
Alloy Design and Fabrication of Duplex Titanium-Based Alloys by Spark Plasma Sintering for Biomedical Implant Applications



Abstract
:1. Introduction
2. Materials and Methods
2.1. Alloy Design and Fabrication
2.2. Microstructural Characterization and Phase Constituent Analysis of the Prepared Alloys
2.3. Mechanical Characterization of the Alloys
3. Results and Discussion
3.1. Evaluation of Density of the Prepared Alloys
3.2. Microstructural Characterization and Phase Constituent Analysis of the Prepared Alloys
3.3. Mechanical Characterization of the Prepared Alloys
4. Conclusions
- The addition of Sn coupled with an advanced high spark plasma sintering process resulted in the production of a fully consolidated structure. The relative density of all of the prepared specimens was above 99% after the sintering process. The increase in the relative density and the overall smaller pore size of the prepared alloys could have resulted from the higher driving force that comes from the effect of the initial fine powder size of the alloying elemental powders.
- As expected, optical microscopic observations revealed that the addition of Sn in amounts from 4 to 8 wt.% markedly increased the volume fraction of the α phase in the matrix because Sn is considered to be an α-stabilizing element.
- Among all of the developed alloys, typically, Alloy-4 exhibited much higher hardness than its presently studied counterparts. Among the prepared alloys, Ti-15Zr-2Ta-8Sn exhibited the highest hardness (~340 HV). The hardness value obtained in this research study might be lower than in the literature but is still higher than bone hardness, with HV = 143.6 ± 19.
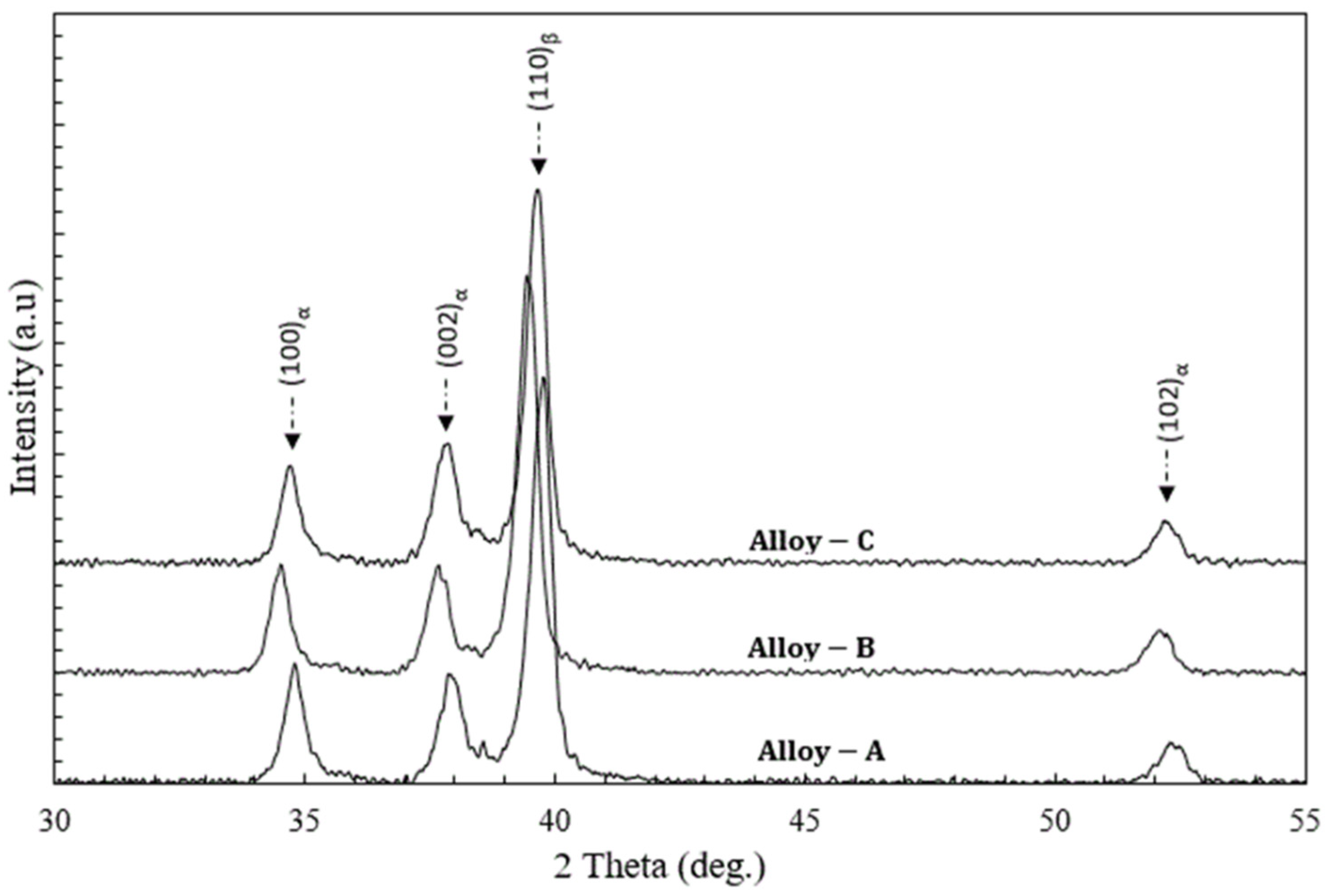
- Phase constituent analysis by XRD analysis revealed two phases (α + β) of the titanium alloy, which is consistent with our theoretical calculations. All of the prepared alloys have mostly alpha-phase peaks, and a β phase is also evident in XRD profiles. The formation of the α phase is related to the composition of the alloys. The α phase is formed during cooling from the temperature range of β-phase stability.
- The increase in the hardness of the alloys is mainly due to the solute strengthening of the α phase caused by a higher concentration of Sn.
- A correlation between uniaxial compression test results revealed that the underlying mechanical properties of our dual-phase alloys were sensitive to their composition and the resulting strengthening mechanism, mainly due to the morphological characteristics of the precipitated alpha phase.
- The precipitation of the acicular secondary α phase in the β matrix is the primary reason for the high compressive strength in our developed alloys. This is because a large number of very fine needle-shaped acicular αs precipitates can generate multiple α/β interfaces that tend to confine the dislocations under applied loading and improve the mechanical strength of the alloy.
