
Methodology to Determine Melt Pool Anomalies in Powder Bed Fusion of Metals Using a Laser Beam by Means of Process Monitoring and Sensor Data Fusion


 , , , ,
, , , ,
Abstract
:1. Introduction
2. Materials and Methods
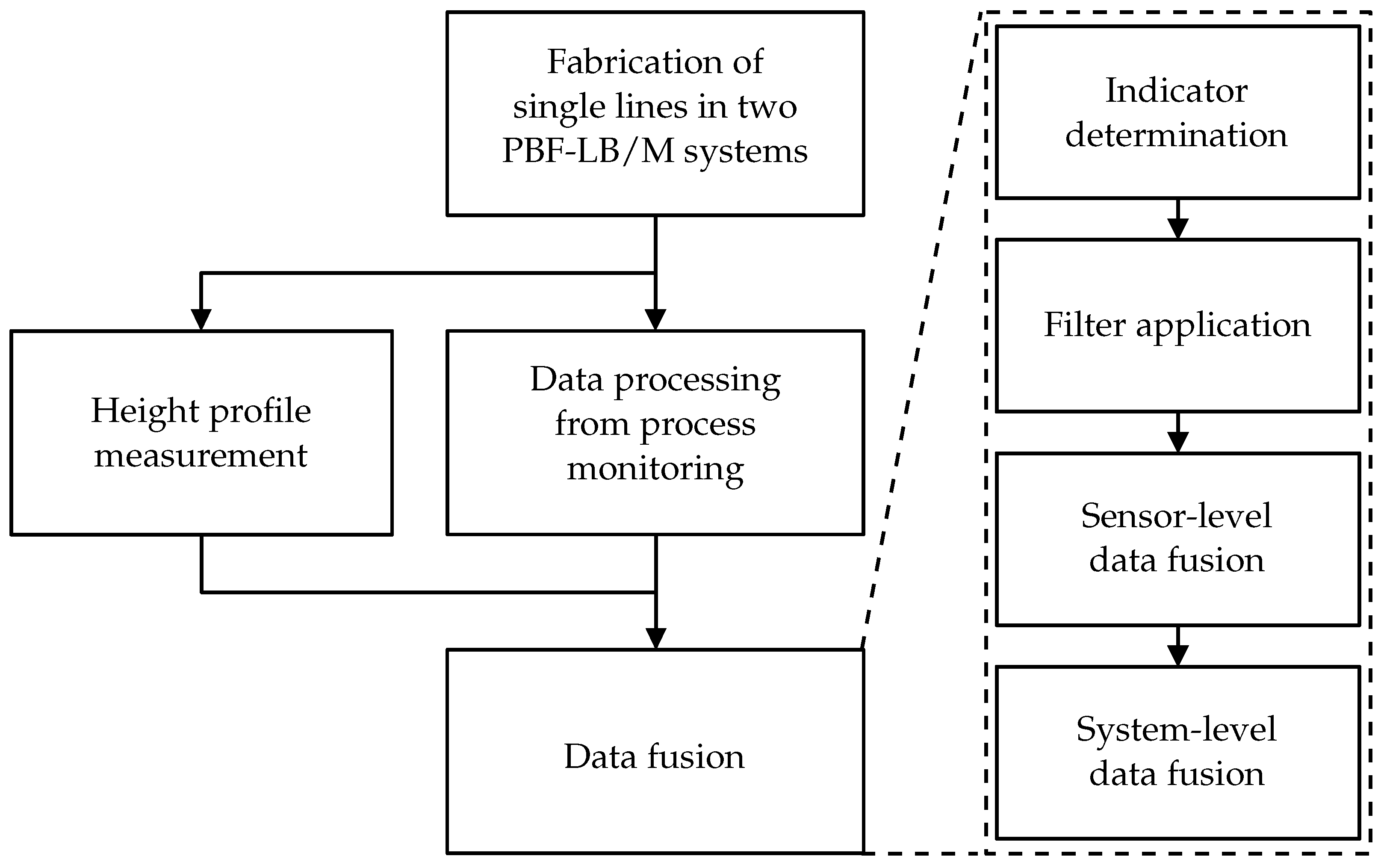
2.1. Research Approach
2.2. Experimental Set-Up
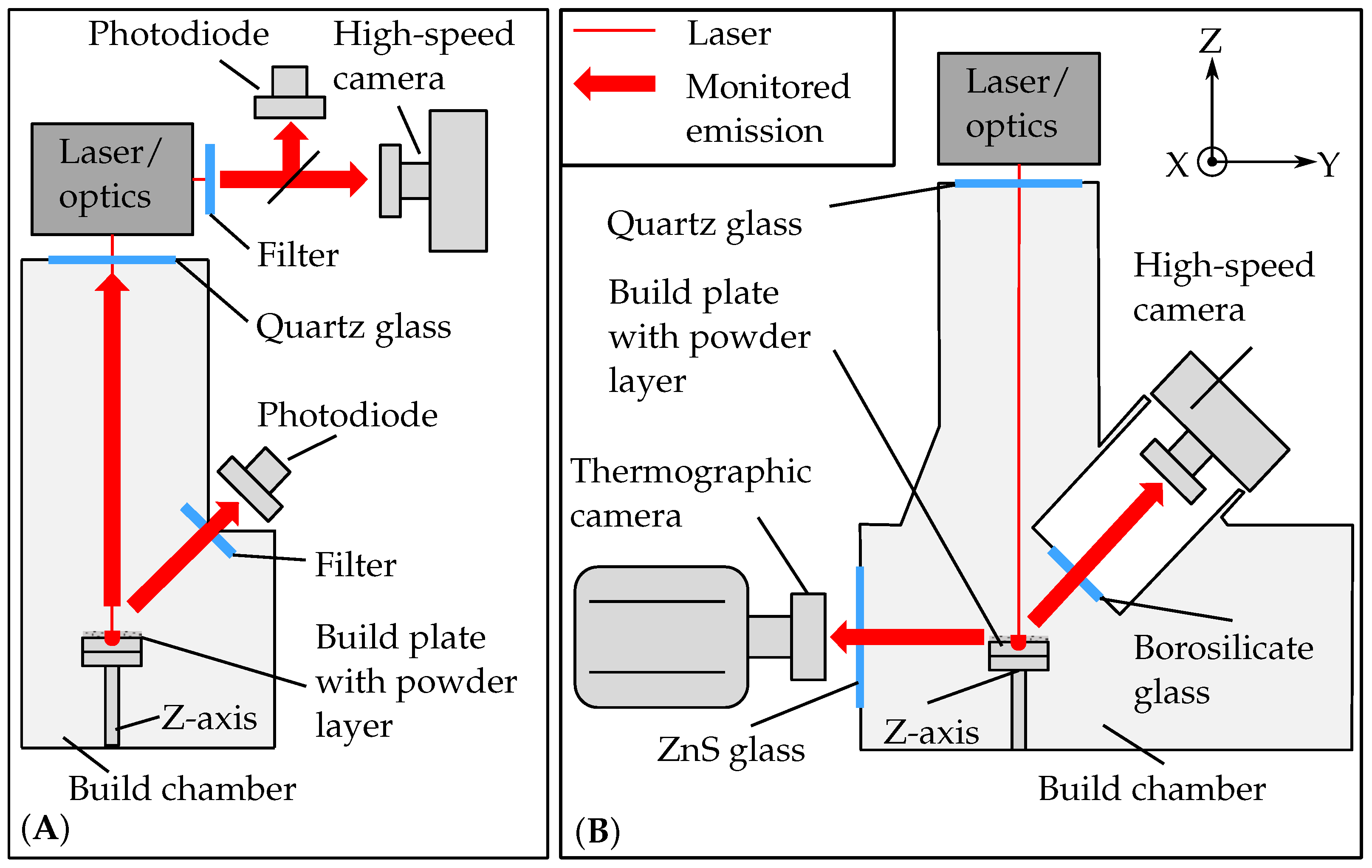
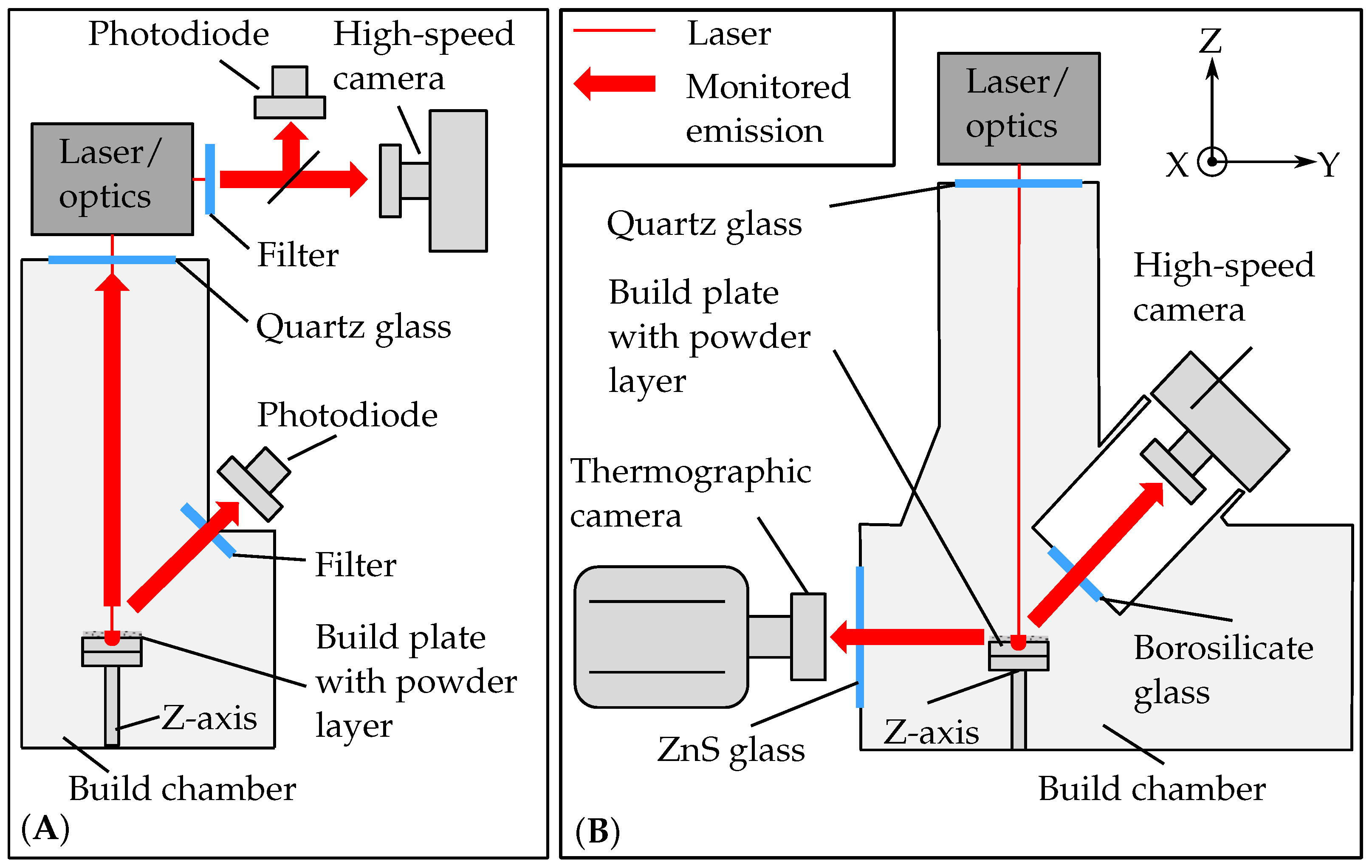
2.2.1. EOS M290 and Monitoring Set-Up
