
Study on the Wear Performance of Brake Materials for High-Speed Railway with Intermittent Braking under Low-Temperature Environment Conditions



Abstract
:1. Introduction
2. Experimental Details
2.1. The Materials
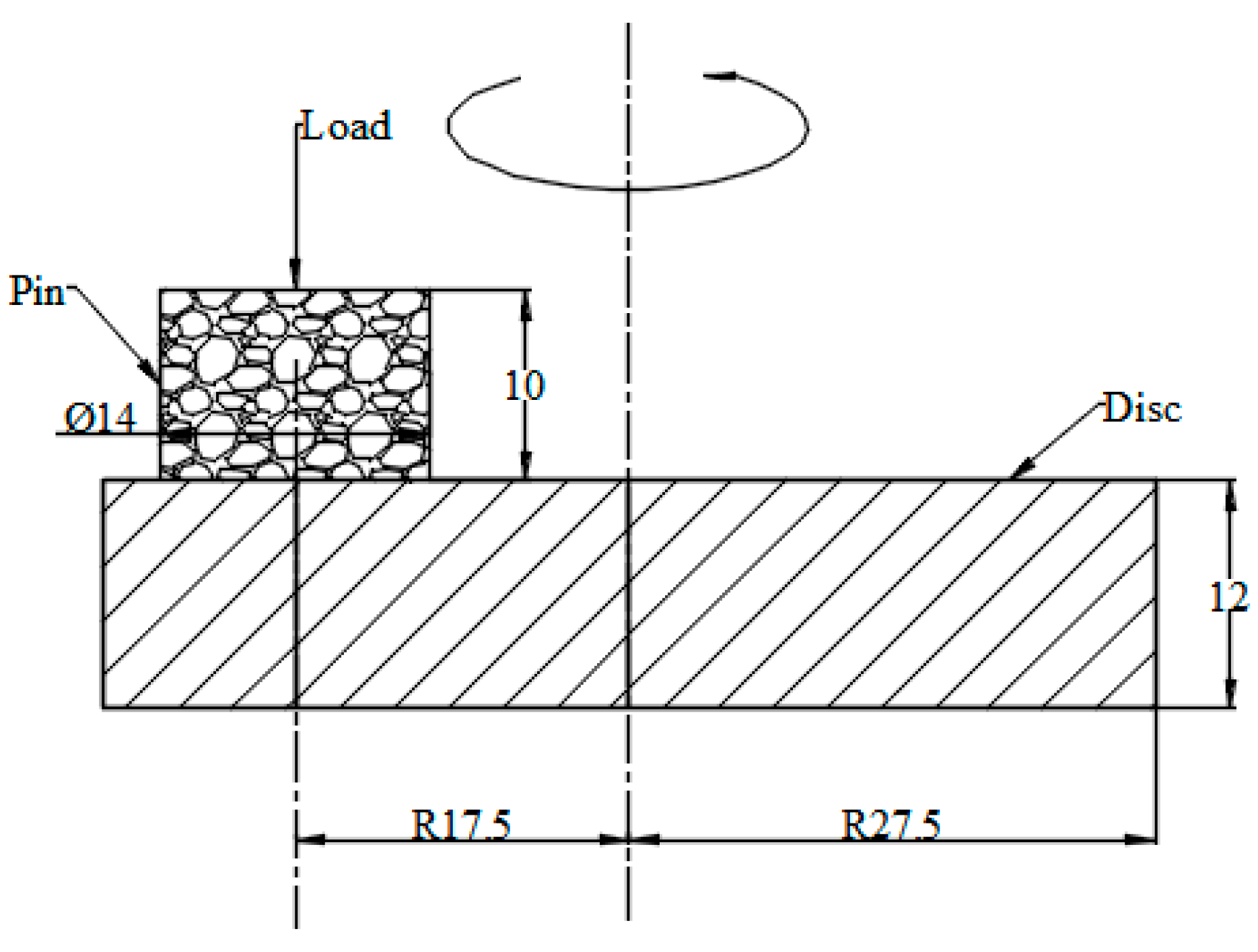
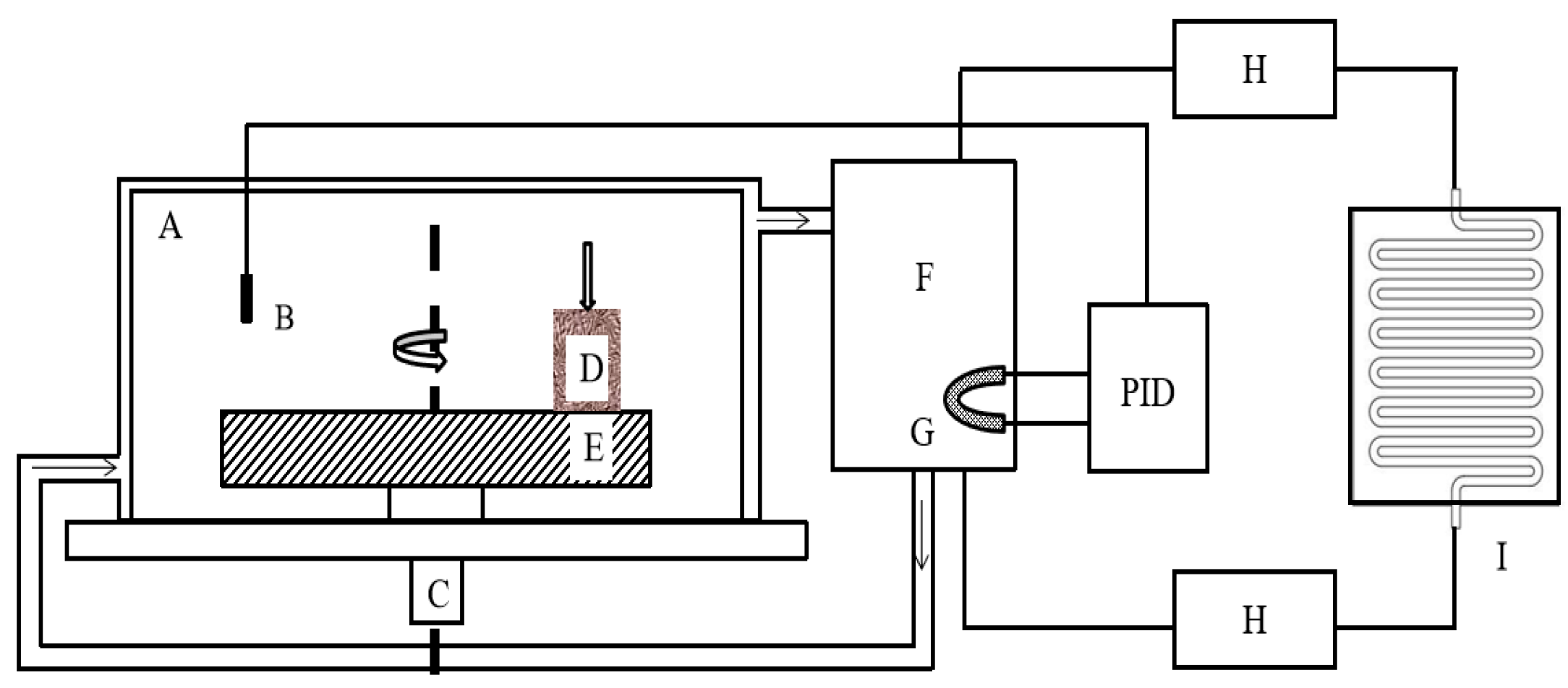
2.2. The Test Equipment
2.3. Test Process
