
Elasto-Plastic Fatigue Crack Growth Behavior of Extruded Mg Alloy with Deformation Anisotropy Due to Stress Ratio Fluctuation

 ,
, 
Abstract
:1. Introduction
2. Material and Experimental Methods
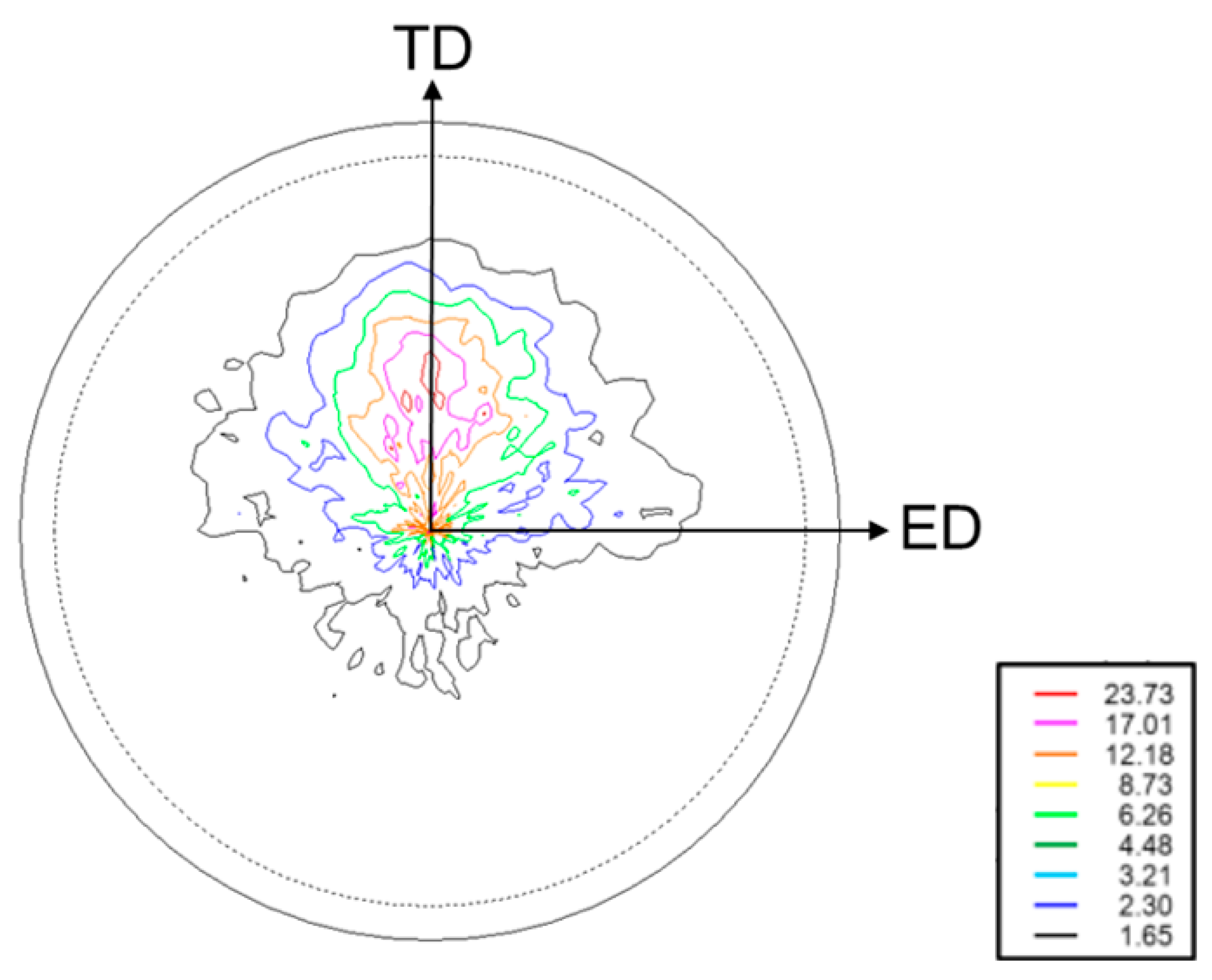
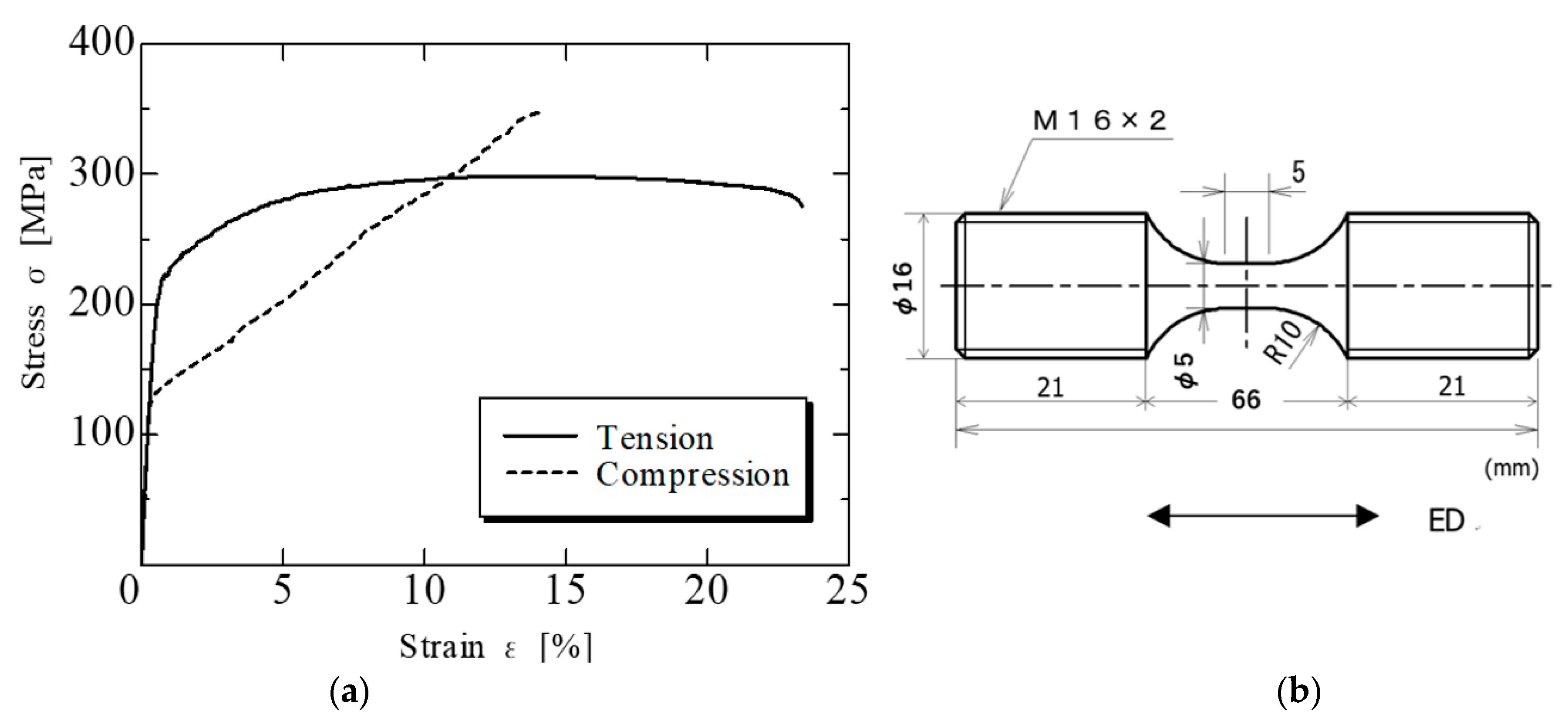
2.1. Material
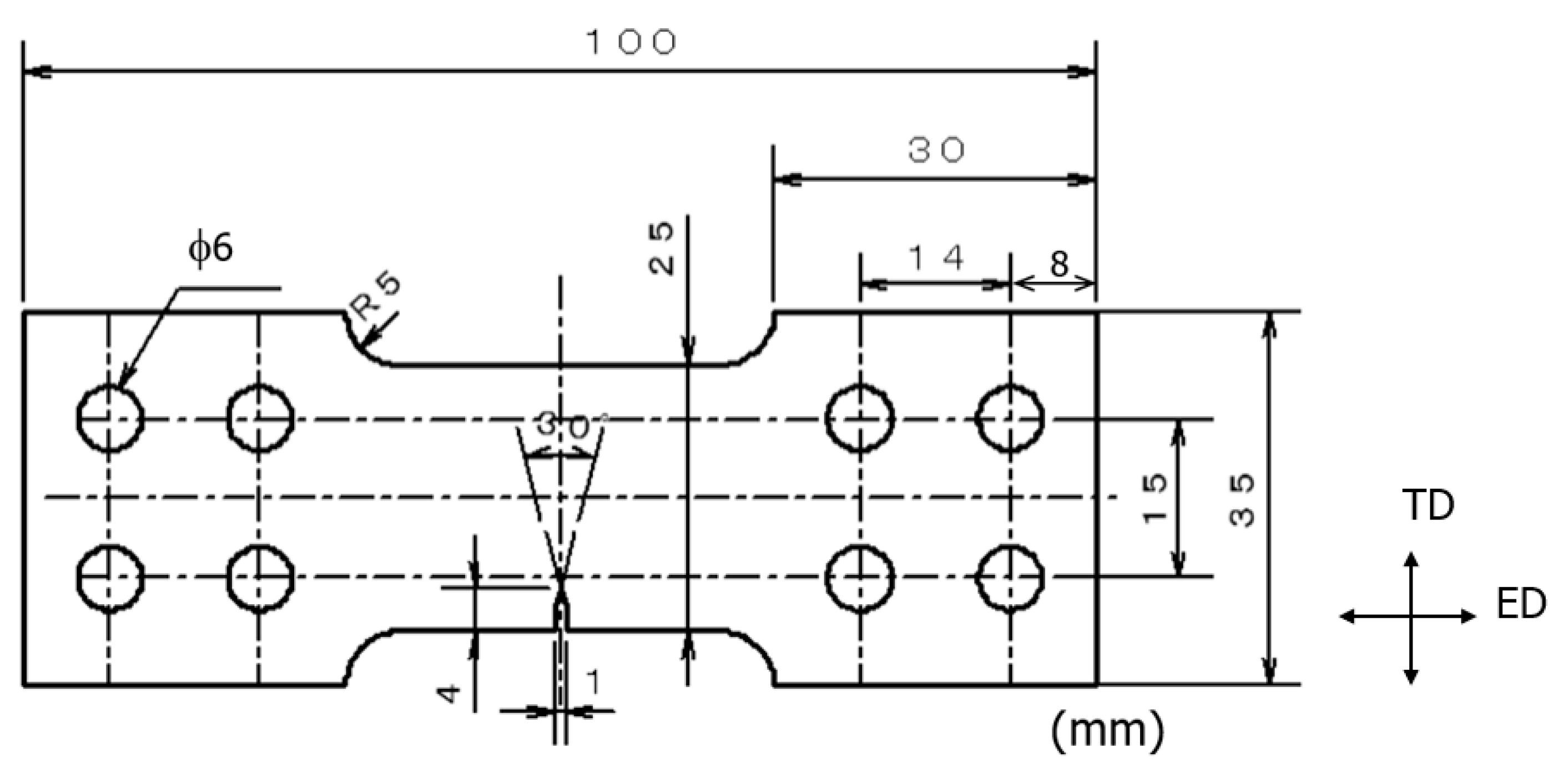
2.2. Experimental Methods
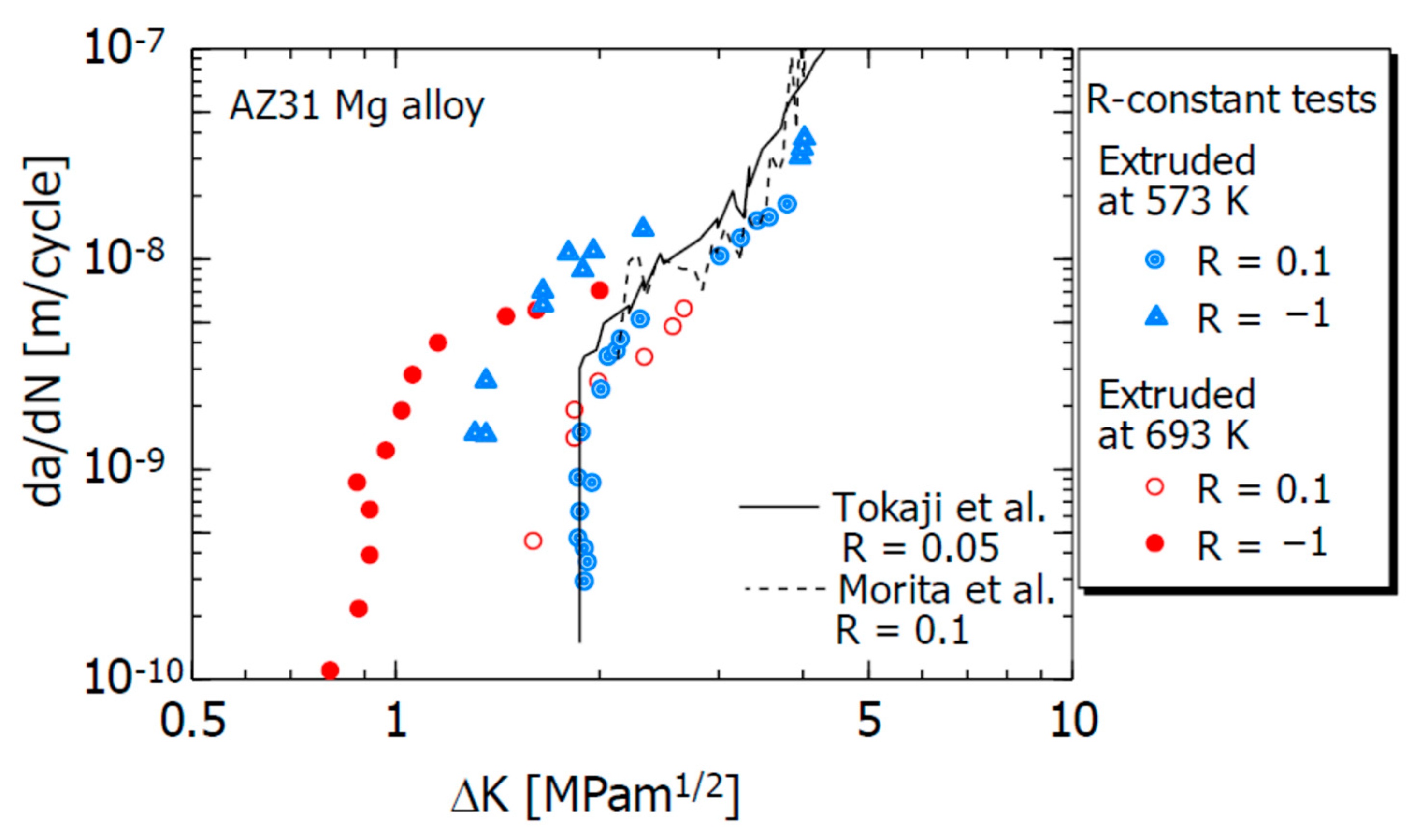
