
Effect of V Content and Heat Input on HAZ Softening of Deep-Sea Pipeline Steel

Abstract
:1. Introduction
2. Experimental Material and Procedures
3. Results and Discussion
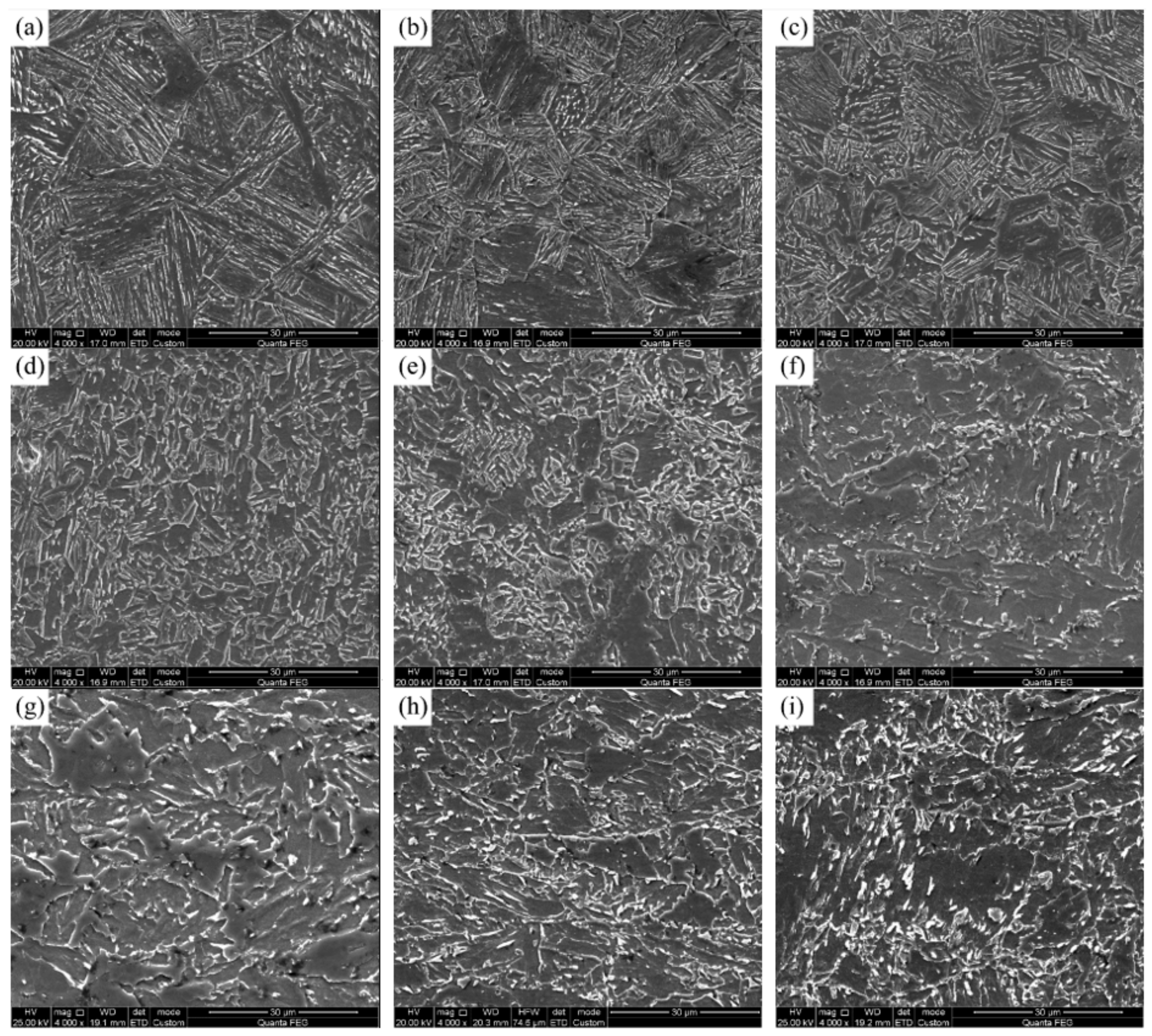