2.4. Test Method
3. Results
3.1. Friction Coefficient
3.2. Wear Rate
3.3. Surface Morphological Damage
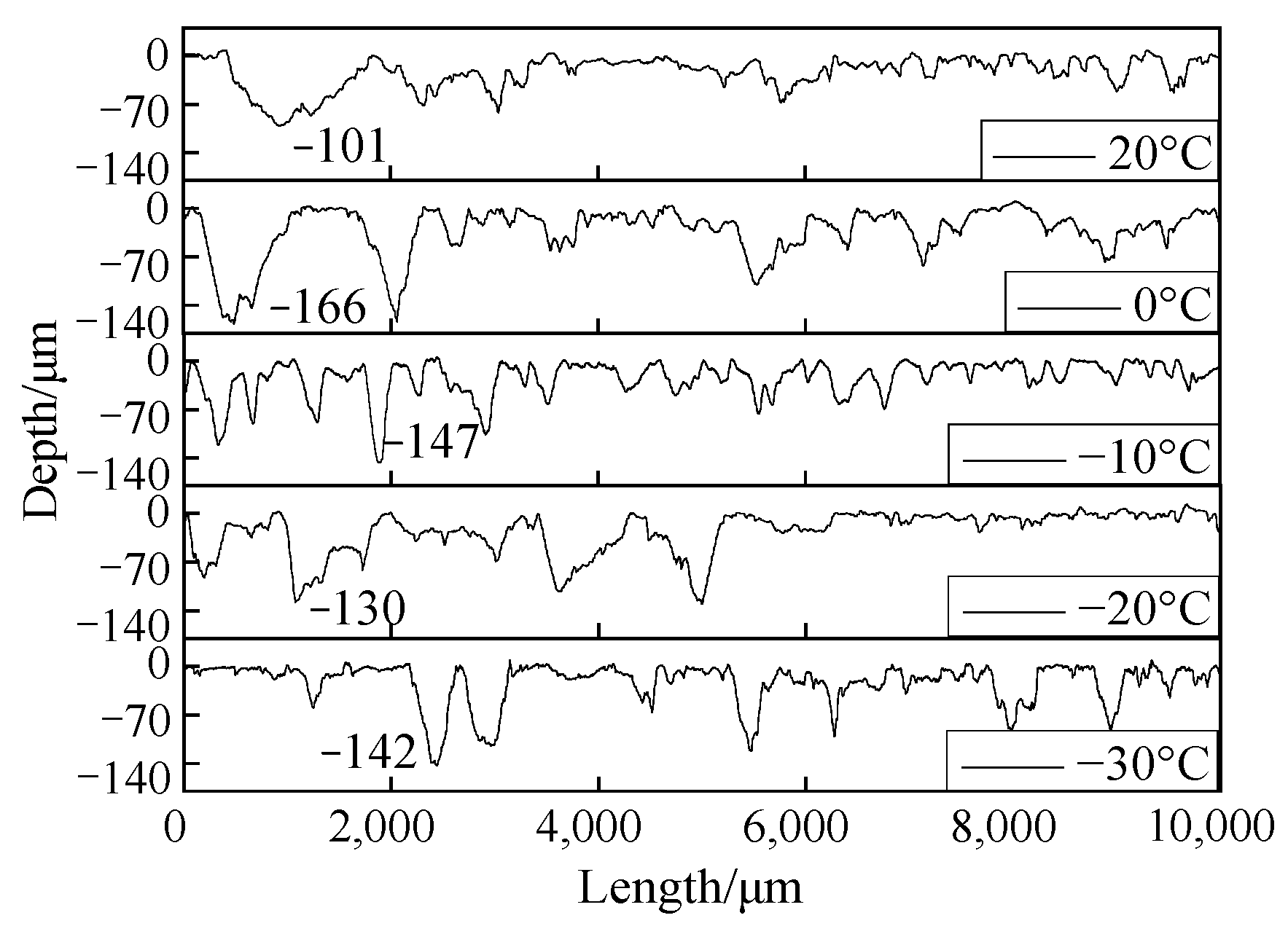
3.4. Subsurface Damage
4. Discussion
5. Conclusions
- The instantaneous friction coefficient of intermittent braking fluctuates greatly at different temperatures and reaches a maximum of 0.85 at 0 °C.