2.2.1. Program [I]: FCG Experiment under the Constant R Condition (Penetration Crack, SSY Condition)
2.2.2. Program [II]: FCG Experiment under R Fluctuation
3. Experimental Results
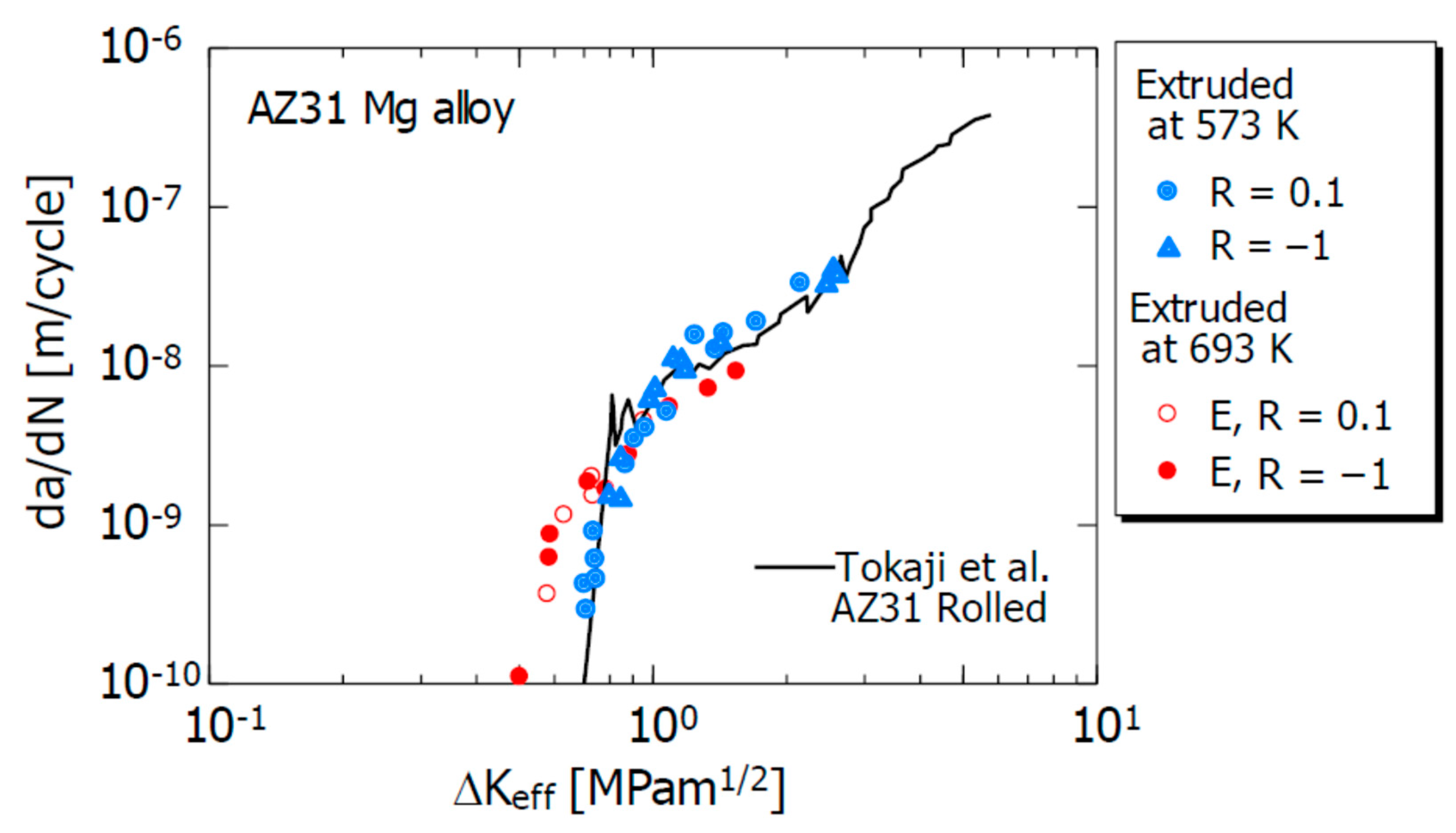
3.1. Program [I]: FCG Experiment under the Constant R Condition
3.2. Program [II]: FCG Experiment under R Fluctuation (0.1 to −1)
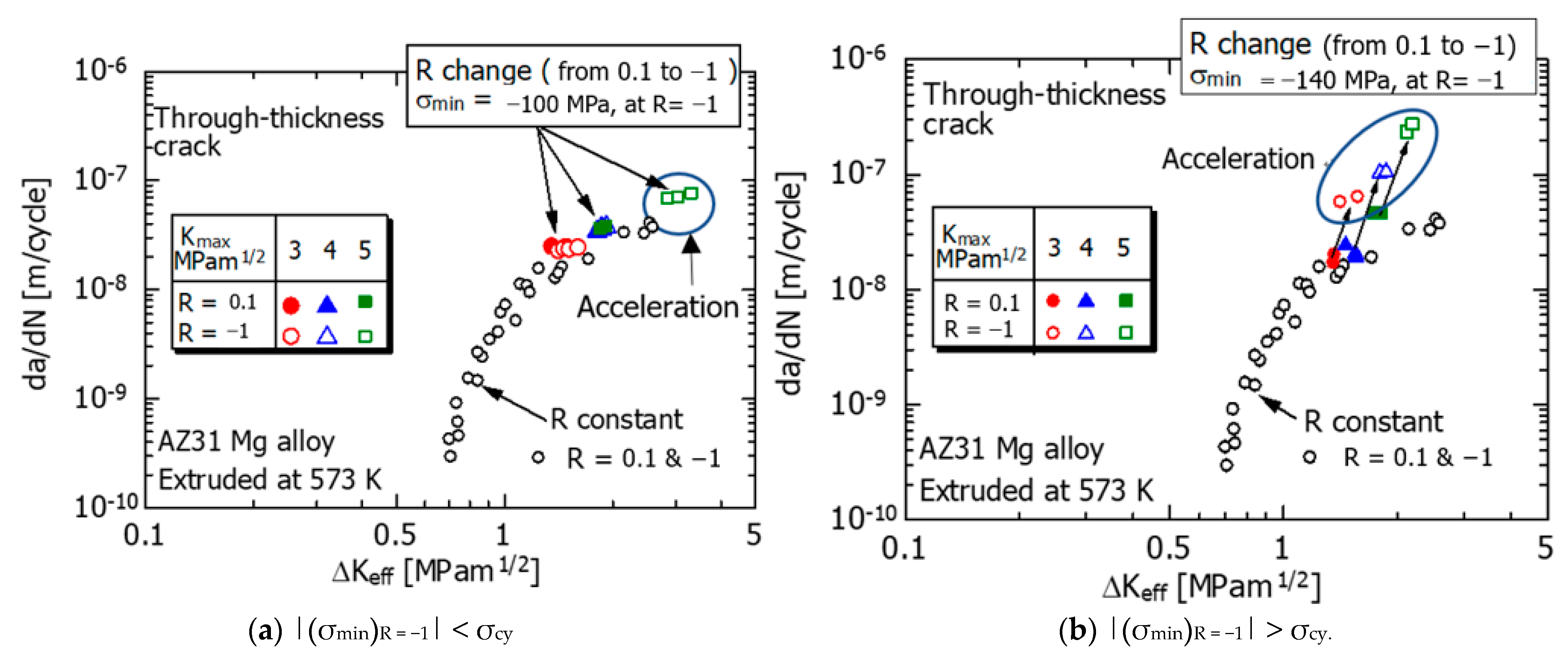
3.2.1. FCG Behavior
