
Microstructures and Mechanical Properties of an AlCoCrNiFe HEA/WC Reinforcing Particle Composite Coating Prepared by Laser Cladding


Abstract
:1. Introduction
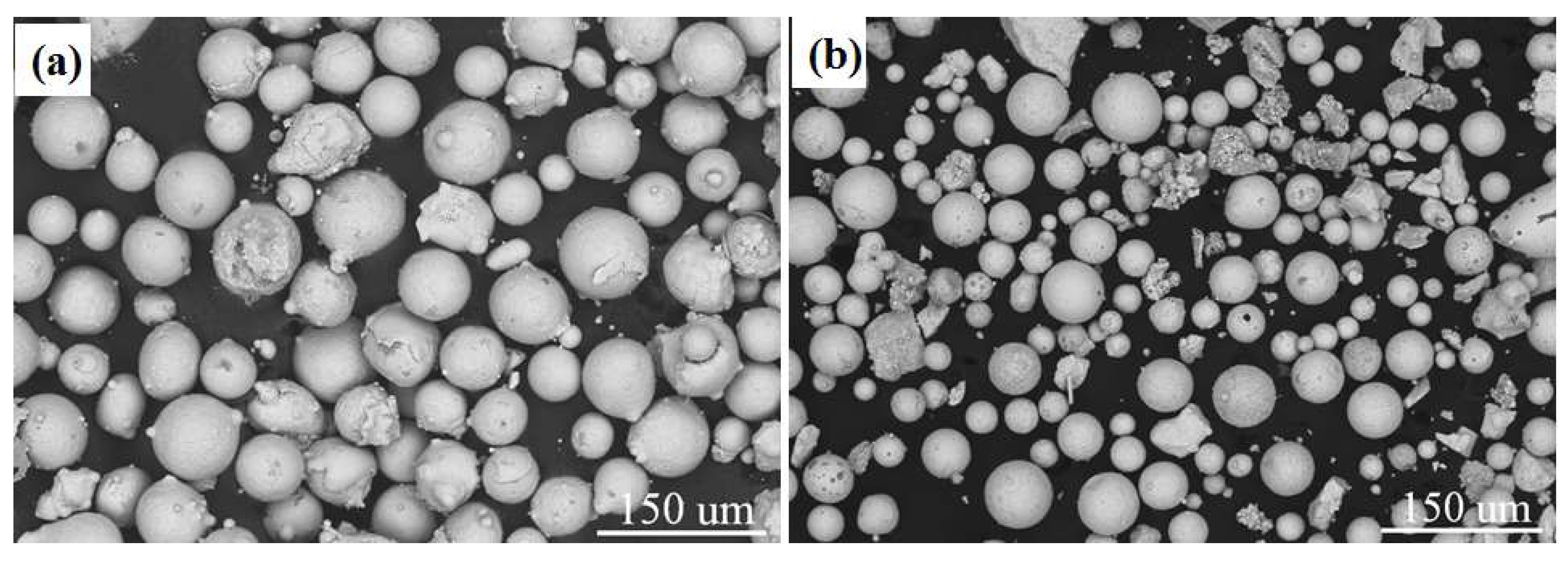
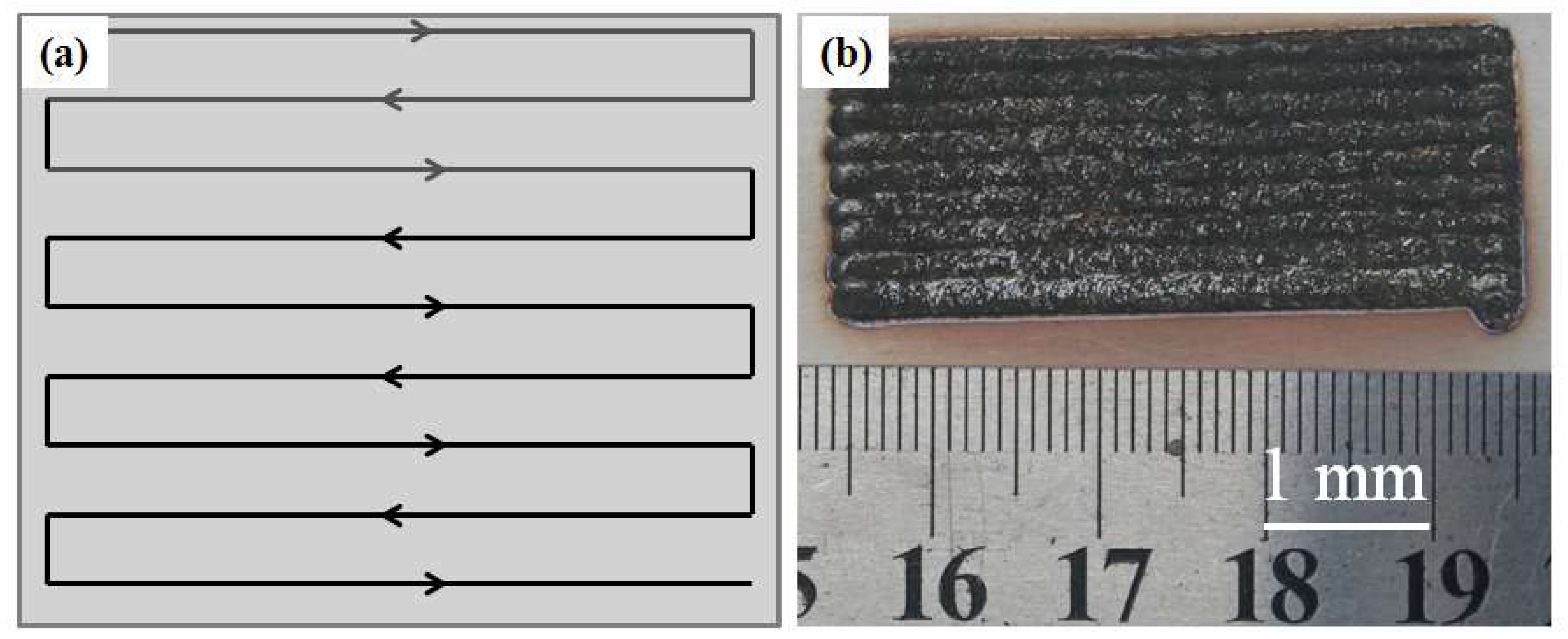
2. Experimental Methods
3. Results and Discussions
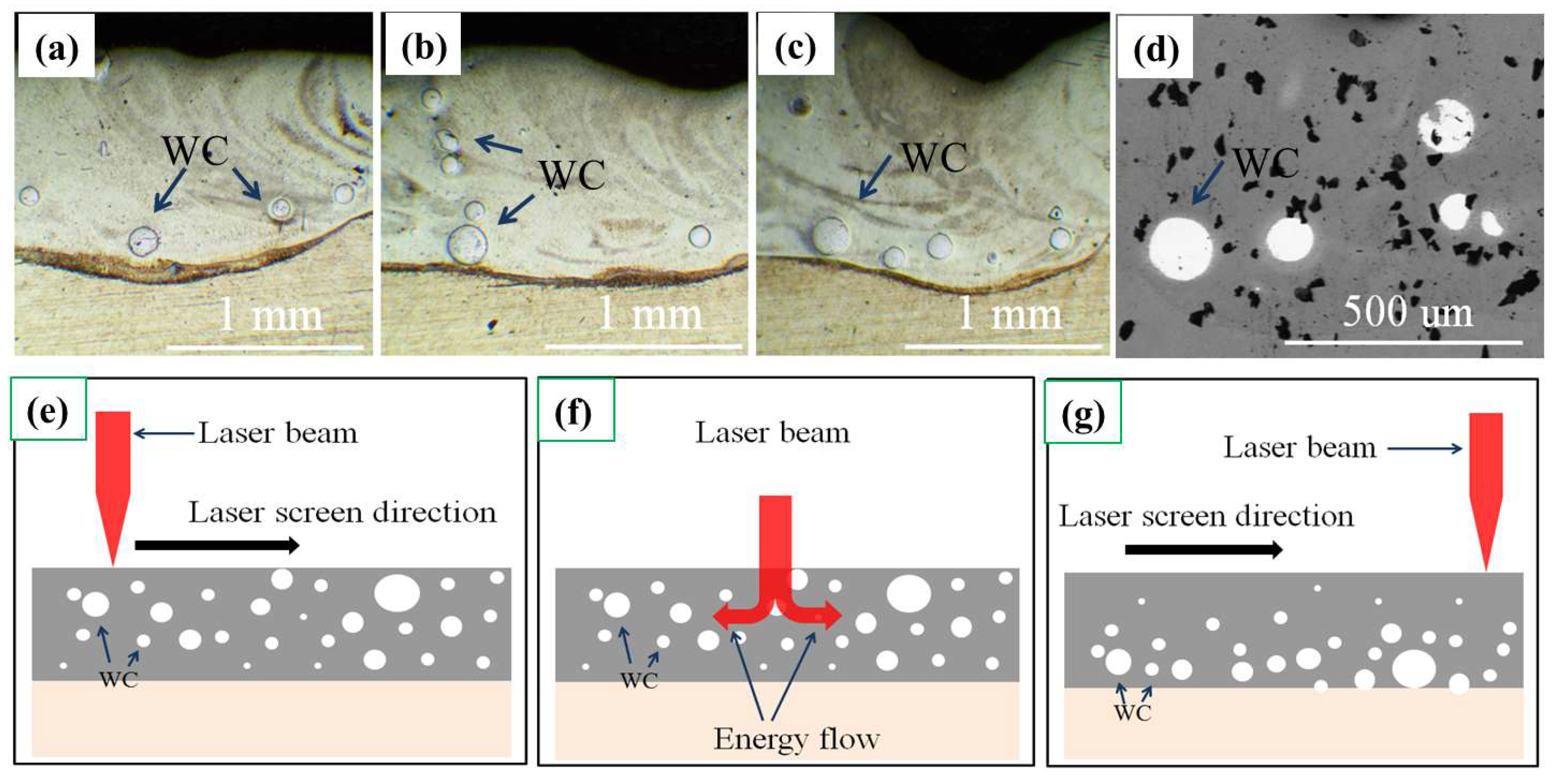
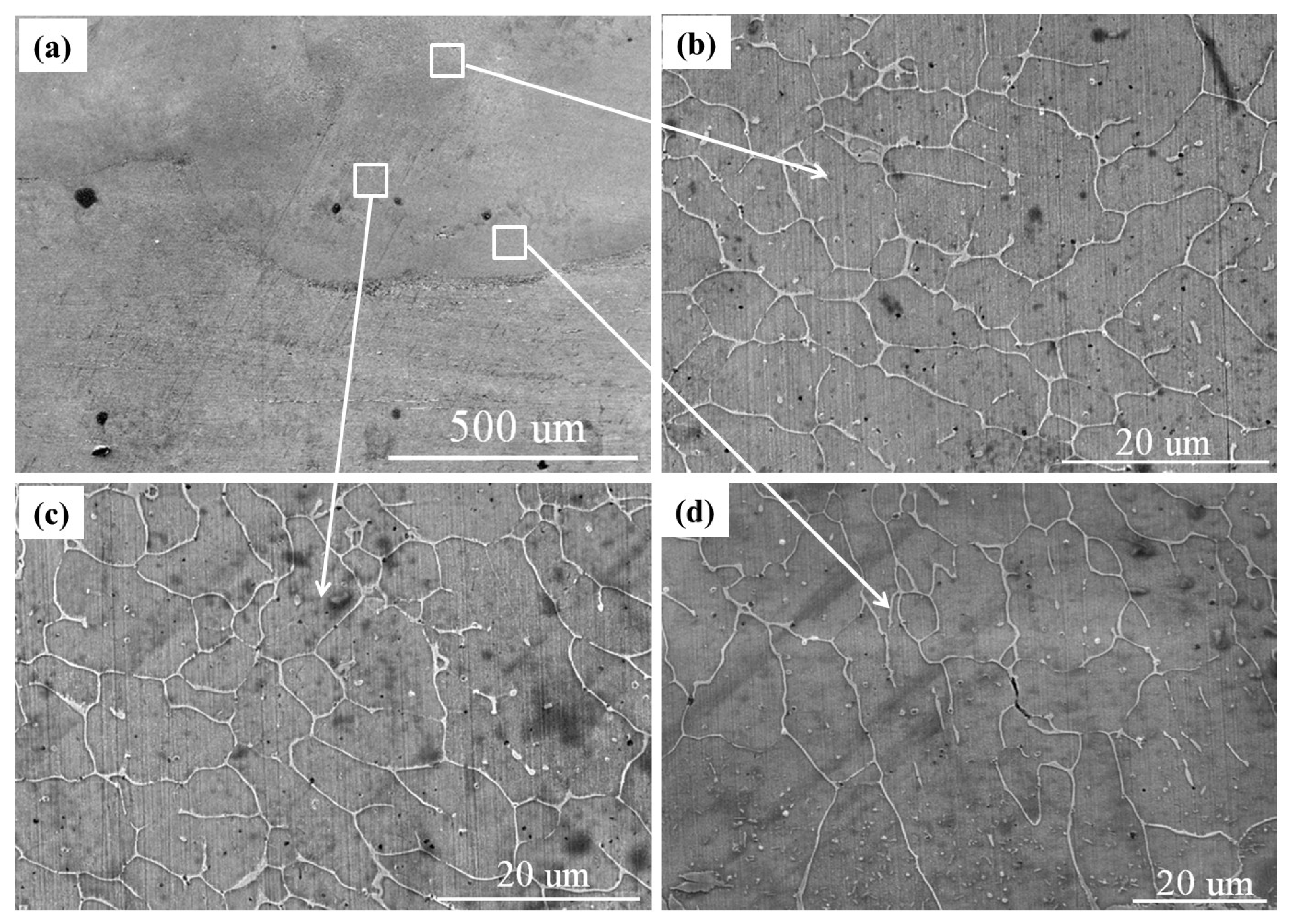
3.1. Morphology of the AlCoCrFeNi HEA Composite Coatings
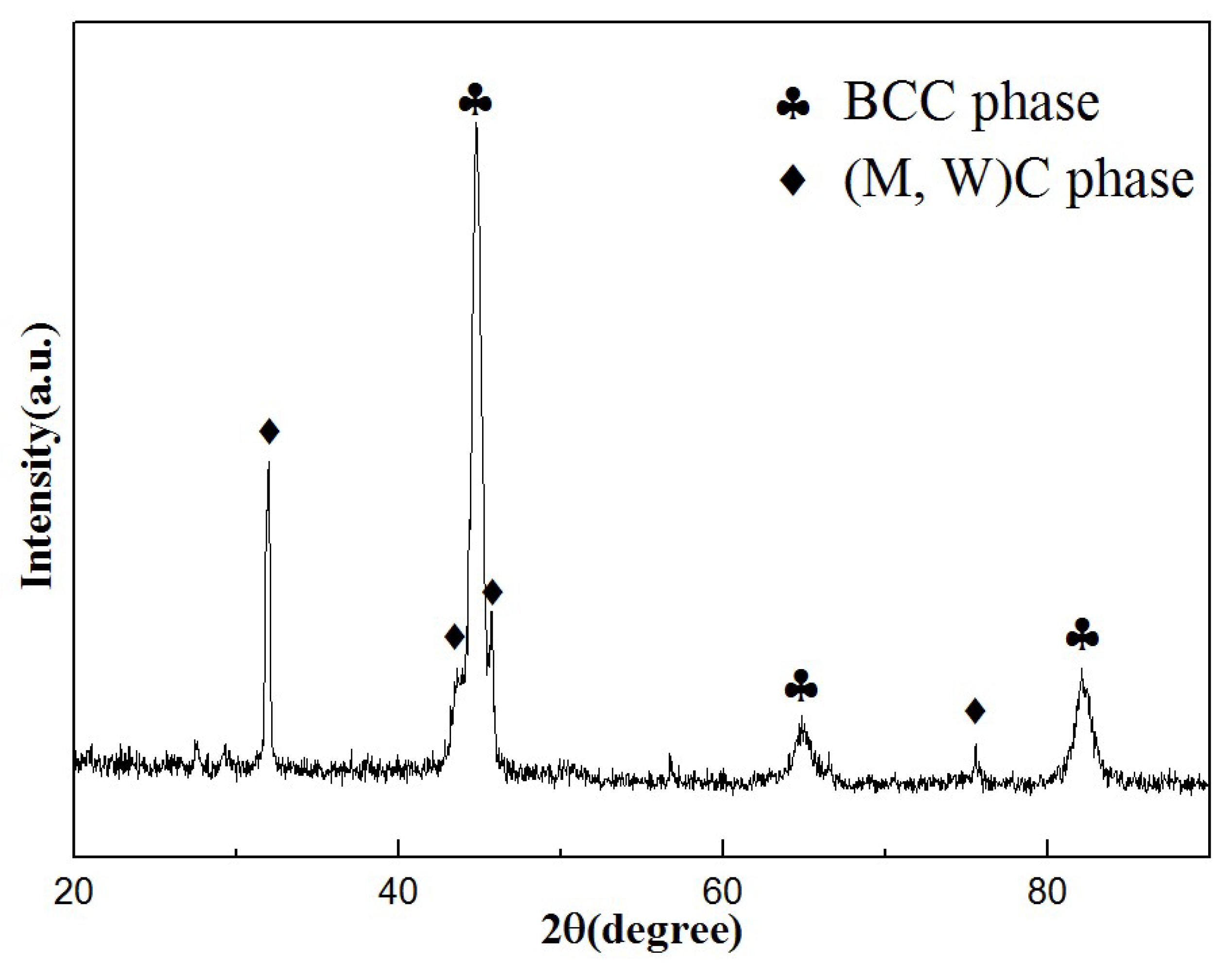
3.2. Phase Composition
3.3. Mechanical Properties of the Cladded Coating
4. Conclusions
- (1)
- The morphology of the HEA composite coating was observed and explained by the differences in the flow and density of matrix in the molten pool and constitutional undercooling criterion.
- (2)
- The diffraction peaks with the highest intensity were identified as the solid solution, with a BCC phase as the major constituent, while the remaining diffraction peaks were identified as some metal carbides and WC.
- (3)
- The microhardnesses of the HAZ and HEA/WC coating were 1.5 times and 3 times that of the 316Lss substrate, respectively. The main reasons for this are the grain refinement strengthening and solid solution hardening.
- (4)