- For specimens with a content of up to 8 wt.% Sn, the compressive yield strength was ~1056 MPa, and the maximum compressive strength was ~1470. This is due to the diversified distribution, as well as the composite structural morphology of the alpha phase precipitated during the cooling of the specimens after the high spark plasma sintering process.
- Owing to higher compressive strength and improved mechanical properties, the alloying system has good characteristics that may meet the challenges of long-term fracture in bio-implants. In particular, it lacks cytotoxic elements such as V or Al that are used in commercial medical-grade Ti-6Al-4V alloys for orthopedic and dental applications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Park, J.B. Biomaterials: Introduction. In The Biomedical Engineering Handbook; CRC Press: Boca Raton, FL, USA, 2000; Volume 1, pp. IV1–IV8. [Google Scholar]
- Francis, H.F.; Ma, Q. (Eds.) Titanium in Medical and Dental Applications; A Volume in Woodhead Publishing Series in Biomaterials Book; Woodhead Publishing: Sawston, UK, 2018. [Google Scholar]
- Temenoff, J.S.; Mikos, A.G. Biomaterials: The Intersection of Biology and Materials Science; Pearson/Prentice Hall: Upper Saddle River, NJ, USA, 2008; pp. 235–258. [Google Scholar]
- Black, J.; Hastings, G. Handbook of Biomaterial Properties; Chapman & Hall: London, UK, 1998; pp. 16–21. [Google Scholar]
- Niinomi, M. Recent metallic materials for biomedical applications. Metall. Mater. Trans. A 2002, 33, 477–486. [Google Scholar]
- Geetha, M.; Singh, A.K.; Asokamani, R.; Gogia, A.K. Ti based biomaterials, the ultimate choice for orthopedic implants-A review. Prog. Mater. Sci. 2009, 54, 397–425. [Google Scholar]
- Hanawa, T. Recent development of new alloys for biomedical use. Mater. Sci. Forum. 2006, 512, 243–248. [Google Scholar]
- Niinomi, M. Recent research and development in titanium alloys for biomedical applications and healthcare goods. Sci. Technol. Adv. Mater. 2003, 4, 445–454. [Google Scholar]
- Collins, P.C.; Welk, B.; Searles, T.; Tiley, J.; Russ, J.C.; Fraser, H.L. Development of methods for the quantification of microstructural features in α+β-processed α/β titanium alloys. Mater. Sci. Eng. A 2009, 508, 174. [Google Scholar]
- Ijaz, M.F.; Kim, H.Y.; Hosoda, H.; Miyazaki, S. Effect of Sn addition on stress hysteresis and superelastic properties of a Ti-15Nb-3Mo alloy. Scr. Mater. 2014, 72–73, 29–32. [Google Scholar]
- Ijaz, M.F.; Kim, H.Y.; Hosoda, H.; Miyazaki, S. Superelastic properties of biomedical (Ti-Zr)-Mo-Sn alloys. Mater. Sci. Eng. C Mater. Biol. Appl. 2015, 48, 11–20. [Google Scholar]
- Ijaz, M.F.; Heraud, L.; Castany, P.; Thibon, I.; Gloriant, T. Superelastic Behavior of Biomedical Metallic Alloys. Metall. Mater. Trans. A 2020, 51, 3733–3741. [Google Scholar]
- Ion, R.; Ijaz, M.F.; Vasilescu, C.; Osiceanu, P.; Gordin, D.M.; Cimpean, A.; Gloriant, T. Surface characterization, corrosion resistance and in Vitro Bicompatibility of a new Ti-Hf-Mo-Sn Alloy. Materials 2016, 9, 818. [Google Scholar]