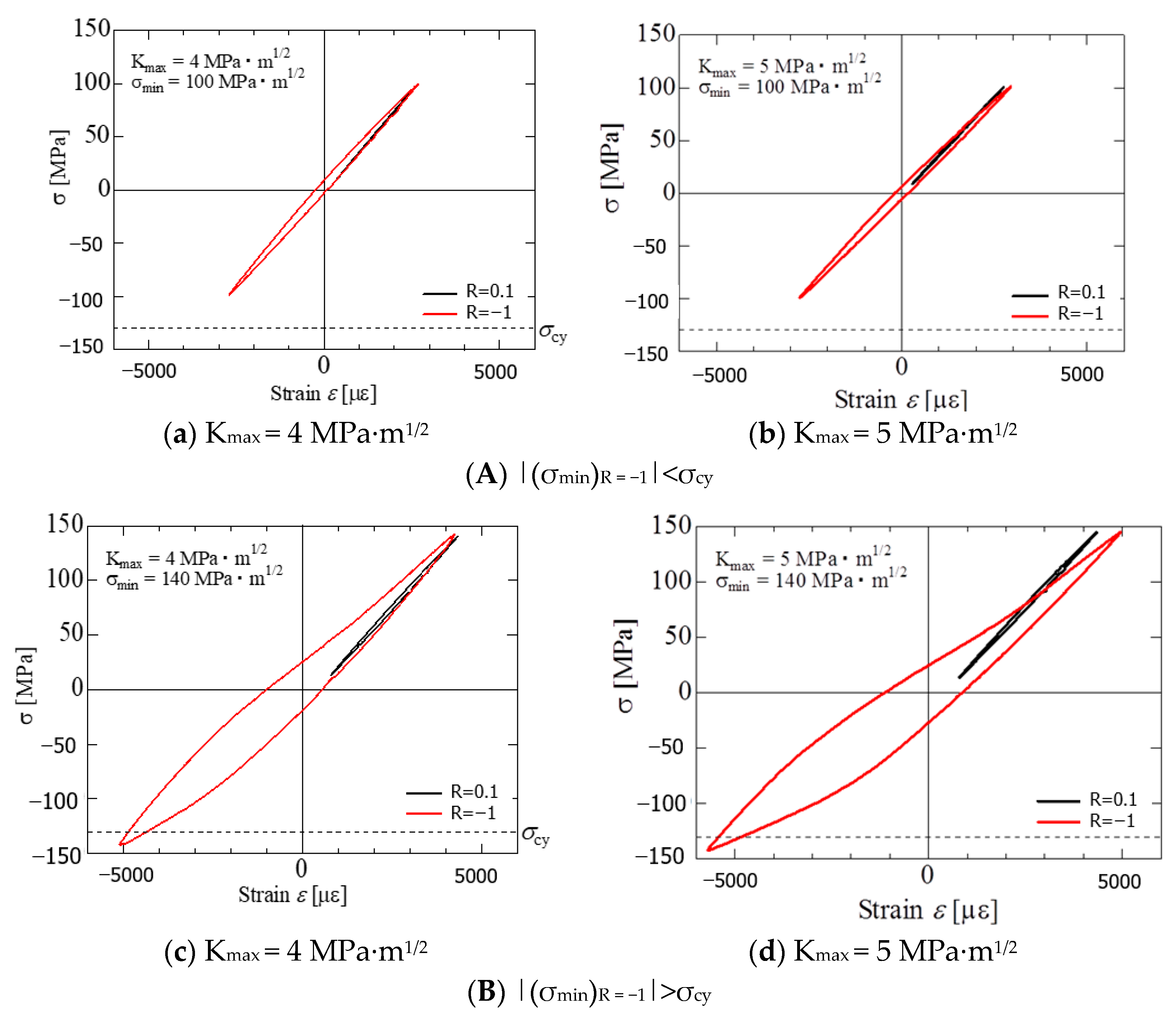
3.2.2. Stress–Strain Behavior (σ-ε Curve) under Repeated Stress
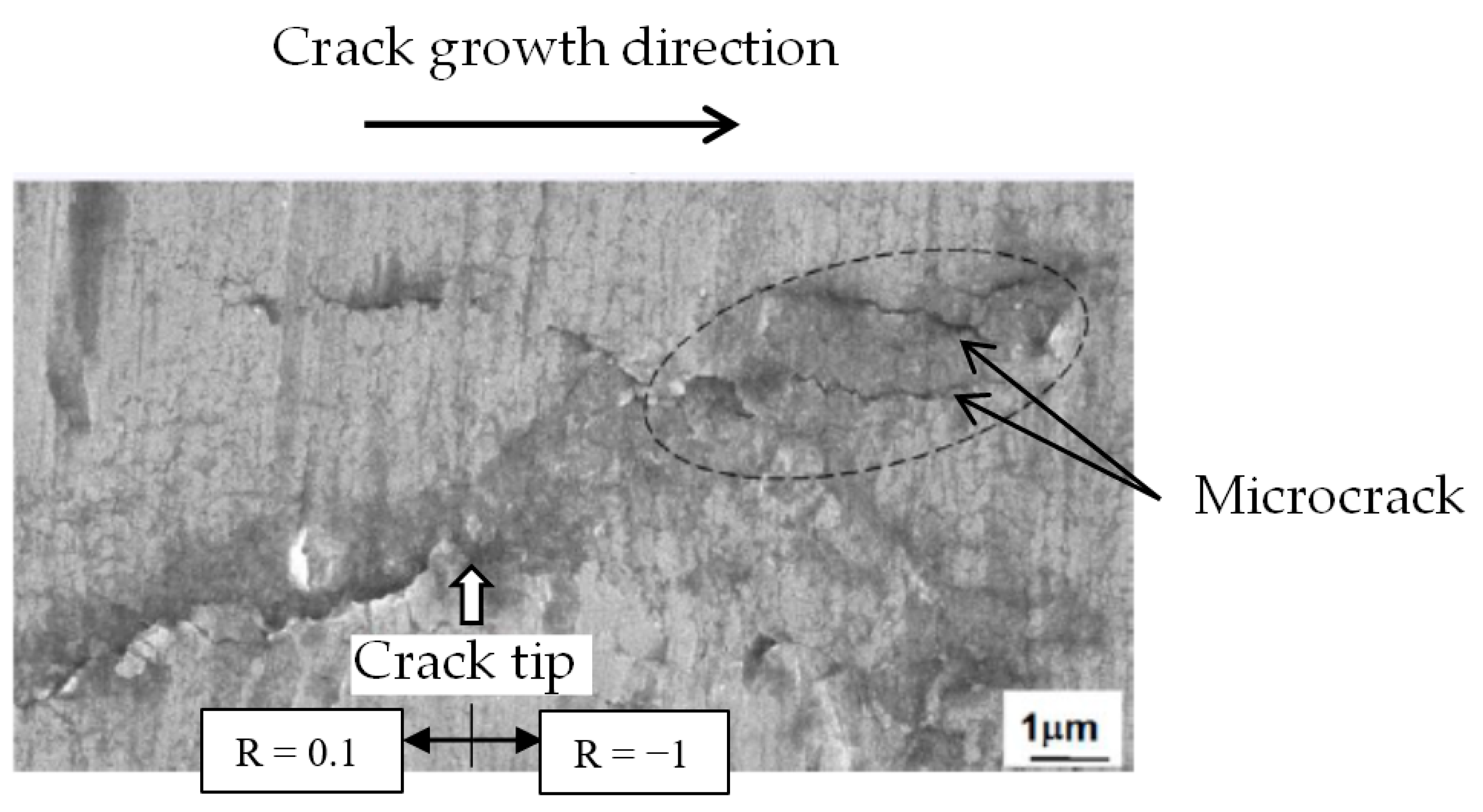
3.2.3. Changes in the Appearance of the Crack Tip Region Due to R Fluctuation
4. Discussions
4.1. On the Acceleration Mechanism of da/dN and the Hysteresis Loop in the σ-ε Curve, When R Fluctuates
4.1.1. Acceleration Mechanism of da/dN
