16 (Al–4.4Cu–1.6Mg). Inorg. Mater. Appl. Res. 2015, 6, 45–48. [Google Scholar] [CrossRef]
- Galkin, S.P.; Aleshchenko, A.S.; Gamin, Y.V. Development and Experimental Testing of the Technology for Producing Deformed Bars of Alloy D16T from Continuously Casting Billets of Small Diameter with Low Elongation Ratios. Russ. J. Non Ferr. Met. 2022, 63, 328–335. [Google Scholar] [CrossRef]
- Mashekov, S.A.; Smailova, G.A.; Alshynova, A.M.; Uderbayeva, A.E.; Sembaev, N.S.; Zhauyt, A. Structure Formation of Aluminum Alloy D16 While Rolling Bars in the Radial Shear Mill. Metalurgija 2020, 59, 195–198. [Google Scholar]
- Thermo-Calc Software TTAL5 Al-Alloys. Available online: http://www.thermocalc.com (accessed on 17 October 2022).
- Galkin, S.P.; Gamin, Y.V.; Kin, T.Y. Analysis of Temperature Influence on Strain–Speed Parameters of Radial-Shear Rolling of Al–Zn–Mg–Ni–Fe Alloy. Materials 2022, 15, 7202. [Google Scholar] [CrossRef] [PubMed]
- Gamin, Y.V.; Koshmin, A.N.; Dolbachev, A.P.; Galkin, S.P.; Aleschenko, A.S.; Kadach, M.V. Studying the Influence of Radial-Shear Rolling on Thermal Deformation Conditions of A1050 Processing. Russ. J. Non Ferr. Met. 2020, 61, 646–657. [Google Scholar] [CrossRef]
- Gamin, Y.V.; Akopyan, T.K.; Koshmin, A.N.; Dolbachev, A.P.; Goncharuk, A.V. Microstructure evolution and property analysis of commercial pure al alloy processed by radial-shear rolling. Archiv. Civ. Mech. Eng. 2020, 20, 143. [Google Scholar] [CrossRef]
- Bäckerud, L.; Chai, G.; Tamminen, J. Solidification Characteristics of Aluminum Alloys; Foundry Alloys; Skanaluminium: Oslo, Norway, 1986; Volume 1, pp. 9–26. [Google Scholar]
- Yuan, L.; Guo, M.; Yan, Y.; Feng, W.; Liu, Z.; Zhuang, L. Theoretical design and distribution control of precipitates and solute elements in Al−Zn−Mg−Cu alloys with heterostructure. Trans. Nonferr. Met. Soc. China 2021, 31, 3328. [Google Scholar] [CrossRef]
- Chungm, T.; Kawasaki, M.; Wang, P.; Nishio, K.; Shiojiri, M.; Li, W.; Hsiao, C.; Yang, J. Atomic-resolution energy dispersive X-ray spectroscopy mapping of η precipitates in an Al–Mg–Zn–Cu alloy. Mater. Charact. 2020, 166, 110448. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Concentration, wt.% | |||||
|---|---|---|---|---|---|---|
| Zn | Mg | Ca | Fe | Si | ||
| ZCF | Nominal | 8.0 | 3.3 | 0.8 | 1.1 | <0.1 |
| Actual | 7.84 ± 0.12 | 3.23 ± 0.10 | 0.79 ± 0.02 | 1.12 ± 0.09 | <0.01 | |
| (Al) | As-cast | 4.72 ± 0.16 | 1.89 ± 0.07 | 0.02 ± 0.02 | 0.08 ± 0.05 | <0.01 |
| quenching from 450 °C | 6.95 ± 0.11 | 3.73 ± 0.03 | 0.04 ± 0.03 | 0.15 ± 0.08 | <0.01 | |
| Pass No. | Billet Diameter (mm) | Rod Diameter (mm) | Elongation Ratio | Total Elongation Ratio | Temperature (°C) | Roll Rotary Velocity (rpm) |
|---|---|---|---|---|---|---|
| 1 | 33 | 24 | 1.89 | 1.89 | 450 | 50 |
| 2 | 24 | 18 | 1.78 | 3.36 | 450 | 50 |
| 3 | 18 | 13.5 | 1.78 | 5.98 | 450 | 50 |
| 4 | 13.5 | 10 | 1.75 | 10.47 | 450 | 90 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gamin, Y.V.; Belov, N.A.; Akopyan, T.K.; Timofeev, V.N.; Cherkasov, S.O.; Motkov, M.M. Effect of Radial-Shear Rolling on the Structure and Hardening of an Al–8%Zn–3.3%Mg–0.8%Ca–1.1%Fe Alloy Manufactured by Electromagnetic Casting. Materials 2023, 16, 677. https://doi.org/10.3390/ma16020677
Gamin YV, Belov NA, Akopyan TK, Timofeev VN, Cherkasov SO, Motkov MM. Effect of Radial-Shear Rolling on the Structure and Hardening of an Al–8%Zn–3.3%Mg–0.8%Ca–1.1%Fe Alloy Manufactured by Electromagnetic Casting. Materials. 2023; 16(2):677. https://doi.org/10.3390/ma16020677
Chicago/Turabian StyleGamin, Yury V., Nikolay A. Belov, Torgom K. Akopyan, Victor N. Timofeev, Stanislav O. Cherkasov, and Mikhail M. Motkov. 2023. "Effect of Radial-Shear Rolling on the Structure and Hardening of an Al–8%Zn–3.3%Mg–0.8%Ca–1.1%Fe Alloy Manufactured by Electromagnetic Casting" Materials 16, no. 2: 677. https://doi.org/10.3390/ma16020677