
On the Microstructure, Microhardnessand Wear Behavior of Gray Cast Iron Surface Layer after Laser Strengthening

 ,
,  ,
,  ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. The Initial Material
2.2. Laser-Strengthening Conditions
2.3. Tribological Testing
2.4. Measuring Equipment
3. Results
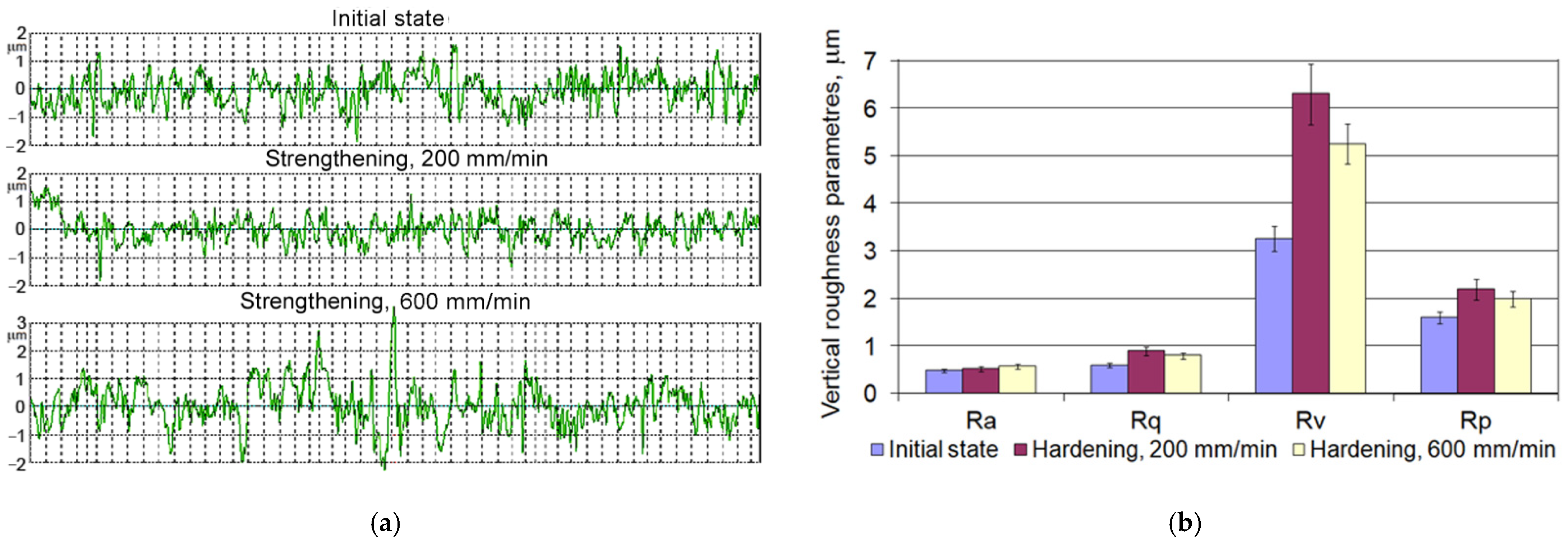
3.1. The Surface Roughness Changes