4.1.2. Behavior of Hysteresis Loop on the Cyclic σ-ε Curve
4.2. Analysis of Elasto-Plastic FCG Behavior by J-Integral
5. Conclusions
- (1)
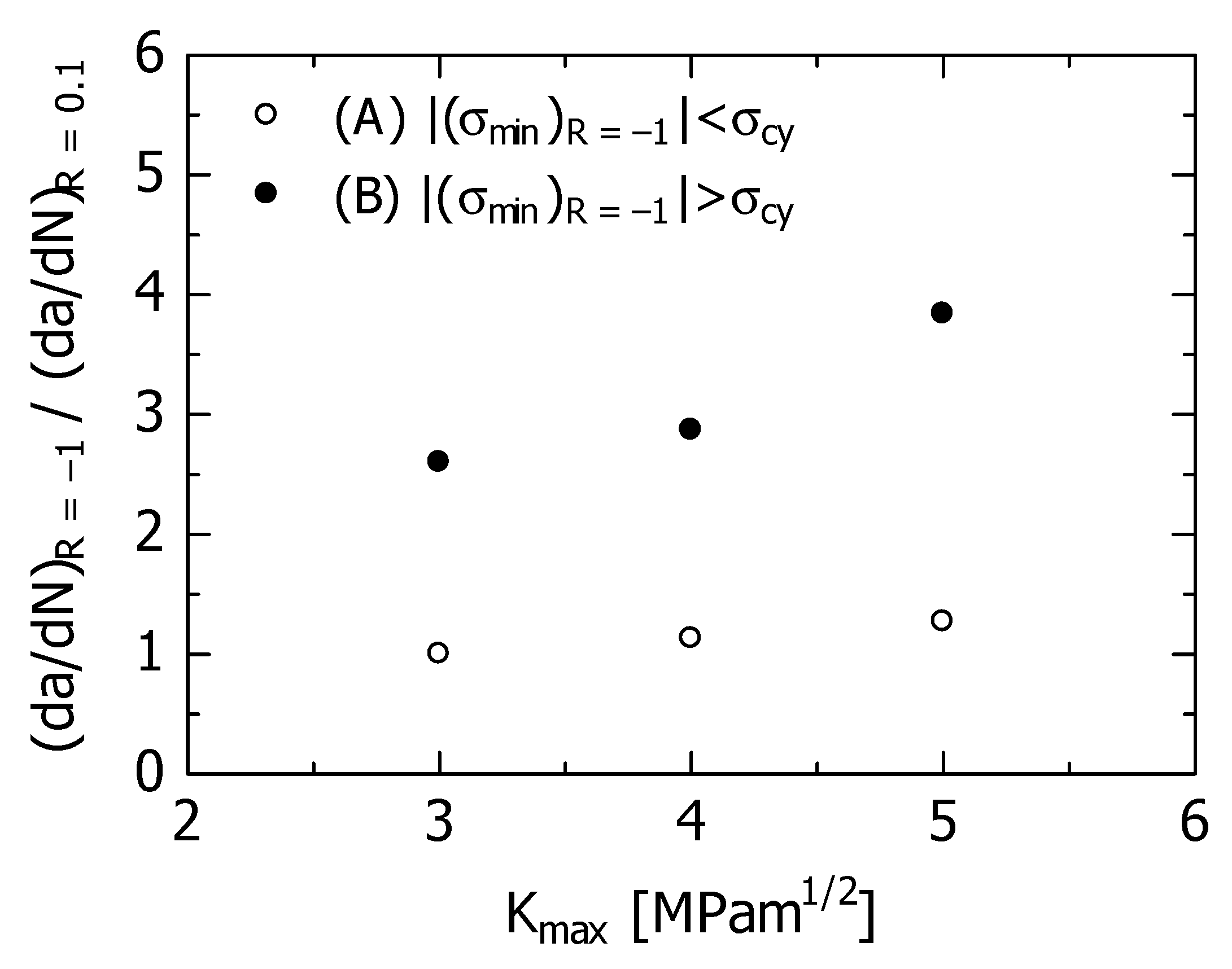
- The FCG velocity accelerated due to the fatigue load on the compression side at R = −1 after R fluctuation. The degree of acceleration was greater in condition (B) than in condition (A), and the higher the Kmax value, the faster the acceleration.
- (2)
- The hysteresis area of the cyclic σ-ε curve after R fluctuation was wider in condition B than in condition A and was wider when the Kmax value was larger. In addition, the hysteresis area on the compression side was larger than that on the tension side, indicating asymmetry. The magnitude of the hysteresis loop area corresponded to the degree of acceleration of the FCG speed owing to the R fluctuation.