- In the electrochemical experiments, compared with the 316Lss substrate (Ecorr = −0.705 V and Icorr = 8.184 × 10−7), the HEA/WC coating had a higher positive corrosion potential (Ecorr = −0.633 V) and a lower corrosion current density (Icorr = 5.921 × 10−8), which indicates that the corrosion resistance of the 316Lss was enhanced by the HEA/WC composite cladded coating.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T. Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and Outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Cantor, B.; Chang, I.T.; Knight, H.P.; Vincent, A.J.B. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Zhang, H.; He, Y.Z.; Pan, Y.; Guo, S. Thermally stable laser cladded CoCrCuFeNi high-entropy alloy coating with low stacking fault energy. J. Alloys Compd. 2014, 600, 210–214. [Google Scholar] [CrossRef]
- Joseph, J.; Haghdadi, N.; Shamlaye, K.; Hodgson, P.; Barnett, M.; Fabijanic, D. The sliding wear behaviour of CoCrFeMnNi and AlxCoCrFeNi high entropy alloys at elevated temperatures. Wear 2019, 428–429, 32–44. [Google Scholar] [CrossRef]
- Wang, C.; Li, T.; Liao, Y.; Li, C.; Jang, J.S.; Hsueh, C. Hardness and strength enhancements of CoCrFeMnNi high-entropy alloy with Nd doping. Mater. Sci. Eng. 2019, 764, 138192. [Google Scholar] [CrossRef]
- Butler, T.M.; Weaver, M.L. Oxidation behavior of arc melted AlCoCrFeNi multi- component high-entropy alloys. J. Alloys Compd. 2016, 674, 229–244. [Google Scholar] [CrossRef]
