
Evolution of Microstructures and Mechanical Properties of Nb-V Alloyed Ultra-High Strength Hot Stamping Steel in Austenitizing Process
 ,
,
Abstract
:1. Introduction
2. Materials and Experimental Methods
3. Results and Discussion
3.1. Phase Transition Calculations of Nb-V-Alloyed UHSHSS under Different Hot Stamping Conditions
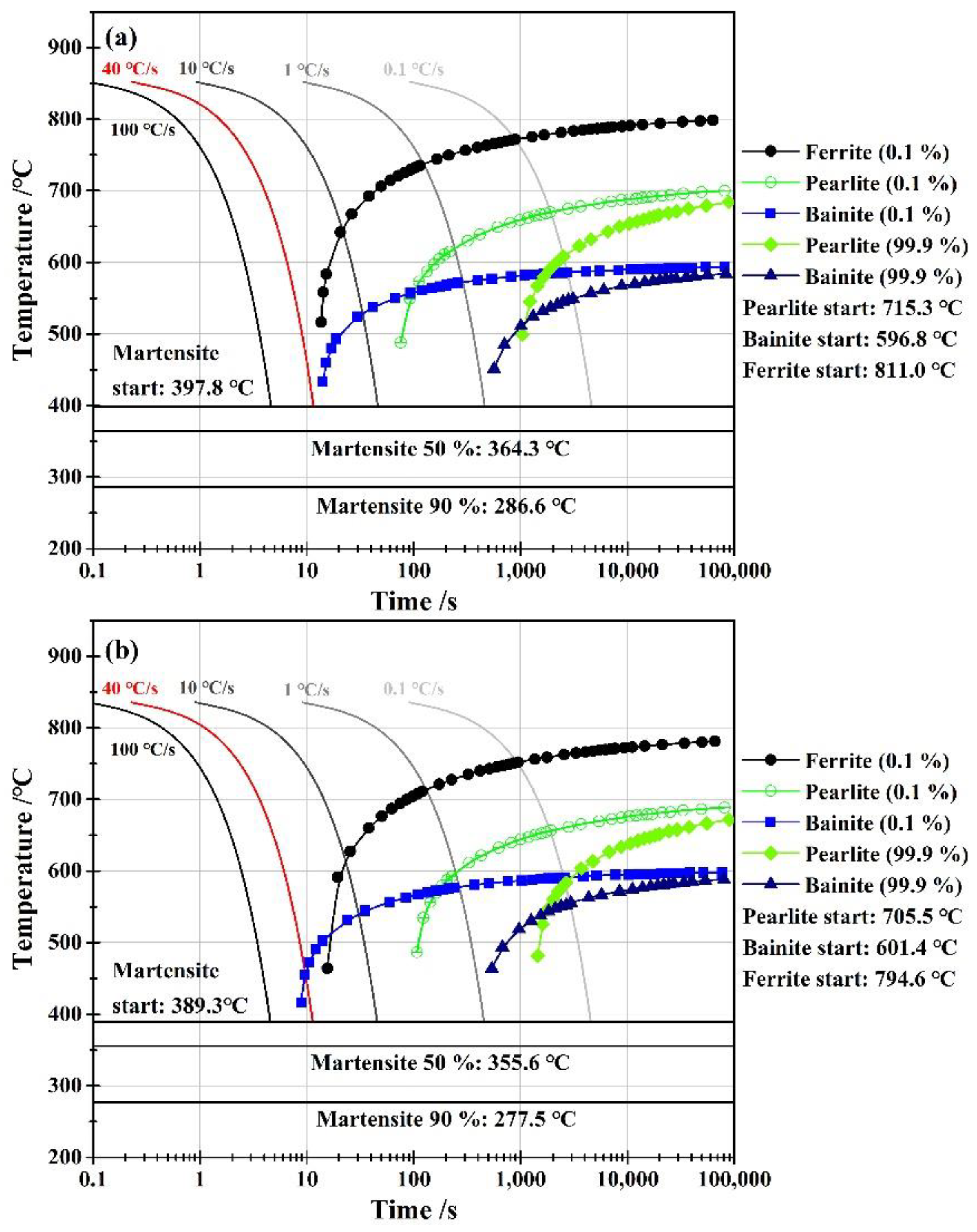
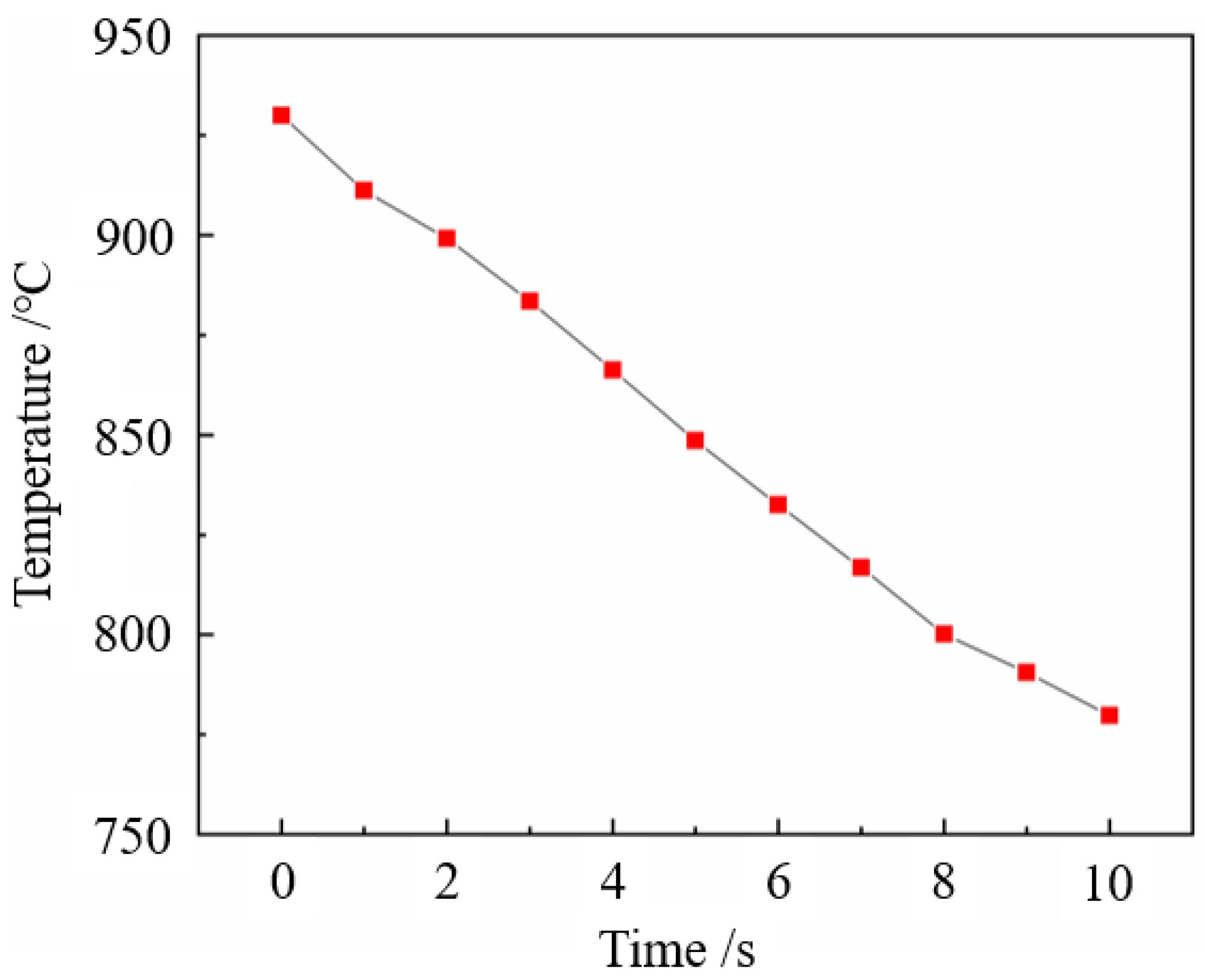
3.1.1. Continuous Phase Transition at Different Cooling Rates
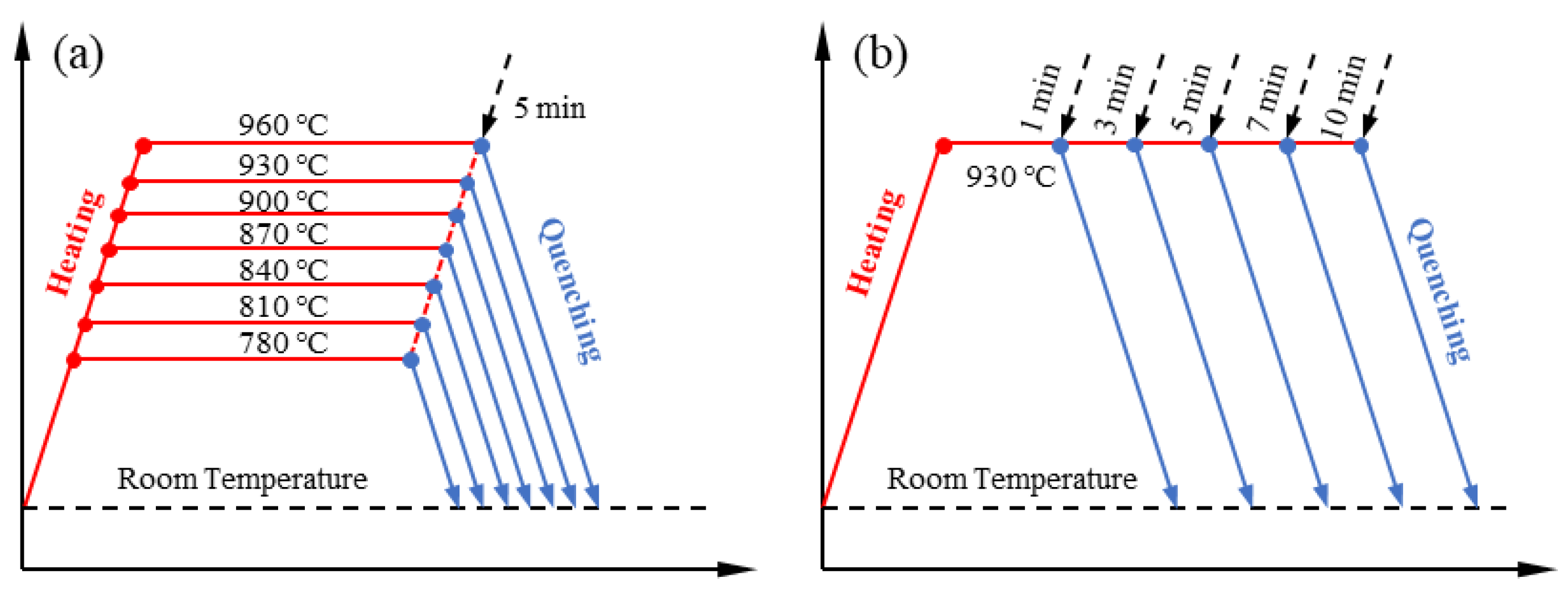
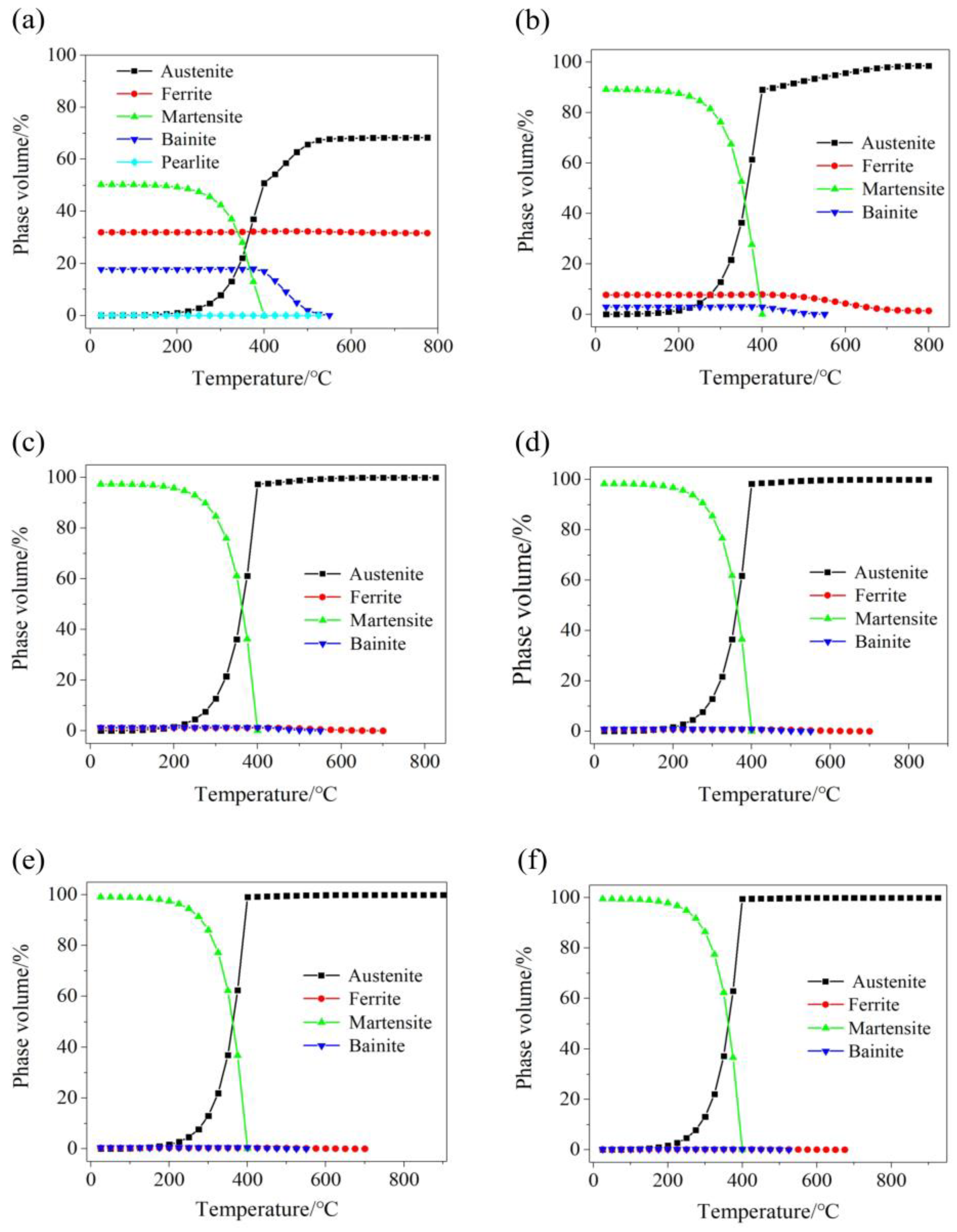
3.1.2. Effect of Austenitizing Temperature on Phase Transition