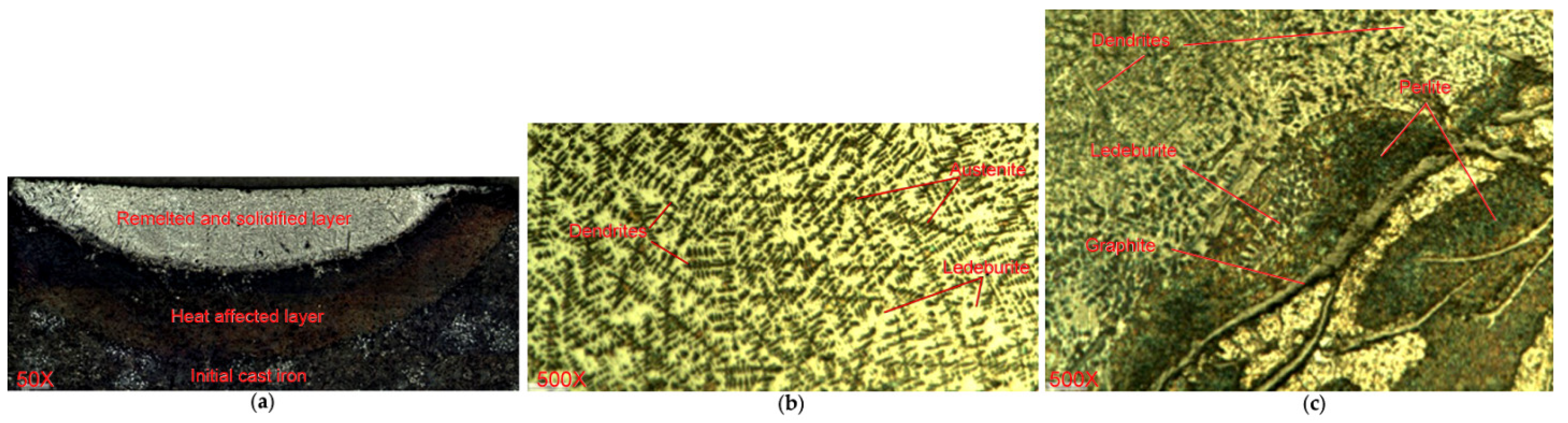
3.2. The Microstructure of Strengthened Layers
3.3. Changes in Strengthened Layer Thickness after Laser Strengthening of Cast Iron
3.4. Changes in the Microhardness of the Strengthened Surface Layer
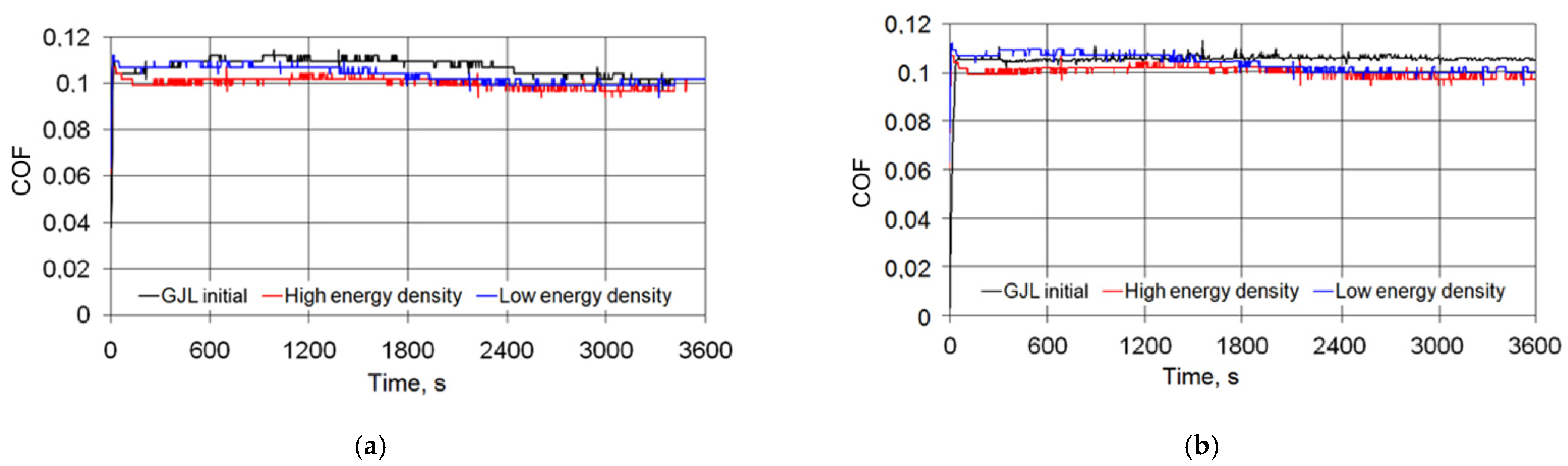
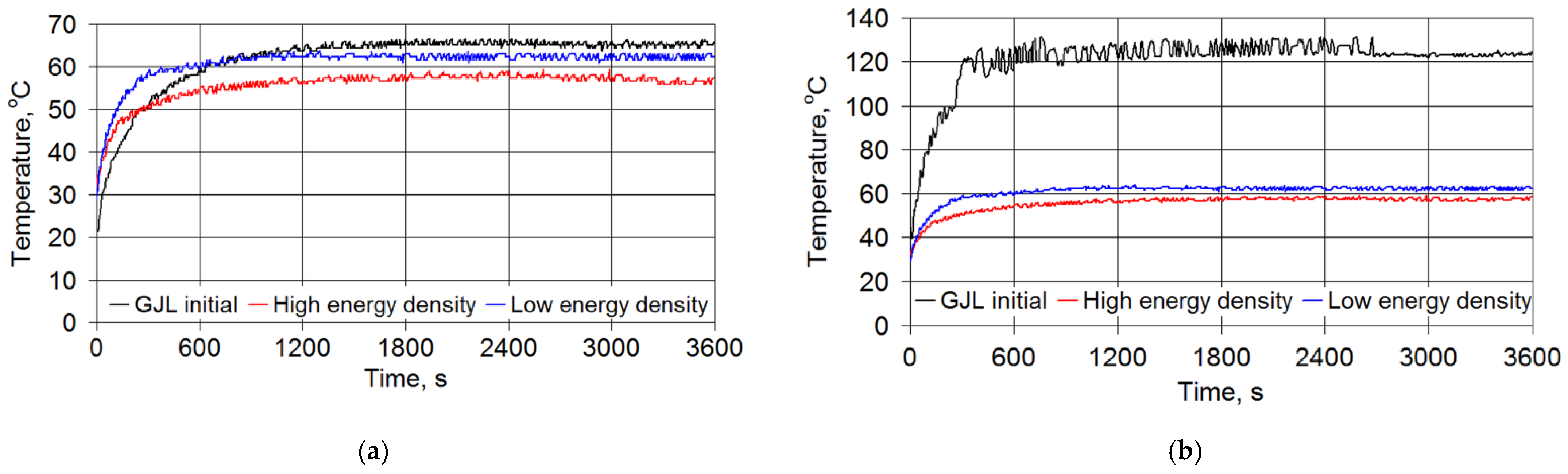
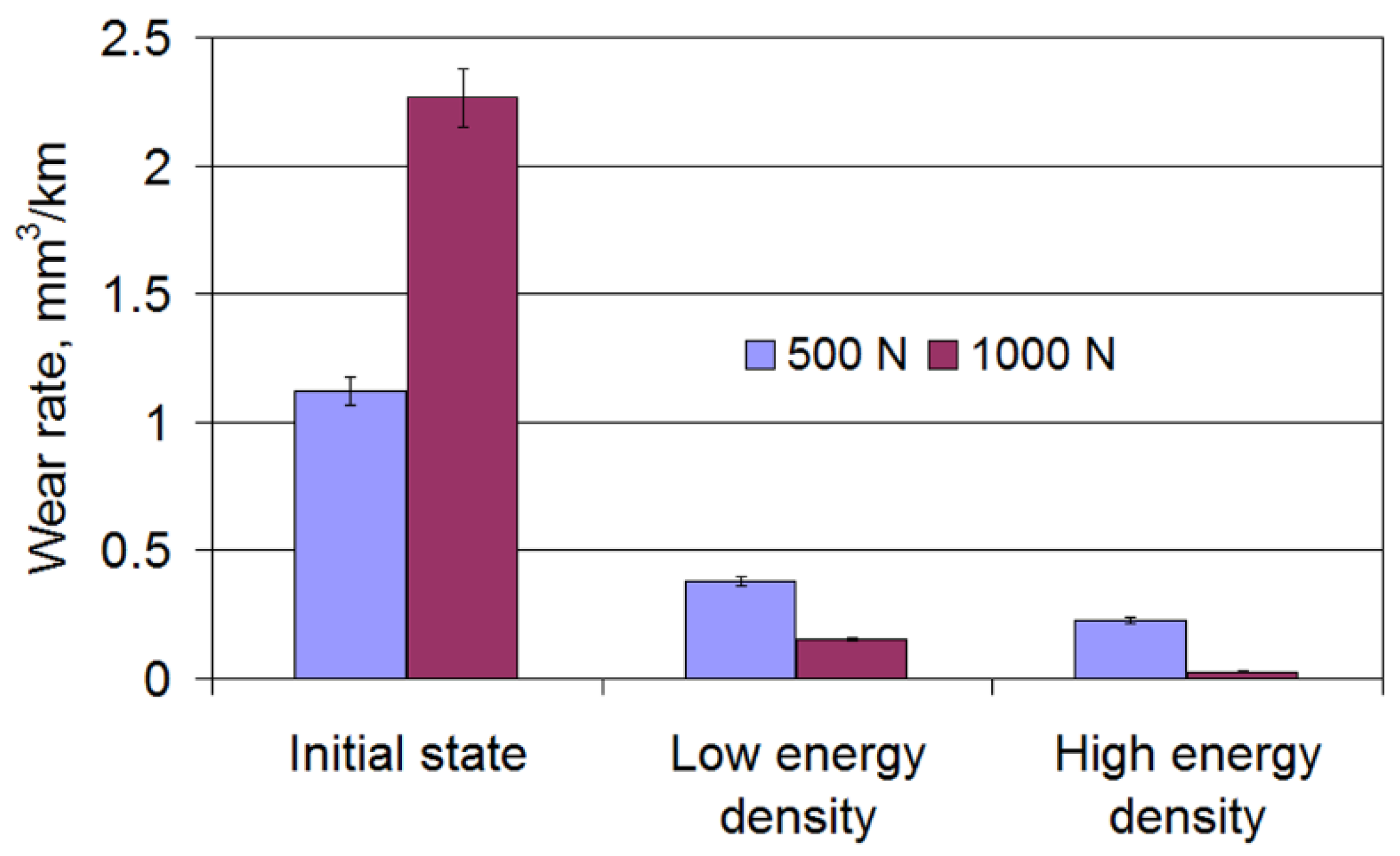
3.5. Tribological Behavior of the Cast Iron Surface Layer after Laser Strengthening
