
Interfacial Characteristics of 6061/AZ31B Composites in Multi-Pass Rolling


Abstract
:1. Introduction
2. Materials and Methods
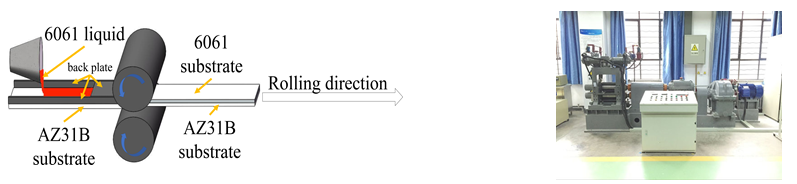
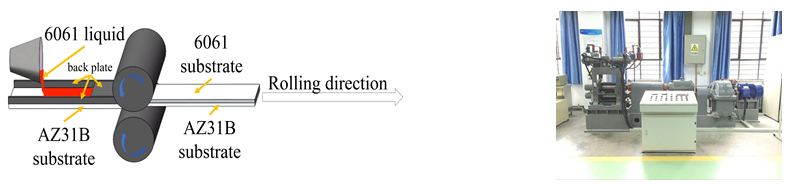
2.1. Materials and Preparation Processing
2.2. Characterization Description
2.3. Mechanical Property Analysis and Thickness Measurement
3. Results and Discussion
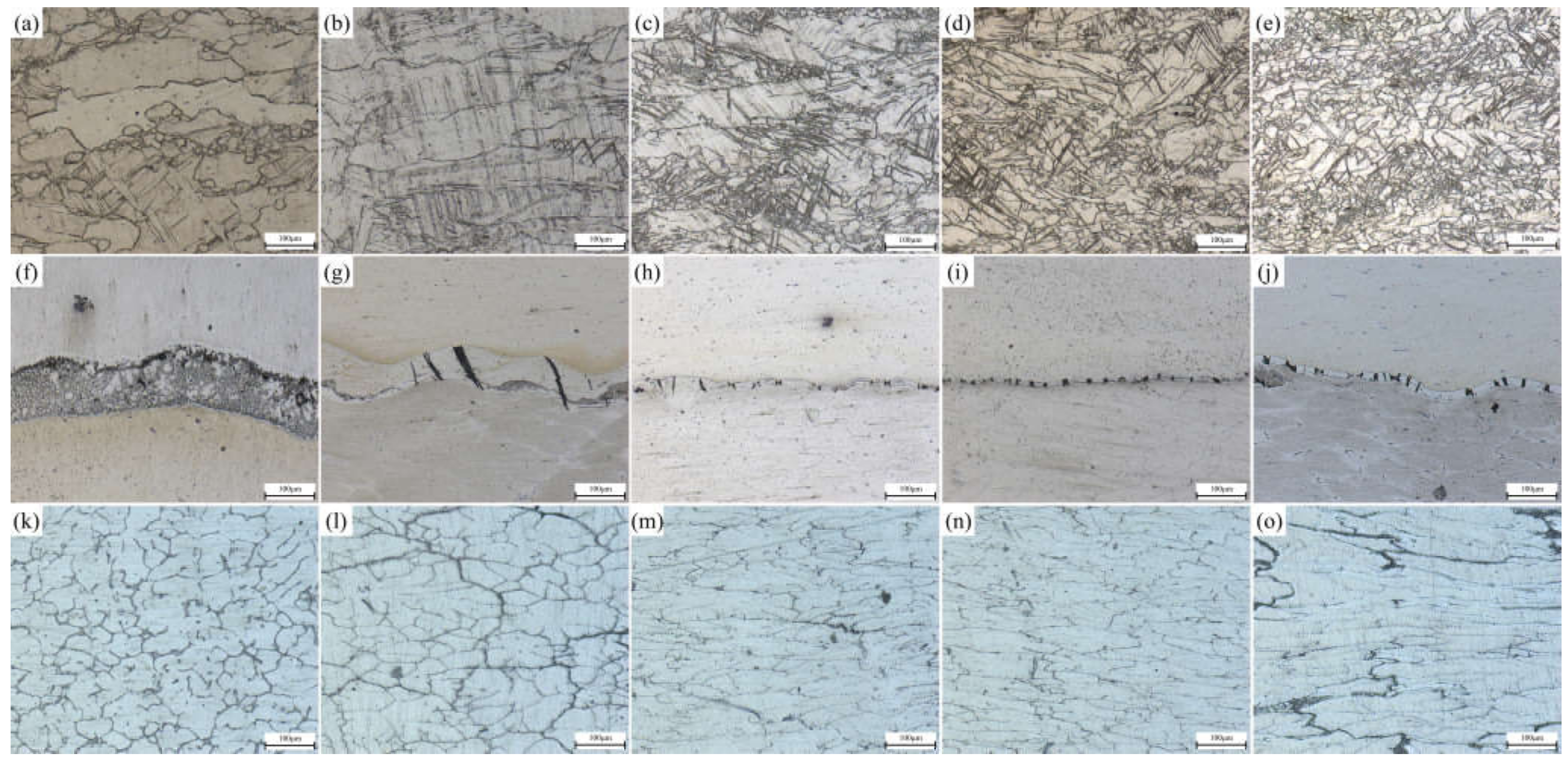
3.1. Effect of Rolling Passes on Microstructure
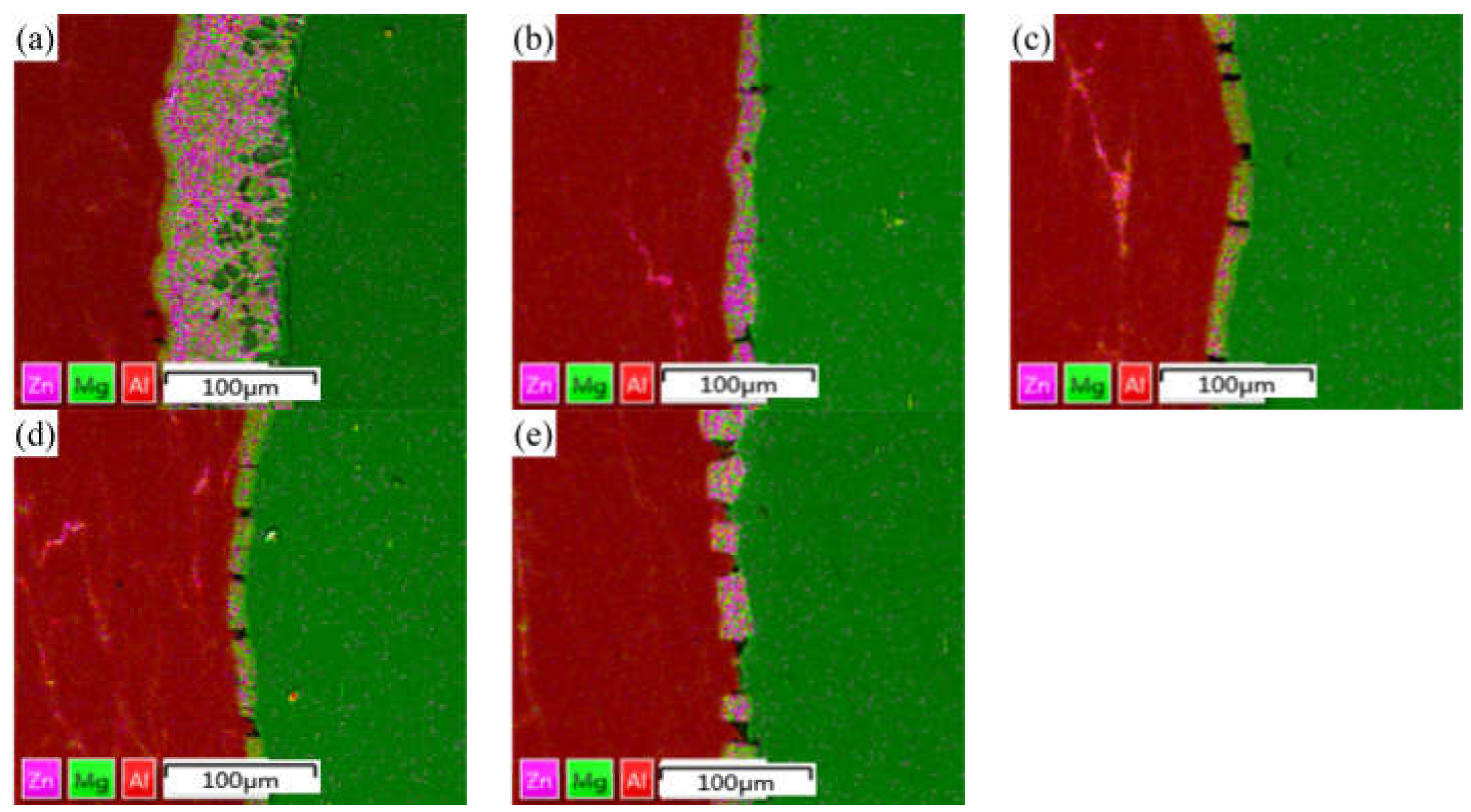
