
Some Specifics of Defect-Free Poly-(o-aminophenylene)naphthoylenimide Fibers Preparation by Wet Spinning

 ,
,  ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Monomers and Solvents
2.1.2. Synthesis of PANI-O
2.1.3. PANI-O Solutions
2.2. Methods
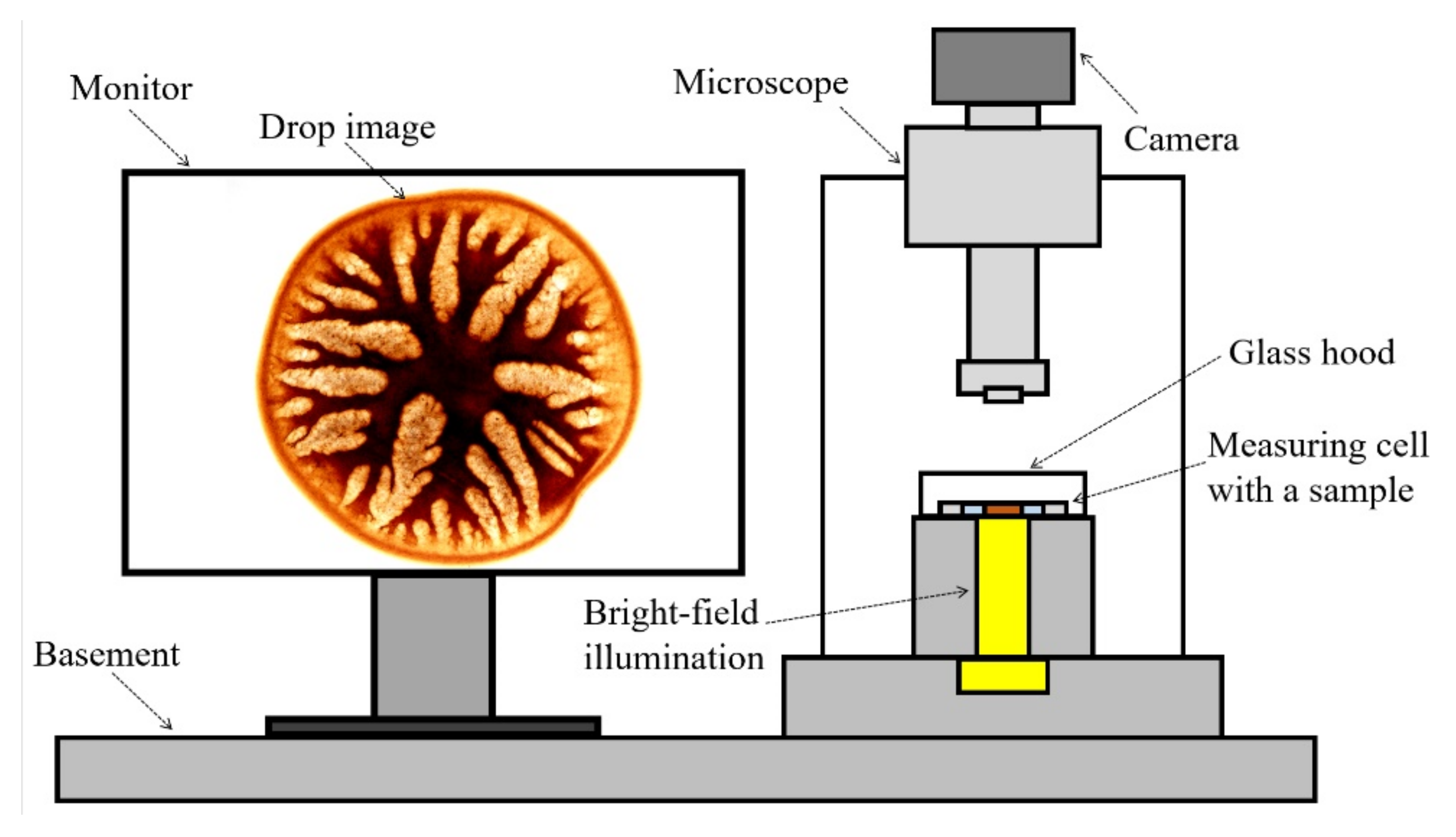