3.1. Influence of V Content on HAZ Softening Zone of Submarine Pipeline Steel
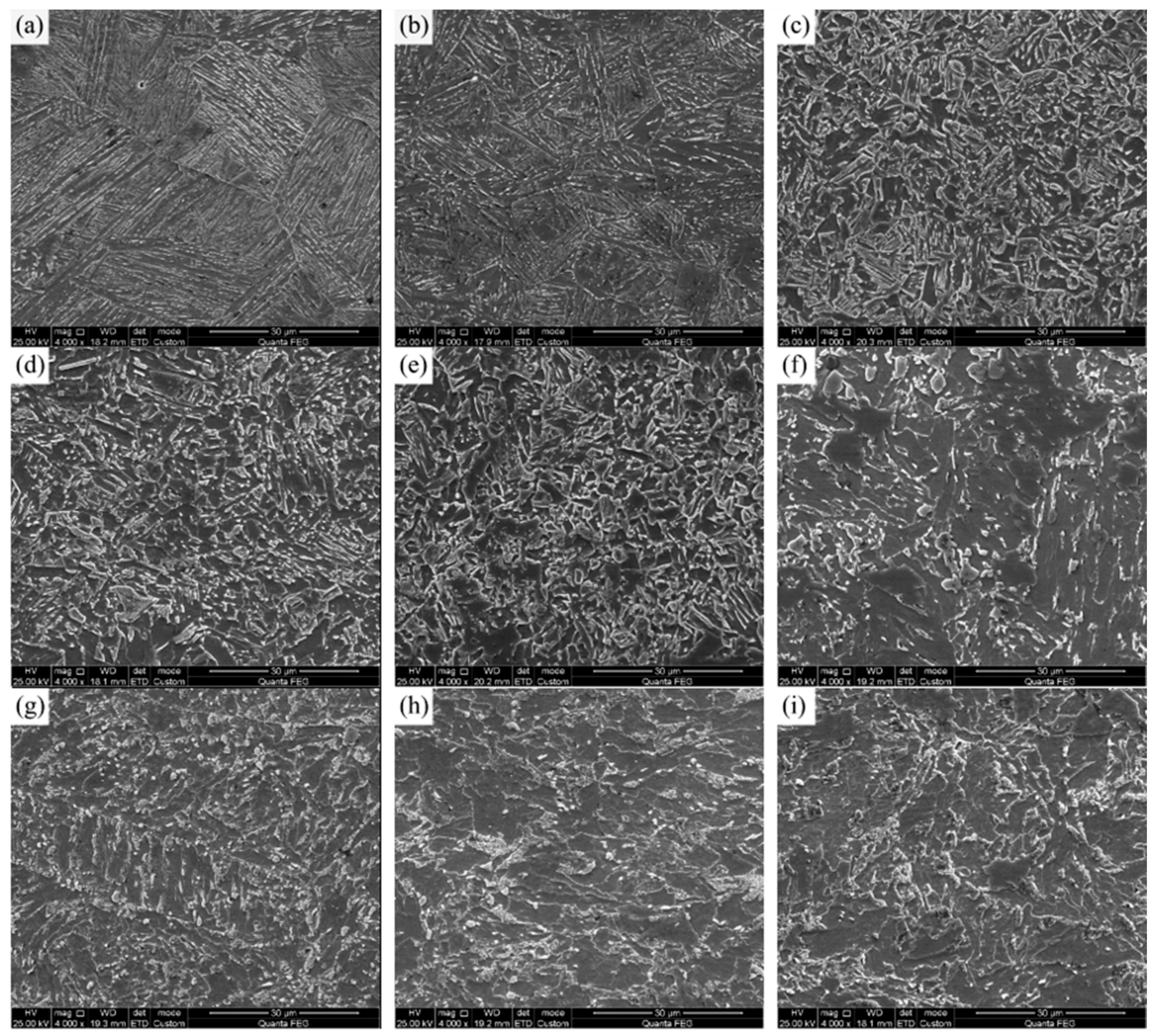
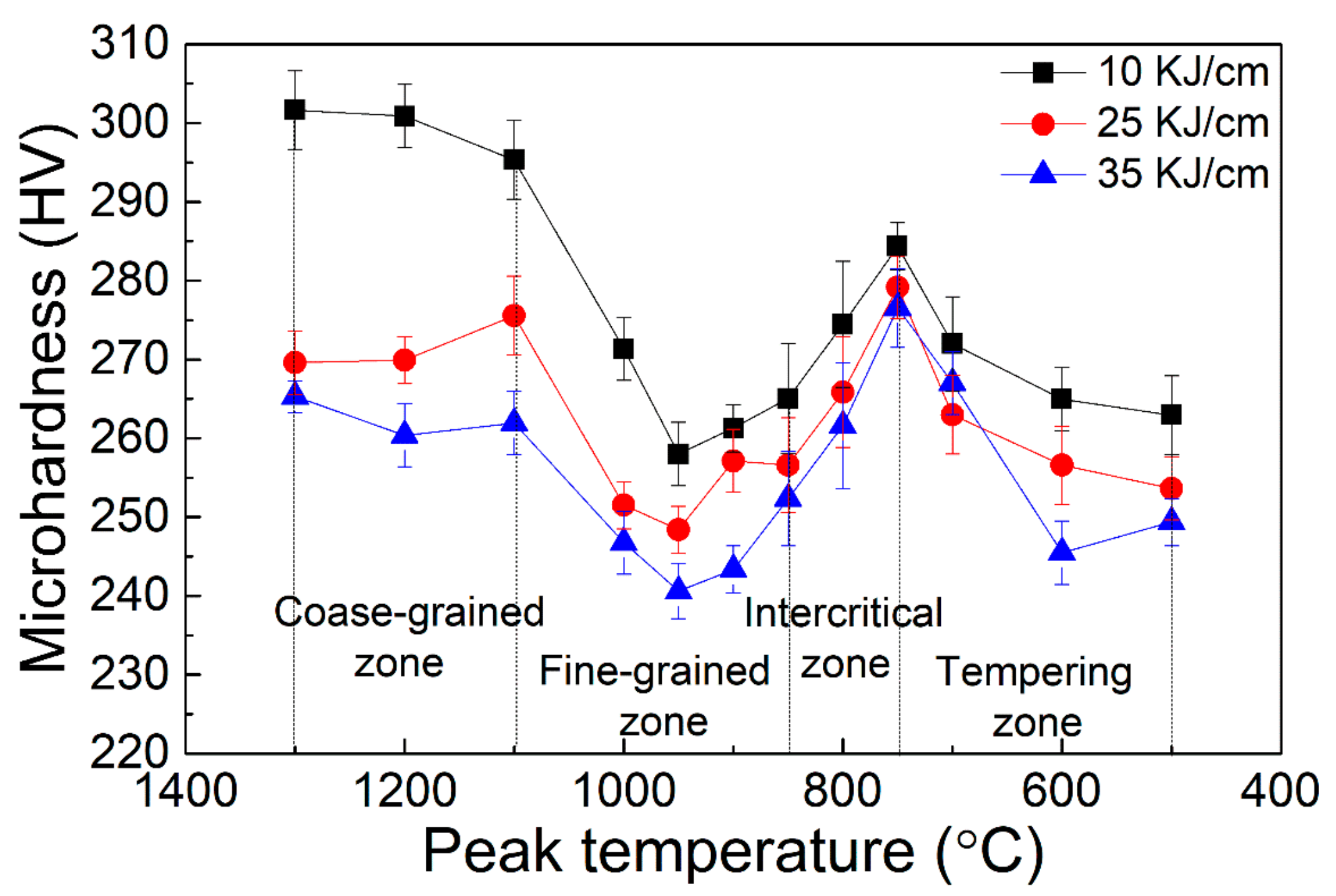
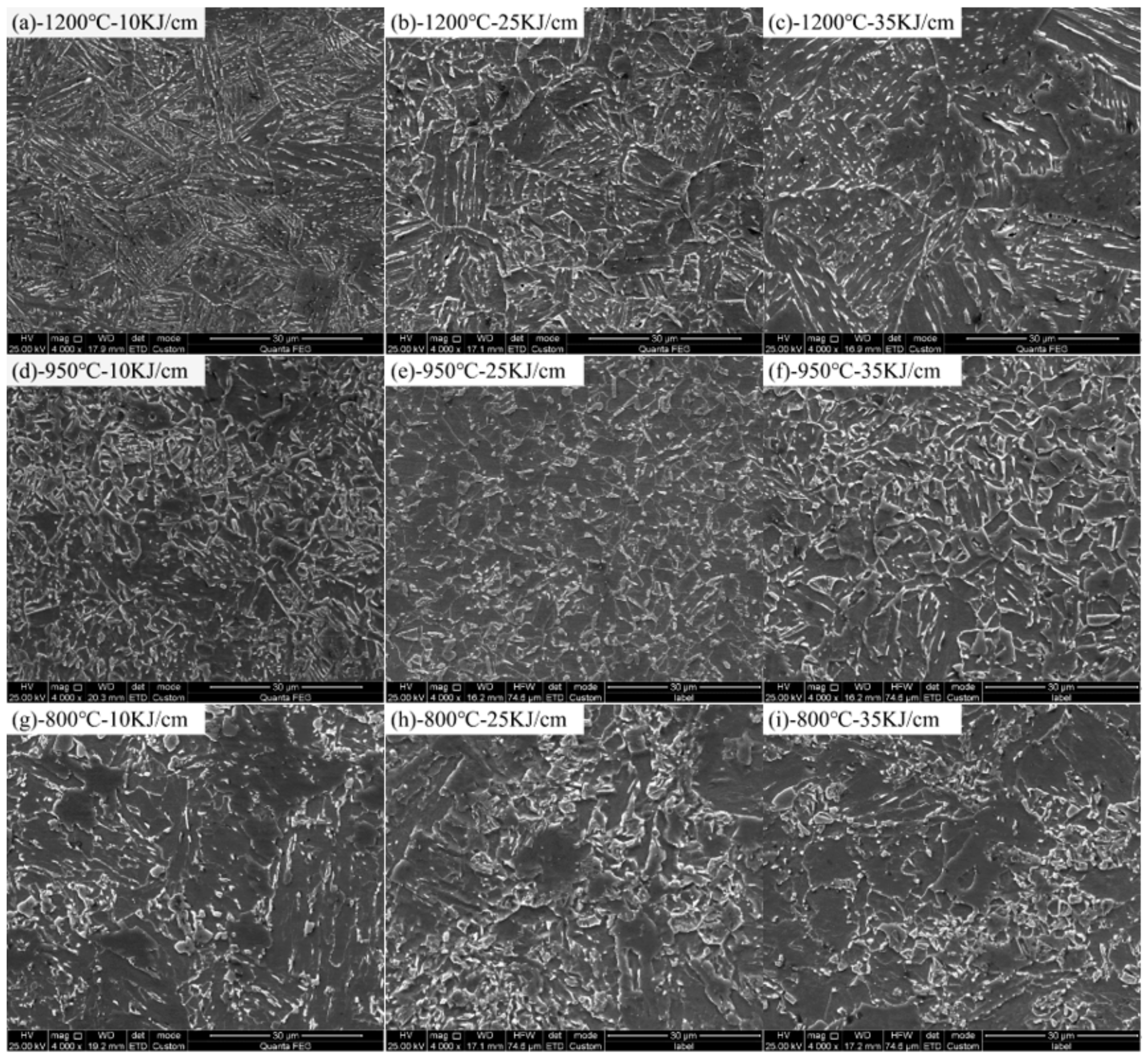
3.2. Influence of Heat Input on HAZ Softening Zone of Deep-Sea Pipeline Steel