3.2. Distribution of Alloying Elements in Different Rolling Passes
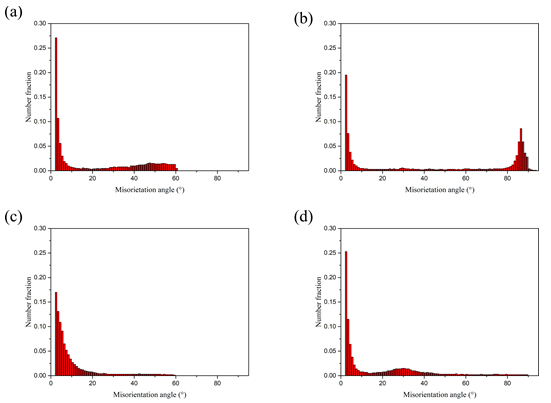
3.3. EBSD Analysis of Different Rolling Passes
3.4. Variation of Mechanical Properties with Rolling Passes
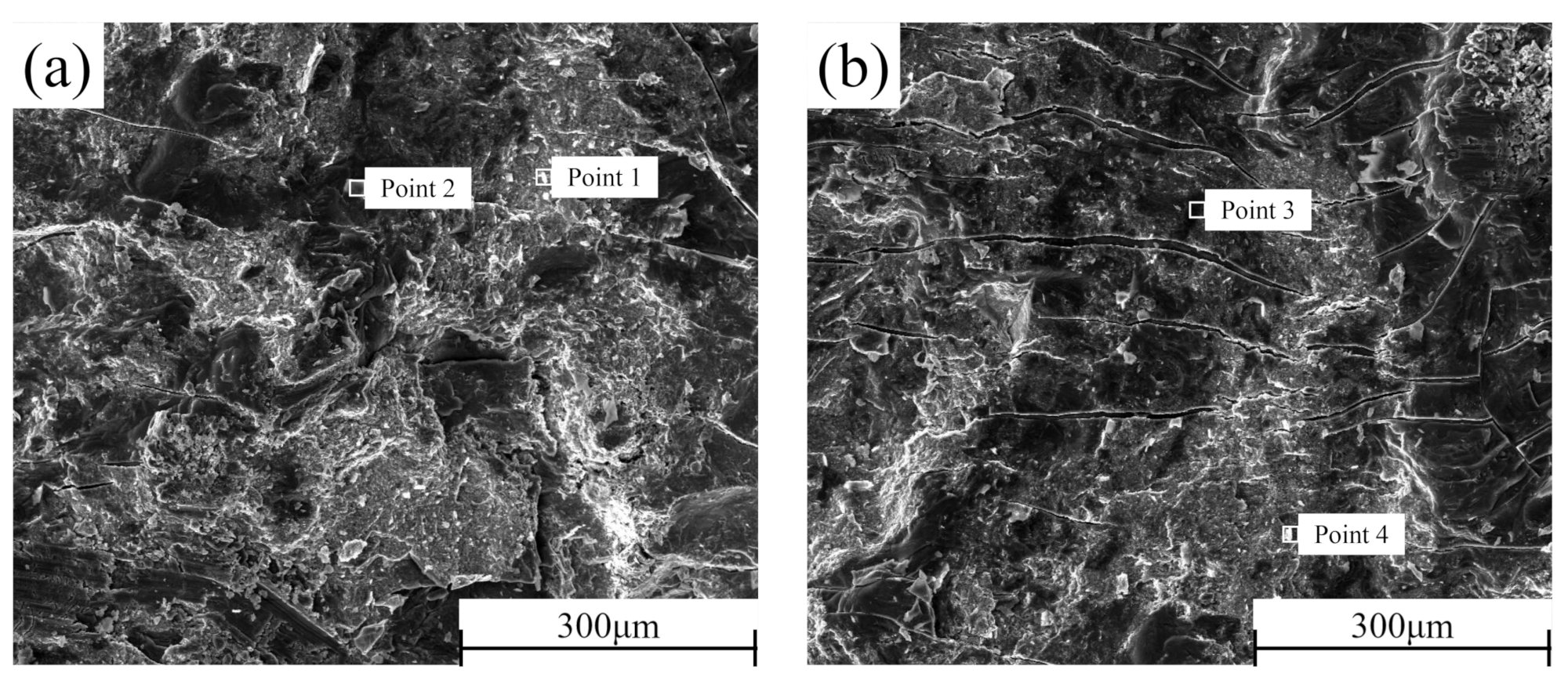