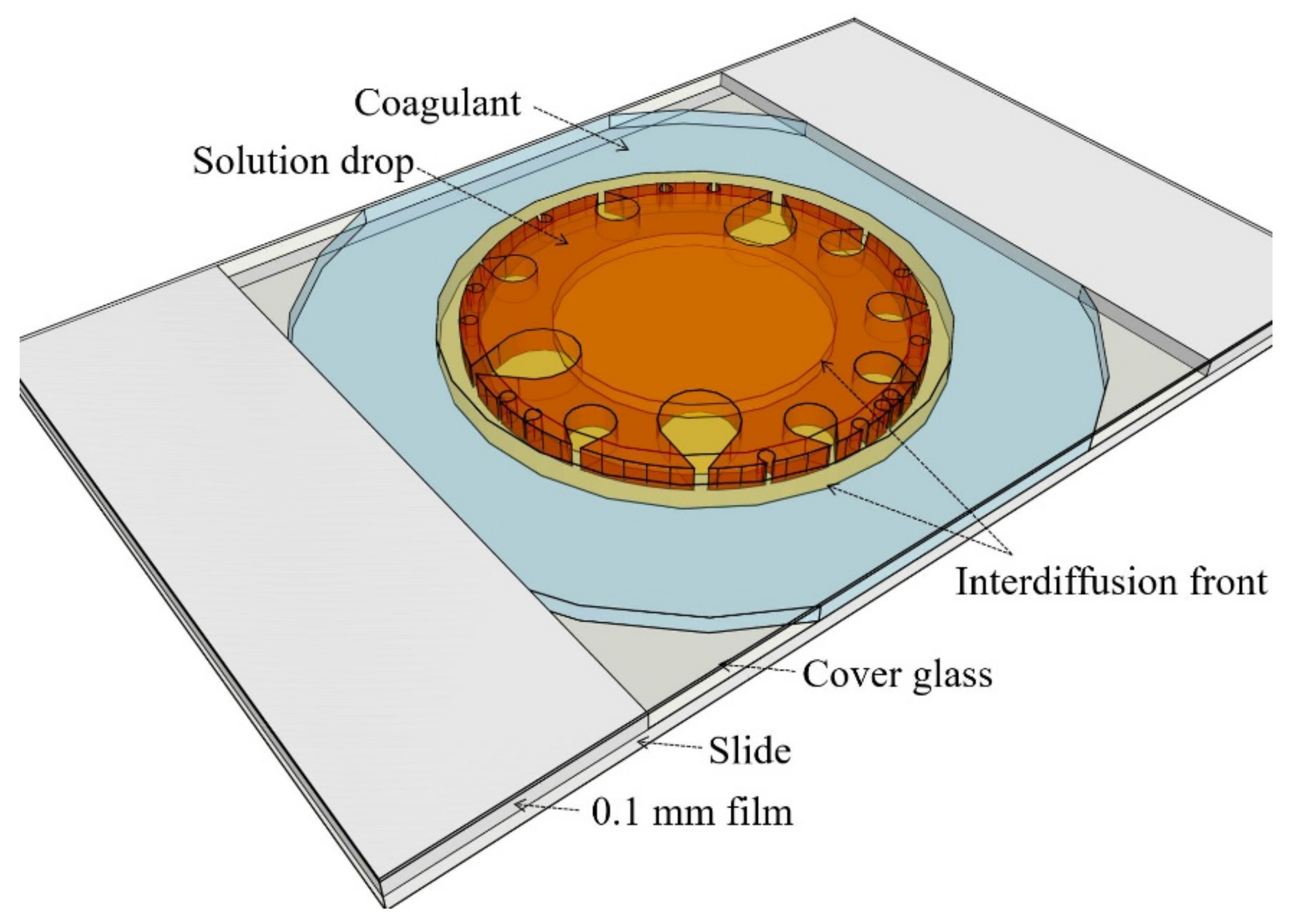
2.2.1. Selection of a Coagulant
2.2.2. Rheology
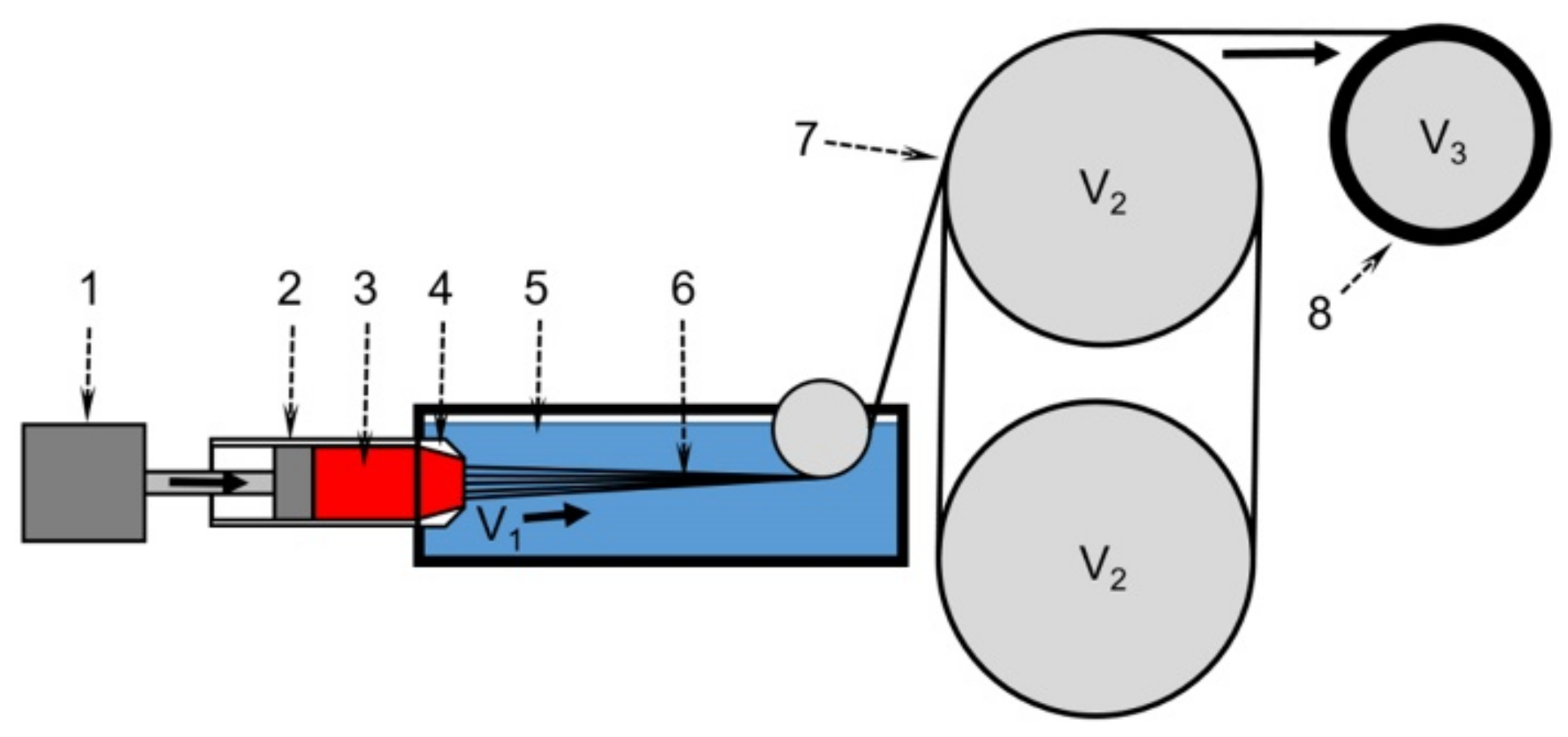
2.2.3. Wet Spinning