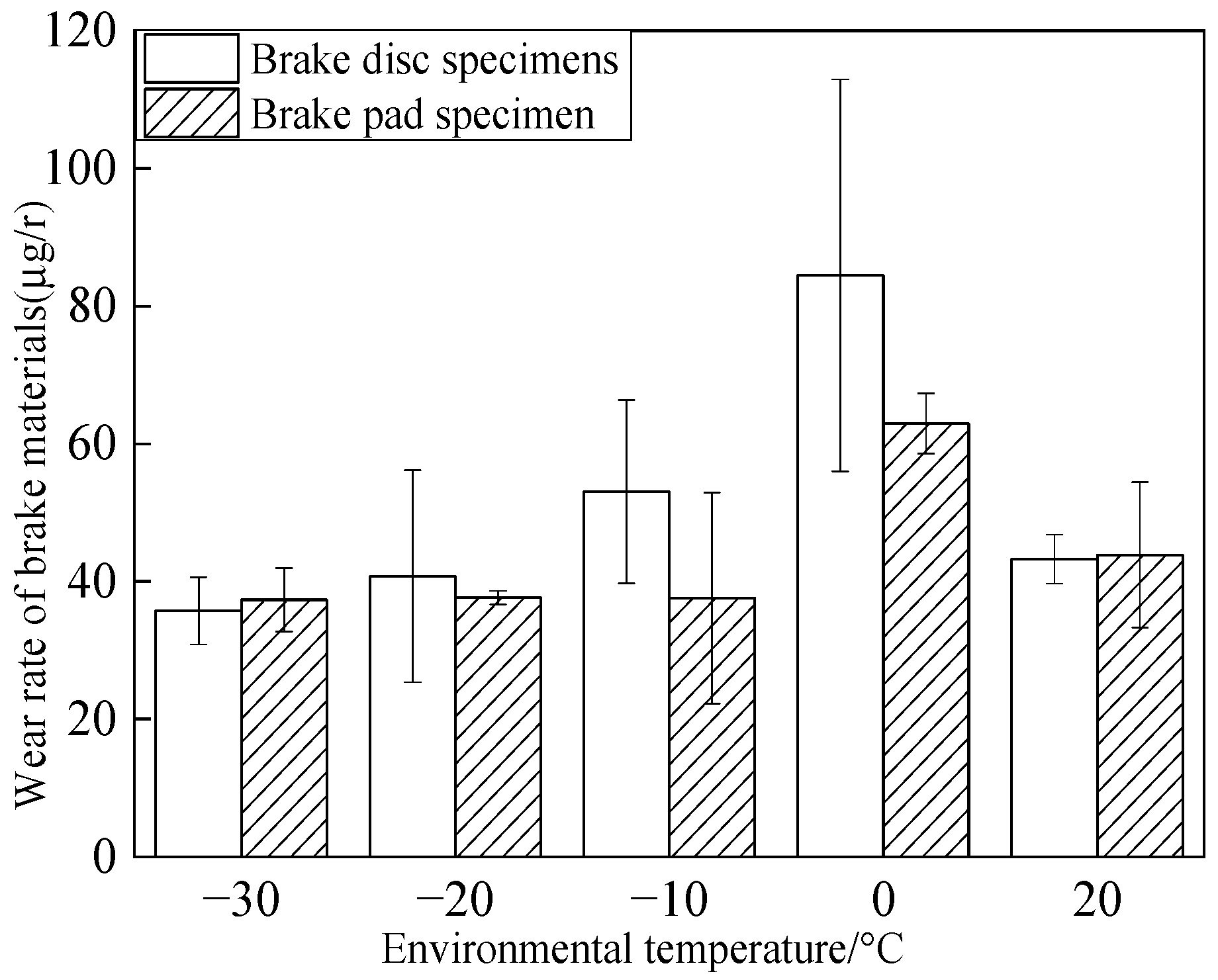
- Under different temperature conditions, the wear rate of the brake disc/pad material for intermittent braking shows a trend of increasing first and then decreasing and reaches the maximum at 0 °C. The brake disc is more affected by the change in ambient temperature than the brake pad.