- Ijaz, M.F.; Vasilescu, C.; Drob, S.I.; Osiceanu, P.; Kim, H.Y.; Miyazaki, S.; Gordin, D.M.; Gloriant, T. Electrochemical Characterization of biomedical (Ti-Zr)-Mo-Sn alloy exhibiting large superelastic recovery strain. Mater. Corros. 2017, 68, 1220. [Google Scholar]
- Ijaz, M.F.; Dubinsky, S.; Zhukova, Y.; Prokoshkin, S.D. Novel electrochemical test bench for evaluating the functional fatigue life of biomedical alloys. JOM 2017, 69, 1334–1339. [Google Scholar]
- Ijaz, M.F.; Dubinsky, S.; Zhukova, Y.; Prokoshkin, S.D.; Brailovski, V. Effect of Ta addition on the electrochemical behavior and functional fatigue life of metastable Ti-Zr-Nb based alloy for indwelling implant applications. J. Alloys Compd. 2018, 748, 51. [Google Scholar]
- Wang, K. The use of titanium for medical applications in the USA. Mater. Sci. Eng. A 1996, 213, 134–137. [Google Scholar]
- Nembach, E. Particle Strengthening of Metals and Alloys; John Wiley: Hoboken, NJ, USA, 1997. [Google Scholar]
- Majumdar, P.; Singh, S.B.; Chakraborty, M. The role of heat treatment on microstructure and mechanical properties of Ti-13Zr-13Nb alloy for biomedical load bearing applications. J. Mech. Behav. Biomed. Mater. 2011, 4, 1131–1144. [Google Scholar]
- Ding, C.; Liu, C.; Zhang, L.; Wu, D.; Liu, L. Design of Low-Cost and High-Strength Titanium Alloys Using Pseudo-Spinodal Mechanism through Diffusion Couple Technology and CALPHAD. Materials 2021, 14, 2910. [Google Scholar]
- Kolli, R.P.; Devaraj, A. A Review of Metastable Beta Titanium Alloys. Metals 2018, 8, 506. [Google Scholar]
- William, D.N. Using electron/atom ratio in titanium alloy design. J. Mater. Sci. 1975, 10, 1239–1241. [Google Scholar]
- Ikehata, H.; Nagasako, N.; Furuta, T.; Fukumoto, A.; Miwa, K.; Saito, T. First-principles calculations for development of low elastic modulus Ti alloys. Phys. Rev. B 2004, 70, 174113. [Google Scholar]
- Abdel-Hady, M.; Hinoshita, K.; Morinaga, M. General approach to phase stability and elastic properties of β-type Ti-alloys using electronic parameter. Scr. Mater. 2006, 55, 477–480. [Google Scholar]
- Fang, Z.Z.; Paramore, J.D.; Sun, P.; Chandran, K.S.R.; Zhang, Y.; Xia, Y.; Cao, F.; Koopman, M.; Free, M. Powder metallurgy of titanium—Past, present, and future. Int. Mater. Rev. 2018, 63, 407. [Google Scholar]
- Wang, C.; Zhong, W.; Ping, W.; Lin, Z.; Wang, R.; Dai, J.; Guo, M.; Xiong, W.; Zhao, J.-C.; Hu, L. Rapid Synthesis and Sintering of Metals from Powders. Adv. Sci. 2021, 8, 2004229. [Google Scholar]
- Dos Santos, D.R.; Rodrigues Henriques, V.A.; Alves Cairo, C.A.; Dos Santos Pereira, M. Production of a low young modulus titanium alloy by powder metallurgy. Mater. Res. 2005, 8, 439–442. [Google Scholar]
- Torralba, J.M.; Alvaredo, P.; Garcia-Junceda, A. High-entropy alloys fabricated via powder metallurgy. A critical review. Powder Metall. 2019, 62, 84–114. [Google Scholar]
- Zhao, D.; Chang, K.; Ebel, T.; Nie, H.; Willumeit, R.; Pyczak, F. Sintering behavior and mechanical properties of a metal injection molded Ti-Nb binary alloy as biomaterial. J. Alloys Compd. 2015, 640, 393–400. [Google Scholar]