4. Conclusions
- (1)
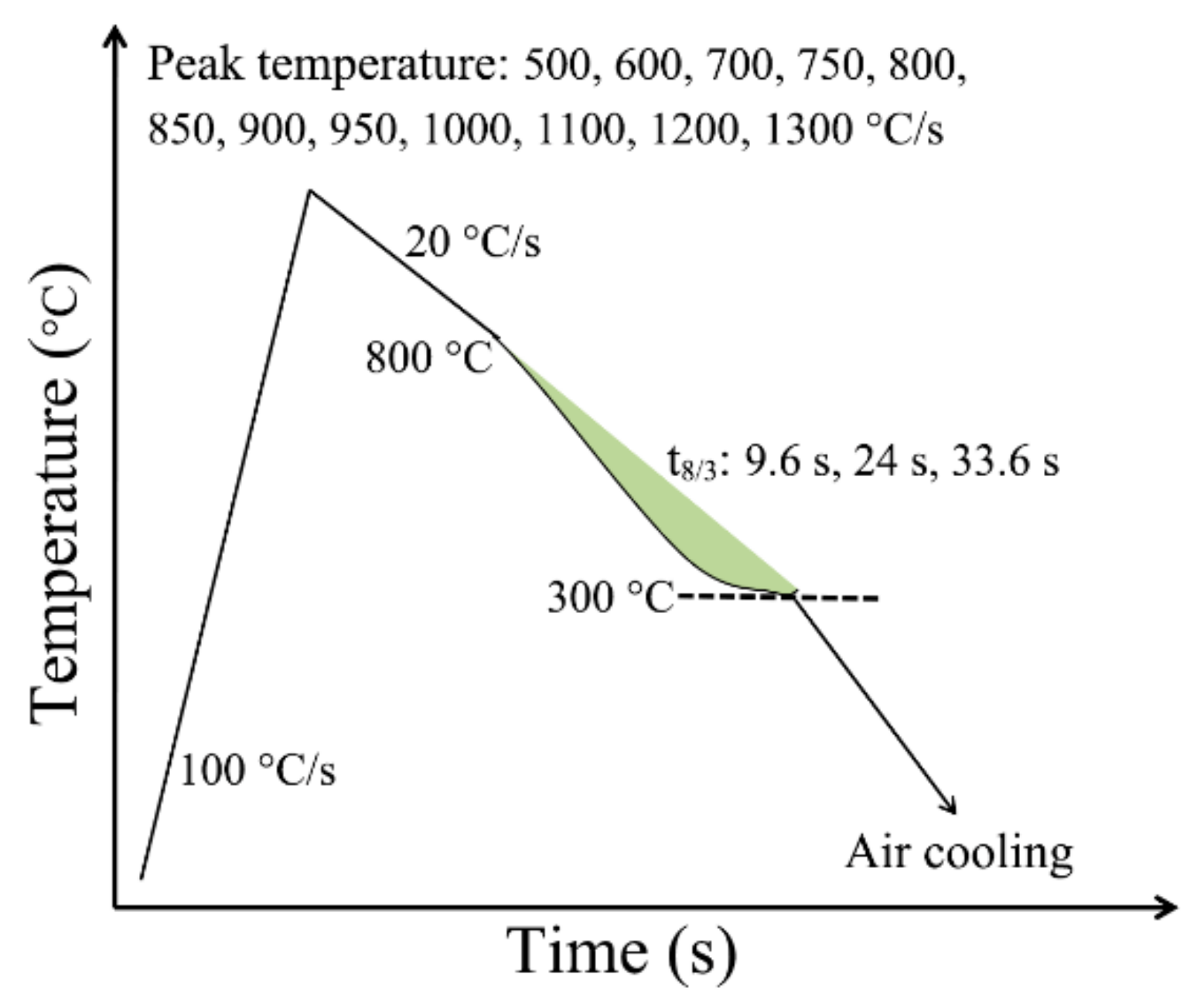
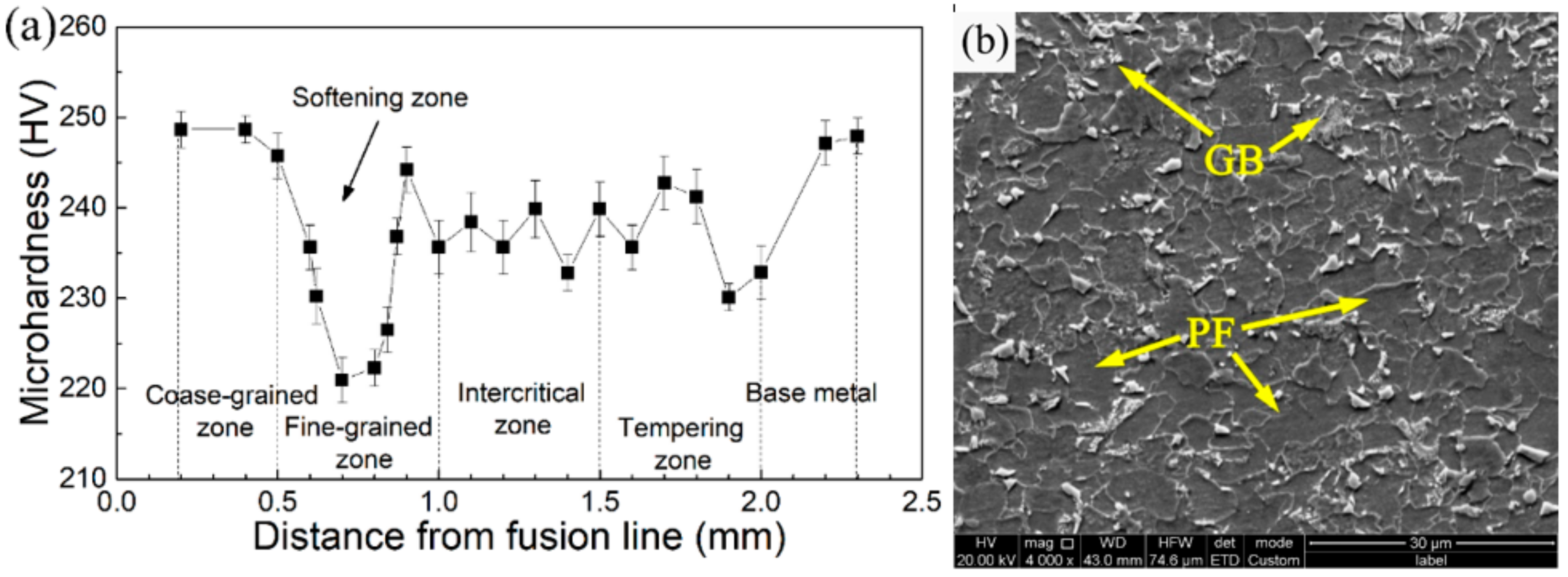
- There was a softening zone in the fine-grained heat-affected zone (HAZ) of 900–1000 °C for the deep-sea pipeline steel by industrial production.