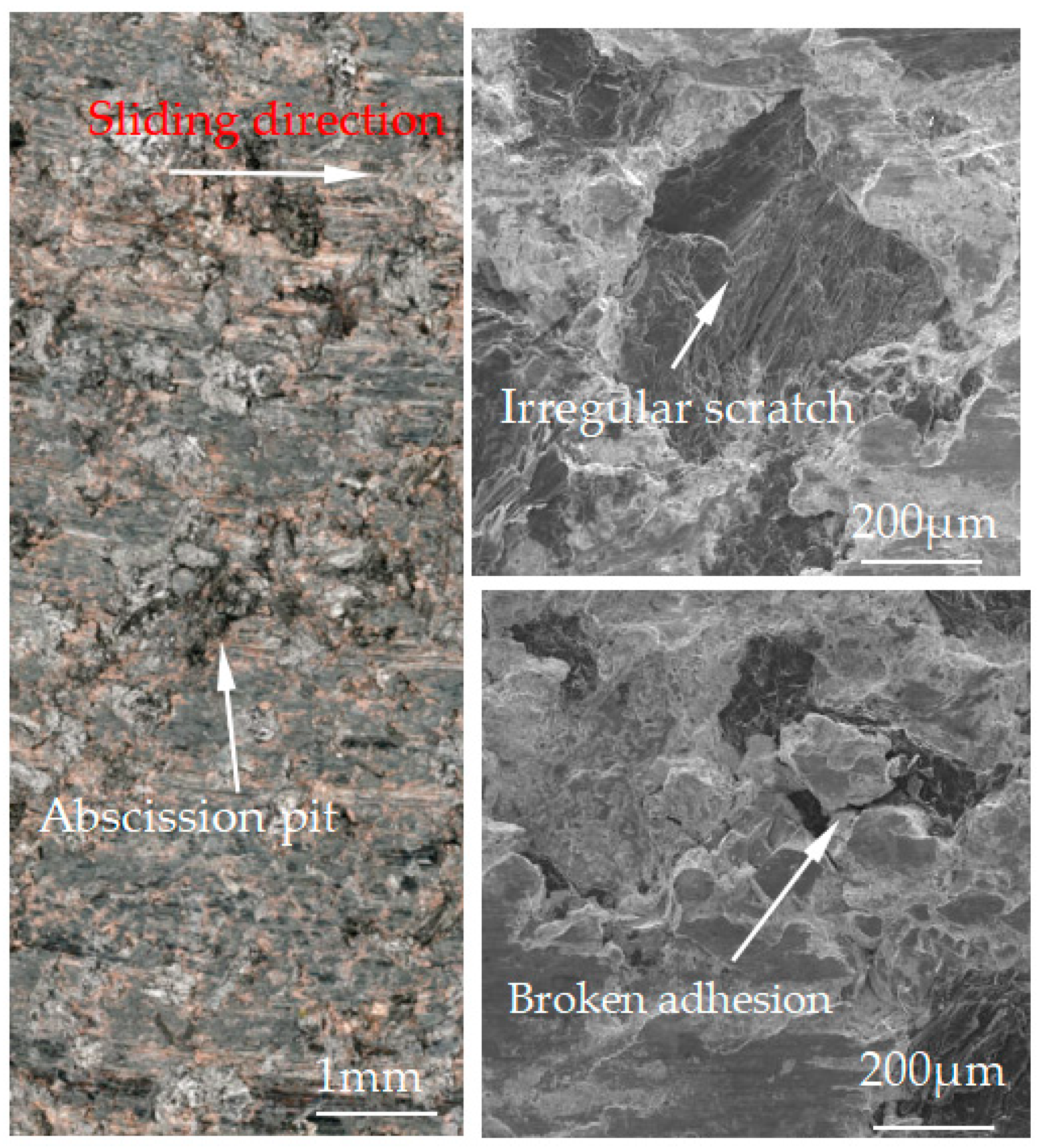
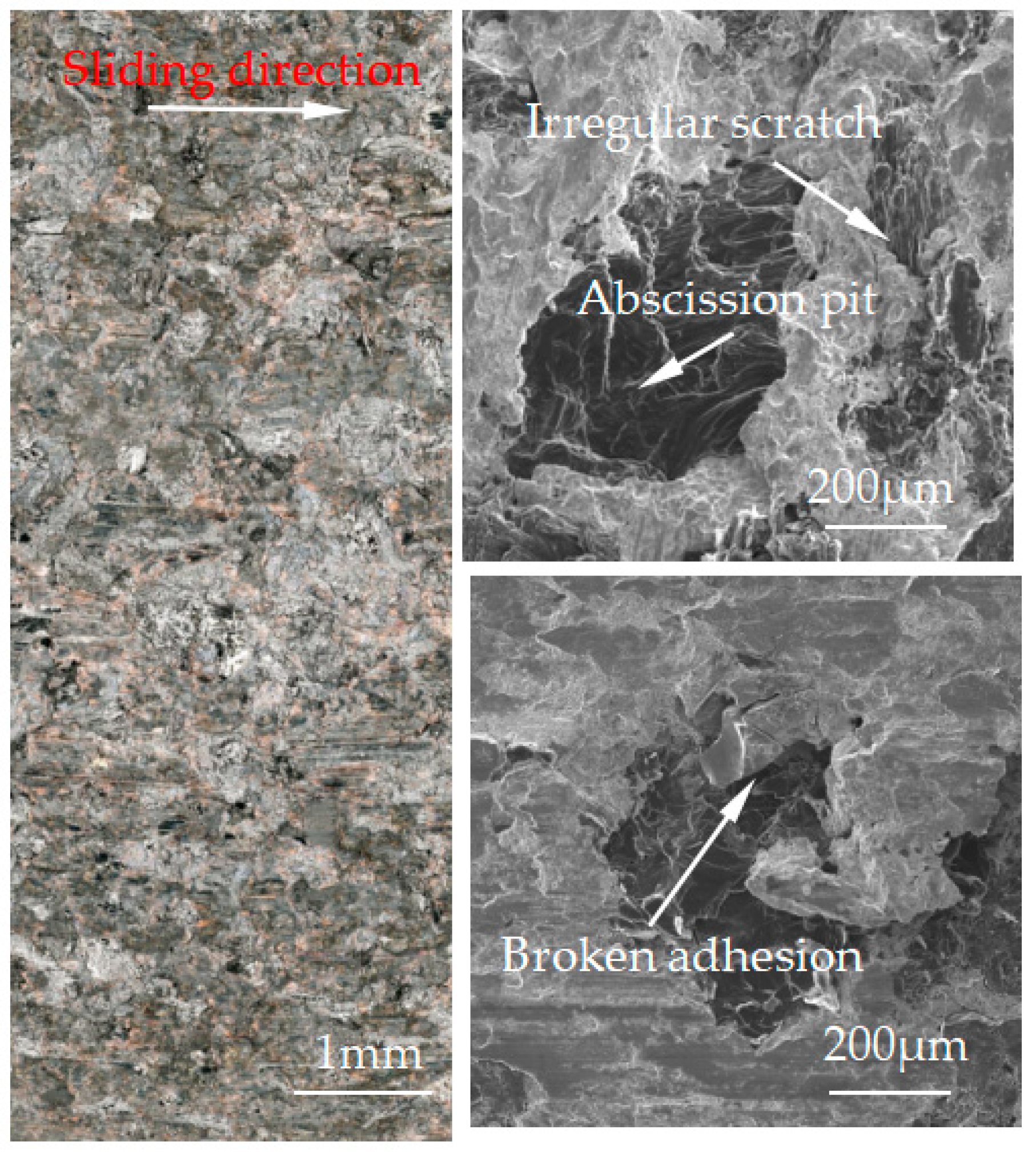
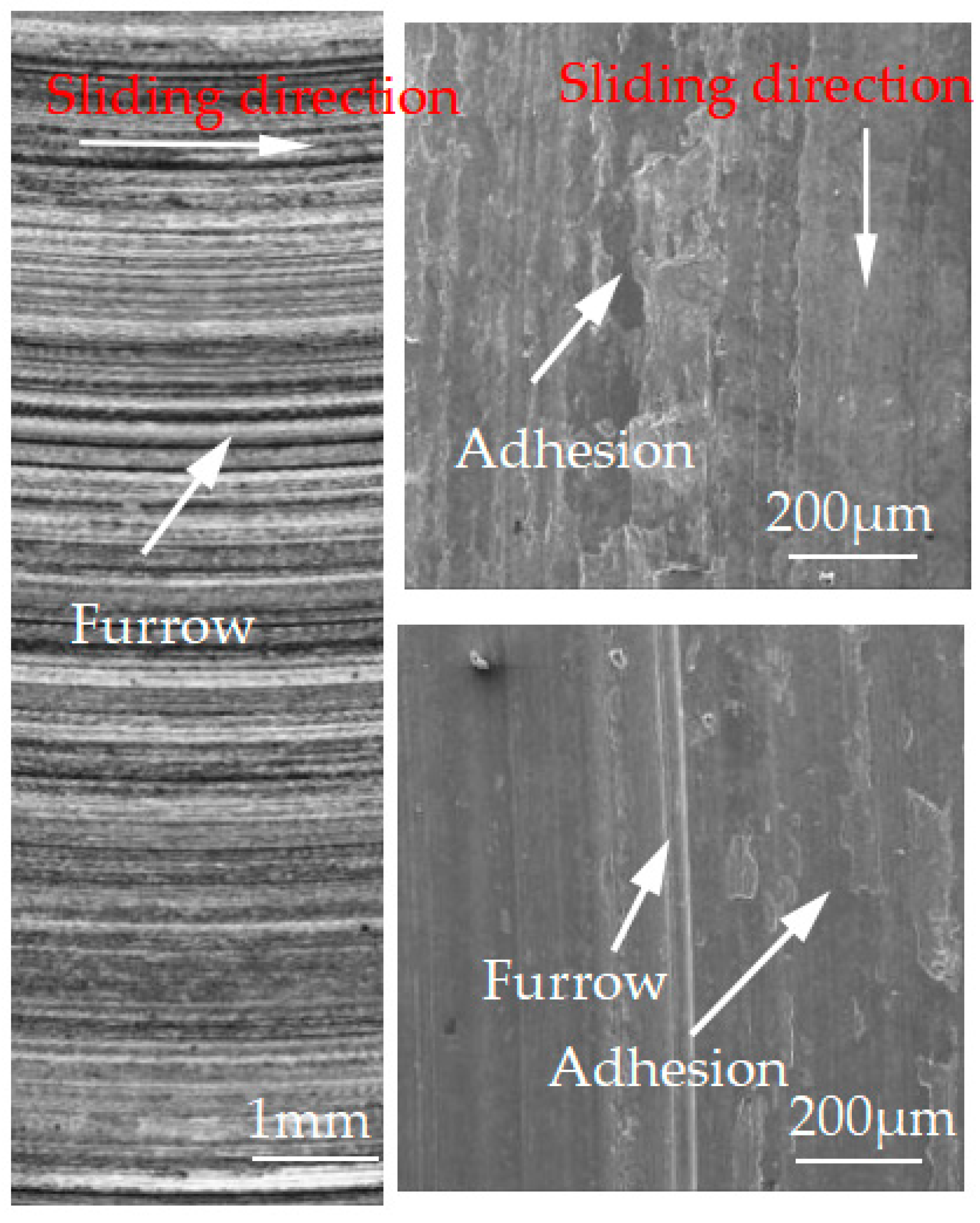
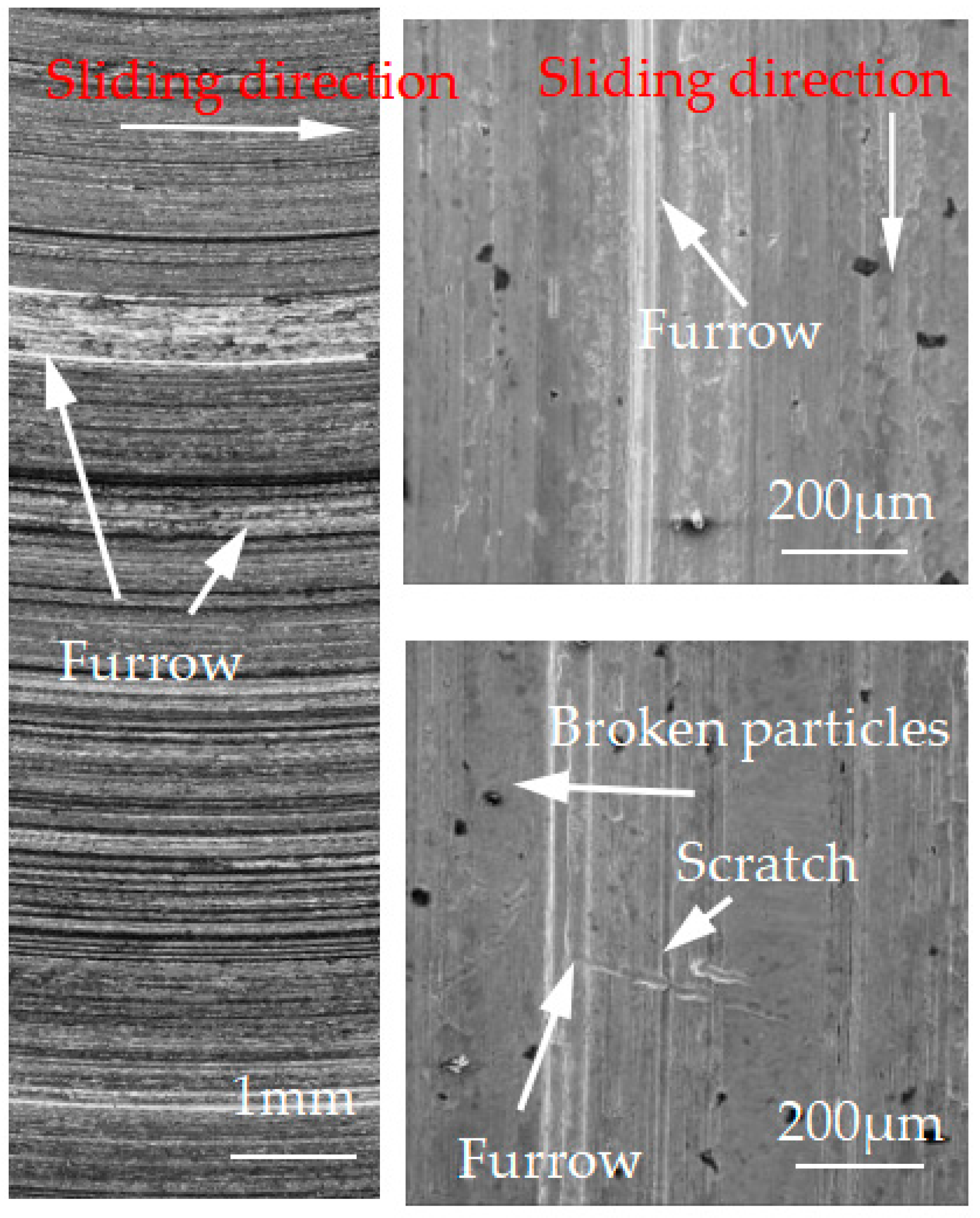
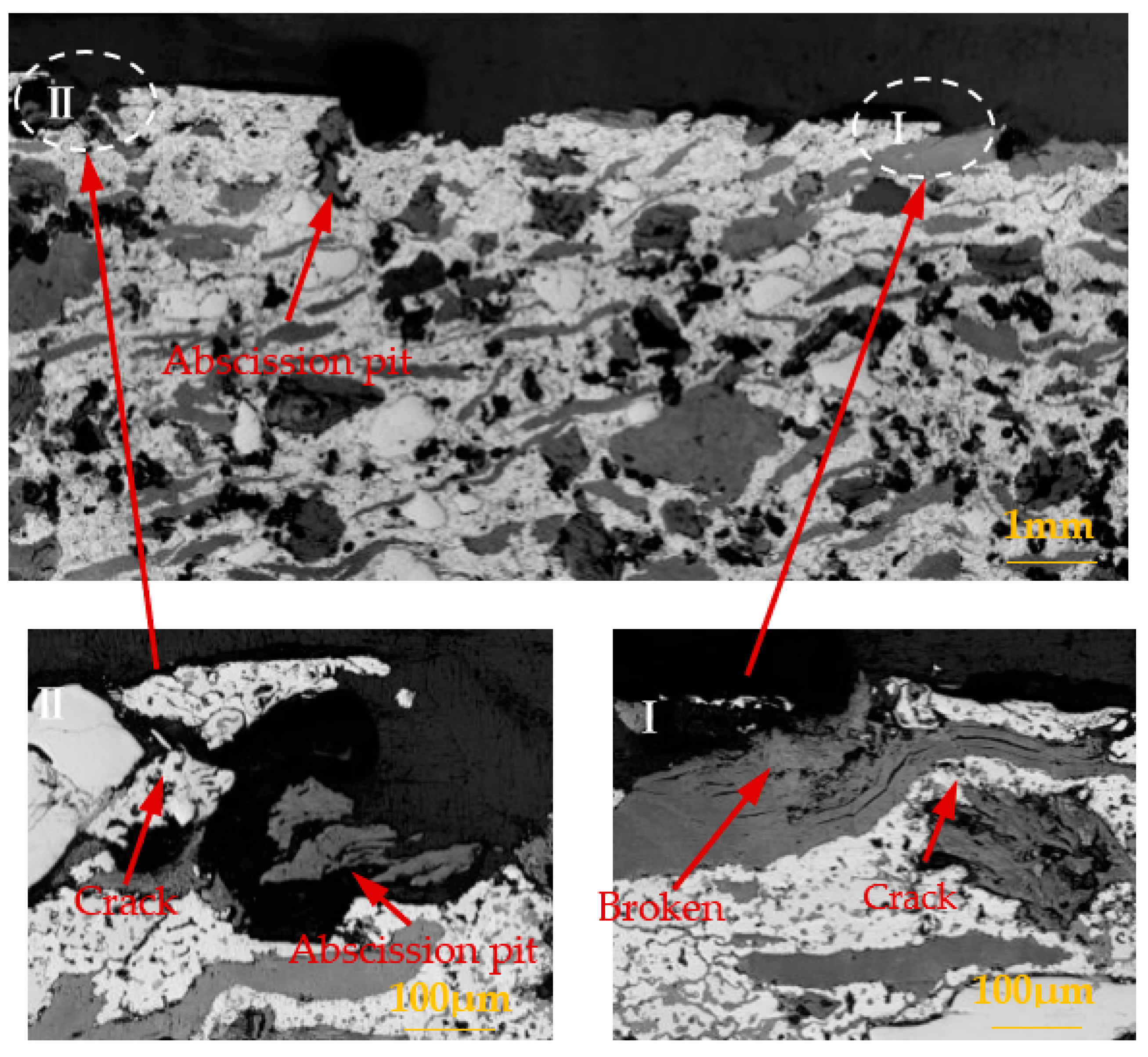
- The brake disc material has three types of damage, including furrow, scratch, and adhesion. The brake pad material has four types of damage, including abscission pit, furrow, scratch, and adhesion. With the decrease in temperature, the adhesion damage of brake pad/disc material increases.
- At 0 °C, the brake pad material has crack damage.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Wang, Y.M.; Ding, H.H.; Zou, Q. Advances in rolling contact fatigue of railway wheel treads. Surf. Technol. 2020, 49, 120–128. [Google Scholar]
- He, C.G.; Liu, J.H.; Wang, W.J. The Tribo-Fatigue Damage Transition and Mapping for Wheel Material under Rolling-Sliding Contact Condition. Materials 2019, 12, 4138. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zeng, J.; Luo, R. Non-linear analysis of disc brake-induced vibrations for railway vehicles. P I Mech Eng F-J Rai 2011, 225, 48–56. [Google Scholar] [CrossRef]
- Wang, Q.; Wang, Z.W.; Mo, J.L. Nonlinear behaviors of the disc brake system under the effect of wheel-rail adhesion. Tribol. Int. 2021, 165, 107263. [Google Scholar] [CrossRef]
- Wang, J.N.; Chen, Y.B.; Zuo, L.L. Evaluation of Thermal Fatigue Life and Crack Morphology in Brake Discs of Low-Alloy Steel for High-Speed Trains. Materials 2022, 15, 6837. [Google Scholar] [CrossRef]