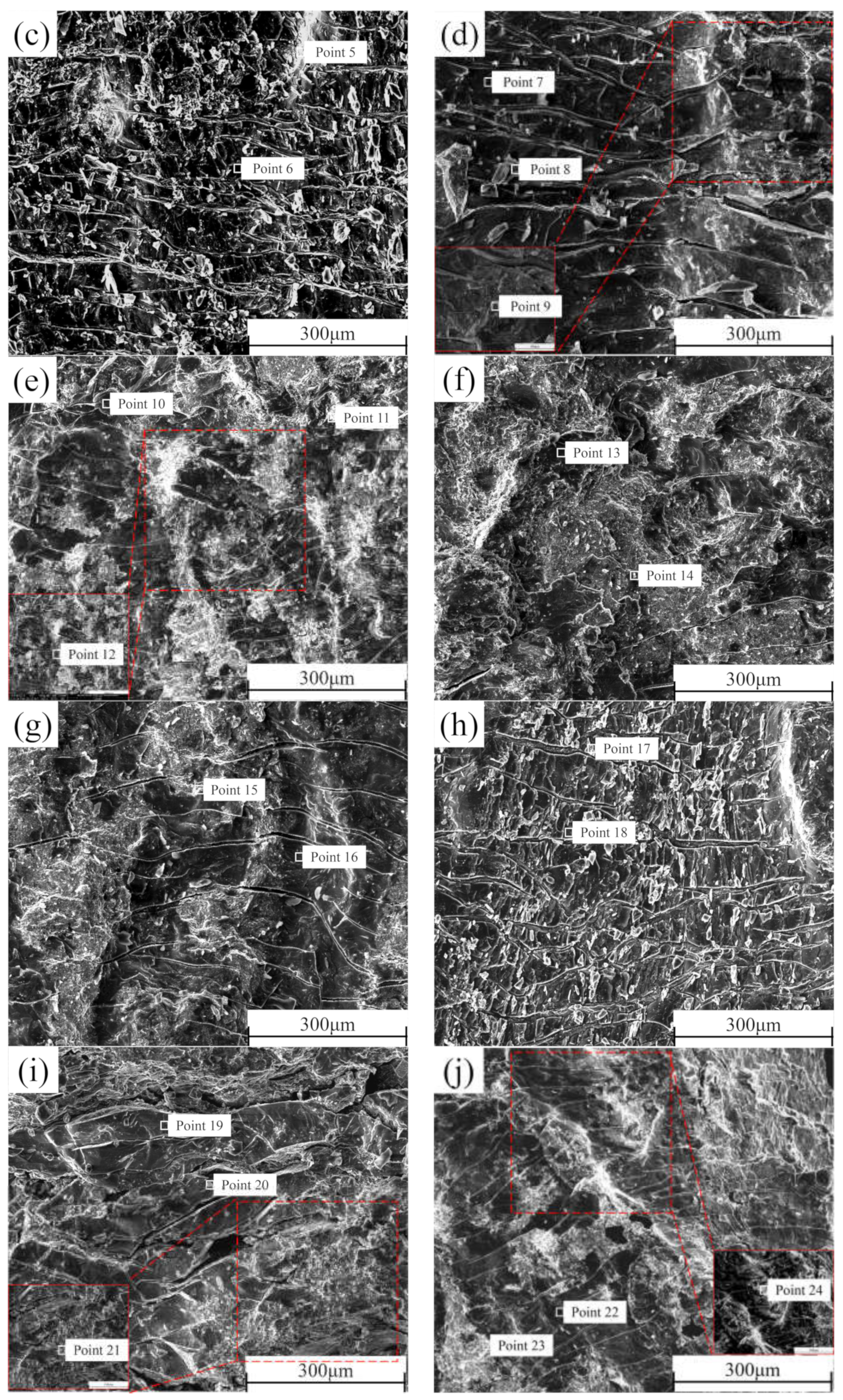
3.5. Shear Section Analysis
4. Conclusions
- The Al/Mg composite plate bonding layer is crushed by multi-pass rolling, and the base material on both sides of the substrate gradually grows towards the fracture of the bonding layer.