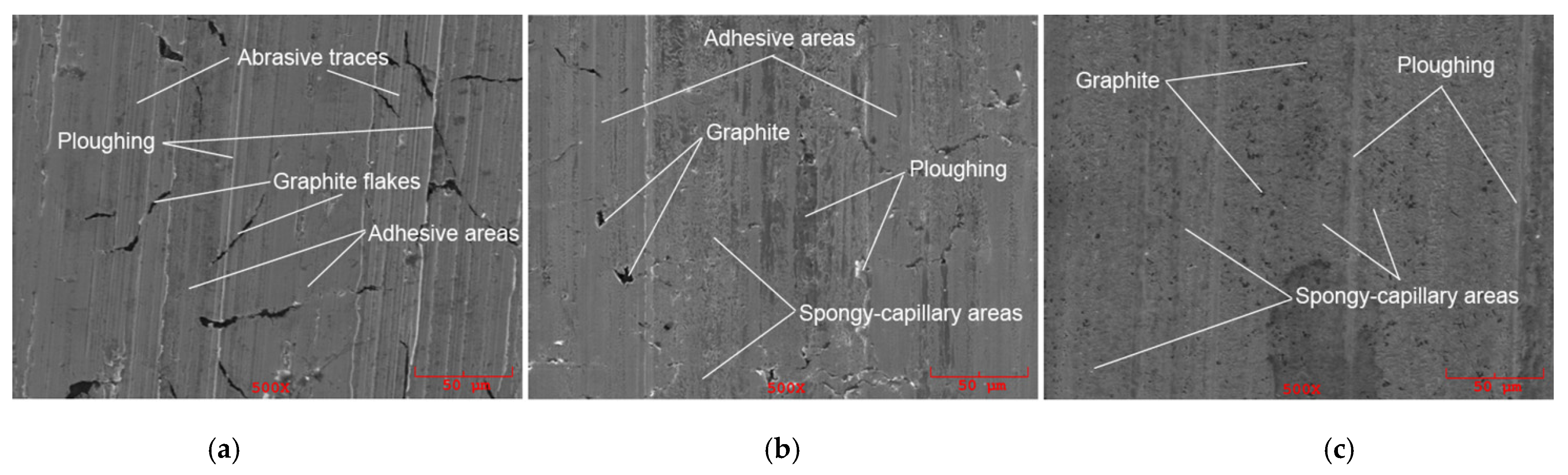
3.6. Wear Features of the Surface Layer of the Cast Iron after Laser Strengthening
4. Discussion
5. Conclusions
- When processing cast irons with a laser beam with remelting and solidification of the surface layer, their microstructure was not homogeneous in depth and had a layered texture. The thickness of the strengthened layer, as well as the thickness of the HAZ, depended on the surface energy density of the laser beam, which decreased with increasing spot diameter and speed. For the remelted–solidified layer, the yield of the thickness values on the plateau was observed when the surface energy density reached 600 J/mm3, whereas for the HAZ, it occurred when the energy density was above 200 J/mm3.