- Yılmaz, E.; Gökçe, A.; Findik, F.; Gulsoy, O. Assessment of Ti–16Nb–xZr alloys produced via PIM for implant applications. J. Therm. Anal. Calorim. 2018, 134, 7–14. [Google Scholar]
- Yılmaz, E.; Gökçe, A.; Findik, F.; Gulsoy, O. Metallurgical properties and biomimetic HA deposition performance of Ti-Nb PIM alloys. J. Alloys Compd. 2018, 746, 301–313. [Google Scholar]
- Kalita, D.; Rogal, Ł.; Berent, K.; Góral, A.; Dutkiewicz, J. Effect of Mo and Ta on the Mechanical and Superelastic Properties of Ti-Nb Alloys Prepared by Mechanical Alloying and Spark Plasma Sintering. Materials 2021, 14, 2619. [Google Scholar]
- Long, Y.; Wang, T.; Zhang, H.; Huang, X. Enhanced ductility in a bimodal ultrafine-grained Ti–6Al–4V alloy fabricated by high energy ball milling and spark plasma sintering. Mater. Sci. Eng. A 2014, 608, 82–89. [Google Scholar]
- Sim, K.; Wang, G.; Ju, J.; Yang, J.; Li, X. Microstructure and mechanical properties of a Ti−22Al−25Nb alloy fabricated fromelemental powders by mechanical alloying and spark plasma sintering. J. Alloys Compd. 2017, 704, 425–433. [Google Scholar]
- Dewidar, M.M.; Yoon, H.C.; Lim, J.K. Mechanical properties of metals for biomedical applications using powder metallurgy process: A review. Met. Mater. Int. 2006, 12, 193–206. [Google Scholar]
- Li, Z.J.; Dong, A.P.; Xing, H.; Wang, Y.S. Microstructure and mechanical properties of bimodal Ti-Bi alloys fabricated by mechanical alloying and spark plasma sintering for biomedical applications. Mater. Charact. 2020, 161, 110134. [Google Scholar]
- Guo, S.B.; Chu, A.M.; Wu, H.J.; Cai, C.B.; Qu, X.H. Effect of sintering processing on microstructure, mechanical properties and corrosion resistance of Ti-24Nb-4Zr-7.9Sn alloy for biomedical applications. J. Alloys Compd. 2014, 597, 211–216. [Google Scholar]
- Mazumder, J.; Qi, H. Fabrication of 3D components by laser-aided direct metal deposition. Proc. SPIE 2005, 5706, 38–59. [Google Scholar]
- Pascu, C.I.; Nicolicescu, C.; Cioateră, N.; Gheorghe, Ș.; Geonea, I.; Didu, A. Characterization of Titanium Alloy Obtained by Powder Metallurgy. Materials 2022, 15, 2057. [Google Scholar]
- Mishchenko, O.; Ovchynnykov, O.; Kapustian, O.; Pogorielov, M. New Zr-Ti-Nb Alloy for Medical Application: Development, Chemical and Mechanical Properties, and Biocompatibility. Materials 2020, 13, 1306. [Google Scholar]
- Wang, X.; Ning, B.; Pei, X. Tantalum and its derivatives in orthopedic and dental implants: Osteogenesis and antibacterial properties. Colloids Surf. B Biointerfaces 2021, 208, 112055. [Google Scholar]
- Rabadiaa, C.D.; Liub, Y.J.; Zhaoc, C.H.; Wanga, J.C.; Jaweda, S.F.; Wang, L.Q.; Chene, L.Y.; Suna, H.; Zhanga, L.C. Improved trade-off between strength and plasticity in titanium based metastable beta type Ti-Zr-Fe-Sn alloys. Mater. Sci. Eng. A 2019, 766, 138340. [Google Scholar]
- Standard B311-13; Standard Test Method for Density of Powder Metallurgy (PM) Materials Containing Less than Two Percent Porosity. ASTM: New York, NY, USA, 2014.