- Modanloo, A.; Talaee, M.R. Analytical thermal analysis of advanced disk brake in high speed vehicles. Mech. Adv. Mater. Struct 2018, 27, 209–217. [Google Scholar] [CrossRef]
- Zhang, C.; Ma, L.; Ding, H.H. Influence of braking parameters on the friction performance of railway brake materials under low temperature environment. J. Mech. Eng. 2021, 57, 230–239. [Google Scholar]
- Ma, L.; Wang, W.J.; Guo, J. Study on Wear and Fatigue Performance of Two Types of High-Speed Railway Wheel Materials at Different Ambient Temperatures. Materials 2020, 13, 1152. [Google Scholar] [CrossRef] [Green Version]
- Shi, H.B. Analysis of Friction and Wear Characteristics of High-Speed Train Brake Materials under Low Temperature Environment; Xihua University: Chengdu, China, 2022. [Google Scholar]
- Zhou, S.X.; Shao, J.; Sun, Y.Z. Study on Implementation Method of Brake Disc in Situ Detection System for High-speed Train. J. Mech. Eng. 2022, 58, 188–196. [Google Scholar]
- Lv, X.M.; Wang, X.; Luo, M.S. Analysis of Thermal-mechanical Coupling Behavior of Brake Disc of High Speed Trains Considering Thermal Contact Resistance. J. Mech. Eng. 2021, 22, 296–304. [Google Scholar]
- Yang, Z.Y.; Han, J.M.; Li, W.J. Analyzing the mechanisms of fatigue crack initiation and propagation in CRH EMU brake disc materials. Eng. Fail. Anal. 2013, 34, 121–128. [Google Scholar] [CrossRef]