- With the increase of rolling passes, the grains in the 6061 substrate grow into strips along the rolling direction. The preheating temperature and deformation amount are not enough to cause dynamic recrystallization, and most of the internal grains are large deformation grains.
- The internal grains of AZ31B substrate change from the initial rolling state to fine equiaxed grains and the melting point of AZ31B is lower than 6061. Under the same conditions, dynamic recrystallization occurs in the AZ31B substrate, and the internal grains are basically recrystallized after the fourth pass of rolling.
- The tensile strength and shear strength of the Al/Mg composite plate containing the Zn interlayer can be improved by multi-pass rolling. With the increase of rolling passes, the tensile strength and shear strength of the Al/Mg composite plate increase, and the elongation decreases.
- After the fourth pass of rolling, the tensile strength and shear strength of the composite plate reaches the maximum values, which are 190 MPa and 90 MPa, respectively. The elongation was 5.4%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, P.; Chen, Z.; Hu, C.; Li, B.; Mo, T.; Liu, Q. Effects of annealing on the interfacial structures and mechanical properties of hot roll bonded Al/Mg clad sheets. Mater. Sci. Eng. A 2020, 792, 139673. [Google Scholar] [CrossRef]
- Chen, X.Z. Review of laminar composite mental material manufacturing technique. Nonferrous Met. Mater. Eng. 2017, 38, 63–66. [Google Scholar]
- Wu, H.Y.; Lee, S.; Wang, J.Y. Solid-state bonding of iron-based alloys, steel–brass, and aluminum alloys. J. Mater. Process. Technol. 1998, 75, 173–179. [Google Scholar] [CrossRef]
- Han, Y.N.; Zhang, X.J.; Li, L.; Zhou, D.J. A review on study of the intermetallic compounds at the interface of aluminum matrix laminated composites. Mater. Rep. 2019, 33, 1198–1205. [Google Scholar]
- Li, G.Y.; Jiang, W.M.; Yang, W.C. New insights into the characterization and formation of the interface of A356/AZ91D bimetallic composites fabricated by compound casting. Metall. Mater. Trans. A 2019, 50, 1076–1090. [Google Scholar] [CrossRef]
- Xu, S.H.; Liu, C.S.; Liu, Y. Research progress in metal-metal laminated structural composites. Trans. Nonferr. Metal. Soc. 2019, 29, 1125–1142. [Google Scholar]
- Liu, L.M.; Ren, D.X.; Liu, F. A review of dissimilar welding techniques for magnesium alloys to aluminum alloys. Materials 2014, 7, 3735–3757. [Google Scholar] [CrossRef] [Green Version]
- Mojtaba, J.; Alireza, K.; Sahebali, M. Evaluation of diffusion welding of 6061 aluminum and AZ31 magnesium alloys without using an interlayer. Mater. Des. 2015, 65, 160–164. [Google Scholar]
- Zhao, Y.; Lu, Z.P.; Yan, K.; Huang, L.Z. Microstructural characterizations and mechanical properties in underwater friction stir welding of aluminum and magnesium dissimilar alloys. Mater. Des. 2015, 65, 675–681. [Google Scholar] [CrossRef]
- Mofid, M.A.; Abdollah-Zadeh, A.; Gür, C.H. Investigating the formation of intermetallic compounds during friction stir welding of magnesium alloy to aluminum alloy in air and under liquid nitrogen. Int. J. Adv. Manuf. Technol. 2014, 71, 1493–1499. [Google Scholar] [CrossRef]