- Xi, F.; Yang, H.; Huang, J.; Yu, J.; He, X. Sn Content Effects on Microstructure, Mechanical Properties and Tribological Behavior of Biomedical Ti-Nb-Sn Alloys Fabricated by Powder Metallurgy. Metals 2022, 12, 255. [Google Scholar]
- Nakajima, H.; Koiwa, M. Diffusion in titanium. ISIJ Int. 1991, 31, 757–766. [Google Scholar]
- Tiley, J.; Searles, T.; Lee, E.; Kar, S.; Banerjee, R.; Russ, J.C.; Fraser, H.L. Quantification of microstructural features in α/β titanium alloys. Mater. Sci. Eng. A 2004, 372, 191–198. [Google Scholar]
- Alluaibi, M.H.I.; Cojocaru, E.M.; Rusea, A.; Șerban, N.; Coman, G.; Cojocaru, V.D. Microstructure and Mechanical Properties Evolution during Solution and Ageing Treatment for a Hot Deformed, above β-transus, Ti-6246 Alloy. Metals 2020, 10, 1114. [Google Scholar]
- Carman, A.; Zhang, L.; Ivasishin, O.; Savvakin, D.; Matviychuk, M.; Pereloma, E. Role of alloying elements in microstructure evolution and alloying elements behaviour during sintering of a near-beta titanium alloy. Mater. Sci. Eng. A 2011, 528, 1686–1693. [Google Scholar]
- Itoh, Y.; Miura, H.; Uematsu, T.; Sato, K.; Niinomi, M. Improvement of the Properties of Ti-6Al-7Nb Alloy by Metal Injection Molding. In Advances in Powder Metallurgy & Particulate Materials; Metal Powder Industries Federation: Princeton, NJ, USA, 2007; pp. 52–57. [Google Scholar]
- Sun, J.; Zhao, J.; Huang, Z.; Yan, K.; Chen, F.; Jian, Y.; Yang, H.; Bo, L. Preparation and properties of multilayer graphene reinforced binderless TiC nanocomposite cemented carbide through two-step sintering. Mater. Des. 2020, 188, 108495. [Google Scholar]
- Chui, P.F.; Jing, R.; Zhang, F.G.; Li, J.H.; Feng, T. Mechanical properties and corrosion behavior of β-type Ti-Zr-Nb-Mo alloys for biomedical application. J. Alloys Compd. 2020, 842, 155693. [Google Scholar]
- Liu, J.; Chang, L.; Liu, H.R.; Li, Y.H.; Yan, H.L.; Ruan, J.M. Microstructure, mechanical behavior and biocompatibility of powder metallurgy Nb-Ti-Ta alloys as biomedical material. Mater. Sci. Eng. C 2017, 71, 512–519. [Google Scholar]
- Hwang, H.-W.; Park, J.-H.; Lee, D.-G. Effect of Molybdenum Content on Microstructure and Mechanical Properties of Ti-Mo-FeAlloys by Powder Metallurgy. Appl. Sci. 2022, 12, 7257. [Google Scholar]
- Kang, L.M.; Yang, C. A Review on High-Strength Titanium Alloys: Microstructure, Strengthening, and Properties. Adv. Eng. Mater. 2019, 21, 1801359. [Google Scholar]
- Jin, H.; Shi, S.; Li, J.; Wang, X.; Yang, C. A new β-Ti alloy with good tensile properties by the mixed microstructure characteristics of α phase. J. Alloys Compd. 2022, 925, 166755. [Google Scholar]
- Maruyama, K.; Yamada, N.; Sato, H. Effects of lamellar spacing on mechanical properties of fully lamellar Ti-39.4mol%Al alloy. Mater. Sci. Eng. A 2001, 319–321, 360–363. [Google Scholar]