3.2. Effect of Austenitizing Temperature on the Microstructures and Mechanical Properties of 22MnB5NbV
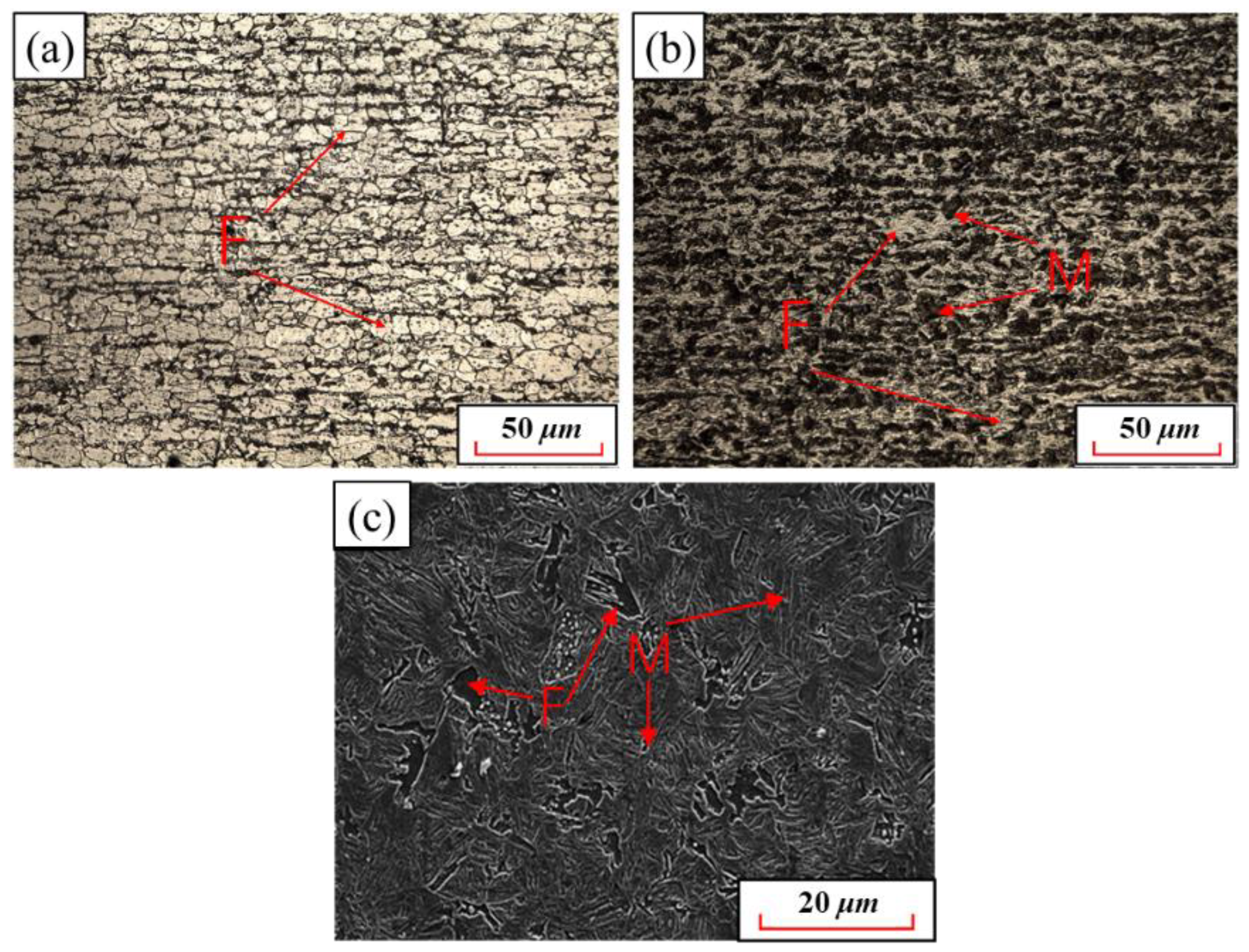
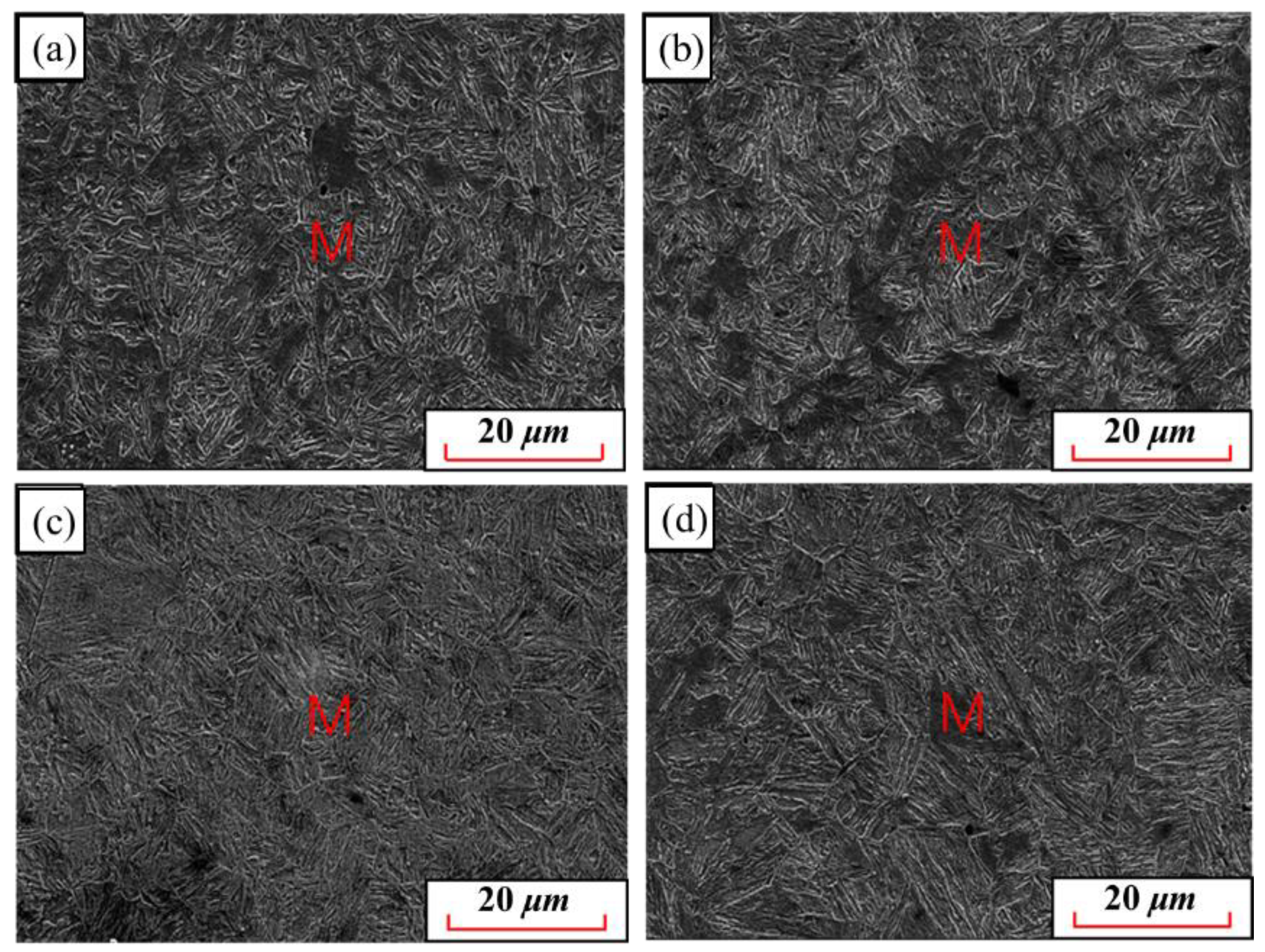
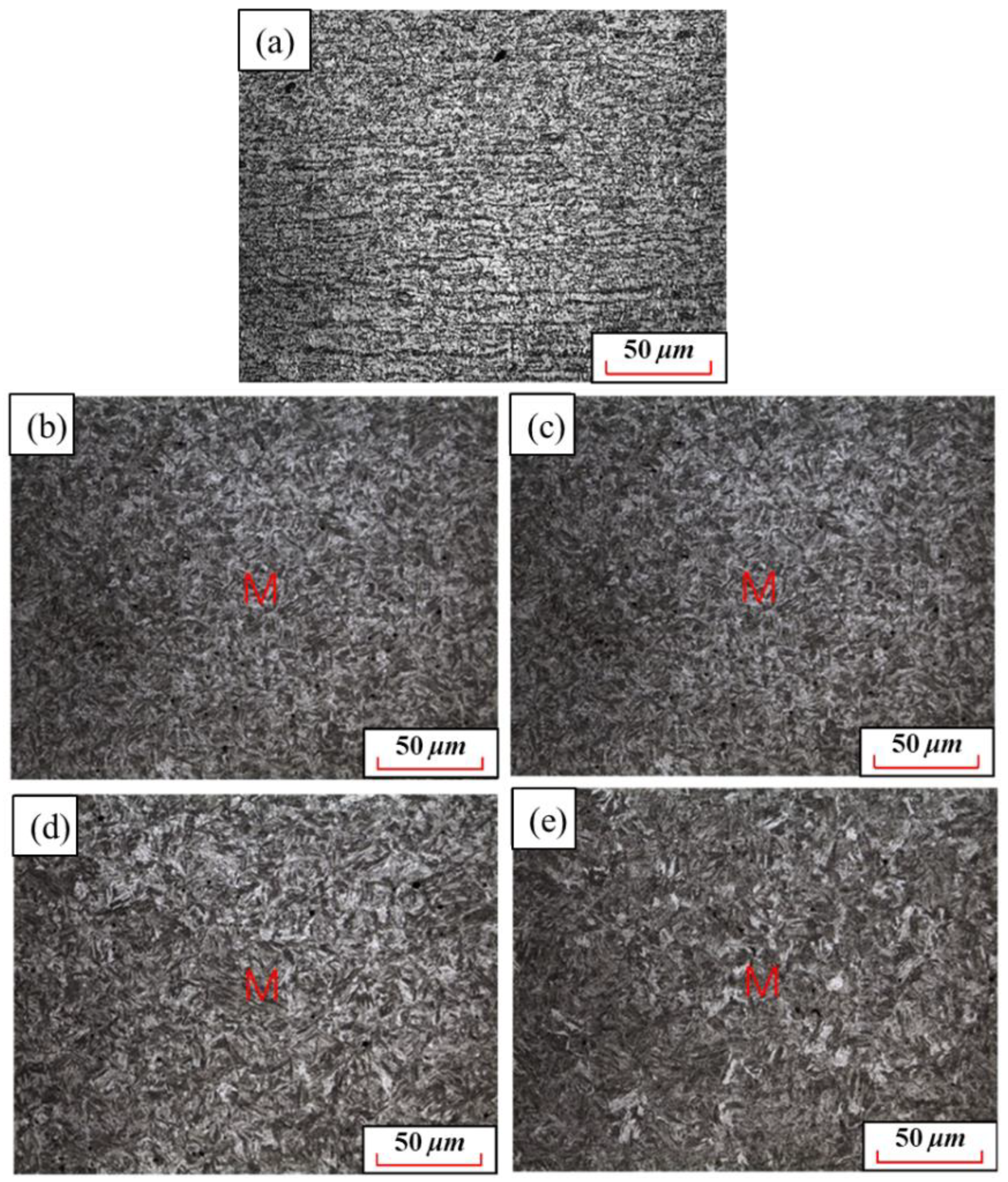
3.2.1. Microstructures at Different Austenitizing Temperatures
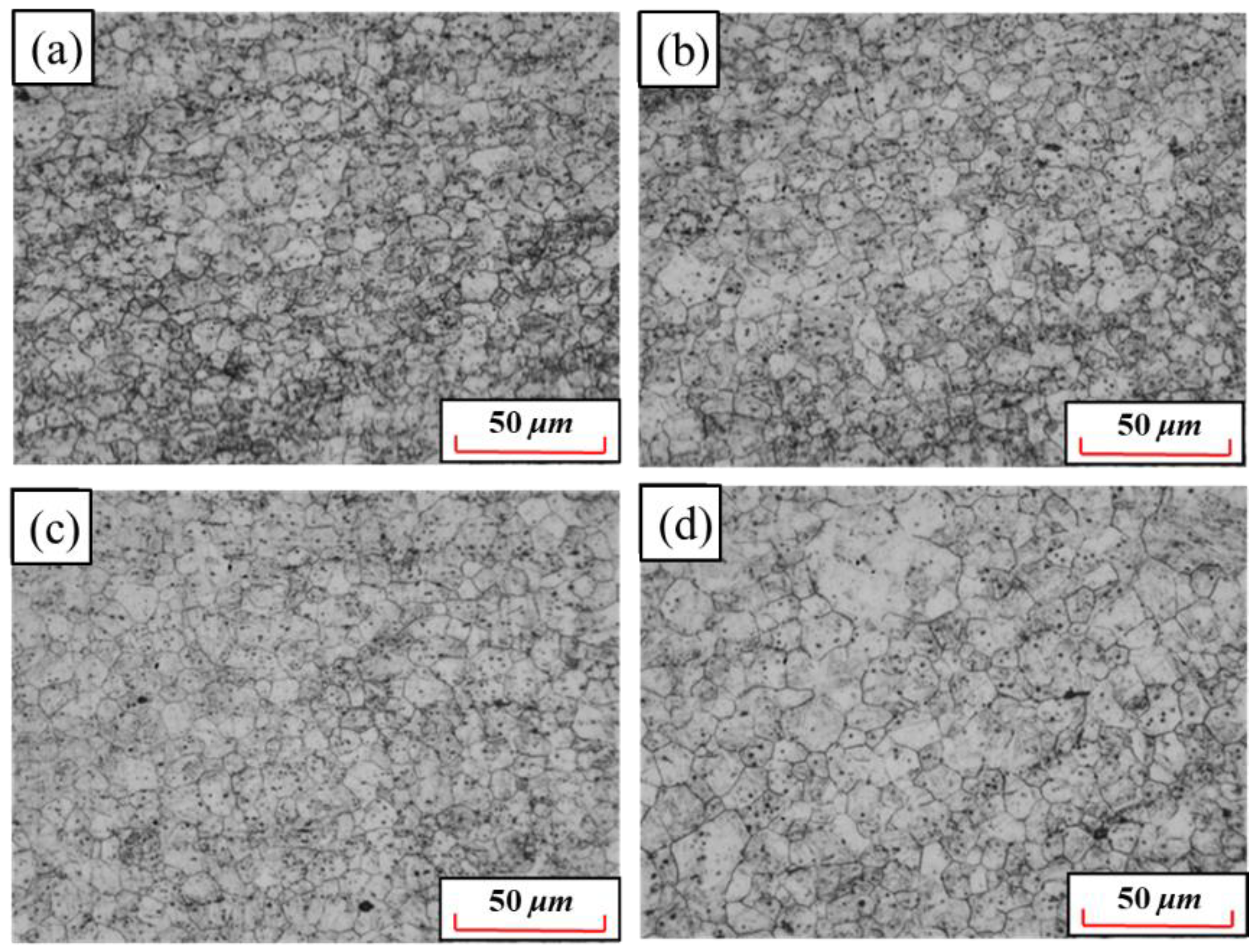