- (3)
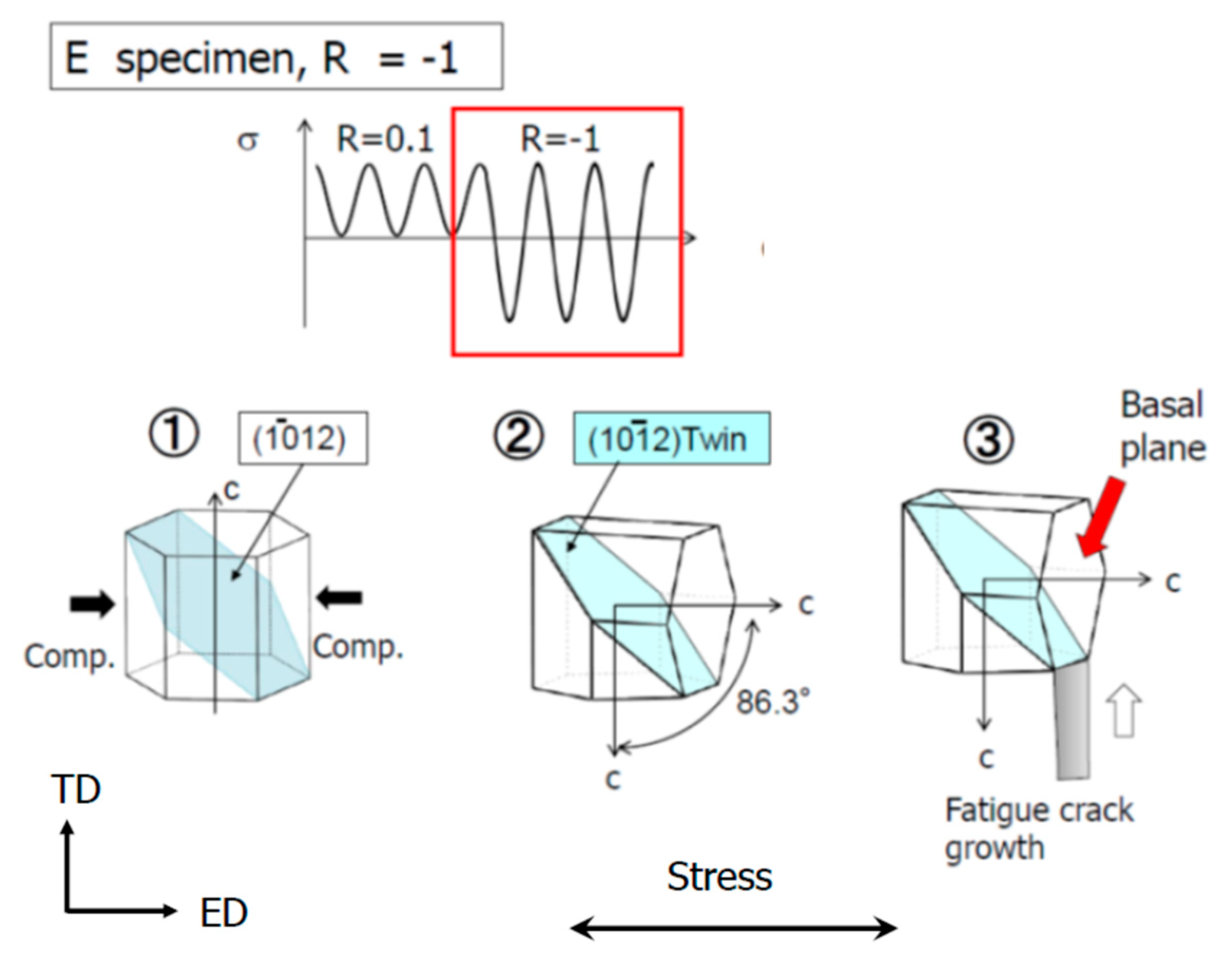
- From the observation of fatigue cracks on the specimen surface after R fluctuation, twins were formed around the cracks owing to the compressive load at R = −1, and large deformation occurred. In addition, numerous microcracks are generated at the twins.
- (4)
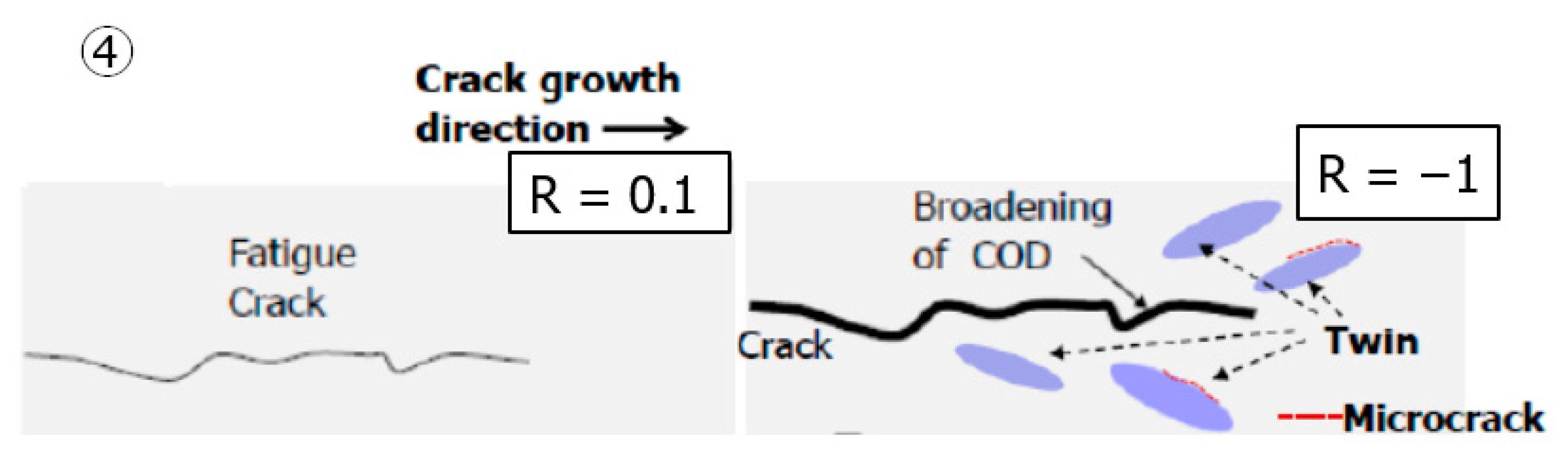
- The following two acceleration mechanisms can be mentioned as the source of the FCG velocity at R = −1 after R fluctuation. First, the crack opening displacement increases due to the twinning caused by the compressive load of R = −1, and the FCG driving force increases. The second is the coalescence of the main crack and a plurality of microcracks generated on the twins.
- (5)
- The effective ΔJ integral range, ΔJeff, was approximately evaluated using the cyclic σ-ε curve of the fatigue process. Based on the consistency with other experimental results, the evaluation results are considered valid.
