
Effect of Mg Powder’s Particle Size on Structure and Mechanical Properties of Ti Foam Synthesized by Space Holder Technique
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Fabrication of Ti Foam Samples
2.2. Structure Characterization of Ti Foam Samples
2.3. Mechanical Properties of the Ti Samples
3. Results and Discussion
3.1. Microstructure
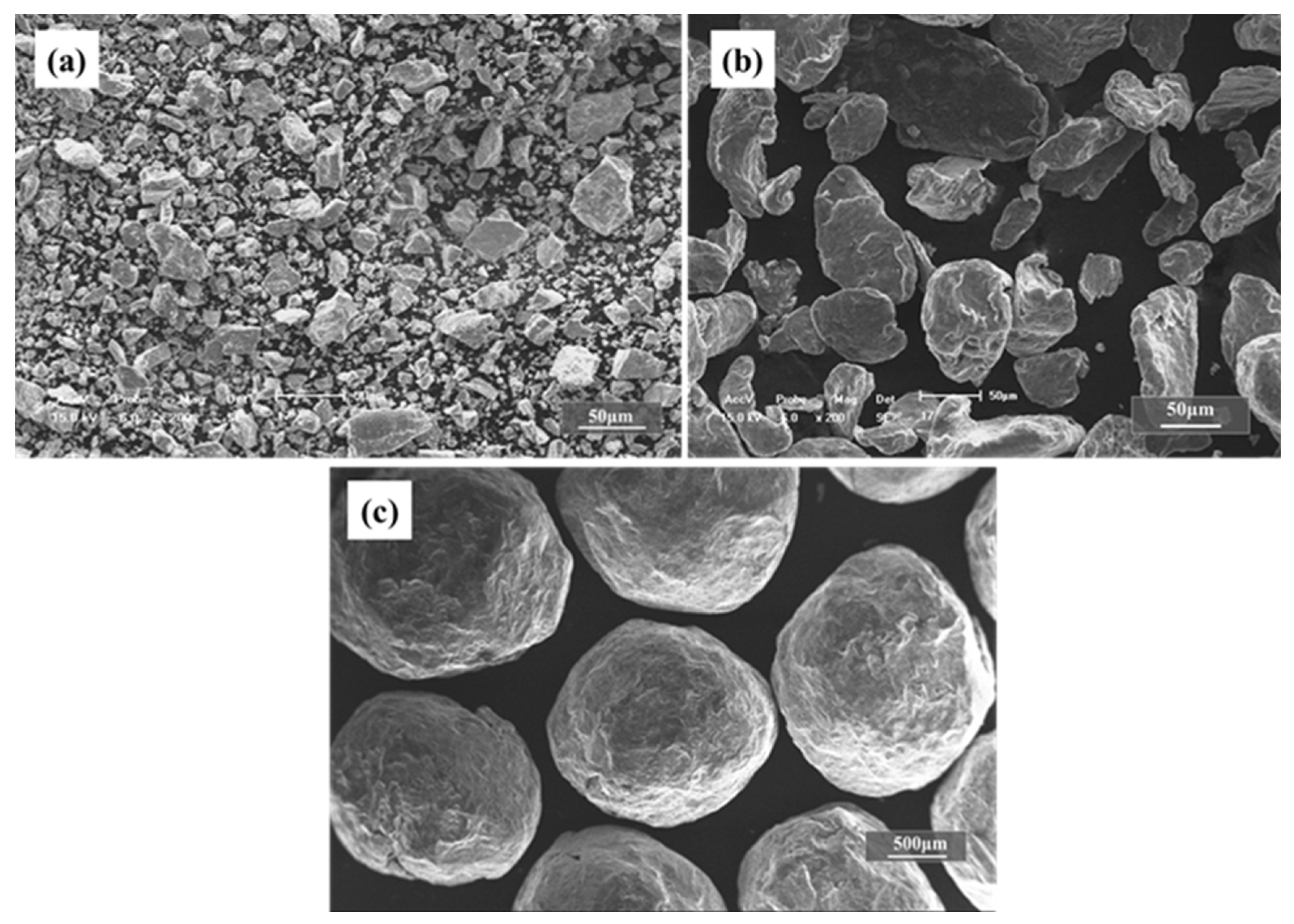
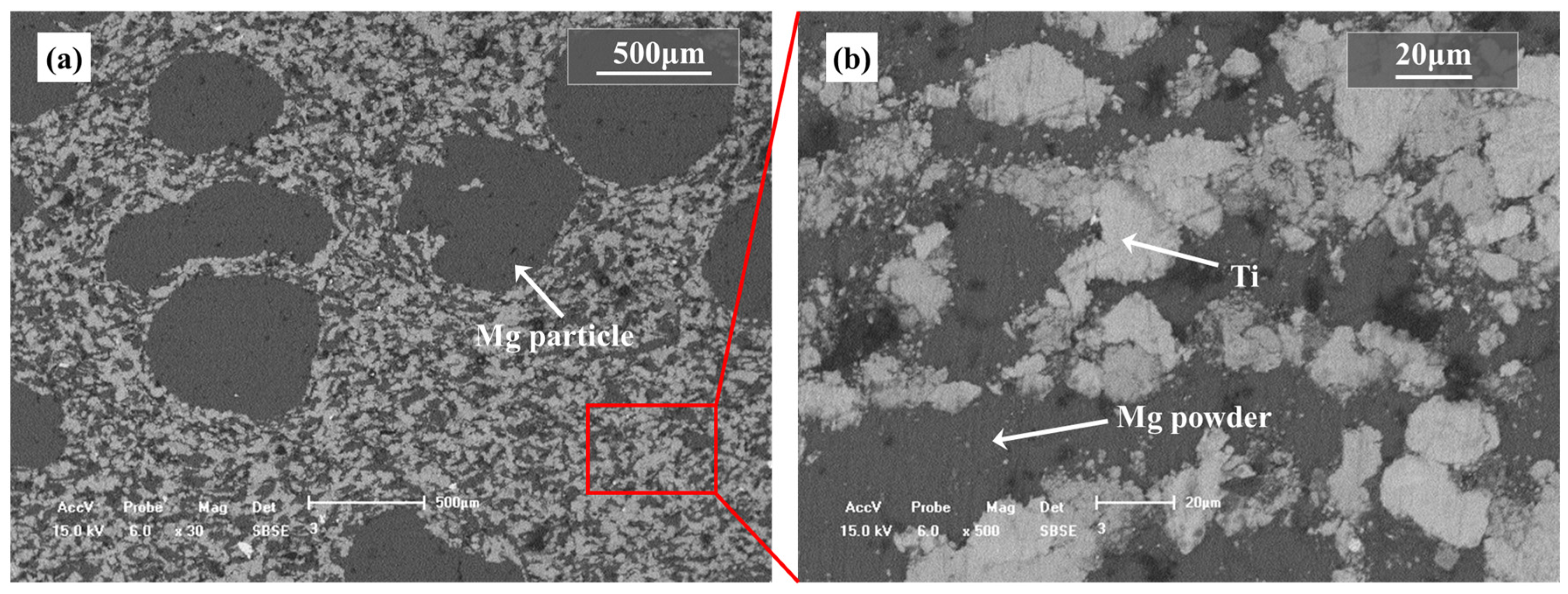
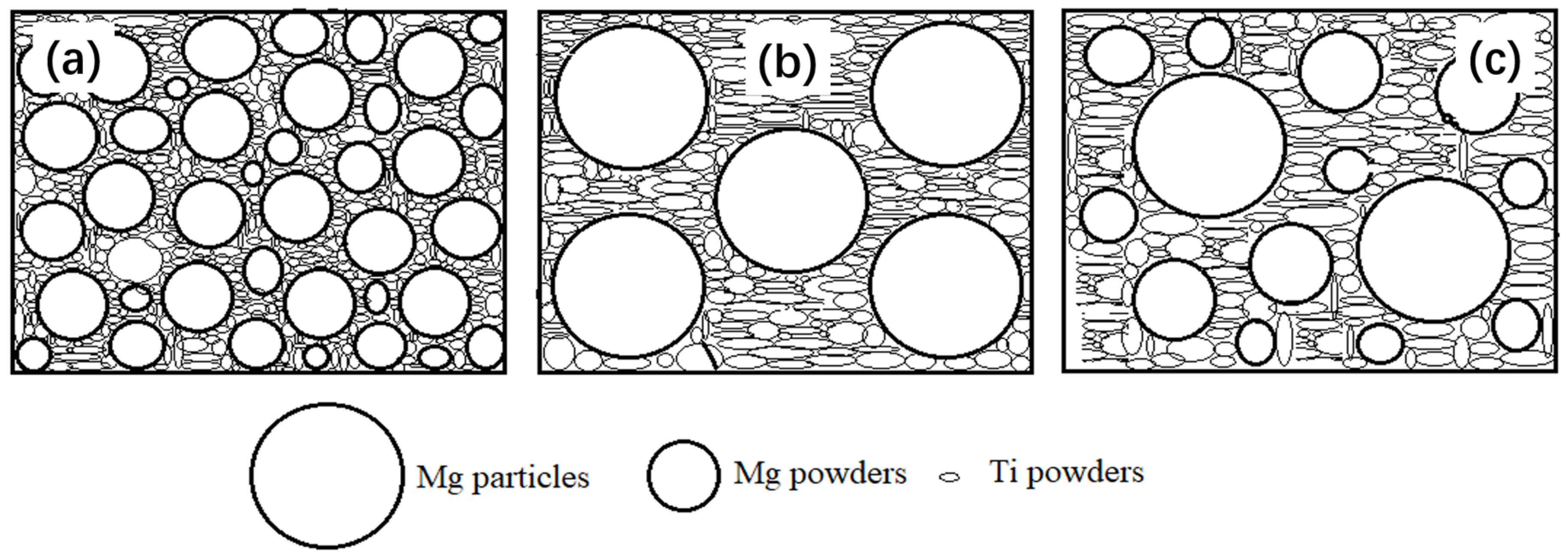
3.1.1. Green Compact
3.1.2. Sintered Compact
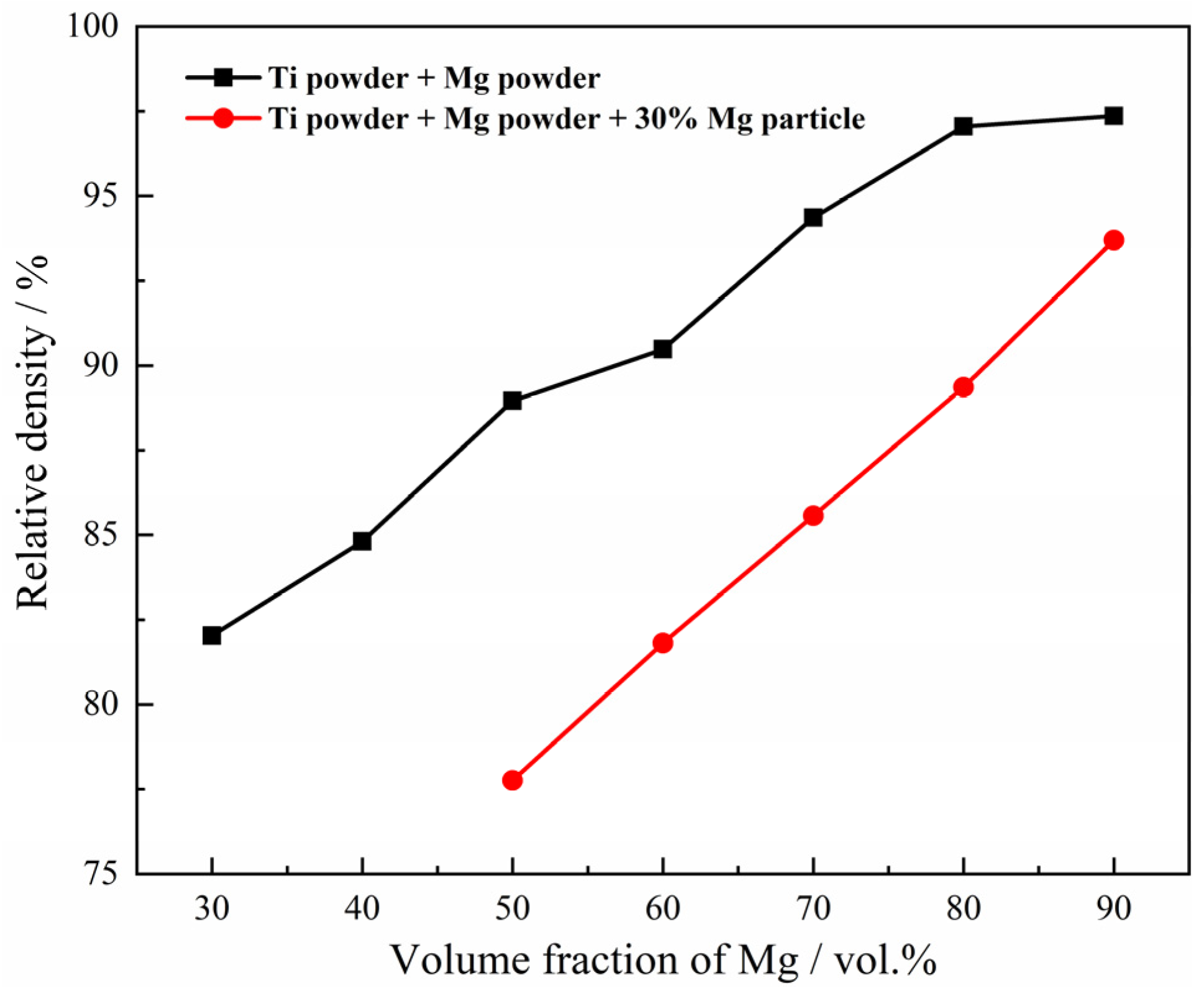
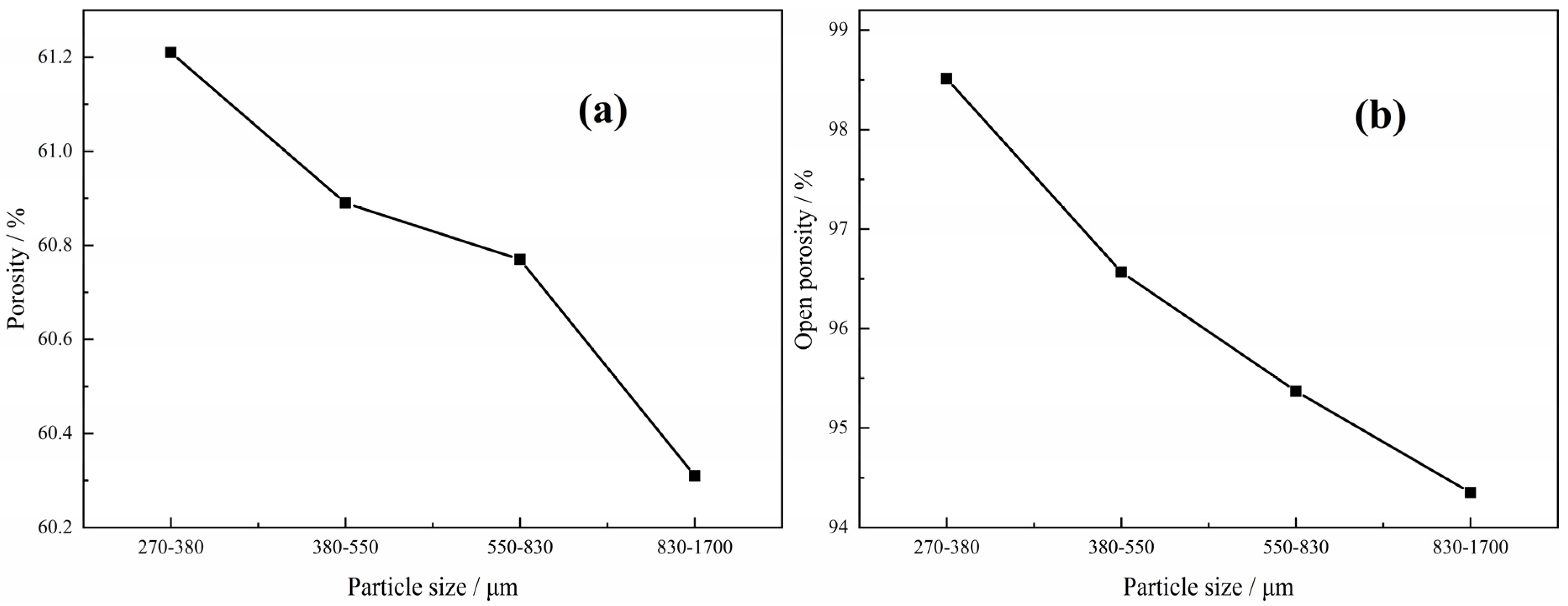
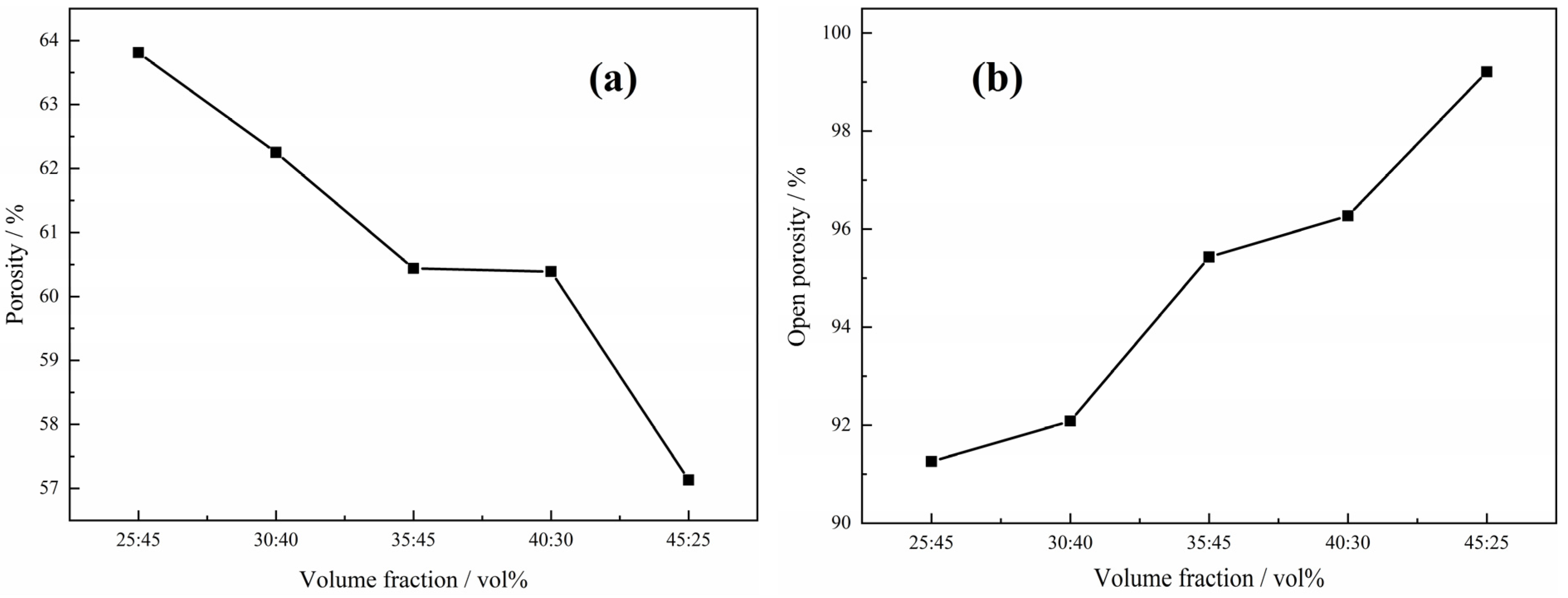
3.2. Porosity and Percentage of Open Pores