- Yue, T.M.; Zhang, H. Laser cladding of FeCoNiCrAlCuxSi0.5 high entropy alloys on AZ31 Mg alloy substrates. Mater. Res. Innovat. 2014, 18, 624–628. [Google Scholar] [CrossRef]
- Tian, Q.W.; Zhang, G.J.; Yin, K.X.; Wang, W.W.; Cheng, W.L.; Wang, Y.N. The strengthening effects of relatively lightweight AlCoCrFeNi high entropy alloy. Mater. Charact. 2019, 151, 302–309. [Google Scholar] [CrossRef]
- Zhang, S.; Wu, C.L.; Zhang, C.H.; Guan, M.; Tan, J.Z. Laser surface alloying of FeCoCrAlNi high-entropy alloy on 304 stainless steel to enhance corrosion and cavitation erosion resistance. Opt. Laser Technol. 2016, 84, 23–31. [Google Scholar] [CrossRef]
- Cai, Z.; Cui, X.; Liu, Z.; Li, Y.; Dong, M.; Jin, G. Microstructure and wear resistance of laser cladded Ni-Cr-Co-Ti-V high-entropy alloy coating after laser remelting processing. Opt. Laser Technol. 2018, 99, 276–281. [Google Scholar] [CrossRef]
- Gunen, A.; Lindner, T.; Karakas, M.S. Effect of the boriding environment on the wear response of laser-clad AlCoCrFeNi HEA coatings. Surf. Coat. Technol. 2022, 29, 128830. [Google Scholar] [CrossRef]
- Guo, W.M.; Ding, N.; Liu, G.Q. Microstructure evolution of a multi-track AlCoCrFeNi HEA coatings fabricated by laser cladding. Mater. Charact. 2022, 184, 111660. [Google Scholar] [CrossRef]