- The effects of laser strengthening parameters on the microhardness of the remelted and solidified layer were insignificant.
- Under relatively low loads, the COFs after laser strengthening were practically constant, and with increasing loads, the COFs decreased by 20–30% in comparison with the initial cast iron. Under high loads, the temperature of the initial cast iron reached 120–140 °C, while in the case of laser strengthening, its level was considerably lower. Laser strengthening allowed for increasing the wear resistance of cast iron from fivefold to almost tenfold in comparison with the initial cast iron.
- Most important for the engineering practice was the fact that when laser strengthening was applied to gray cast iron, the right choice of the surface energy density provided stable and low COFs and a very significant increase in the wear resistance compared with the cast iron in the initial state.
- The right choice of the surface energy density values provided stable and low coefficients of friction and a very significant increase in the wear resistance compared withthe cast iron in the initial state. The values of the surface energy density could be easily controlled, which meant that different parts could be operated efficiently after the laser strengthening.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zaleski, K.; Skoczylas, A. The influence of vibratory shot peening on the selected properties of the surface layer elements made of cast iron. Mechanik 2019, 11, 739–741. [Google Scholar] [CrossRef]
- Silva, K.H.S.; Carneiro, J.R.; Coelho, R.S.; Pinto, H.; Brito, P. Influence of shot peening on residual stresses and tribological behavior of cast and austempered ductile iron. Wear 2019, 440–441, 203099. [Google Scholar] [CrossRef]
- Gu, J.; Luo, C.; Zhang, P.; Ma, P.; Ren, X. Laser cavitation peening of gray cast iron: Effect of coverage layer on the surface integrity. Appl. Surf. Sci. 2020, 521, 146295. [Google Scholar] [CrossRef]
- Abboud, J.H.; Benyounis, K.Y.; Olabi, A.G.; Hashmi, M.S.J. Laser surface treatments of iron-based substrates for automotive application. J. Mater. Process. Technol. 2007, 182, 427–431. [Google Scholar] [CrossRef]
- Akinribide, O.J.; Akinwamide, S.O.; Obadele, B.A.; Ogundare, O.D.; Ayeleru, O.O.; Olubambi, P.A. Tribological behaviour of ductile and austempered grey cast iron under dry environment. Mater. Today Proc. 2021, 38, 1174–1182. [Google Scholar] [CrossRef]
- Benyounis, K.Y.; Fakron, O.M.A.; Abboud, J.H.; Olabi, A.G.; Hashmi, M.J.S. Surface melting of nodular cast iron by Nd-YAG laser and TIG. J. Mater. Process. Technol. 2005, 170, 127–132. [Google Scholar] [CrossRef]
- Alabeedi, K.F.; Abboud, J.H.; Benyounis, K.Y. Microstructure and erosion resistance enhancement of nodular cast iron by laser melting. Wear 2009, 266, 925–933. [Google Scholar] [CrossRef]
- Bhavikatti, S.S.; Pardeshi, S.S.; Mishra, P.K. Investigation for Hardening of Cast Iron using Low-Power Fiber Laser. Int. J. Eng. Innov. Technol. 2012, 2, 42–46. [Google Scholar]
- Fernandez-Vicente, A.; Pellizzari, M.; Arias, J.L. Feasibility of laser surface treatment of pearlitic and bainitic ductile irons for hot rolls. J. Mater. Process. Technol. 2012, 12, 989–1002. [Google Scholar] [CrossRef]
- Němeček, S. Microstructure and properties of cast iron after laser surface hardening. Mater. Eng. 2013, 20, 153–159. [Google Scholar]