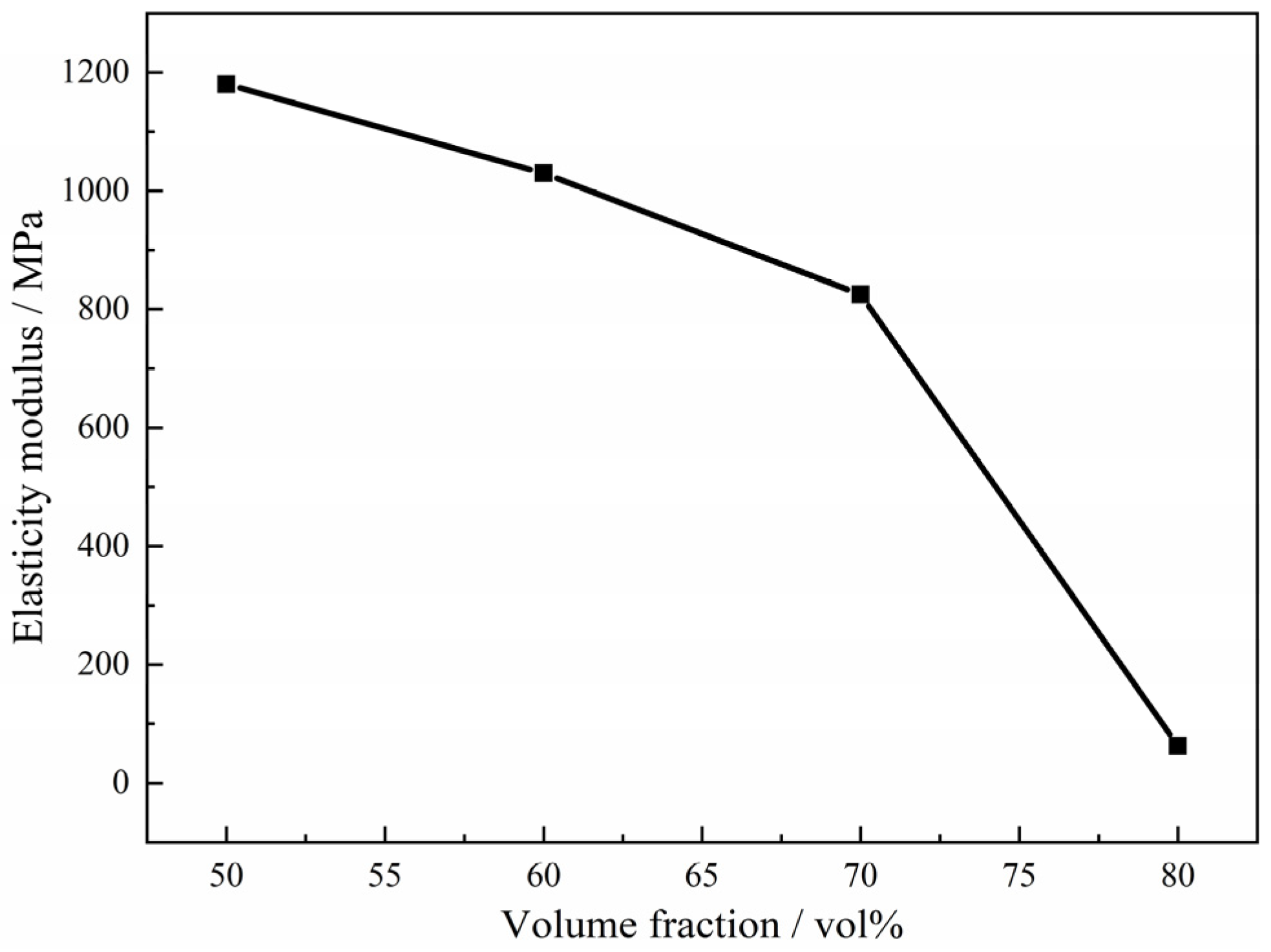
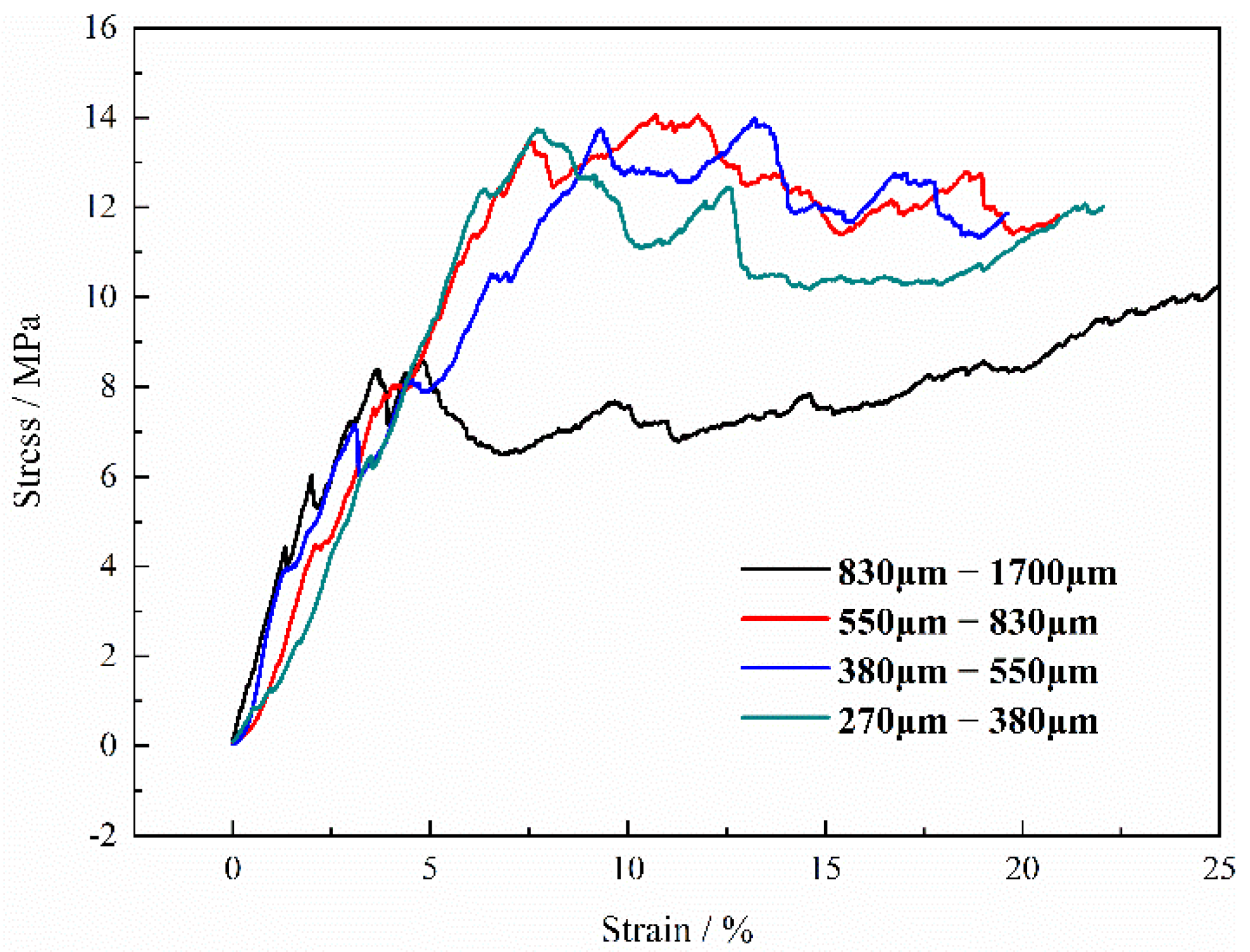
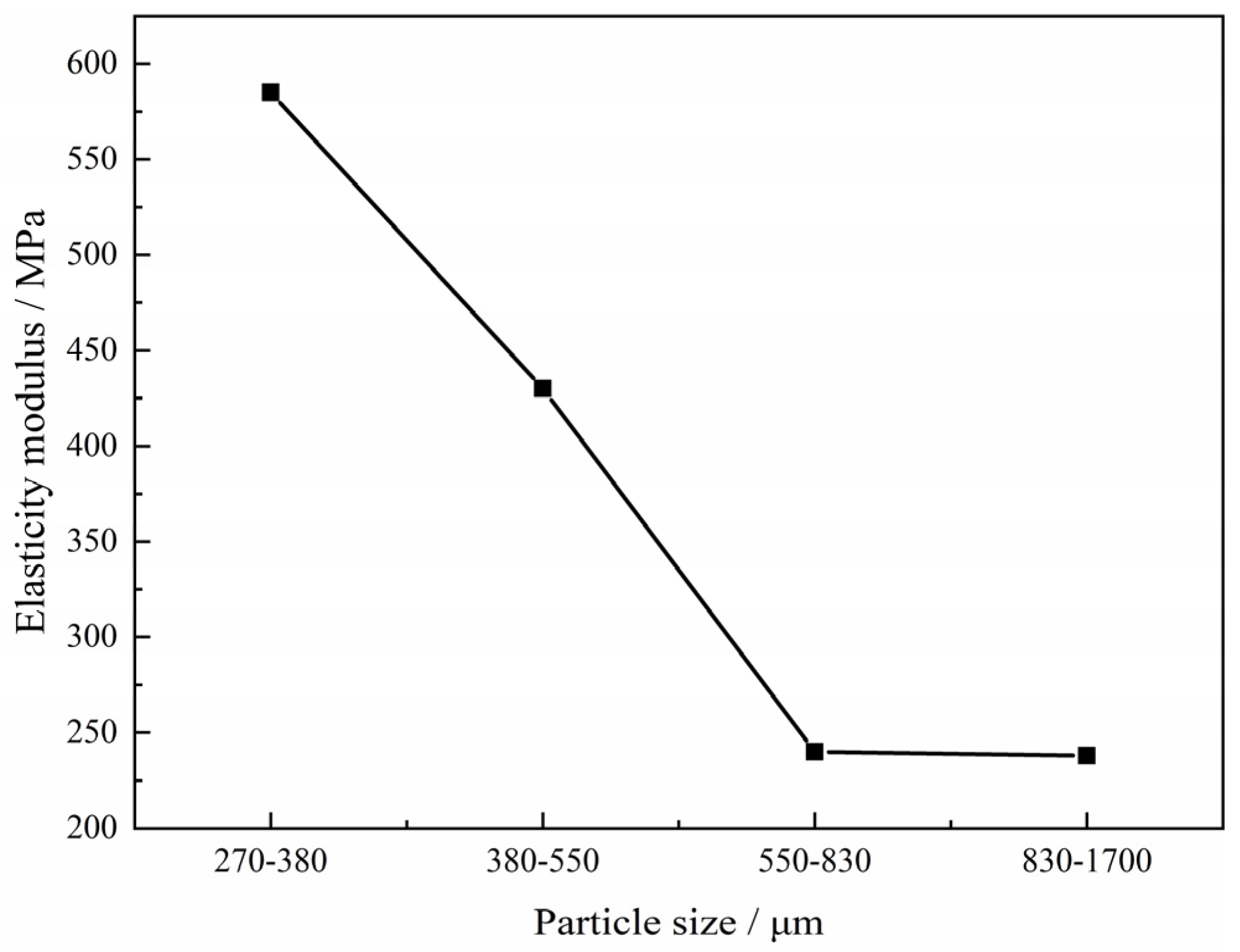
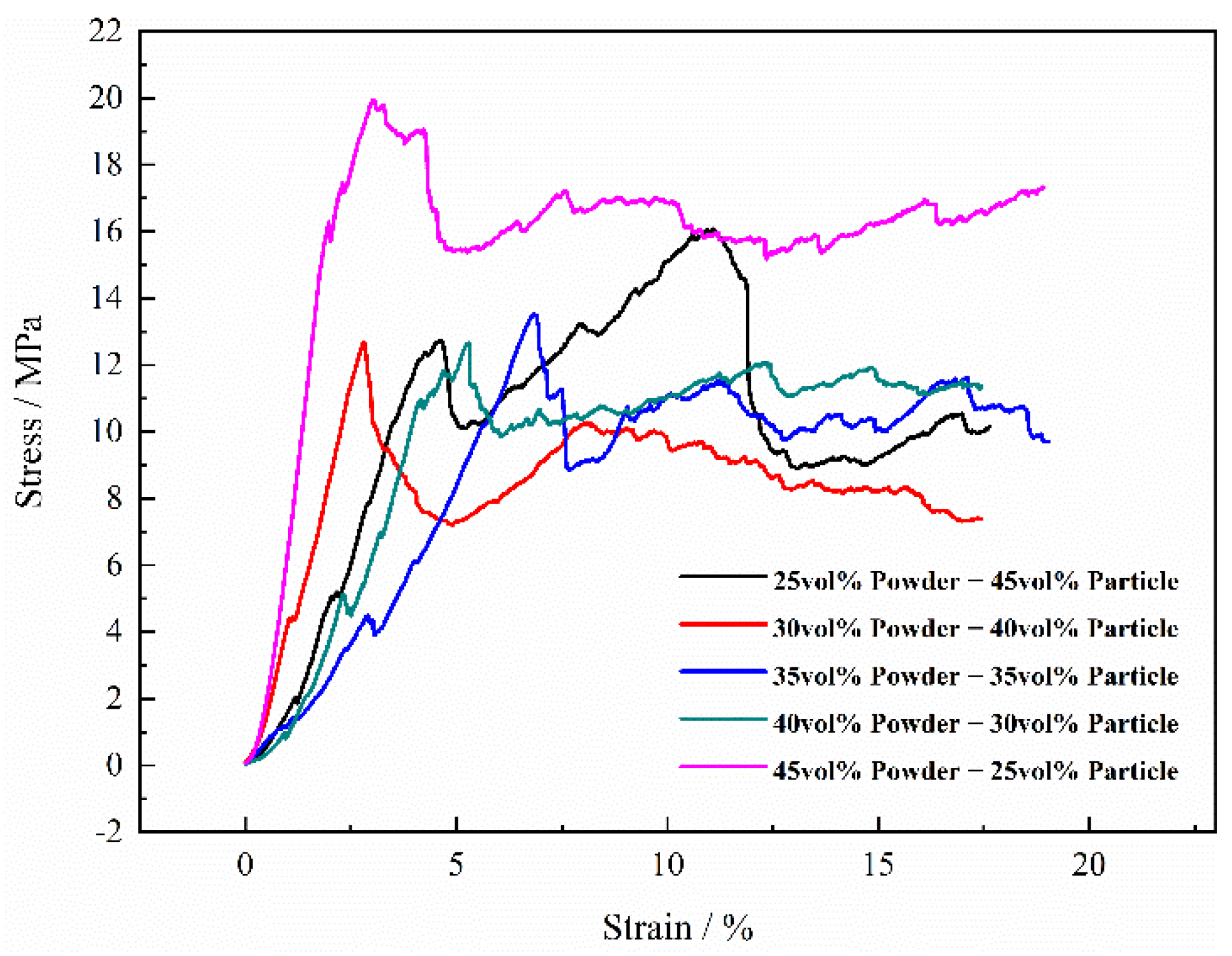
3.3. Mechanical Properties
3.3.1. Adding Mg Powder Only
3.3.2. Adding Mg Powder and Mg Particle Together
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dunand, D.C. Processing of Titanium Foams. Adv. Eng. Mater. 2004, 6, 369–376. [Google Scholar] [CrossRef]
- Banhart, J. Manufacture characterization and application of cellular metals and metal foam. Prog. Mater. Sci. 2001, 46, 559–632. [Google Scholar] [CrossRef]
- Esen, Z.; Bor, Ş. Processing of titanium foams using magnesium spacer particles. Scr. Mater. 2007, 56, 341–344. [Google Scholar] [CrossRef]