- Chong, Z.Z.; Sun, Y.N.; Cheng, W.J. Laser remelting induces grain refinement and properties enhancement in high-speed laser cladding AlCoCrFeNi HEA coatings. Intermetallics 2022, 150, 107686. [Google Scholar] [CrossRef]
- Li, Y.T.; Wang, K.M.; Fu, H.G. Microstructure and wear resistance of in-situ TiC reinforced AlCoCrFeNi-based coatings by laser cladding. Appl. Surf. Sci. 2022, 585, 152703. [Google Scholar] [CrossRef]
- Li, X.F.; Feng, Y.H. Influence of NbC particles on microstructure and mechanical properties of AlCoCrFeNi HEA coatings prepared by laser cladding. J. Alloys Compd. 2019, 788, 485–494. [Google Scholar] [CrossRef]
- Lv, J.P.; Wu, Y.P.; Hong, S. Effects of WC addition on the erosion behavior of high-velocity oxygen fuel sprayed AlCoCrFeNi HEA coatings. Ceram. Int. 2022, 48, 18502–18512. [Google Scholar] [CrossRef]
- Maurizi Enrici, T.; Dedry, O.; Boschini, F.; Tchuindjang, J.T.; Mertens, A. Microstructural and Thermal Characterization of 316L+WC Composite Coatings obtained by Laser Cladding. Adv. Eng. Mater. 2020, 22, 2000291. [Google Scholar] [CrossRef]
- Sheng, Z.; Yong, X.; Bang, L. Effect of laser remelting on microstructure and properties of WC reinforced Fe-based amorphous composite coatings by laser cladding. Opt. Laser Technol. 2018, 103, 8–16. [Google Scholar]