2.2.2. Test Bench and Monitoring Set-Up
2.3. Ex-Situ Melt Track Defect Detection
3. Data Fusion
3.1. Indicator Determination
3.2. Filter
3.3. Filter Calibration
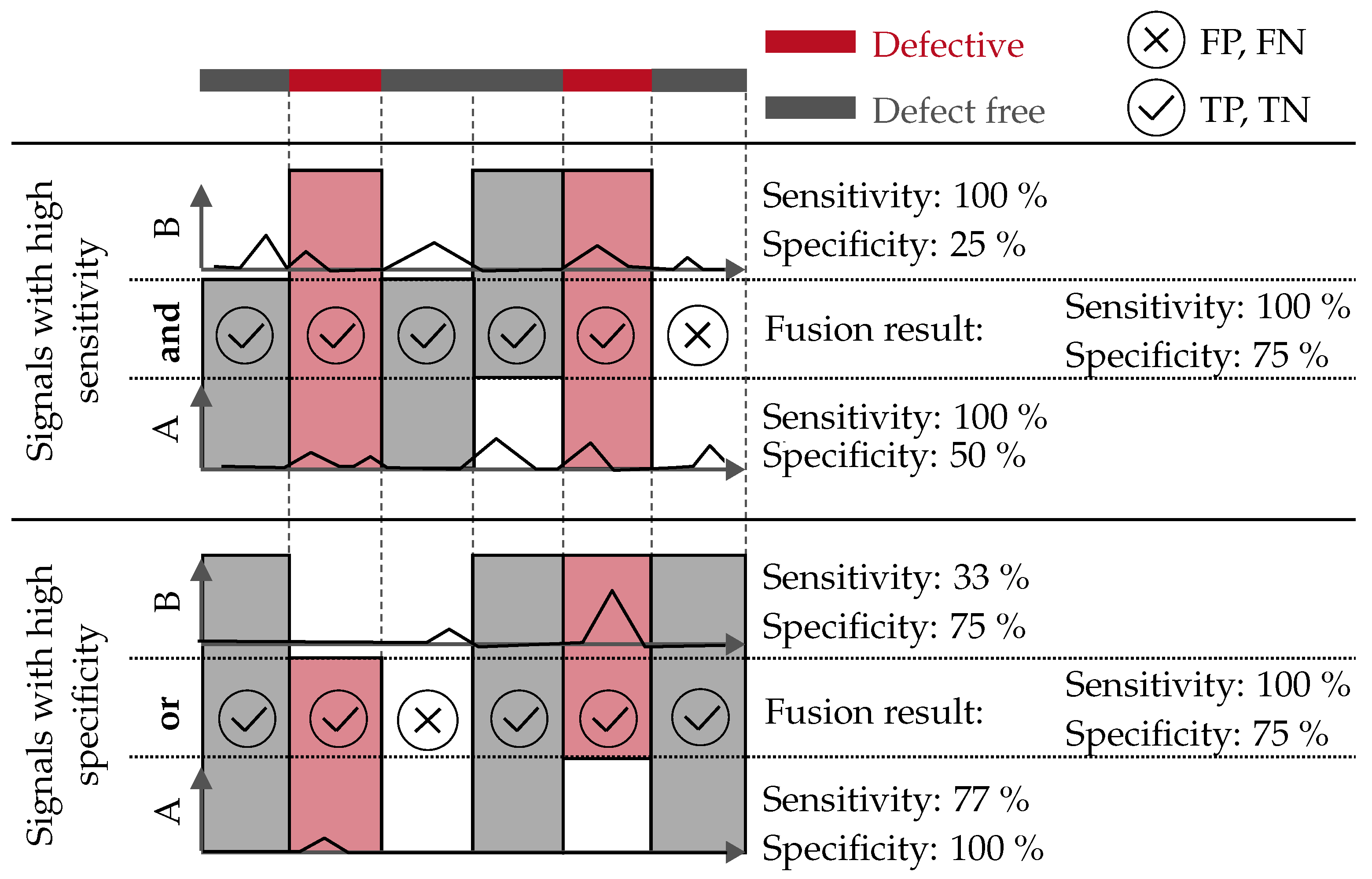
3.4. Sensor-Level Data Fusion
3.5. System-Level Data Fusion
4. Results and Discussion
4.1. Indicators and Filters
4.1.1. EOS M290
4.1.2. Test Bench
4.2. Sensor-Level Data Fusion
4.2.1. EOS M290
4.2.2. Test Bench
4.3. System-Level Data Fusion
4.3.1. EOS M290
4.3.2. Test Bench
5. Conclusions and Outlook
- The presented methodology enabled the defect detection in single melt tracks manufactured on two different PBF-LB/M systems. They differed in terms of the machine, the process monitoring systems, and the material. For the EOS M290 with 316L powder, values of (sensitivity: 92|specificity: 67) were achieved. The test bench with Scalmalloy® powder showed values of (sensitivity: 89|specificity: 86).
- In both PBF-LB/M systems, the data fusion enabled a significant increase of up to 20% in the sensitivity of the defect detection. It was shown that each process monitoring system detects different defect related process phenomena. The fusion of the data enabled a more comprehensive evaluation of the causes of the defects.