- Wang, H.; Chen, F.; Zhao, J.; Lin, Y.; Shen, Q. Porous Ti alloy with enhanced mechanical property prepared via chemical dealloying combined subsequent molten salt electrolysis. Mater. Sci. Eng. A 2022, 853, 143785. [Google Scholar] [CrossRef]
- Laptev, A.; Vyal, O.; Bram, M.; Buchkremer, H.P.; Stöver, D. Green strength of powder compacts provided for production of highly porous titanium parts. Powder Metall. 2005, 48, 358–364. [Google Scholar] [CrossRef]
- Kotan, G.; Bor, A.Ş. Production and characterization of high porosity Ti-6Al-4V foam by space holder technique in powder metallurgy. Turk. J. Eng. Environ. Sci. 2007, 31, 149–156. [Google Scholar]
- Wen, C.; Mabuchi, M.; Yamada, Y.; Shimojima, K.; Chino, Y.; Asahina, T. Processing of biocompatible porous Ti and Mg. Scipta Mater. 2001, 45, 1147–1153. [Google Scholar] [CrossRef]
- Bram, M.; Stiller, C.; Buchkremer, H.P.; Stöver, D.; Baur, H. High-porosity titanium, stainless steel and superalloy parts. Adv. Eng. Mater. 2000, 2, 196–199. [Google Scholar] [CrossRef]
- Wen, C.E.; Yamada, Y.; Shimojima, K.; Chino, Y.; Hosokawa, H.; Mabuchi, M. Novel titanium foam for bone tissue engineering. J. Mater. Res. 2002, 17, 2633–2639. [Google Scholar] [CrossRef]
- Wen, C.E.; Yamada, Y.; Shimojima, K.; Chino, Y.; Asahina, T.; Mabuchi, M. Processing and mechanical properties of autogenous titanium implant materials. J. Mater. Sci. Mater. Med. 2002, 13, 397–401. [Google Scholar] [CrossRef] [PubMed]