- (2)
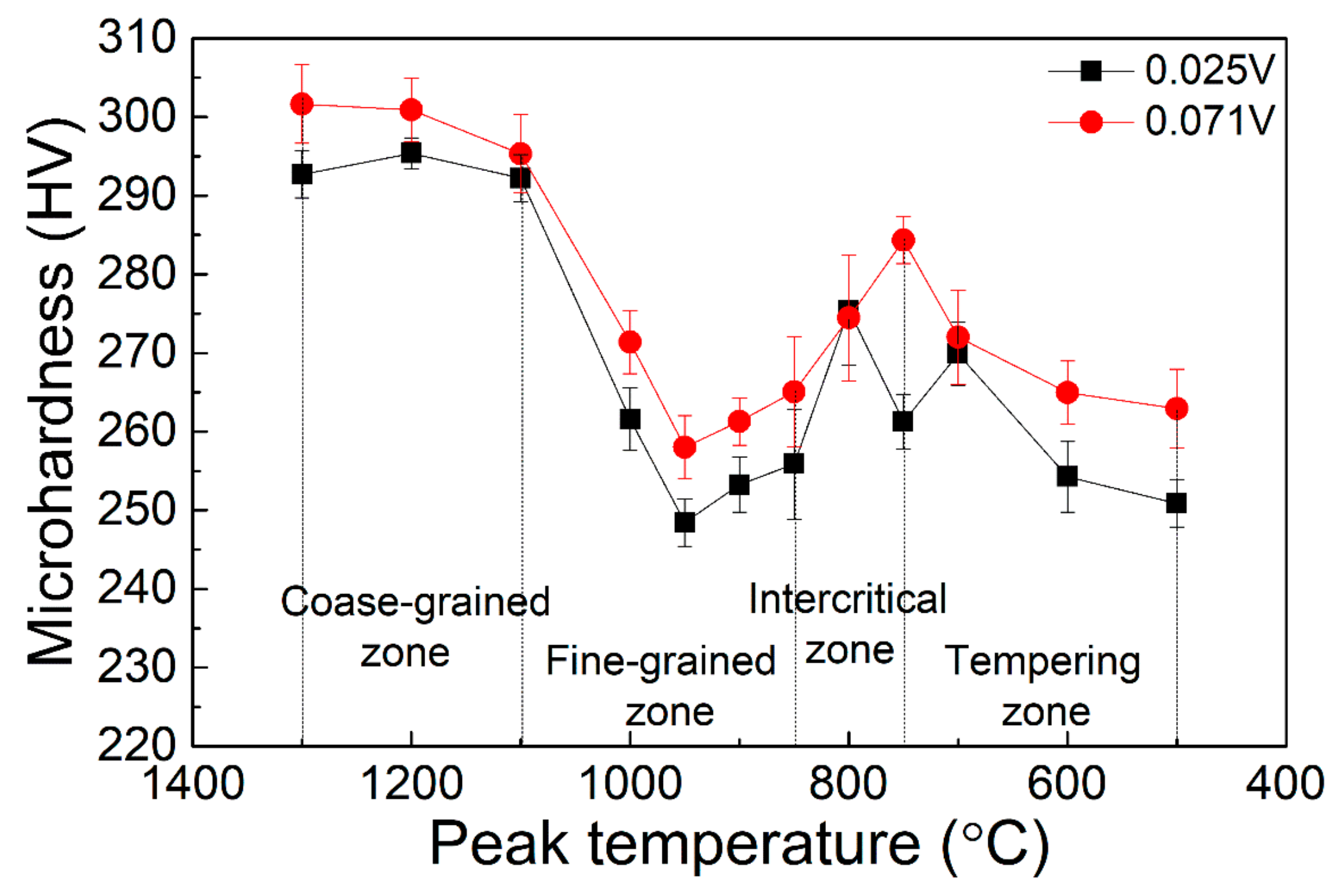
- In this work, adding 0.025% V effectively reduced the softening problem of fine-grained HAZ. The effect was obvious when the V content was increased to 0.071%.