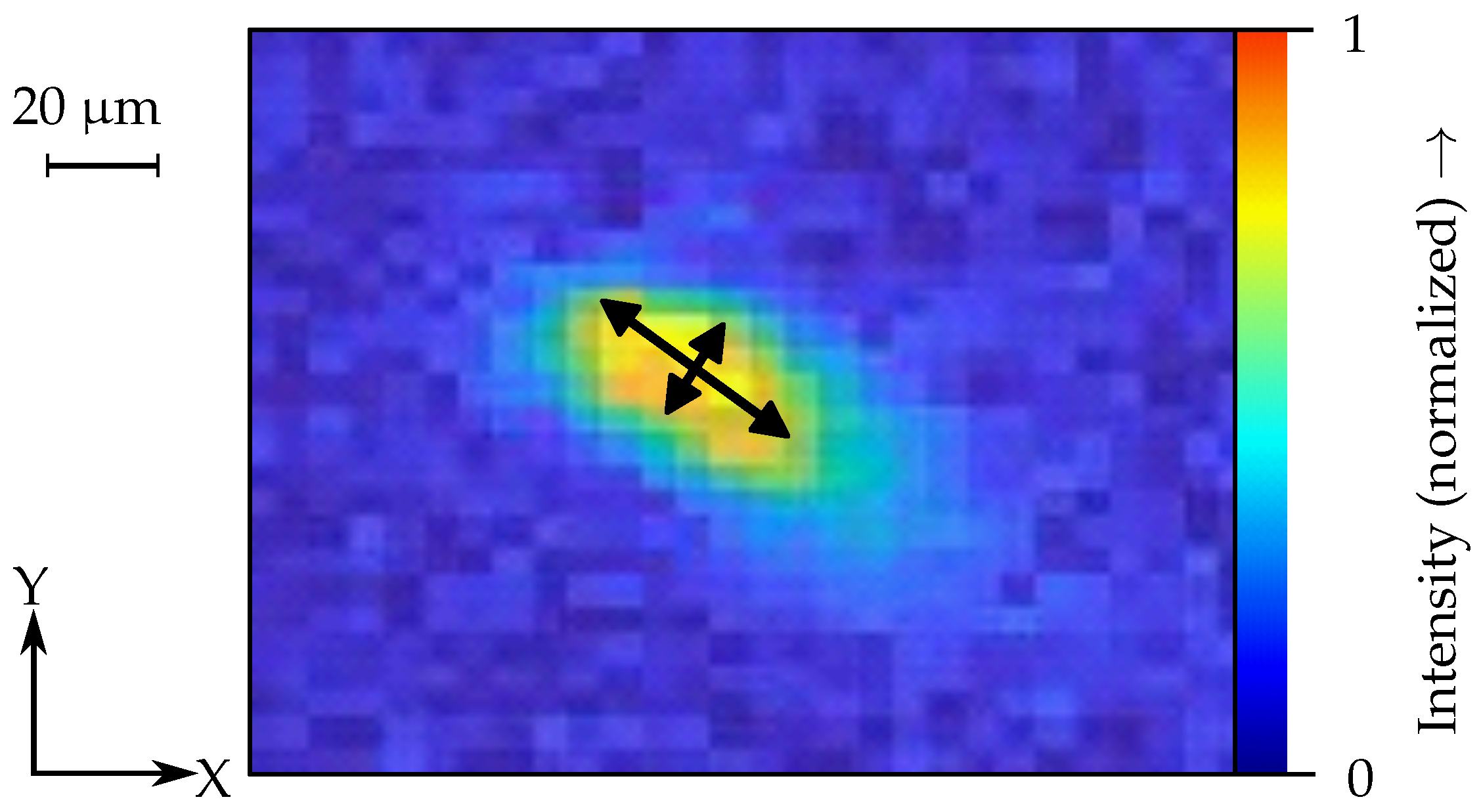
- A reduction in the dimensions of the melt pool and in the intensity of the melt pool were suitable indicators for the defect detection with on-axis process monitoring systems. These systems can detect a melt pool collapse through the correlated short-term reduction in the melt pool size and the cooling of the molten material.
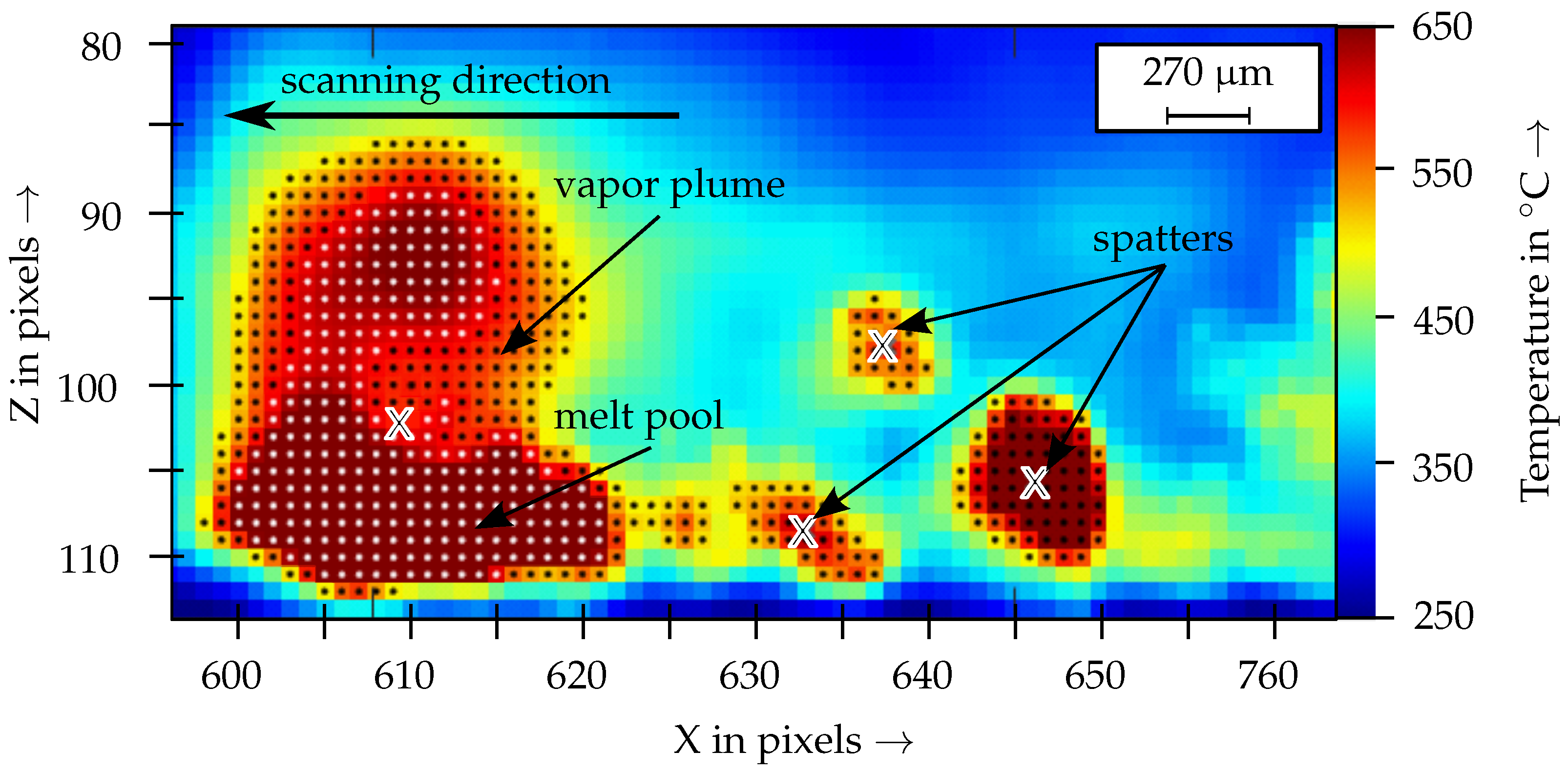
- Off-axis systems showed the melt pool in the X-Z and in the X-Y plane and allowed for a larger image section. Viewing in the X-Z plane allowed the extension of the melt pool in the Z-direction to be observed. Melt pools with an area greater than 200 pixels (mean area = 159 pixels) and a Z-position of the centroid higher than 12 pixels (mean Z-position = 10.6 pixels) indicated a defect. Off-axis systems with a large field of view enabled the detection of spatters, but had a reduced acquisition rate. Nevertheless, these systems showed dynamics in the melt pool as it collapsed. This was detected by the separation of large spatters from the melt pool.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wohlers, T.; Wohlers Associates; Campbell, I.; Diegel, O.; Huff, R.; Kowen, J. Wohlers Report 2020: 3D Printing and Additive Manufacturing State of the Industry; Wohlers Associates: Fort Collins, CO, USA, 2020. [Google Scholar]
- Hojjatzadeh, S.M.H.; Parab, N.D.; Guo, Q.; Qu, M.; Xiong, L.; Zhao, C.; Escano, L.I.; Fezzaa, K.; Everhart, W.; Sun, T.; et al. Direct observation of pore formation mechanisms during LPBF additive manufacturing process and high energy density laser welding. Int. J. Mach. Tools Manuf. 2020, 153, 103555. [Google Scholar] [CrossRef]
- Qiu, C.; Wang, Z.; Aladawi, A.S.; Kindi, M.A.; Hatmi, I.A.; Chen, H.; Chen, L. Influence of Laser Processing Strategy and Remelting on Surface Structure and Porosity Development during Selective Laser Melting of a Metallic Material. Metall. Mater. Trans. A 2019, 50, 4423–4434. [Google Scholar] [CrossRef]
- Qi, H.; Azer, M.; Ritter, A. Studies of Standard Heat Treatment Effects on Microstructure and Mechanical Properties of Laser Net Shape Manufactured INCONEL 718. Metall. Mater. Trans. A 2009, 40, 2410–2422. [Google Scholar] [CrossRef]
- Ahmed Obeidi, M.; Mussatto, A.; Groarke, R.; Vijayaraghavan, R.K.; Conway, A.; Rossi Kaschel, F.; McCarthy, E.; Clarkin, O.; O’Connor, R.; Brabazon, D. Comprehensive assessment of spatter material generated during selective laser melting of stainless steel. Mater. Today Commun. 2020, 25, 101294. [Google Scholar] [CrossRef]