- Li, Z.Q.; Han, J.M.; Yang, Z.Y. Analyzing the mechanisms of thermal fatigue and phase change of steel used in brake disc materials. Eng. Fail. Anal. 2015, 57, 202–218. [Google Scholar] [CrossRef]
- Kasem, H.; Brunel, J.F.; Dufrénoy, P. Thermal levels and subsurface damage induced by the occurrence of hot spots during high-energy braking. Wear 2011, 270, 355–364. [Google Scholar] [CrossRef]
- Bao, J.S.; Liu, J.; Yin, Y. Characterization and experiments on the friction catastrophe behaviors of brake material during emergency braking. Eng. Fail. Anal. 2015, 55, 55–62. [Google Scholar] [CrossRef]
- Deng, H.L.; Li, K.Z.; Li, H.J. Effect of brake pressure and brake speed on the tribological properties of carbon/carbon composites with different pyrocarbon textures. Wear 2010, 270, 95–103. [Google Scholar] [CrossRef]
- Davin, E.A.; Cristol, A.L.; Beaurain, A. Differences in Wear and Material Integrity of NAO and Low-Steel Brake Pads under Severe Conditions. Materials 2021, 14, 5531. [Google Scholar] [CrossRef]
- Rong, K.J.; Xiao, Y.L.; Shen, M.X. Influence of ambient humidity on the adhesion and damage behavior of wheel–rail interface under hot weather condition. Wear 2021, 486–487, 204091. [Google Scholar] [CrossRef]
- Qian, K.C.; Wu, S.Z.; Qiao, Q.F. Friction performance of disc friction subsets of high-speed rolling stock under alpine rain and snow climate. J. Southwest Jiaotong Univ. 2017, 52, 1188–1192. [Google Scholar]