- Guo, L.; Xiao, S.H.; Yang, Z. Multi-objective optimization of coating properties and cladding efficiency in 316L/WC composite laser cladding based on grey relational analysis. Int. Commun. Heat Mass Transf. 2021, 112, 1449–1459. [Google Scholar]
- Mohammad, E.; Hassan, A.-P.; Hamidreza, M.-S. Kinetics and oxidation behavior of laser clad WC-Co and Ni/WC-Co coatings. Ceram. Int. 2018, 44, 12805–12814. [Google Scholar]
- Rutter, J.W.; Chalmers, B. A prismatic substructure formed during solidification of metals. Can. J. Phys. 1953, 31, 15–39. [Google Scholar] [CrossRef]
- Peng, Y.B.; Zhang, W.; Li, T.C. Microstructures and mechanical properties of FeCoCrNi high entropy alloy/WC reinforcing particles composite coatings prepared by laser cladding and plasma cladding. Int. J. Refract. Met. Hard Mater. 2019, 84, 105044. [Google Scholar] [CrossRef]
- Zhang, P.L.; Chen, J.L.; Cheng, Q.Q. Microstructure and sliding wear behavior of AlCoCrFeNi1-xWCx. Ceram. Int. 2022, 48, 19399–19411. [Google Scholar] [CrossRef]
- Toyserkani, E.; Khajepour, A.; Corbin., S.F. Laser Cladding; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar]
- Yeh, J.W. Alloy design strategies and future trends in high entropy alloy. Met. Mater. Soc. 2013, 65, 1759–1771. [Google Scholar] [CrossRef]
- Zhang, Y.; Zuo, T.T.; Tang, Z. Microstructures and properties of high entropy alloys. Prog. Mater. Sci. 2014, 61, 1–91. [Google Scholar] [CrossRef]