- (6)
- Under condition (B), a large number of tensile twins were generated under the compression load after the R fluctuation, and as a result, the crack tip neighborhood changed to a large-scale yielding state. The FCG velocity after R fluctuation was controlled by ΔJeff.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kojima, Y. Handbook Advanced Magnesium Technology; Kallos Publishing Co Ltd.: Tokyo, Japan, 2000. [Google Scholar]
- Murai, T. Extrusion of magnesium alloys. J. Jpn. Inst. Light Met. 2004, 54, 472–477. [Google Scholar] [CrossRef]
- Ando, S.; Tonda, H. Deformation and fatigue behaviors in Mg. Mater. Jpn. 2003, 42, 124–132. [Google Scholar] [CrossRef]
- Koike, J.; Miyamura, T. Microscopic mechanisms of plastic deformation in polycrystalline magnesium alloys. J. Jpn. Inst. Light Met. 2004, 54, 460–464. [Google Scholar] [CrossRef]
- Ishihara, S.; McEvily, A.J.; Sato, M.; Shibata, H.; Goshima, T.; Shimizu, M. Fatigue lives and crack propagation behavior of the extruded magnesium alloy processed under various extrusion conditions. J. Solid Mech. Mater. Eng. 2008, 2, 487–495. [Google Scholar] [CrossRef] [Green Version]
- Yang, P.; Yu, Y.; Chen, L.; Mao, W. Experimental determination and theoretical prediction of twin orientations in magnesium alloy AZ31. Scr. Mater. 2004, 50, 1163–1168. [Google Scholar] [CrossRef]
- Wang, Y.N.; Huang, J.C. The role of twinning and untwinning in yielding behavior in hot-extruded Mg-Al-Zn alloy. Acta Mater. 2007, 55, 897–905. [Google Scholar] [CrossRef]
- Liu, W.; Wu, G.; Zhai, C.; Ding, W.; Korsunsky, A.M. Grain refinement and fatigue strengthening mechanisms in as-extruded Mg–6Zn–0.5Zr and Mg–10Gd–3Y–0.5Zr magnesium alloys by shot peening. Int. J. Plast. 2013, 49, 16–35. [Google Scholar] [CrossRef]
- Song, X.; Liu, W.C.; Belnoue, J.P.; Dong, J.; Wu, G.H.; Ding, W.J.; Kimber, S.A.J.; Buslaps, T.; Lunt, A.J.G.; Korsunsky, A.M. An eigenstrain-based finite element model and the evolution of shot peening residual stresses during fatigue of GW103 magnesium alloy. Int. J. Fatigue 2012, 42, 284–295. [Google Scholar] [CrossRef]
- Murugan, G.; Raghukandan, K.; Pillai, U.T.S.; Pai, B.C.; Mahadevan, K. High cyclic fatigue characteristics of gravity cast AZ91 magnesium alloy subjected to transverse load. Mater. Des. 2009, 30, 2636–2641. [Google Scholar] [CrossRef]
- Park, S.H.; Hong, S.; Bang, W.; Lee, C.S. Effect of anisotropy on the low cycle fatigue behavior of rolled AZ31. Magnes. Alloy. 2010, 527, 417–423. [Google Scholar]
- Lv, F.; Yang, F.; Duan, Q.Q.; Yang, Y.S.; Wu, S.D.; Li, S.X.; Zhang, Z.F. Fatigue properties of rolled magnesium alloy (AZ31) sheet: Influence of specimen orientation. Int. J. Fatigue 2011, 33, 672–682. [Google Scholar] [CrossRef]
- Shiozawa, K.; Nagata, K. Effect of stress ratio on high cycle fatigue properties of extruded AZ61 magnesium alloy. J. Soc. Mater. Sci. Jpn. 2009, 58, 982–989. [Google Scholar] [CrossRef] [Green Version]
- Ishihara, S.; Taneguchi, S.; Shibata, H.; Goshima, T.; Saiki, A. Anisotropy of the fatigue behavior of extruded and rolled magnesium alloys. Int. J. Fatigue 2013, 50, 94–100. [Google Scholar] [CrossRef]
- Mehrzadi, M.; Taheri, F. The influence of negative and positive stress ratios on crack growth rate in AM60B magnesium alloy. Mater. Sci. Eng. A 2012, 545, 68–77. [Google Scholar] [CrossRef]
- Zheng, S.; Yu, Q.; Gao, Z.; Jiang, Y. Loading history effect on fatigue crack growth of extruded AZ31B magnesium alloy. Eng. Fract. Mech. 2013, 114, 42–54. [Google Scholar] [CrossRef]
- Kim, S.W.; Han, S.W.; Lee, U.J.; Woo, K.D. Effects of solidification structure on fatigue crack growth in rheocast and thixocast Al–Si–Mg alloys. Mater. Lett. 2004, 58, 257–261. [Google Scholar] [CrossRef]
- Lu, Y.; Taheri, F.; Gharghouri, M. Study of fatigue crack incubation and propagation mechanisms in a HPDC AM60B magnesium alloy. J. Alloys Compd. 2008, 466, 214–227. [Google Scholar] [CrossRef]
- Li, B.; Koyama, M.; Sakurada, E.; Yoshimura, N.; Ushioda, K.; Noguchi, H. Potential resistance to transgranular fatigue crack growth of Fe–C alloy with a supersaturated carbon clarified through FIB micro-notching technique. Int. J. Fatigue 2016, 87, 1–5. [Google Scholar] [CrossRef]
- Tokaji, K.; Kamakura, M.; Ishiizumi, Y.; Hasegawa, N. Fatigue behaviour and fracture mechanism of a rolled AZ31 magnesium alloy. Int. J. Fatigue 2004, 26, 1217–1224. [Google Scholar] [CrossRef]
- Ishihara, S.; Nan, Z.Y.; Goshima, T. Effect of microstructure on fatigue behavior of AZ31 magnesium alloy. Mater. Sci. Eng. A 2007, 468–470, 214–222. [Google Scholar] [CrossRef]
- Sajuri, Z.B.; Miyashita, Y.; Hosokai, Y.; Mutoh, Y. Effects of Mn content and texture on fatigue properties of as-cast and extruded AZ61 magnesium alloys. Int. J. Mech. Sci. 2006, 48, 198–209. [Google Scholar] [CrossRef]