- Eriksson, M.; Lundqvist, A.; Jacobson, S. A study of the influence of humidity on the friction and squeal generation of automotive brake pads. Proc. Inst. Mech. Eng. Part D J. Automob. Eng. 2001, 215, 329–342. [Google Scholar] [CrossRef]
- Ying, W.; Yan, L.; Hui, C. An investigation into the failure mechanism of severe abrasion of high-speed railway brake disc materials on snowy days. Eng. Fail. Anal. 2019, 101, 121–134. [Google Scholar]
- Olofsson, U.; Sundh, J.; Bik, U. The influence of snow on the tread braking performance of a train: A pad matUerial-on-disc material simulation performed in a climate chamber. Proc. Inst. Mech. Eng. 2016, 230, 1521–1530. [Google Scholar] [CrossRef]
- Lyu, Y.Z.; Ellen, B.; Jens, W. A pin-on-disc material study on the tribology of cast iron, sinter and composite railway brake blocks at low temperatures. Wear 2019, 424–425, 48–52. [Google Scholar] [CrossRef]
- Ding, S.Y.; Ma, L.; Shi, H.B. Study on the influence of low temperature environment on fatigue crack growth performance of high-speed train brake disc materials. J. Mech. Strength 2022, 44, 1082–1090. [Google Scholar]
- Lewis, R.; Olofsson, U. Mapping rail wear regimes and transitions. Wear 2004, 257, 721–729. [Google Scholar] [CrossRef] [Green Version]
- Olfsson, U.; Telliskivi, I. Plastic deformation and friction of two rail steels-a full-scale test and a laboratory study. Wear 2003, 254, 80–93. [Google Scholar] [CrossRef]