3.2.2. Average Grain Sizes of Austenite at Different Temperatures
3.2.3. Strengths and Elongations at Different Temperatures
3.3. Effect of Holding Time on the Microstructures and Mechanical Properties of 22MnB5NbV
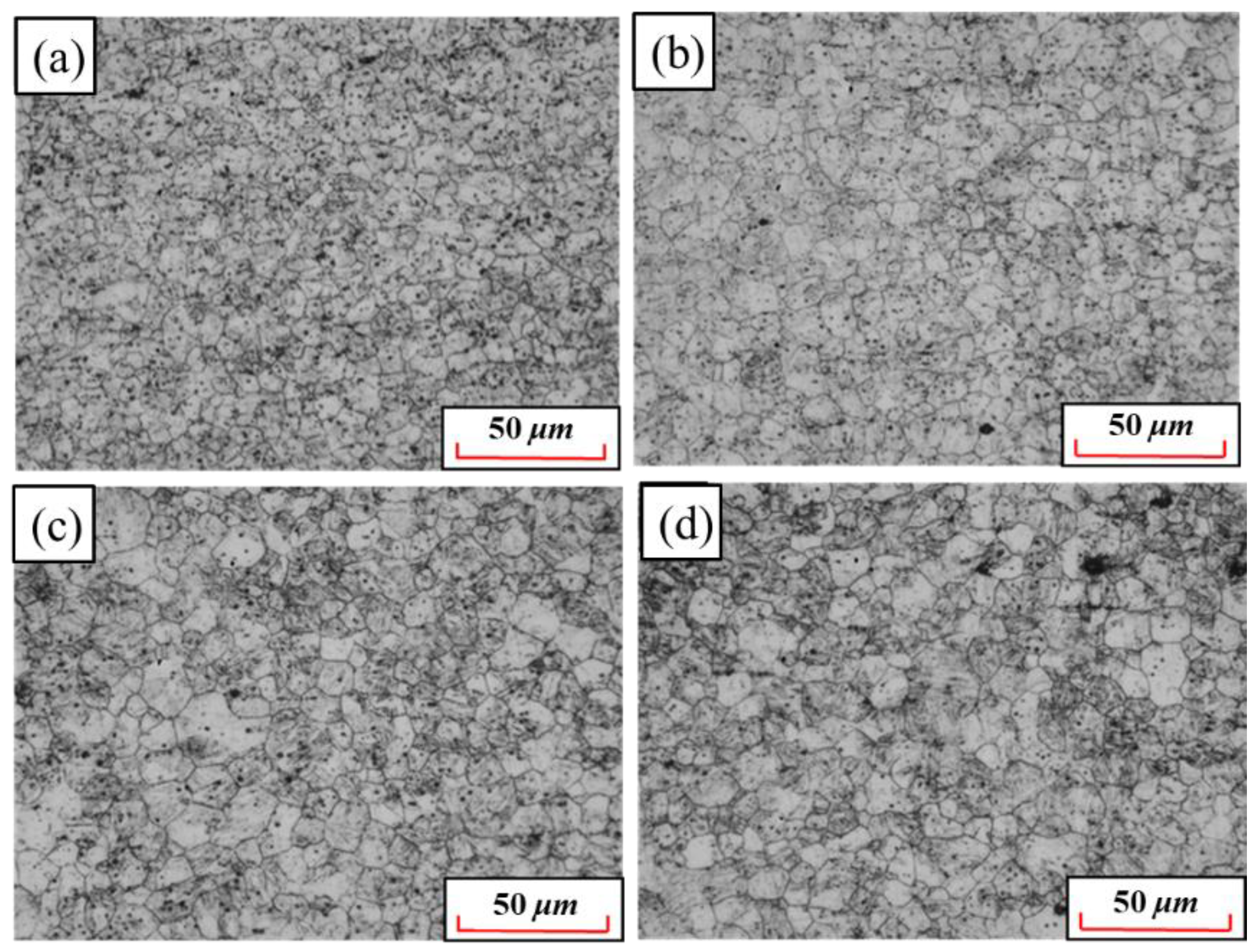
3.3.1. Microstructures after Quenching under Different Holding Time
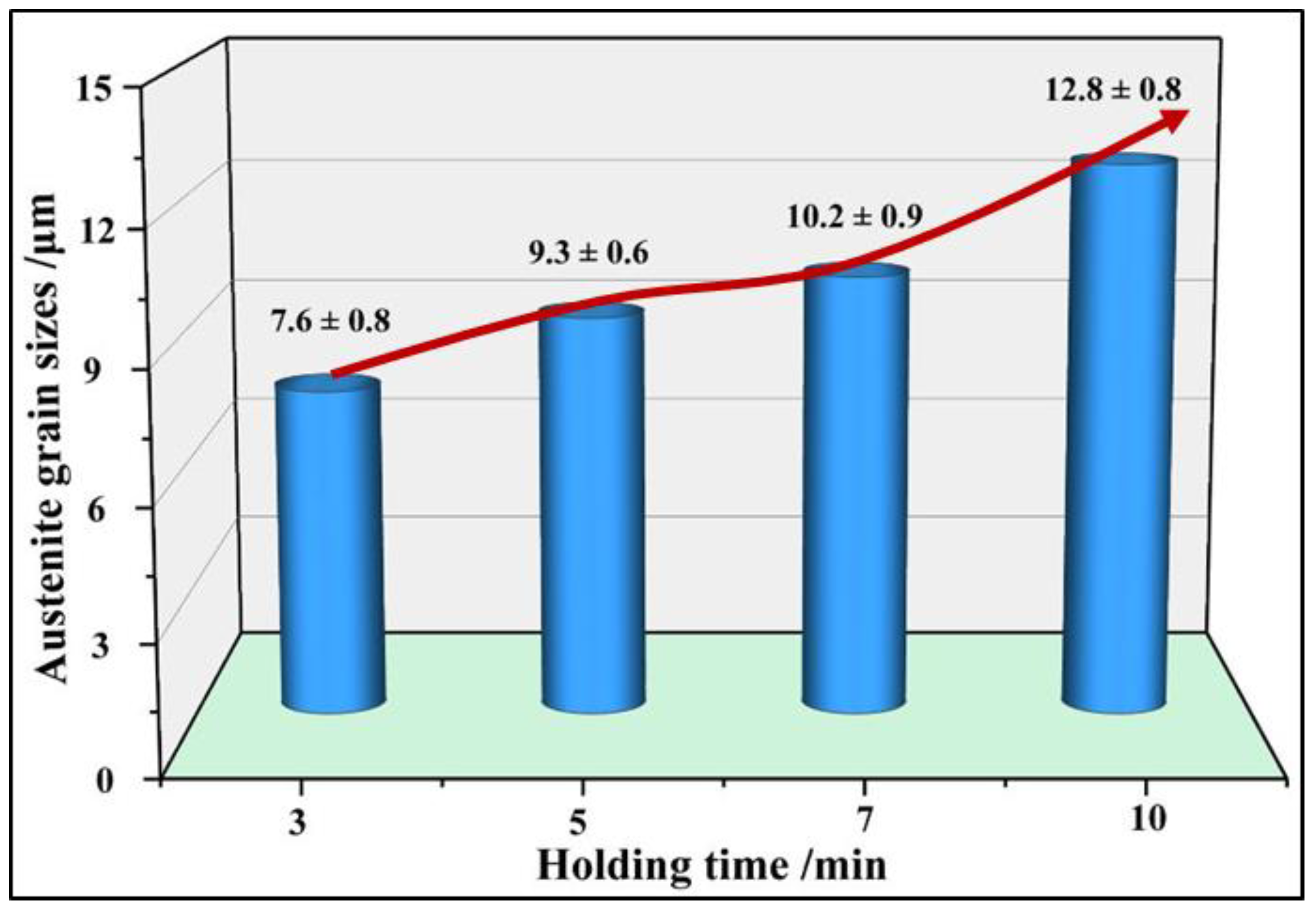