- Zeng, R.; Han, E.; Ke, W. A critical discussion on influence of loading frequency on fatigue crack propagation behavior for extruded Mg–Al–Zn alloys. Int. J. Fatigue 2012, 36, 40–46. [Google Scholar] [CrossRef]
- Kleiner, S.; Uggowitzer, P.J. Mechanical anisotropy of extruded Mg-6%Al-1%Zn alloy. Mater. Sci. Eng. 2004, 379, 258–263. [Google Scholar] [CrossRef]
- Cáceres, C.H.; Sumitomo, T.; Veidt, M. Pseudoelastic behaviour of cast magnesiumAZ91 alloy under cyclic loading-unloading. Acta Mater. 2003, 51, 6211–6218. [Google Scholar] [CrossRef]
- Zenner, H.; Renner, F. Cyclic material behaviour of magnesium die castings and extrusions. Int. J. Fatigue 2002, 24, 1255–1260. [Google Scholar] [CrossRef]
- Klimanek, P.; Pötzsch, A. Microstructure evolution under compressive plastic deformation of magnesium at different temperatures and strain rates. Mater. Sci. Eng. 2002, 324, 145–150. [Google Scholar] [CrossRef]
- Srivatsan, T.S.; Wei, L.; Chang, C.F. The cyclic strain resistance, fatigue life and final fracture behavior of magnesium alloys. Eng. Fract. Mech. 1997, 56, 735–758. [Google Scholar] [CrossRef]
- The Society of Materials Science, Japan. Stress Intensity Factors Handbook; Murakami, Y., Ed.; Editor-in-Chief; Pergamon Press: Oxford, UK, 1987. [Google Scholar]
- Ishihara, S.; McEvily, A.J. On the Early Initiation of Fatigue Cracks in the High Cycle Regime. In Proceedings of the 12th International Conference on Fracture, Ottawa, ON, Canada, 12–17 July 2009. [Google Scholar]
- Kikukawa, M.; Jono, M.; Tanaka, K. Fatigue Crack Closure at Low Stress Intensity Level. In Proceedings of the Second International Conference on Mechanical Behavior of Materials, Boston, MA, USA, 16–20 August 1976; American Society for Metals. pp. 716–720. [Google Scholar]
- Rice, J.R.; Paris, P.C.; Merkle, J.G. Some further results of J-Integral analysis and estimates. ASTM STP 1973, 536, 231–245. [Google Scholar]
- Hoshide, T.; Yamada, A.; Tanaka, K. Elastic-plastic finite-element analysis of cracked plate under biaxial stress and its application to fatigue crack propagation. J. Mater. Sci. Jpn. 1983, 32, 528–534. [Google Scholar] [CrossRef]
- Masuda, K.; Ishihara, S.; Oguma, N.; Ishiguro, M.; Sakamoto, Y. Effect of twins and plastic-deformation anisotropy of extruded magnesium alloy on fatigue crack growth and crack closure behavior. Mater. Sci. Eng. A 2021, 828, 142111. [Google Scholar] [CrossRef]
- Morita, S.; Ohno, N.; Tamai, F.; Kawakami, Y. Fatigue crack propagation behavior of textured polycrystalline magnesium alloys. Mater. Trans. 2010, 51, 1543–1546. [Google Scholar] [CrossRef] [Green Version]
- Endo, A.; Ogawa, T. Evaluation of elastic-plastic fatigue crack growth characteristics under mixed-mode condition for aluminum alloy A2017. Trans. Jpn. Soc. Mech. Eng. Ser. A 2013, 79, 711–715. [Google Scholar] [CrossRef] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Zn | Mn | Fe | Si | Pb | Cu | Ni | Mg |
|---|---|---|---|---|---|---|---|---|
| 3.04 | 0.85 | 0.33 | 0.0031 | 0.014 | 0.0033 | 0.0017 | 0.0006 | Bal. |
| Specimen Orientation | Loading Direction | Yield Strength MPa | Breaking Strength MPa | Young’s Modulus, E | Elongation % |
|---|---|---|---|---|---|
| ED | Tension | σty = 210 | 298 | 45 GPa | 21.8 |
| Compression | σcy = 130 | - | 45 GPa | - |
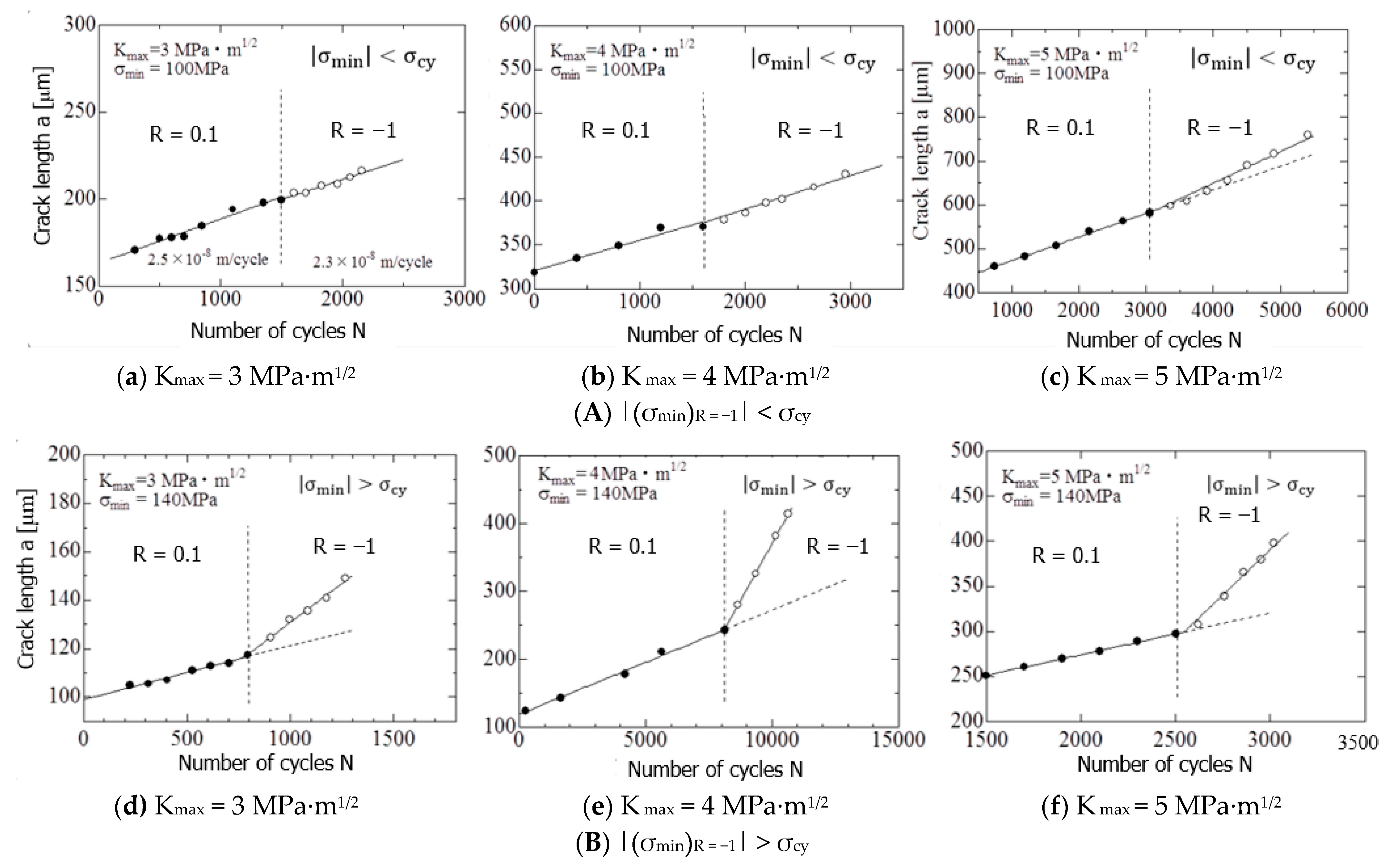
| (A) |(σmin)R = −1| < σcy | |||
| Kmax [MPa∙m1/2] | (da/dN)R = 0.1 [m/cycle] | (da/dN)R = −1 [m/cycle] | Acceleration Rate (da/dN)R = −1/(da/dN)R = 0.1 |
| 3 | 2. 5 × 10−8 | 2.5 × 10−8 | 1. 0 |
| 4 | 3.4 × 10−8 | 3.8 × 10−8 | 1.13 |
| 5 | 5.5 × 10−8 | 7.0 × 10−8 | 1.27 |
| (B) |(σ min)R = −1| > σcy | |||
| Kmax [MPa∙m1/2] | (da/dN)R = 0.1 [m/cycle] | (da/dN)R = −1 [m/cycle] | Acceleration Rate (da/dN)R= −1/(da/dN)R= 0.1 |
| 3 | 2.5 × 10−8 | 6.5 × 10−8 | 2.6 |
| 4 | 3.0 × 10−8 | 8.6 × 10−8 | 2.87 |
| 5 | 5.0 × 10−8 | 19.2 × 10−8 | 3.84 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Masuda, K.; Ishihara, S.; Oguma, N.; Ishiguro, M.; Sakamoto, Y. Elasto-Plastic Fatigue Crack Growth Behavior of Extruded Mg Alloy with Deformation Anisotropy Due to Stress Ratio Fluctuation. Materials 2022, 15, 755. https://doi.org/10.3390/ma15030755
Masuda K, Ishihara S, Oguma N, Ishiguro M, Sakamoto Y. Elasto-Plastic Fatigue Crack Growth Behavior of Extruded Mg Alloy with Deformation Anisotropy Due to Stress Ratio Fluctuation. Materials. 2022; 15(3):755. https://doi.org/10.3390/ma15030755
Chicago/Turabian StyleMasuda, Kenichi, Sotomi Ishihara, Noriyasu Oguma, Minoru Ishiguro, and Yoshinori Sakamoto. 2022. "Elasto-Plastic Fatigue Crack Growth Behavior of Extruded Mg Alloy with Deformation Anisotropy Due to Stress Ratio Fluctuation" Materials 15, no. 3: 755. https://doi.org/10.3390/ma15030755
APA StyleMasuda, K., Ishihara, S., Oguma, N., Ishiguro, M., & Sakamoto, Y. (2022). Elasto-Plastic Fatigue Crack Growth Behavior of Extruded Mg Alloy with Deformation Anisotropy Due to Stress Ratio Fluctuation. Materials, 15(3), 755. https://doi.org/10.3390/ma15030755