- Shao, J.Y.; Yu, G.; He, X.; Li, S.X.; Chen, R.; Zhao, Y. Grain size evolution under different cooling rate in laser additive manufacturing of superalloy. Opt. Laser. Technol. 2019, 119, 105662. [Google Scholar] [CrossRef] [Green Version]
- Chong, D.; Chao, W.; Chai, L.J. Mechanical and chemical properties of CoCrFeNiMo0.2 high entropy alloy coating fabricated on Ti6Al4V by laser cladding. Intermetallics 2022, 144, 107504. [Google Scholar]
- Zhang, Y.J.; Han, D.; Li, X.W. Impact of short range ordering on the anomalous four-stage strain hardening behavior of low solid-solution hardening Ni-Cr alloys. Mater. Sci. Eng. A 2021, 814, 141193. [Google Scholar] [CrossRef]
- Sha, M.H.; Jia, C.T.; Qiao, J.; Feng, W.Q.; Ai, X.G.; Jing, Y.A.; Shen, M.G.; Li, S.L. Microstructure and properties of high-entropy AlxCoCrFe2.7MoNi alloy coatings prepared by laser cladding. Metals 2019, 9, 1243. [Google Scholar] [CrossRef] [Green Version]
- Xu, W.; Hu, S.W.; Li, W.H. Corrosion monitoring for prestressed concrete cylinder pipe spigot with combined use of Tafel extrapolation and surface acoustic wave methods. Constr. Build. Mater. 2022, 337, 127572. [Google Scholar]
- Hao, Z.W.; Cheng, Y.H.; Yang, J.Y. Microstructure and properties of laser clad Fe-based amorphous alloy coatings containing Nb powder. J. Non-Cryst. Solids 2020, 550, 120351. [Google Scholar]