- Cheng, X.; Hu, S.; Song, W.; Xiong, X. A comparative study on gray and nodular cast irons surface melted by plasma beam. Vacuum 2014, 101, 177–183. [Google Scholar] [CrossRef]
- Chen, Z.; Zhou, T.; Zhang, P.; Zhang, H.; Yang, W.; Zhou, H.; Ren, L. Influences of single laser tracks’ space on the rolling fatigue contact of gray cast iron. Opt. Laser Technol. 2015, 72, 15–24. [Google Scholar] [CrossRef]
- Paczkowska, M. The evaluation of the influence of laser treatment parameters on the type of thermal effects in the surface layer microstructure of gray irons. Opt. Laser Technol. 2016, 76, 143–148. [Google Scholar] [CrossRef]
- Pagano, N.; Angelini, V.; Ceschini, L.; Campana, G. Laser remelting for enhancing tribological performances of a ductile iron. Procedia CIRP 2016, 41, 987–991. [Google Scholar] [CrossRef] [Green Version]
- Ceschini, L.; Campana, G.; Pagano, N.; Angelini, V. Effect of laser surface treatment on the dry sliding behaviour of the ENGJS400-12 ductile cast iron. Tribol. Int. 2016, 104, 342–351. [Google Scholar] [CrossRef]
- Wang, B.; Pan, Y.; Liu, Y.; Barber, G.C.; Qiu, F.; Hu, M. Wear behavior of composite strengthened gray cast iron by austempering and laser hardening treatment. J. Mater. Res. Technol. 2020, 9, 2037–2043. [Google Scholar] [CrossRef]
- Wang, B.; Pan, Y.; Liu, Y.; LyuNBarber, G.C.; Wang, R.; Cui, W.; Qiu, F.; Hu, M. Effects of quench-tempering and laser hardening treatment on wear resistance of gray cast iron. J. Mater. Res. Technol. 2020, 9, 8163–8171. [Google Scholar] [CrossRef]
- Han, X.; Zhang, Z.; Pan, Y.; Barber, G.C.; Yang, H.; Qiu, F. Sliding wear behavior of laser surface hardened austempered ductile iron. J. Mater. Res. Technol. 2020, 9, 14609–14618. [Google Scholar] [CrossRef]
- Zhang, M.X.; Pang, J.C.; Qiu, Y.; Li, S.X.; Wang, M.; Zhang, Z.F. Influence of microstructure on the thermo-mechanical fatigue behavior and life of vermicular graphite cast irons. Mater. Sci. Eng. A 2020, 771, 138617. [Google Scholar] [CrossRef]
- Feldshtein, E.E.; Dyachkova, L.N. Wear minimization for highly loaded iron-based MMCs due to the formation of spongy-capillary texture on the friction surface. Wear 2020, 444–445, 203. [Google Scholar] [CrossRef]







Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feldshtein, E.; Devojno, O.; Wojciechowski, S.; Kardapolava, M.; Kasiakova, I. On the Microstructure, Microhardnessand Wear Behavior of Gray Cast Iron Surface Layer after Laser Strengthening. Materials 2022, 15, 1075. https://doi.org/10.3390/ma15031075
Feldshtein E, Devojno O, Wojciechowski S, Kardapolava M, Kasiakova I. On the Microstructure, Microhardnessand Wear Behavior of Gray Cast Iron Surface Layer after Laser Strengthening. Materials. 2022; 15(3):1075. https://doi.org/10.3390/ma15031075
Chicago/Turabian StyleFeldshtein, Eugene, Oleg Devojno, Szymon Wojciechowski, Marharyta Kardapolava, and Iryna Kasiakova. 2022. "On the Microstructure, Microhardnessand Wear Behavior of Gray Cast Iron Surface Layer after Laser Strengthening" Materials 15, no. 3: 1075. https://doi.org/10.3390/ma15031075
APA StyleFeldshtein, E., Devojno, O., Wojciechowski, S., Kardapolava, M., & Kasiakova, I. (2022). On the Microstructure, Microhardnessand Wear Behavior of Gray Cast Iron Surface Layer after Laser Strengthening. Materials, 15(3), 1075. https://doi.org/10.3390/ma15031075