- Xie, M.X.; Zhang, L.J.; Zhang, G.F.; Zhang, J.X.; Bi, Z.Y.; Li, P.C. Microstructure and mechanical properties of CP-Ti/X65 bimetallic sheets fabricated by explosive welding and hot rolling. Mater. Des. 2015, 87, 181–197. [Google Scholar] [CrossRef]
- Jiang, H.T.; Yan, X.Q.; Liu, J.X.; Duan, X.G. Effect of heat treatment on microstructure and mechanical property of Ti-steel explosive-rolling clad plate. Trans. Nonferrous Met. Soc. China 2014, 24, 697–704. [Google Scholar] [CrossRef]
- Liu, J.C.; Hu, J.; Nie, X.Y.; Zhuang, H.X.; Liu, L.Z. The interface bonding mechanism and related mechanical properties of Mg/Al compound materials fabricated by insert molding. Mater. Sci. Eng. A 2015, 635, 70–76. [Google Scholar] [CrossRef]
- He, K.; Zhao, J.; Li, P.; He, J.; Tang, Q. Investigation on microstructures and properties of arc-sprayed-Al/AZ91D bimetallic material by solid–liquid compound casting. Mater. Des. 2016, 112, 553–564. [Google Scholar] [CrossRef]
- Fan, S.; Jiang, W.M.; Li, G.Y. Fabrication and microstructure evolution of Al/Mg bimetal using a near-net forming process. Mater. Manuf. Process 2017, 32, 1391–1397. [Google Scholar] [CrossRef]
- Kim, J.S.; Lee, K.S.; Yong, N.K.; Lee, B.J.; Chang, Y.W.; Lee, S. Improvement of interfacial bonding strength in roll-bonded Mg/Al clad sheets through annealing and secondary rolling process. Mater. Sci. Eng. A 2015, 628, 1–10. [Google Scholar] [CrossRef]
- Yang, S.J.; Li, Y.D.; Dong, P.Y.; Li, J.M.; Ma, Y. Effect of annealing process on the microstructures and mechanical properties of AZ31B/A356 composite plate fabricated by cast rolling. Mater. Res. 2019, 22, e20190001. [Google Scholar] [CrossRef] [Green Version]
- Huang, H.G.; Chen, P.; Ji, C. Solid-liquid cast-rolling bonding (SLCRB) and annealing of Ti/Al cladding strip. Mater. Des. 2017, 118, 233–244. [Google Scholar] [CrossRef]
- Wang, H.W.; Wang, C.J.; Deng, K.K.; Deng, K.B.; Liang, W. Microstructure and mechanical properties of Al/Mg/Al composite sheets containing trapezoidal shaped intermediate layer. Mater. Sci. Eng. A 2021, 811, 140989. [Google Scholar] [CrossRef]
- Paramsothy, M.; Srikanth, N.; Gupta, M. Solidification processed Mg/Al bimetal macrocomposite: Microstructure and mechanical properties. J. Alloy. Compd. 2008, 461, 200–208. [Google Scholar] [CrossRef]
- Liu, N.; Chen, L.; Fu, Y.; Zhang, Y.G.; Tan, T.Z.; Yin, F.X.; Liang, C.Y. Interfacial characteristic of multi-pass caliber-rolled Mg/Al compound castings. J. Mater. Process. Tech. 2019, 267, 196–204. [Google Scholar] [CrossRef]
- Wang, Z.J.; Zhai, L.; Ma, M.; Yuan, H.; Liu, W.C. Microstructure, texture and mechanical properties of Al/Al laminated composites fabricated by hot rolling. Mater. Sci. Eng. A 2015, 644, 194–203. [Google Scholar] [CrossRef]
- Zhang, X.P.; Yang, T.H.; Castagne, S.; Wang, J.Y. Microstructure; bonding strength and thickness ratio of Al/Mg/Al alloy laminated composites prepared by hot rolling. Mater. Sci. Eng. A 2011, 528, 1954–1960. [Google Scholar] [CrossRef]