3.3.2. Original Austenite Grain Size at Different Holding Times
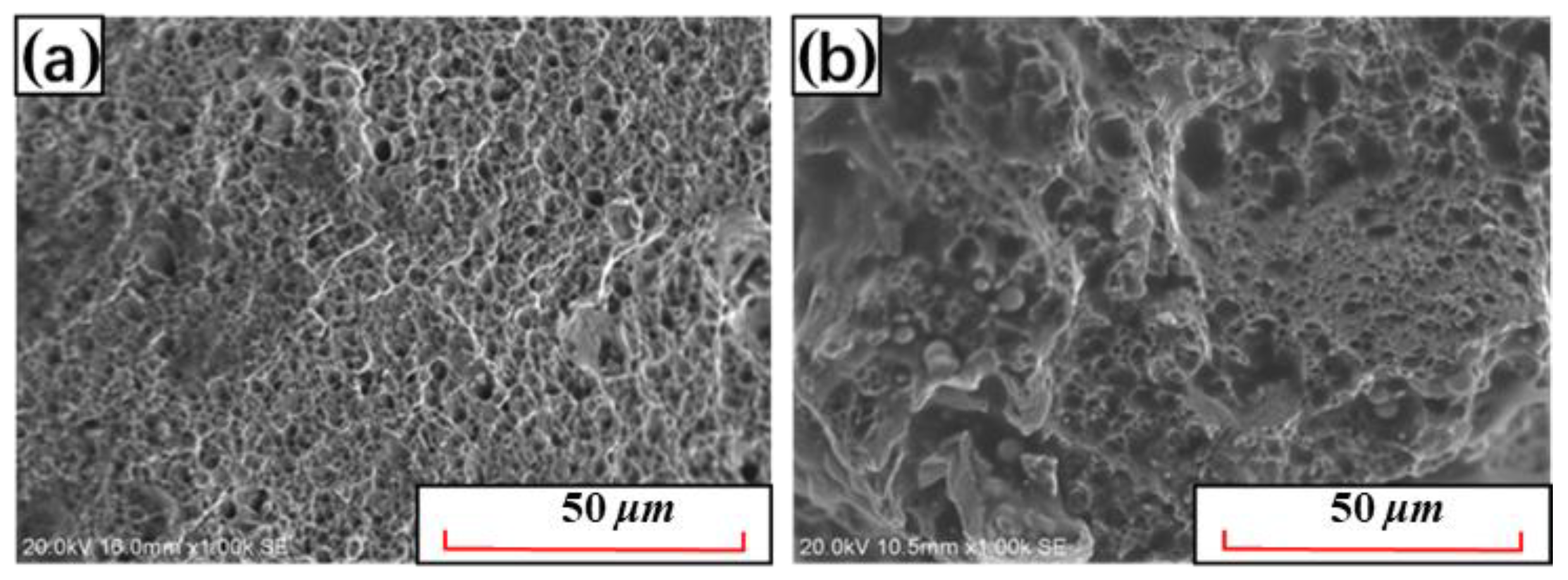
3.3.3. Strengths and Elongations under Different Holding Time
3.4. Effects of Nb and V Alloying on the Strength and Plasticity of UHSHSS
4. Conclusions
- (1)
- The microstructures and grain sizes of 22MnB5NbV gradually become coarse with the increase of austenitizing temperature and holding time. When the austenitizing temperature is at 930 °C and the holding time is 3 min, the average grain size, the tensile strength, elongation and strength-ductility product at room temperature are 7.7 μm, 1570.8 MPa, 6.6% and 10.4 GPa·%, respectively.