- (3)
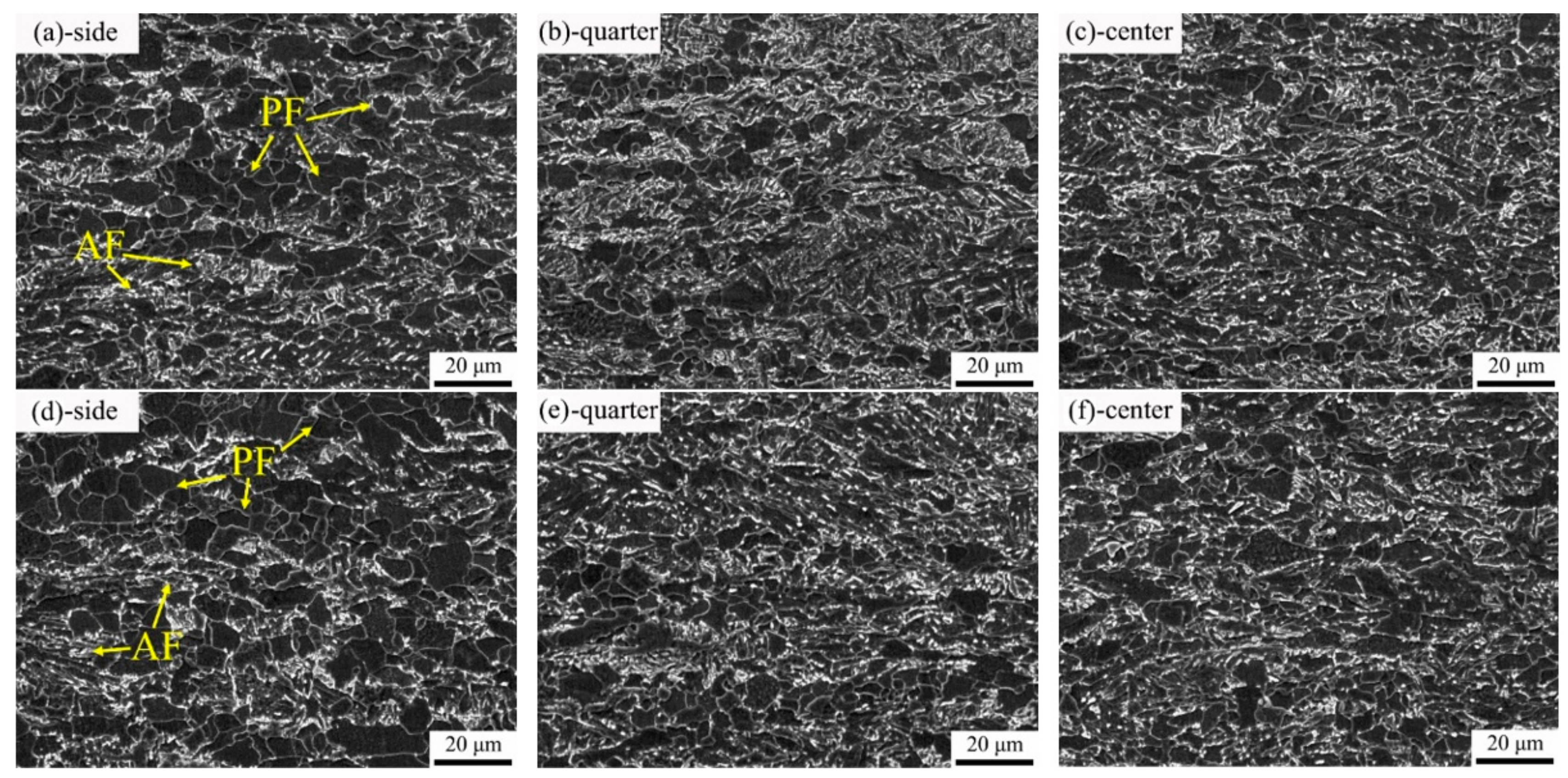
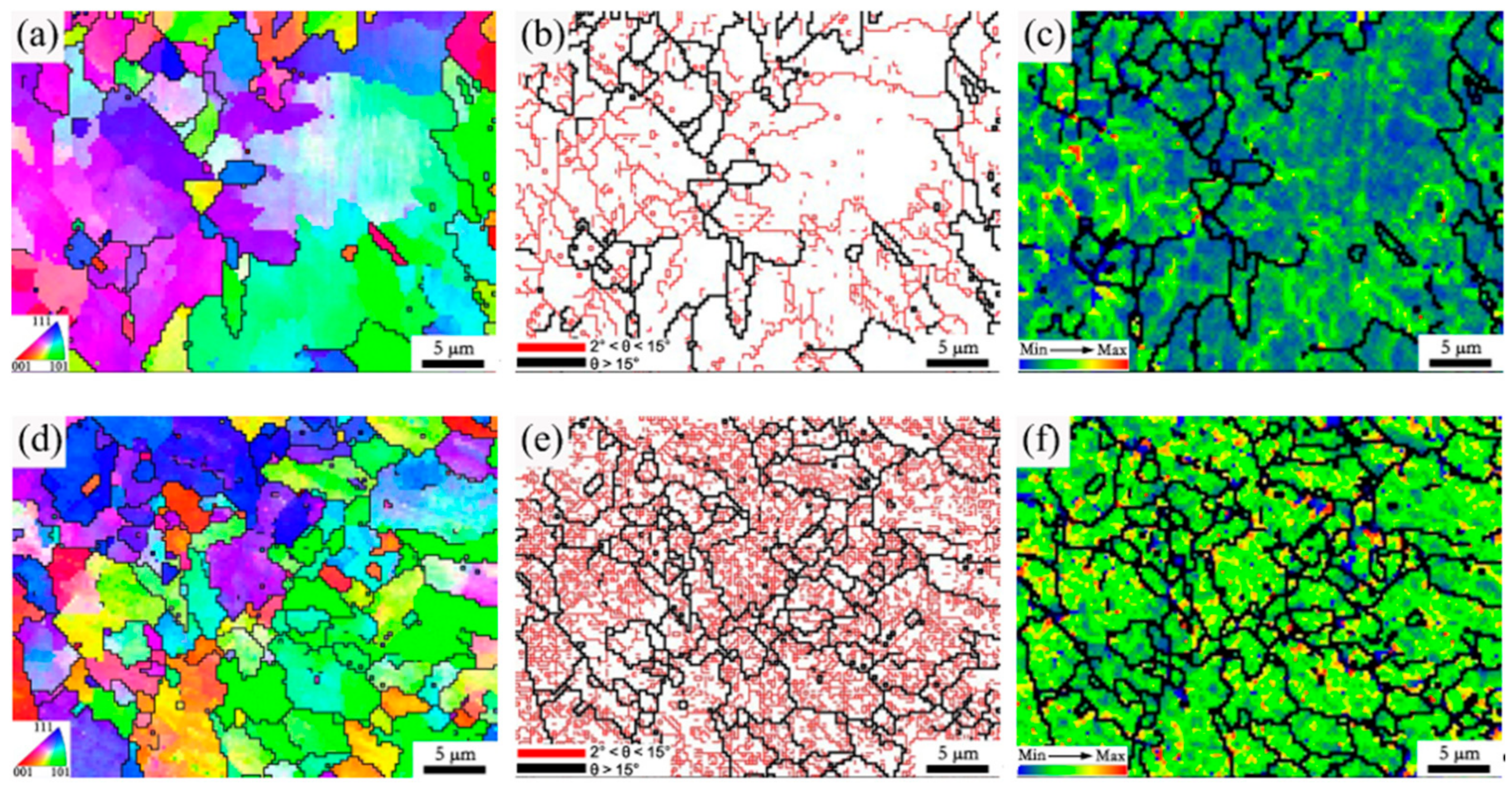
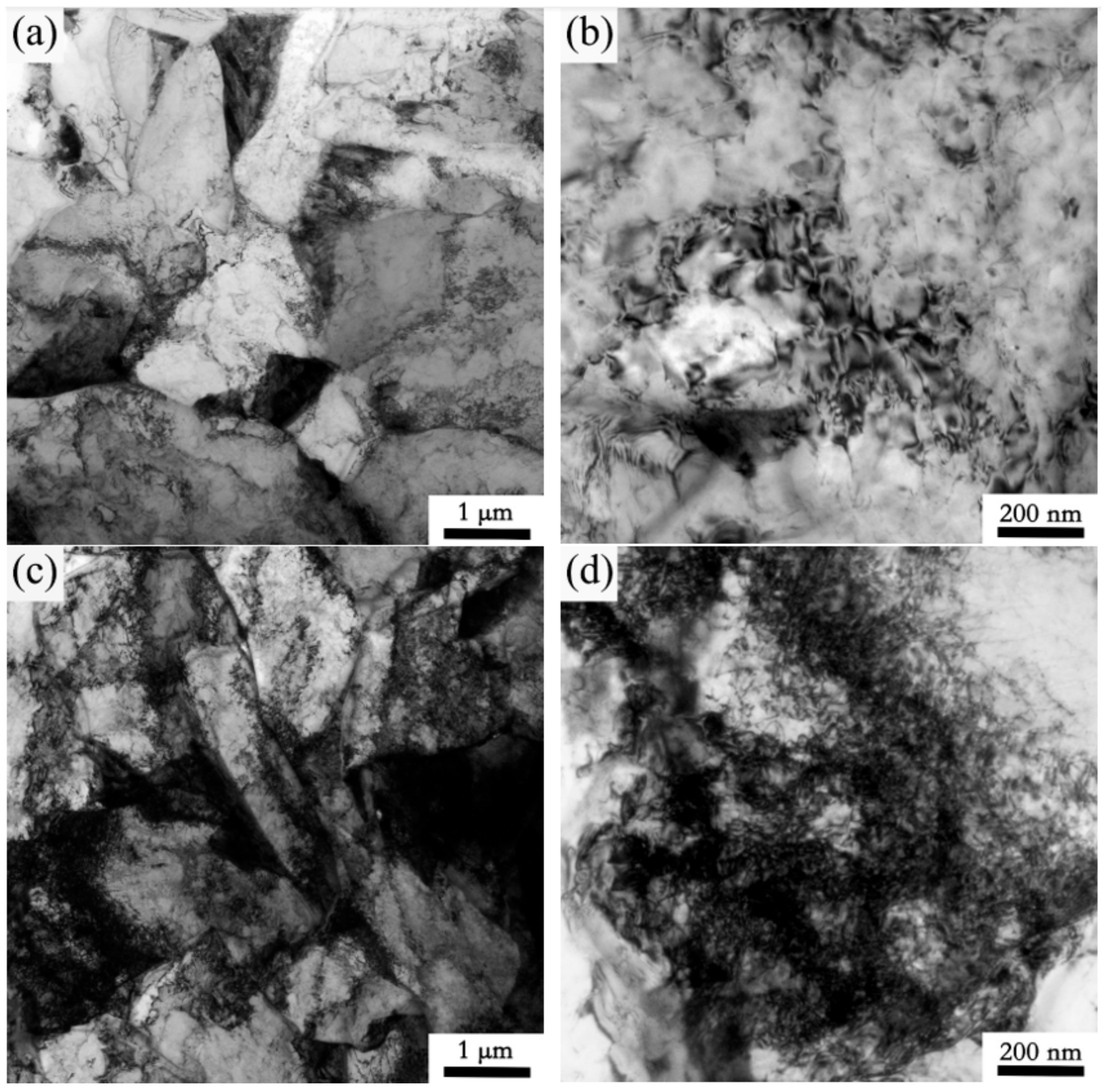
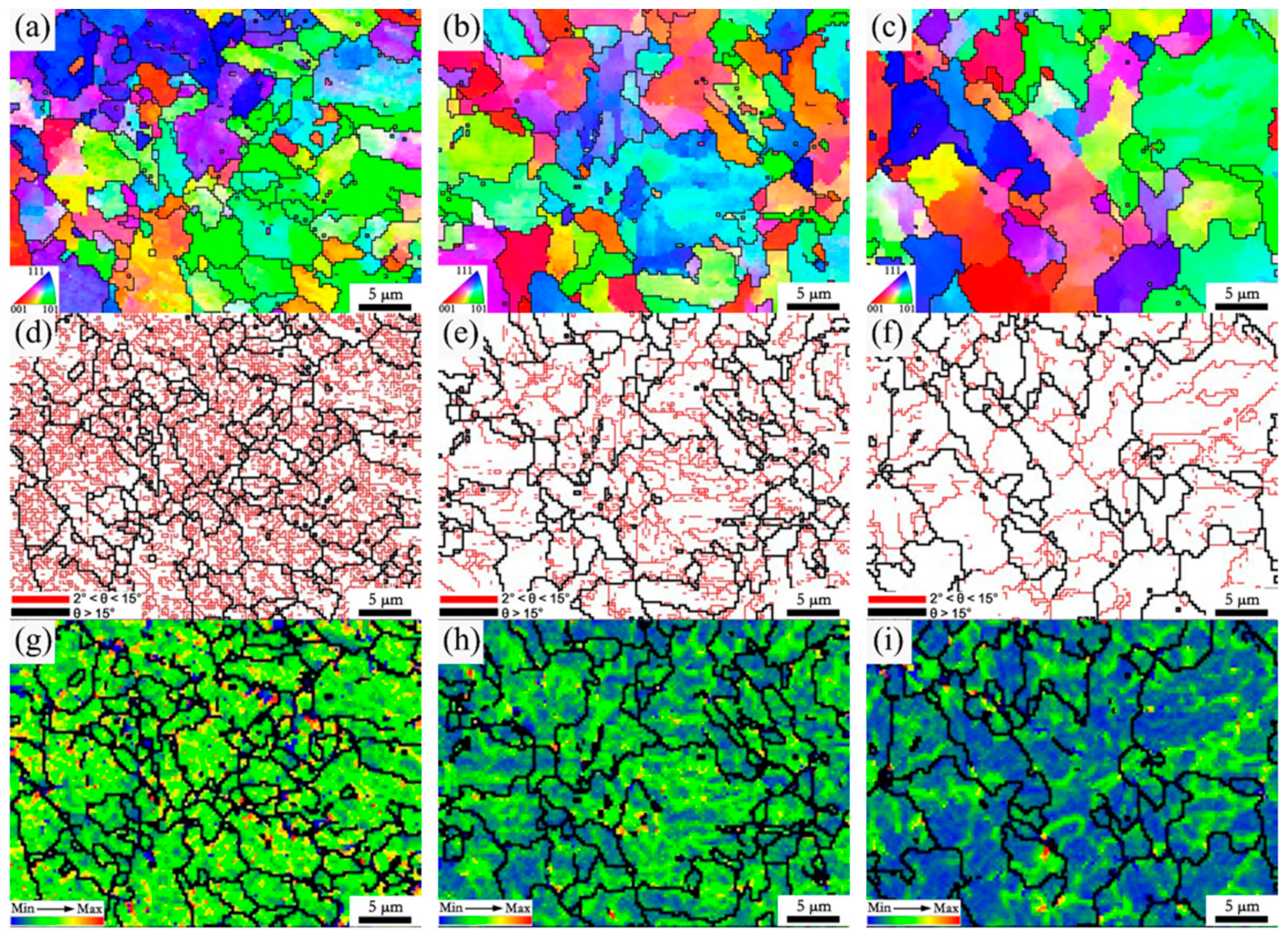
- The improvement of the microhardness in fine-grained HAZ through V microalloying was attributed to the following reasons: (1) the microstructure of fine-grained HAZ was refined, while both the substructure and dislocation density were increased; and (2) the nanoscale precipitation of the second phase was promoted, resulting in significant precipitation strengthening.