- Bontcheva, N.; Petzovb, G.; Parashkevova, L. Thermomechanical modelling of hot extrusion of Al-alloys, followed by cooling on the press. Comp. Mater. Sci. 2006, 38, 83–89. [Google Scholar] [CrossRef]
- Xu, Y.; Hu, L.X.; Sun, Y. Dynamic recrystallization kinetics of as-cast AZ91D alloy. Trans. Nonferr. Metal. Soc. 2014, 24, 1683–1689. [Google Scholar] [CrossRef]
- Liu, C.M.; Liu, Z.J.; Zhu, X.R.; Zhou, H.T. Research and development progress of recrystallization in pure magnesium and its alloys. Chin. J. Nonferrous Met. 2006, 16, 1–12. [Google Scholar]
- Chu, Z.J.; Bo, L.; Wang, W.H.; Du, Y.; Sun, Y. Hot deformation behavior and recrystallization of 6061 aluminum alloy. Rare. Metal. Mat. Eng. 2021, 50, 2502–2510. [Google Scholar]
- Bonatti, R.S.; Meyer, Y.A.; Bortolozo, A.D.; Costa, D.; Osório, W.R. Morphology and size effects on densification and mechanical behavior of sintered powders from Al-Si and Al-Cu casting alloys. J. Alloy. Compd. 2019, 786, 717–732. [Google Scholar] [CrossRef]
- Nie, H.H.; Liang, W.; Chen, H.S.; Zheng, L.W.; Chi, C.Z.; Li, X.R. Effect of annealing on the microstructures and mechanical properties of Al/Mg/Al laminates. Mater. Sci. Eng. A 2018, 732, 6–13. [Google Scholar] [CrossRef]
- Wang, T.; Li, S.; Ren, Z.; Han, J.; Huang, Q. A novel approach for preparing Cu/Al laminated composite based on corrugated roll. Mater. Lett. 2019, 234, 79–82. [Google Scholar] [CrossRef]
- Feng, B.; Xin, Y.C.; Guo, F.L.; Yu, H.H.; Wu, Y.; Liu, Q. Compressive mechanical behavior of Al/Mg composite rods with different types of Al sleeve. Acta. Mater. 2016, 120, 379–390. [Google Scholar] [CrossRef]
- Tang, J.W.; Chen, L.; Zhao, G.Q.; Zhang, C.S.; Yu, J.Q. Study on Al/Mg/Al sheet fabricated by combination of porthole die co-extrusion and subsequent hot rolling. J. Alloy. Compd. 2019, 784, 727–738. [Google Scholar] [CrossRef]
- Akramifard, H.R.; Mirzadeh, H.; Parsa, M.H. Cladding of aluminum on AISI 304 L stainless steels by cold roll bonding: Mechanism, microstructure, and mechanical properties. Mater. Sci. Eng. A 2014, 613, 232–239. [Google Scholar] [CrossRef]
- Yang, H.K.; Qiu, J.; Cao, C.; Li, Y.D.; Song, Z.X.; Liu, W.J. Theoretical design and experimental study of the interlayer of Al/Mg bimetallic composite plate by solid-liquid cast rolling. Mater. Sci. Eng. A 2022, 835, 142677. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Mass Fraction/% | ||||||
|---|---|---|---|---|---|---|---|
| Al | Mg | Zn | Mn | Si | Cu | Fe | |
| Al 6061 | Bal. | 0.90 | 0.02 | 0.02 | 0.63 | 0.26 | 0.11 |
| Mg AZ31B | 2.66 | Bal. | 0.73 | 0.44 | 0.01 | - | - |
| Rolling Pass | Plate Thickness before Rolling/mm | Theoretical Thickness after Rolling/mm | Actual Thickness after Rolling/mm | Theoretical Reduction/mm (Reduction Rate) | Actual Reduction/mm (Reduction Rate) |
|---|---|---|---|---|---|
| 1 | 7.82 ± 0.06 | 6.65 | 6.77 ± 0.07 | 1.17 (15%) | 1.05 (13.43%) |
| 2 | 6.77 ± 0.07 | 5.75 | 5.88 ± 0.04 | 1.02 (15%) | 0.89 (13.15%) |
| 3 | 5.88 ± 0.04 | 5.00 | 5.27 ± 0.02 | 0.88 (15%) | 0.61 (10.37%) |