- Bolzoni, L.; Ruiz-Navas, E.M.; Gordo, E. Relationship between Manufacturing and Properties of Vacuum Sintered Ti and Ti-6Al-7Nb. Alloys 2022, 1, 232–242. [Google Scholar]
- Li, Y.; Yang, C.; Zhao, H.; Qu, S.; Li, X.; Li, Y. New Developments of Ti-Based Alloys for Biomedical Applications. Materials 2014, 7, 1709–1800. [Google Scholar]
- Wang, T.; Feng, Y.; Liu, X.; Wang, K.; Li, S.; Zhao, F. Phase Composition Effects on Dynamic Behavior and Strain Rate Sensitivity in Metastable β-Ti Alloys. Materials 2022, 15, 4068. [Google Scholar]
- Boyer, R.; Welsch, G.; Collings, E.W. (Eds.) Materials Properties Handbook: Titanium Alloys, 2nd ed.; ASTM International: West Conshohocken, PA, USA, 1998. [Google Scholar]
- Alabort, E.; Tang, Y.T.; Barba, D.; Reed, R.C. Alloys-by-design: A low-modulus titanium alloy for additively manufactured biomedical implants. Acta Mater. 2022, 229, 117749. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Transus (α/β) (K) | Valence Electron Per Atom Ratio (e/a) | Mean Bond Order (Bo) | D-Orbital Energy Level (Md) | Chemical Composition (wt.%) | |||
|---|---|---|---|---|---|---|---|---|
| Ti | Zr | Ta | Sn | |||||
| Alloy-A | 1160 | 4 | 2.80 | 2.48 | 79 | 15 | 2 | 4 |
| Alloy-B | 1153 | 4 | 2.80 | 2.48 | 77 | 15 | 2 | 6 |
| Alloy-C | 1135 | 4 | 2.79 | 2.47 | 75 | 15 | 2 | 8 |
| Alloys | Theoretical Density (g/cm3) | Relative Density (%) |
|---|---|---|
| Alloy-A | 4.86 | 99.46 ± 0.16 |
| Alloy-B | 4.90 | 99.55 ± 0.16 |
| Alloy-C | 4.95 | 99.80 ± 0.16 |
| Alloys | Compressive Yield Stress (MPa) | Compressive Stress (MPa) | Elastic Modulus (GPa) | Fracture Strain (mm/mm) | Avg. Hardness (HV) | Phase Composition | Precipitation Phase Morphology |
|---|---|---|---|---|---|---|---|
| Alloy-A | 713 ± 16 | 1215 ± 10 | 72 ± 16 | 0.22 ± 3 | 315 | Fine-grained α + β | α + β lamellae + αs |
| Alloy-B | 850 ± 9 | 1330 ± 13 | 80 ± 19 | 0.20 ± 5 | 338 | Fine-grained α + β | α + β lamellae+ αs |
| Alloy-C | 1170 ± 12 | 1450 ± 17 | 90 ± 22 | 0.18 ± 5 | 342 | Fine-grained α + β | αs, + αs+ αGB |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ijaz, M.F.; Alharbi, H.F.; Bahri, Y.A.; Sherif, E.-S.M. Alloy Design and Fabrication of Duplex Titanium-Based Alloys by Spark Plasma Sintering for Biomedical Implant Applications. Materials 2022, 15, 8562. https://doi.org/10.3390/ma15238562
Ijaz MF, Alharbi HF, Bahri YA, Sherif E-SM. Alloy Design and Fabrication of Duplex Titanium-Based Alloys by Spark Plasma Sintering for Biomedical Implant Applications. Materials. 2022; 15(23):8562. https://doi.org/10.3390/ma15238562
Chicago/Turabian StyleIjaz, Muhammad Farzik, Hamad F. Alharbi, Yassir A. Bahri, and El-Sayed M. Sherif. 2022. "Alloy Design and Fabrication of Duplex Titanium-Based Alloys by Spark Plasma Sintering for Biomedical Implant Applications" Materials 15, no. 23: 8562. https://doi.org/10.3390/ma15238562