- Le, K.Q.; Tang, C.; Wong, C.H. On the study of keyhole-mode melting in selective laser melting process. Int. J. Therm. Sci. 2019, 145, 105992. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef] [Green Version]
- Gunenthiram, V.; Peyre, P.; Schneider, M.; Dal, M.; Coste, F.; Koutiri, I.; Fabbro, R. Experimental analysis of spatter generation and melt-pool behavior during the powder bed laser beam melting process. J. Mater. Process. Technol. 2018, 251, 376–386. [Google Scholar] [CrossRef]
- Solberg, K.; Berto, F. The effect of defects and notches in quasi-static and fatigue loading of Inconel 718 specimens produced by selective laser melting. Int. J. Fatigue 2020, 137, 105637. [Google Scholar] [CrossRef]
- Biswal, R.; Syed, A.K.; Zhang, X. Assessment of the effect of isolated porosity defects on the fatigue performance of additive manufactured titanium alloy. Addit. Manuf. 2018, 23, 433–442. [Google Scholar] [CrossRef]
- Gong, H.; Rafi, K.; Gu, H.; Janaki Ram, G.D.; Starr, T.; Stucker, B. Influence of defects on mechanical properties of Ti–6Al–4V components produced by selective laser melting and electron beam melting. Mater. Des. 2015, 86, 545–554. [Google Scholar] [CrossRef]
- Foster, B.K.; Reutzel, E.W.; Nassar, A.R.; Hall, B.T.; Brown, S.W.; Dickman, C.J. Optical, layerwise monitoring of powder bed fusion. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, 10–12 August 2015; pp. 295–307. [Google Scholar]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; van Humbeeck, J.; Kruth, J.P. A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Fox, J.C.; Lane, B.M.; Yeung, H. Measurement of process dynamics through coaxially aligned high speed near-infrared imaging in laser powder bed fusion additive manufacturing. In Thermosense: Thermal Infrared Applications XXXIX; Bison, P., Burleigh, D., Eds.; SPIE Proceedings; SPIE: Bellingham, WA, USA, 2017; p. 1021407. [Google Scholar] [CrossRef]
- Gutknecht, K.; Haferkamp, L.; Cloots, M.; Wegener, K. Determining process stability of Laser Powder Bed Fusion using pyrometry. Procedia CIRP 2020, 95, 127–132. [Google Scholar] [CrossRef]
- Krauss, H.; Zeugner, T.; Zaeh, M.F. Thermographic process monitoring in powderbed based additive manufacturing. AIP Conf. Proc. 2015, 1650, 177–183. [Google Scholar] [CrossRef]
- Mohr, G.; Altenburg, S.J.; Ulbricht, A.; Heinrich, P.; Baum, D.; Maierhofer, C.; Hilgenberg, K. In-Situ Defect Detection in Laser Powder Bed Fusion by Using Thermography and Optical Tomography—Comparison to Computed Tomography. Metals 2020, 10, 103. [Google Scholar] [CrossRef] [Green Version]