| 4 | 5.27 ± 0.02 | 4.48 | 4.90 ± 0.02 | 0.79 (15%) | 0.37 (7.02%) |
| 5 | 4.90 ± 0.02 | 4.17 | Broken | 0.73 (15%) | Broken |
| Rolling Pass | Thickness of Mg Substrate before Rolling/mm | Thickness of Mg Substrate after Rolling/mm | Reduction Contribution Ratio/% | Thickness of Al Substrate before Rolling/mm | Thickness of Al Substrate after Rolling/mm | Reduction Contribution Ratio/% | Actual Total Reduction/mm |
|---|---|---|---|---|---|---|---|
| 1 | 3.87 ± 0.07 | 3.57 ± 0.08 | 28.57 | 3.95 ± 0.05 | 3.2 ± 0.06 | 71.43 | 1.05 |
| 2 | 3.57 ± 0.08 | 3.2 ± 0.03 | 41.57 | 3.2 ± 0.06 | 2.68 ± 0.06 | 58.43 | 0.89 |
| 3 | 3.2 ± 0.03 | 2.78 ± 0.03 | 68.85 | 2.68 ± 0.06 | 2.49 ± 0.04 | 31.15 | 0.61 |
| 4 | 2.78 ± 0.03 | 2.45 ± 0.02 | 89.19 | 2.49 ± 0.04 | 2.45 ± 0.03 | 10.81 | 0.37 |
| Not Rolled | First Pass | Second Pass | Third Pass | Forth Pass | |
|---|---|---|---|---|---|
| YS/MPa | 12.878 | 12.609 | 14.983 | 15.639 | 10.669 |
| UTS/MPa | 135.669 | 146.233 | 156.507 | 167.883 | 190.311 |
| Elongation/% | 6.275 | 5.911 | 5.712 | 5.577 | 5.445 |
| Area No. | Element Composition, Atomic Fraction/% | Probable Phase | ||
|---|---|---|---|---|
| Al | Mg | Zn | ||
| 1 | 31.5 | 51.4 | 17.1 | Al12Mg17 + AlMg4Zn11 |
| 2 | 64.1 | 35.2 | 0.7 | Al3Mg2 |
| 3 | 62.6 | 37.0 | 0.4 | Al3Mg2 |
| 4 | 33.5 | 52.4 | 14.1 | Al12Mg17 + AlMg4Zn11 |
| 5 | 28.8 | 56.9 | 14.3 | Al12Mg17 + AlMg4Zn11 |
| 6 | 61.7 | 38.0 | 0.3 | Al3Mg2 |
| 7 | 51.2 | 44.8 | 4.0 | Al3Mg2 |
| 8 | 29.4 | 56.0 | 14.6 | Al12Mg17 + AlMg4Zn11 |
| 9 | 98.1 | 1.6 | 0.3 | α-Al |
| 10 | 55.2 | 44.9 | 0.9 | Al3Mg2 |
| 11 | 38.7 | 50.7 | 10.6 | Al12Mg17 + AlMg4Zn1 |
| 12 | 97.9 | 2.1 | 0.0 | α-Al |
| 13 | 40.7 | 55.6 | 3.7 | Al12Mg17 |
| 14 | 27.3 | 55.5 | 17.3 | Al12Mg17 + AlMg4Zn11 |
| 15 | 14.3 | 51.3 | 34.4 | Al12Mg17 + AlMg4Zn11 |
| 16 | 44.9 | 51.2 | 4.0 | Al12Mg17 |
| 17 | 34.4 | 51.3 | 14.3 | Al12Mg17 + AlMg4Zn11 |
| 18 | 46.0 | 53.5 | 0.5 | Al12Mg17 |
| 19 | 43.9 | 55.7 | 0.4 | Al12Mg17 |
| 20 | 25.3 | 54.6 | 20.1 | Al12Mg17 + AlMg4Zn11 |
| 21 | 8.2 | 91.8 | 0.0 | α-Mg |
| 22 | 46.6 | 53.1 | 0.3 | Al12Mg17 |
| 23 | 20.1 | 54.6 | 25.3 | Al12Mg17 + AlMg4Zn11 |
| 24 | 5.2 | 94.6 | 0.2 | α-Mg |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, H.; Li, Y.; Qiu, J.; Song, Z.; Bi, G.; Zhou, H. Interfacial Characteristics of 6061/AZ31B Composites in Multi-Pass Rolling. Materials 2022, 15, 1199. https://doi.org/10.3390/ma15031199
Yang H, Li Y, Qiu J, Song Z, Bi G, Zhou H. Interfacial Characteristics of 6061/AZ31B Composites in Multi-Pass Rolling. Materials. 2022; 15(3):1199. https://doi.org/10.3390/ma15031199
Chicago/Turabian StyleYang, Haokun, Yuandong Li, Jin Qiu, Zhaoxi Song, Guangli Bi, and Hongwei Zhou. 2022. "Interfacial Characteristics of 6061/AZ31B Composites in Multi-Pass Rolling" Materials 15, no. 3: 1199. https://doi.org/10.3390/ma15031199
APA StyleYang, H., Li, Y., Qiu, J., Song, Z., Bi, G., & Zhou, H. (2022). Interfacial Characteristics of 6061/AZ31B Composites in Multi-Pass Rolling. Materials, 15(3), 1199. https://doi.org/10.3390/ma15031199