- (2)
- The 22MnB5NbV steel can be completely austenitized, while the austenitizing temperature ≥870 °C and the holding time ≥3 min. Based on the comparison of microstructure, grain size and comprehensive properties, combined with production practice, the optimum austenitizing temperature and holding time is 930 °C and 3 min.
- (3)
- The addition of Nb and V elements promotes the formation of nanoscale precipitates on and within the grain boundaries. Under the optimal austenitizing process conditions, the elongation and strength-plastic product of the microalloyed 22MnB5NbV steel increased by ~0.6% and ~1.2 GPa·% compared with the 22MnB5 steel.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, P.Y.; Zhu, L.; Luo, S.Y.; Luo, J.T. Hot stamping forming and finite element simulation of USIBOR1500 high-strength steel. Int. J. Adv. Manuf. Technol. 2019, 103, 3187–3197. [Google Scholar] [CrossRef]
- Yao, S.J.; Feng, L.; Yang, D.L.; Han, D.X.; Liu, Y.; Li, Q.Q.; Guo, J.H.; Chao, B.J. A potential hot stamping process for microstructure optimization of 22MnB5 steels characterized by asymmetric pre-rolling and one-or two-step pre-heating. J. Mater. Process. Technol. 2018, 254, 100. [Google Scholar] [CrossRef]
- Liu, S.; Long, M.J.; Ai, S.Y.; Zhao, Y.; Chen, D.F.; Feng, Y.; Duan, H.M.; Ma, M.T. Evolution of phase transition and mechanical properties of ultra-high strength hot-stamped steel during quenching process. Metals 2020, 10, 138. [Google Scholar] [CrossRef] [Green Version]
- Liu, S.; Long, M.J.; Zhang, S.Y.; Zhao, Y.; Zhao, J.J.; Feng, Y.; Chen, D.F.; Ma, M.T. Study on the prediction of tensile strength and phase transition for ultra-high strength hot stamping steel. J. Mater. Res. Technol. 2020, 9, 14244–14253. [Google Scholar] [CrossRef]
- Shang, X.; Zhou, J.; Zhuo, F.; Luo, Y. Analysis of crack for complex structural parts and simulation optimization during hot forming. Int. J. Adv. Manuf. Technol. 2015, 80, 373–382. [Google Scholar] [CrossRef]
- Eller, T.K.; Greve, L.; Andres, M.; Medricky, M.; Geijselaers, H.J.M.; Meinders, V.T.; van den Boogaard, A.H. Plasticity and fracture modeling of the heat-affected zone in resistance spot welded tailor hardened boron steel. J. Mater. Process. Technol. 2016, 234, 309–322. [Google Scholar] [CrossRef]
- Min, J.Y.; Lin, J.P.; Li, J.Y.; Bao, W.H. Investigation on hot forming limits of high strength steel 22MnB5. Comput. Mater. Sci. 2010, 49, 326–332. [Google Scholar] [CrossRef]
- Çavuşoğlu, O.; Yılmazoğlu, A.G.; Üzel, U.; Aydın, H.; Güral, A. Microstructural features and mechanical properties of 22MnB5 hot stamping steel in different heat treatment conditions. J. Mater. Res. Technol. 2020, 9, 10901–10908. [Google Scholar] [CrossRef]
- Pedraza, J.P.; Landa-Mejia, R.; García-Rincon, O.; Garcia, C.I. The effect of rapid heating and fast cooling on the transformation behavior and mechanical properties of an advanced high strength steel (AHSS). Metals 2019, 9, 545. [Google Scholar] [CrossRef] [Green Version]
- Li, N.; Lin, J.; Balint, D.S.; Dean, T.A. Modelling of austenite formation during heating in boron steel hot stamping processes. J. Mater. Process. Technol. 2016, 237, 394–401. [Google Scholar] [CrossRef]
- Wang, W.R.; Zhang, L.; Guo, M.X.; Huang, L.; Wei, X.C. Non-isothermal deformation behavior and FE simulation of ultrahigh strength BR1500HS steel in hot stamping process. Int. J. Adv. Manuf. Technol. 2016, 87, 2951–2965. [Google Scholar] [CrossRef]
- Quan, G.Z.; An, C.; Qiu, H.M.; Zhang, L.; Wang, X. Influence factors of non-uniform phase transformation in hot stamping process of ultra-high-strength steel sheet. Int. J. Precis. Eng. Man. 2019, 20, 1169–1183. [Google Scholar] [CrossRef]
- Khalaj, G.; Azimzadegan, T.; Khoeini, M.; Etaat, M. Artificial neural networks application to predict the ultimate tensile strength of X70 pipeline steels. Neural Comput. Appl. 2013, 23, 2301–2308. [Google Scholar] [CrossRef]
- Quan, G.Z.; Yu, Y.Z.; Zhang, Y.; Zhang, Y.Q.; Xiong, W. A tailored preparation method of variable strength for ultra-high-strength steel sheet and mapping mechanism between process and property. Materials 2022, 15, 6620. [Google Scholar] [CrossRef]
- Jiang, C.; Shan, Z.D.; Zhuang, B.L.; Rong, W.J.; Zhang, M. Microstructure and properties of hot stamping 22MnB5 steel. Trans. Mater. Heat. Treat. 2012, 33, 78–81. [Google Scholar]
- Mu, Y.H.; Wang, B.Y.; Zhou, J.; Huang, X.; Li, J.L. Influences of hot stamping parameters on mechanical properties and microstructure of 30MnB5 and 22MnB5 quenched in flat die. J. Cent. South. Univ. 2018, 25, 736–746. [Google Scholar] [CrossRef]
- Kong, L.; Peng, Y. In situ observation on microstructure evolution of 22MnB5 in hot stamping process. Metall. Res. Technol. 2019, 116, 209. [Google Scholar] [CrossRef] [Green Version]
- Zhou, J.; Wang, B.Y.; Huang, M.D.; Cui, D. Effect of hot stamping parameters on the mechanical properties and microstructure of cold-rolled 22MnB5 steel strips. Int. J. Miner. Metall. Mater. 2014, 21, 544–555. [Google Scholar] [CrossRef]
- Zhang, J.W.; Cao, Y.G.; Zhang, C.G.; Li, Z.D.; Wang, W.X. Effect of Nb addition on microstructure and mechanical properties of 25CrNiMoV (DZ2) steel for high-speed railway axles. J. Iron Steel Res. Int. 2022, 29, 802–809. [Google Scholar] [CrossRef]
- Lei, M.; Hui, W.J.; Wang, J.J.; Zhang, Y.J.; Zhao, X.L. Microstructure and mechanical properties of hot-rolled V-microalloyed Al-containing medium-Mn steel. J. Iron Steel Res. Int. 2020, 27, 537–548. [Google Scholar] [CrossRef]