- Palm, M.S.; Chandelle, A.; Riss, F.; Zaeh, M.F. Overview and Classification of Defects occurring during Laser Beam Melting of Nickel-base Alloys. In Production at the Leading Edge of Technology; Wulfsberg, J.P., Hintze, W., Behrens, B.A., Eds.; Springer: Berlin/Heidelberg, Germany, 2019; pp. 379–388. [Google Scholar] [CrossRef]
- Mitchell, J.A.; Ivanoff, T.A.; Dagel, D.; Madison, J.D.; Jared, B. Linking pyrometry to porosity in additively manufactured metals. Addit. Manuf. 2020, 31, 100946. [Google Scholar] [CrossRef]
- You, D.; Gao, X.; Katayama, S. Visual-based spatter detection during high-power disk laser welding. Opt. Lasers Eng. 2014, 54, 1–7. [Google Scholar] [CrossRef]
- Kolb, T.; Müller, L.; Tremel, J.; Schmidt, M. Melt pool monitoring for laser beam melting of metals: Inline-evaluation and remelting of surfaces. Procedia CIRP 2018, 74, 111–115. [Google Scholar] [CrossRef]
- Forien, J.B.; Calta, N.P.; DePond, P.J.; Guss, G.M.; Roehling, T.T.; Matthews, M.J. Detecting keyhole pore defects and monitoring process signatures during laser powder bed fusion: A correlation between in situ pyrometry and ex situ X-ray radiography. Addit. Manuf. 2020, 35, 101336. [Google Scholar] [CrossRef]
- Grasso, M.; Colosimo, B.M. Process defects and in situ monitoring methods in metal powder bed fusion: A review. Meas. Sci. Technol. 2017, 28, 044005. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Yan, W.; Hong, G.S.; Fuh, J.F.H.; Wang, D.; Lin, X.; Ye, D. Data fusion analysis in the powder-bed fusion AM process monitoring by Dempster-Shafer evidence theory. Rapid Prototyp. J. 2021. ahead-of-print. [Google Scholar] [CrossRef]
- Petrich, J.; Snow, Z.; Corbin, D.; Reutzel, E.W. Multi-modal sensor fusion with machine learning for data-driven process monitoring for additive manufacturing. Addit. Manuf. 2021, 48, 102364. [Google Scholar] [CrossRef]
- Kniepkamp, M.; Harbig, J.; Seyfert, C.; Abele, E. Towards High Build Rates: Combining Different Layer Thickness within One Part in Selective Laser Melting. In Proceedings of the 29th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 13–15 August 2018; pp. 2286–2296. [Google Scholar] [CrossRef]
- Minet, K.; Saharan, A.; Loesser, A.; Raitanen, N. Superalloys, powders, process monitoring in additive manufacturing. In Additive Manufacturing for the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2019; pp. 163–185. [Google Scholar] [CrossRef]