- Lyu, Y.Z.; Zhu, Y.; Olofsson, U. Wear between wheel and rail: A pin-on-disc study of environmental conditions and iron oxides. Wear 2015, 328–329, 277–285. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Mn | Cr | Si | S | Cu | O | Fe |
|---|---|---|---|---|---|---|---|---|
| Brake pad material | 6.75 | - | 3.47 | - | 1.13 | 38.85 | 20.31 | Bal |
| Brake disc material | 0.42 | 1.02 | 0.70 | 0.54 | - | - | - | Bal |
| Brake form | Brake Time/min | Brake Pressure/MPa | Initial Braking Speed/m/s | Ambient Temperature/°C |
|---|---|---|---|---|
| Intermittent braking | 120 (Interval of 10 min) | 1.0 | 0.5 | 20, 0, −10, −20, −30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, L.; Ding, S.; Zhang, C.; Zhang, M.; Shi, H. Study on the Wear Performance of Brake Materials for High-Speed Railway with Intermittent Braking under Low-Temperature Environment Conditions. Materials 2022, 15, 8763. https://doi.org/10.3390/ma15248763
Ma L, Ding S, Zhang C, Zhang M, Shi H. Study on the Wear Performance of Brake Materials for High-Speed Railway with Intermittent Braking under Low-Temperature Environment Conditions. Materials. 2022; 15(24):8763. https://doi.org/10.3390/ma15248763
Chicago/Turabian StyleMa, Lei, Siyuan Ding, Chao Zhang, Meixian Zhang, and Hanbo Shi. 2022. "Study on the Wear Performance of Brake Materials for High-Speed Railway with Intermittent Braking under Low-Temperature Environment Conditions" Materials 15, no. 24: 8763. https://doi.org/10.3390/ma15248763