- (4)
- Using a low welding heat input of 10KJ/cm could effectively reduce the softening phenomenon of the fine-grained HAZ compared with heat inputs of 25 and 35 KJ/cm.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xu, J.Q.; Guo, B.; Zheng, L.; Li, Y.H.; Yu, L. Research and Development of Deep-Sea Pipeline Steel. Adv. Mater. Res. 2010, 152–153, 1492–1498. [Google Scholar] [CrossRef]
- Niu, A.J.; Bi, Z.Y.; Zhang, G.L. Development and Application of Pipeline Steel and Steel Pipe for Offshore Pipeline in China. Han Guan 2019, 42, 1–6. (In Chinese) [Google Scholar]
- Koo, J.Y.; Luton, M.J.; Bangaru, N.V.; Petkovic, R.A.; Fairchild, D.P.; Petersen, C.W.; Asahi, H.; Hara, T.; Terada, Y.; Sugiyama, M.; et al. Metallurgical design of ultra-high strength steels for gas pipelines. Int. J. Offshore Polar Eng. 2003, 14, 2–10. [Google Scholar]
- Li, R.; Haun, R.D. Deep Sea Pipeline Collapse under Combined Loads of External Pressure, Bending, and Tension. In Proceedings of the Fifth International Offshore and Polar Engineering Conference, The Hague, The Netherlands, 11–16 June 1995. [Google Scholar]
- Niu, H.; Niu, A.J.; Liu, H.Z.; Huang, X.H. Development of X70 High Strength Thick Wall Pipeline Steel and Welded Pipe for Deep Sea. Han Guan 2018, 41, 1–6. (In Chinese) [Google Scholar]
- Zhang, X.; Gao, H.; Zhang, X.; Yang, Y. Effect of volume fraction of bainite on microstructure and mechanical properties of X80 pipeline steel with excellent deformability. Mater. Sci. Eng. A 2012, 531, 84–90. [Google Scholar] [CrossRef]
- Qiao, G.Y.; Zhao, Z.T.; Shi, X.B.; Shan, Y.Y.; Gu, Y.; Xiao, F.R. Effect of Bainite to Ferrite Yield Strength Ratio on the Deformability of Mesostructures for Ferrite/Bainite Dual-Phase Steels. Materials 2021, 14, 5352. [Google Scholar] [CrossRef]
- Mohr, W. Strain-based design for materials with HAZ softening. In Proceedings of the International Pipeline Conference, Calgary, Canada, 25–29 September 2006; pp. 1–8. [Google Scholar]
- Bang, K.S.; Kim, W.Y. Estimation and prediction of HAZ softening in thermomechanically controlled-rolled and accelerated-cooled steel. Weld. J. 2002, 81, 174–179. [Google Scholar]
- Jia, L.; Liu, Y.U.; Jia, S.J.; Li, B.; Liu, Q. Softening of heat affected zone of high-strain pipeline steel. Mater. Sci. Technol. 2018, 26, 37–44. (In Chinese) [Google Scholar]
- Pisarski, H.G.; Dolby, R.E. The Significance of Softened HAZs in High Strength Structural Steels. Weld. World 2003, 47, 32–40. [Google Scholar] [CrossRef]
- Sharma, S.K.; Maheshwari, S. A review on welding of high strength oil and gas pipeline steels. J. Nat. Gas Sci. Eng. 2016, 38, 203–217. [Google Scholar] [CrossRef]
- Maurer, W.; Ernst, W.; Rauch, R.; Vallant, R.; Enzinger, N. Evaluation of the factors influencing the strength of HSLA steel weld joint with softened HAZ. Weld. World 2015, 59, 809–822. [Google Scholar] [CrossRef]
- Hamada, M.; Hirata, H.; Okaguchi, S.; Shitamoto, H.; Yamamoto, A.; Takahashi, N.; Miura, M.; Takeuchi, I. Material design for line pipe steel to minimize HAZ softening and obtain good HAZ toughness. Int. Soc. Offshore Polar Eng. 2008, 18, 204–210. [Google Scholar]
- Hu, J.; Du, L.X.; Xie, H.; Dong, F.T.; Misra, R.D.K. Effect of weld peak temperature on the microstructure, hardness, and transformation kinetics of simulated heat affected zone of hot rolled ultra-low carbon high strength Ti-Mo ferritic steel. Mater. Des. 2014, 60, 302–309. [Google Scholar] [CrossRef]
- Zhang, L.; Kannengiesser, T. HAZ softening in Nb-, Ti- and Ti + V-bearing quenched and tempered steel welds. Weld. World 2016, 60, 177–184. [Google Scholar] [CrossRef]
- Lagneborg, R.; Zajac, S. A model for interphase precipitation in V-microalloyed structural steels. Metall. Mater. Trans. A 2001, 32, 39–50. [Google Scholar] [CrossRef]
- Hu, J.; Du, L.X.; Wang, J.J.; Xie, H.; Gao, C.R.; Misra, R.D.K. High toughness in the intercritically reheated coarse-grained (ICRCG) heat-affected zone (HAZ) of low carbon microalloyed steel. Mater. Sci. Eng. A 2014, 590, 323–328. [Google Scholar] [CrossRef]
- Mohtadi-Bonab, M.A.; Eskandari, M.J.; Szpunar, A. Texture, local misorientation, grain boundary and recrystallization fraction in pipeline steels related to hydrogen induced cracking. Mater. Sci. Eng. A 2015, 620, 97–106. [Google Scholar] [CrossRef]
- Tao, Z.; Hao, Y.; Wang, S. Effect of microstructural types on toughness and microstructural optimization of ultra-heavy steel plate: EBSD analysis and microscopic fracture mechanism. Mater. Sci. Eng. A 2016, 658, 150–158. [Google Scholar]
- Guo, A.; Misra, R.D.K.; Liu, J.; Chen, L.; He, X.; Jansto, S.J. An analysis of the microstructure of the heat-affected zone of an ultra-low carbon and niobium-bearing acicular ferrite steel using EBSD and its relationship to mechanical properties. Mater. Sci. Eng. A 2010, 527, 6440–6448. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | C | Mn | Si | P | S | Nb | V | Ti | Mo | Ni | Cr | Cu |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0# | 0.045 | 1.71 | 0.21 | 0.007 | 0.0014 | 0.059 | / | 0.0015 | 0.17 | 0.22 | 0.20 | 0.14 |
| 1# | 0.049 | 1.76 | 0.19 | 0.0053 | 0.0041 | 0.052 | 0.025 | 0.0011 | 0.25 | 0.20 | 0.21 | 0.21 |
| 2# | 0.053 | 1.77 | 0.19 | 0.0058 | 0.0041 | 0.054 | 0.071 | 0.0097 | 0.25 | 0.21 | 0.21 | 0.21 |
| No. | Rt0.5 (MPa) | Rm (MPa) | Rt0.5/Rm | A (%) |
|---|---|---|---|---|
| 0# | 481 | 628 | 0.76 | 33 |
| 1# | 497 | 630 | 0.79 | 30 |
| 2# | 505 | 636 | 0.79 | 28 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, B.; Liu, Q.; Jia, S.; Ren, Y.; Yang, P. Effect of V Content and Heat Input on HAZ Softening of Deep-Sea Pipeline Steel. Materials 2022, 15, 794. https://doi.org/10.3390/ma15030794
Li B, Liu Q, Jia S, Ren Y, Yang P. Effect of V Content and Heat Input on HAZ Softening of Deep-Sea Pipeline Steel. Materials. 2022; 15(3):794. https://doi.org/10.3390/ma15030794
Chicago/Turabian StyleLi, Ba, Qingyou Liu, Shujun Jia, Yi Ren, and Ping Yang. 2022. "Effect of V Content and Heat Input on HAZ Softening of Deep-Sea Pipeline Steel" Materials 15, no. 3: 794. https://doi.org/10.3390/ma15030794
APA StyleLi, B., Liu, Q., Jia, S., Ren, Y., & Yang, P. (2022). Effect of V Content and Heat Input on HAZ Softening of Deep-Sea Pipeline Steel. Materials, 15(3), 794. https://doi.org/10.3390/ma15030794