- Jee, C.S.Y.; Özgüven, N.; Guo, Z.X.; Evans, J.R.G. Preparation of high porosity metal foams. Metall. Mater. Trans. B 2000, 31, 1345–1352. [Google Scholar] [CrossRef]
- Aydoğmuş, T.; Bor, Ş. Processing of porous TiNi alloys using magnesium as space holder. J. Alloys Compd. 2009, 478, 705–710. [Google Scholar] [CrossRef]
- Alejandra, R.-C.; Miquel, P.; José, A.C.; Francisco, J.G.; Elisa, R.; José, M.M. Powder metallurgy with space holder for porous titanium implants: A review. J. Mater. Sci. Technol. 2021, 76, 129–149. [Google Scholar] [CrossRef]
- Murray, J.L. The Mg−Ti (Magnesium-Titanium) system. Bull. Alloy Phase Diagr. 1986, 7, 245–248. [Google Scholar] [CrossRef]
- Tuncer, N.; Arslan, G.; Maire, E.; Salvo, L. Influence of cell aspect ratio on architecture and compressive strength of titanium foams. Mater. Sci. Eng. A 2011, 5, 7368–7374. [Google Scholar] [CrossRef]
- Nakaş, G.İ.; Dericioğlu, A.F.; Bor, Ş. Monotonic and cyclic compressive behavior of superelastic TiNi foams processed by sintering using magnesium space holder technique. Mater. Sci. Eng. A 2013, 31, 140–146. [Google Scholar] [CrossRef]
- Li, D.S.; Zhang, Y.P.; Ma, X.; Zhang, X.P. Space-holder engineered porous NiTi shape memory alloys with improved pore characteristics and mechanical properties. J. Alloys Compd. 2009, 474, L1–L5. [Google Scholar] [CrossRef]