- Lei, J.B.; Shi, C.; Zhou, S.F. Enhanced corrosion and wear resistance properties of carbon fiber reinforced Ni-based composite coating by laser cladding. Surf. Coat. Technol. 2018, 334, 274–285. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Ni | Mn | Mo | Si | Fe |
|---|---|---|---|---|---|
| 17 | 12 | 2 | 2.5 | 1.5 | 65 |
| Materials | Ecorr (V/SCE) | Icorr (A/cm2) |
|---|---|---|
| WC-10% | −0.633 | 5.921 × 10−8 |
| WC-0% | −0.660 | 1.763 × 10−7 |
| 316Lss | −0.705 | 8.184 × 10−7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, J.; Zhu, Z.; Li, K.; Shi, W.; Zhao, Y.; He, M. Microstructures and Mechanical Properties of an AlCoCrNiFe HEA/WC Reinforcing Particle Composite Coating Prepared by Laser Cladding. Materials 2022, 15, 8020. https://doi.org/10.3390/ma15228020
Huang J, Zhu Z, Li K, Shi W, Zhao Y, He M. Microstructures and Mechanical Properties of an AlCoCrNiFe HEA/WC Reinforcing Particle Composite Coating Prepared by Laser Cladding. Materials. 2022; 15(22):8020. https://doi.org/10.3390/ma15228020
Chicago/Turabian StyleHuang, Jiang, Zhikai Zhu, Kaiyue Li, Wenqing Shi, Yang Zhao, and Minyi He. 2022. "Microstructures and Mechanical Properties of an AlCoCrNiFe HEA/WC Reinforcing Particle Composite Coating Prepared by Laser Cladding" Materials 15, no. 22: 8020. https://doi.org/10.3390/ma15228020