- Wimmer, A.; Hofstaetter, F.; Jugert, C.; Wudy, K.; Zaeh, M.F. In situ alloying: Investigation of the melt pool stability during powder bed fusion of metals using a laser beam in a novel experimental set-up. Prog. Addit. Manuf. 2021. [Google Scholar] [CrossRef]
- Lee, Y.S.; Zhang, W. Modeling of heat transfer, fluid flow and solidification microstructure of nickel-base superalloy fabricated by laser powder bed fusion. Addit. Manuf. 2016, 12, 178–188. [Google Scholar] [CrossRef] [Green Version]
- Schöpp, H.; Sperl, A.; Kozakov, R.; Gött, G.; Uhrlandt, D.; Wilhelm, G. Temperature and emissivity determination of liquid steel S235. J. Phys. D Appl. Phys. 2012, 45, 235203. [Google Scholar] [CrossRef]
- Martin, A.A.; Calta, N.P.; Khairallah, S.A.; Wang, J.; Depond, P.J.; Fong, A.Y.; Thampy, V.; Guss, G.M.; Kiss, A.M.; Stone, K.H.; et al. Dynamics of pore formation during laser powder bed fusion additive manufacturing. Nat. Commun. 2019, 10, 1987. [Google Scholar] [CrossRef] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference Defect | No Reference Defect | |
|---|---|---|
| Defective region | TP | FP |
| Defect-free region | FN | TN |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Harbig, J.; Wenzler, D.L.; Baehr, S.; Kick, M.K.; Merschroth, H.; Wimmer, A.; Weigold, M.; Zaeh, M.F. Methodology to Determine Melt Pool Anomalies in Powder Bed Fusion of Metals Using a Laser Beam by Means of Process Monitoring and Sensor Data Fusion. Materials 2022, 15, 1265. https://doi.org/10.3390/ma15031265
Harbig J, Wenzler DL, Baehr S, Kick MK, Merschroth H, Wimmer A, Weigold M, Zaeh MF. Methodology to Determine Melt Pool Anomalies in Powder Bed Fusion of Metals Using a Laser Beam by Means of Process Monitoring and Sensor Data Fusion. Materials. 2022; 15(3):1265. https://doi.org/10.3390/ma15031265
Chicago/Turabian StyleHarbig, Jana, David L. Wenzler, Siegfried Baehr, Michael K. Kick, Holger Merschroth, Andreas Wimmer, Matthias Weigold, and Michael F. Zaeh. 2022. "Methodology to Determine Melt Pool Anomalies in Powder Bed Fusion of Metals Using a Laser Beam by Means of Process Monitoring and Sensor Data Fusion" Materials 15, no. 3: 1265. https://doi.org/10.3390/ma15031265
APA StyleHarbig, J., Wenzler, D. L., Baehr, S., Kick, M. K., Merschroth, H., Wimmer, A., Weigold, M., & Zaeh, M. F. (2022). Methodology to Determine Melt Pool Anomalies in Powder Bed Fusion of Metals Using a Laser Beam by Means of Process Monitoring and Sensor Data Fusion. Materials, 15(3), 1265. https://doi.org/10.3390/ma15031265