- Wang, Y.Q.; Tao, J.; Zhang, J.L.; Wang, T. Effects of addition of NH4HCO3 on pore characteristics and compressive properties of porous Ti-10%Mg composites. Trans. Nonferrous Met. Soc. China 2011, 21, 1074–1079. [Google Scholar] [CrossRef]
- Esen, Z.; Bor, Ş. Characterization of Ti–6Al–4V alloy foams synthesized by space holder technique. Mater. Sci. Eng. A 2011, 528, 3200–3209. [Google Scholar] [CrossRef]
- Simone, A.E.; Gibson, L.J. Effects of solid distribution on the stiffness and strength of metallic foams. Acta Mater. 1998, 46, 2139–2150. [Google Scholar] [CrossRef]





Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, H.; Zhao, J.; Du, H.; Yin, W.; Qu, Y. Effect of Mg Powder’s Particle Size on Structure and Mechanical Properties of Ti Foam Synthesized by Space Holder Technique. Materials 2022, 15, 8863. https://doi.org/10.3390/ma15248863
Luo H, Zhao J, Du H, Yin W, Qu Y. Effect of Mg Powder’s Particle Size on Structure and Mechanical Properties of Ti Foam Synthesized by Space Holder Technique. Materials. 2022; 15(24):8863. https://doi.org/10.3390/ma15248863
Chicago/Turabian StyleLuo, Hongjie, Jiahao Zhao, Hao Du, Wei Yin, and Yang Qu. 2022. "Effect of Mg Powder’s Particle Size on Structure and Mechanical Properties of Ti Foam Synthesized by Space Holder Technique" Materials 15, no. 24: 8863. https://doi.org/10.3390/ma15248863