- Liu, A.M.; Feng, Y.; Zhao, Y.; Ma, M.T.; Lu, H.Z. Effect of niobium and vanadium micro-alloying on microstructure and property of 22MnB5 hot press forming steel. Mat. Mech. Eng. 2019, 43, 34–37. [Google Scholar]
- Jian, B.; Wang, L.; Mohrbacher, H.; Lu, H.Z.; Wang, W.J. Development of niobium alloyed press hardening steel with improved properties for crash performance. Adv. Mat. Res. 2015, 1063, 7–20. [Google Scholar] [CrossRef]
- Guo, H.; Yang, S.F.; Wang, T.T.; Yuan, H.; Zhang, Y.L.; Li, J.S. Microstructure evolution and acicular ferrite nucleation in inclusion-engineered steel with modified MgO@ C nanoparticle addition. J. Mater. Sci. Technol. 2022, 99, 277–287. [Google Scholar] [CrossRef]
- Zhang, S.C.; Yu, J.T.; Li, H.B.; Jiang, Z.H.; Geng, Y.F.; Feng, H.; Zhang, B.B.; Zhu, H.C. Refinement mechanism of cerium addition on solidification structure and sigma phase of super austenitic stainless steel S32654. J. Mater. Sci. Technol. 2022, 102, 105–114. [Google Scholar] [CrossRef]
- Liang, J.T.; Lu, H.Z.; Zhang, L.L.; Li, F.; Cao, R.H.; Kun, L.; Pan, H.; Teng, H.X.; Li, X.T.; Guo, A.M.; et al. A 2000 MPa grade Nb bearing hot stamping steel with ultra-high yield strength. Mater. Sci. Eng. A 2021, 801, 140419. [Google Scholar] [CrossRef]
- Lin, L.; Li, B.S.; Zhu, G.M.; Kang, Y.L.; Liu, R.D. Effects of Nb on the microstructure and mechanical properties of 38MnB5 steel. Int. J. Miner. Metall. Mater. 2018, 25, 1181–1190. [Google Scholar] [CrossRef]
- Abdulhay, B.; Bourouga, B.; Dessain, C. Experimental and theoretical study of thermal aspects of the hot stamping process. Appl. Therm. Eng. 2011, 31, 674–685. [Google Scholar] [CrossRef]
- Potdar, B.; Graff, S.; Kiefer, B. Numerical analysis and experimental validation of the thermo-mechanical flow behaviour of the hot stamping steel MBW® 1500. Key Eng. Mater. 2015, 639, 213–220. [Google Scholar] [CrossRef]
- Liu, T.; Long, M.J.; Chen, D.F.; Duan, H.M.; Gui, L.T.; Yu, S.; Cao, J.S.; Chen, H.B.; Fan, H.L. Effect of coarse TiN inclusions and microstructure on impact toughness fluctuation in Ti microalloyed steel. J. Iron Steel Res. Int. 2018, 25, 1043–1053. [Google Scholar] [CrossRef]
- Khalaj, G.; Nazari, A.; Pouraliakbar, H. Prediction of martensite fraction of microalloyed steel by artificial neural networks. Neural Netw. World 2013, 23, 117–130. [Google Scholar] [CrossRef] [Green Version]
- Khalaj, G.; Yoozbashizadeh, H.; Khodabandeh, A.; Tamizifar, M. Austenite grain growth modelling in weld heat affected zone of Nb/Ti microalloyed linepipe steel. Mater. Sci. Technol. 2014, 30, 424–433. [Google Scholar] [CrossRef]
- Zhang, S.Q.; Huang, Y.H.; Sun, B.T.; Liao, Q.L.; Hu, H.Z.; Jian, B.; Mohrbacher, H.; Zhang, W.; Guo, A.M.; Zhang, Y. Effect of Nb on hydrogen-induced delayed fracture in high strength hot stamping steels. Mater. Sci. Eng. A 2015, 626, 136–143. [Google Scholar] [CrossRef]
- Wan, X.L.; Wu, K.M.; Huang, G.; Wei, R.; Cheng, L. In situ observation of austenite grain growth behavior in the simulated coarse-grained heat-affected zone of Ti-microalloyed steels. Int. J. Miner Metall. Mater. 2014, 21, 878–885. [Google Scholar] [CrossRef] [Green Version]
- Liu, T.; Chen, D.F.; Long, M.J.; Liu, P.; Duan, H.M.; Gui, L.T.; Fan, H.L.; Chen, H.B. Control of coarse precipitates of titanium nitride in high-strength low-alloy steel. Met. Sci. Heat. Treat. 2020, 61, 534–542. [Google Scholar] [CrossRef]
- Liu, D.L.; Fu, J.; Kang, Y.L.; Huo, X.D.; Wang, Y.L.; Chen, N.J.; Wang, Z.B.; Li, L.J. Oxide and sulfide dispersive precipitation and effects on microstructure and properties of low carbon steels. J. Mater. Sci. Technol. 2002, 18, 5–9. [Google Scholar]
- Han, R.; Liu, H.X.; Wei, W.C.; Wang, M.Q.; Shi, J. Precipitates and their strengthening in Ti-V-Mo microalloyed 22MnB5 steel. Iron Steel. 2022, 57, 127–138. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Si | Mn | P | S | Al | Cr | B | Ti | Nb | V | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 22MnB5NbV | 0.24 | 0.23 | 1.24 | 0.013 | 0.002 | 0.04 | 0.16 | 0.003 | 0.040 | 0.04 | 0.042 | balance |
| 22MnB5 | 0.23 | 0.34 | 1.47 | 0.010 | 0.003 | 0.04 | 0.18 | 0.002 | 0.040 | / | / | balance |
| Steel | Tensile Strength/MPa | Yield Strength/MPa | Elongation/% | Strength-Ductility Product/GPa·% |
|---|---|---|---|---|
| 22MnB5NbV | 1570.8 ± 10.3 | 1076.8 ± 8.3 | 6.6 ± 0.1 | 10.4 ± 0.2 |
| 22MnB5 | 1538.7 ± 11.1 | 1031.0 ± 9.6 | 6.0 ± 0.1 | 9.2 ± 0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, S.; Ai, S.; Long, M.; Feng, Y.; Zhao, J.; Zhao, Y.; Gao, X.; Chen, D.; Ma, M. Evolution of Microstructures and Mechanical Properties of Nb-V Alloyed Ultra-High Strength Hot Stamping Steel in Austenitizing Process. Materials 2022, 15, 8197. https://doi.org/10.3390/ma15228197
Liu S, Ai S, Long M, Feng Y, Zhao J, Zhao Y, Gao X, Chen D, Ma M. Evolution of Microstructures and Mechanical Properties of Nb-V Alloyed Ultra-High Strength Hot Stamping Steel in Austenitizing Process. Materials. 2022; 15(22):8197. https://doi.org/10.3390/ma15228197
Chicago/Turabian StyleLiu, Shuang, Songyuan Ai, Mujun Long, Yi Feng, Jingjun Zhao, Yan Zhao, Xiang Gao, Dengfu Chen, and Mingtu Ma. 2022. "Evolution of Microstructures and Mechanical Properties of Nb-V Alloyed Ultra-High Strength Hot Stamping Steel in Austenitizing Process" Materials 15, no. 22: 8197. https://doi.org/10.3390/ma15228197