2.2.4. Fiber Characterization
3. Results and Discussion
3.1. Rheology
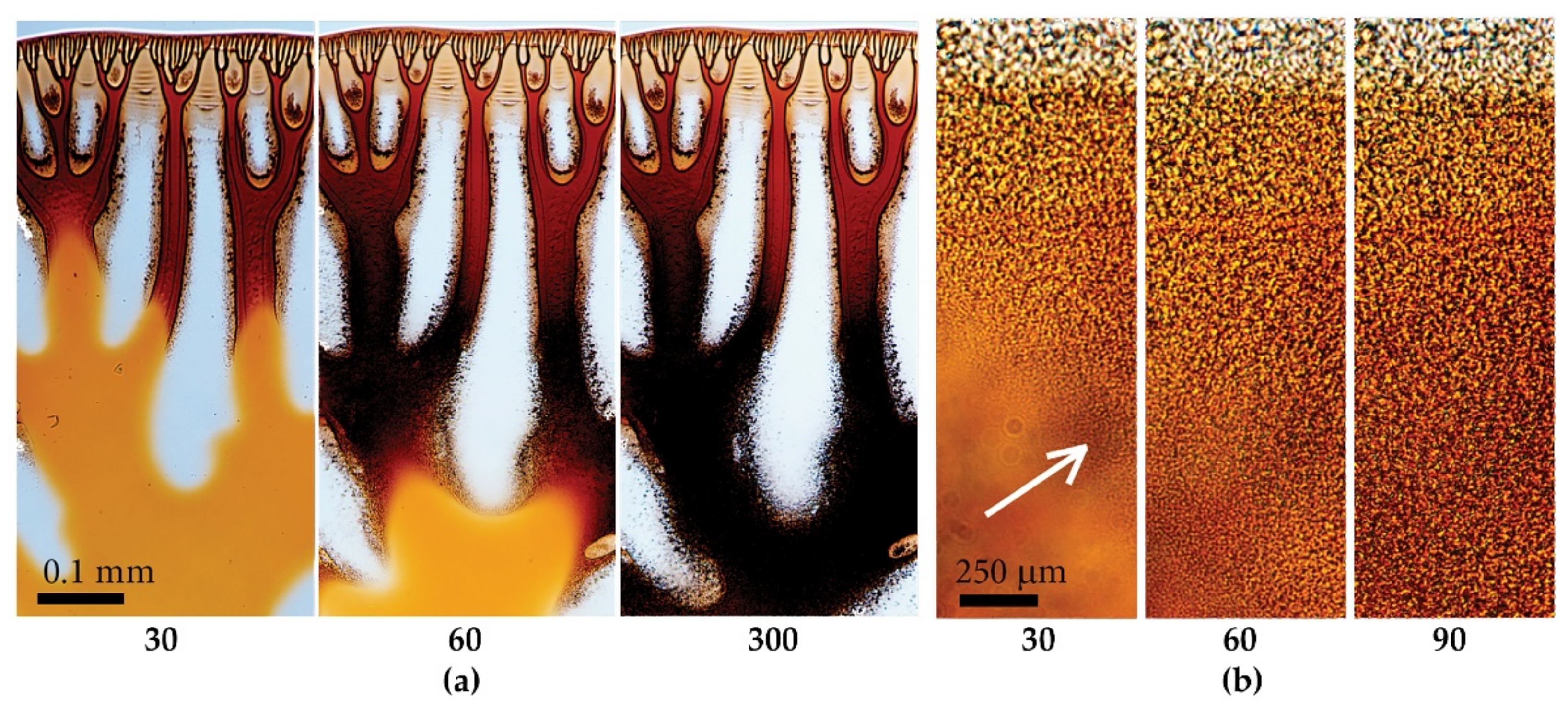
3.2. Coagulation
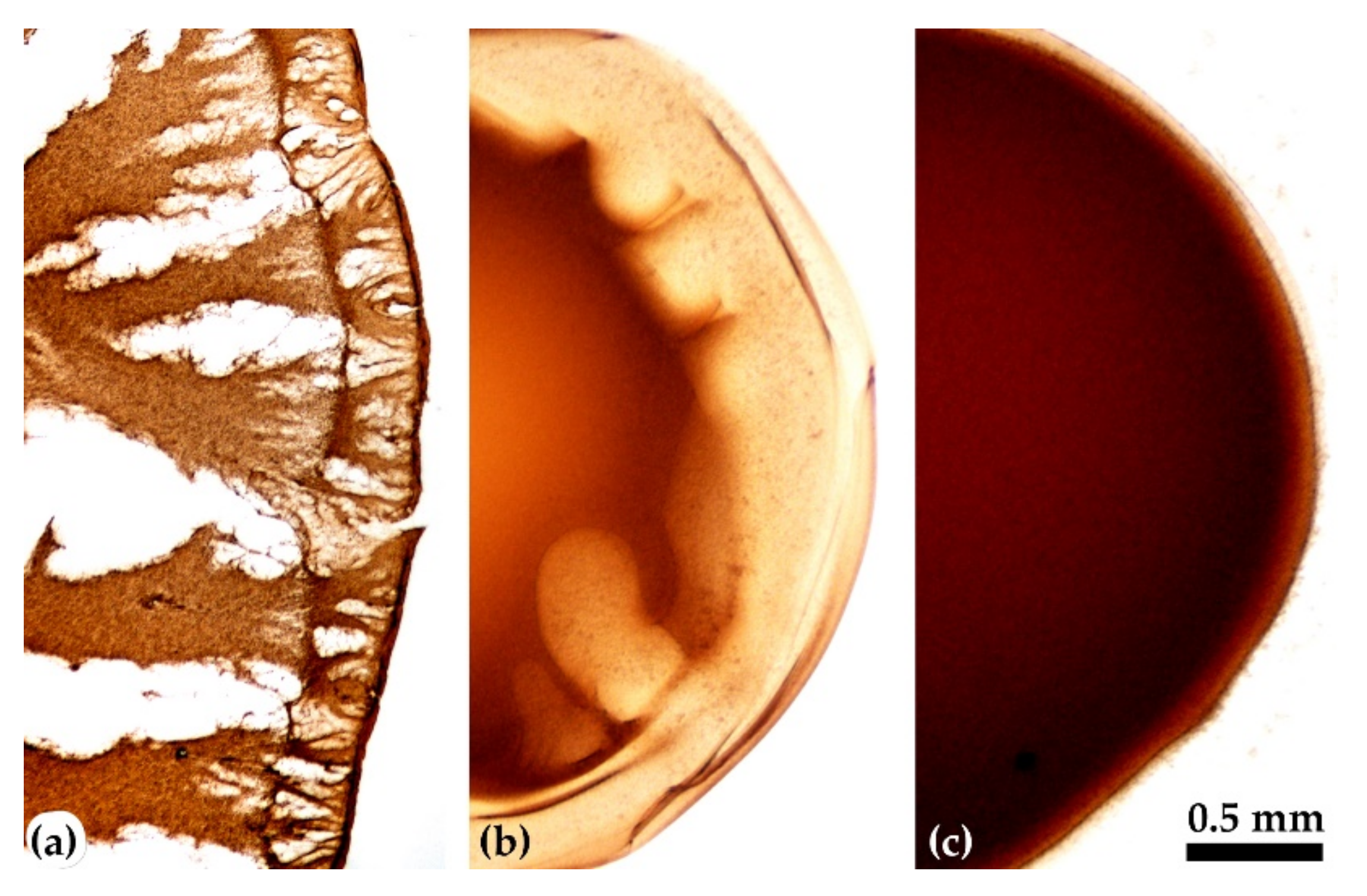
3.2.1. Nonsolvent Nature Influence
One-Component Coagulants
- Water Coagulation
- Alcohols Coagulation
Two-Component Coagulants
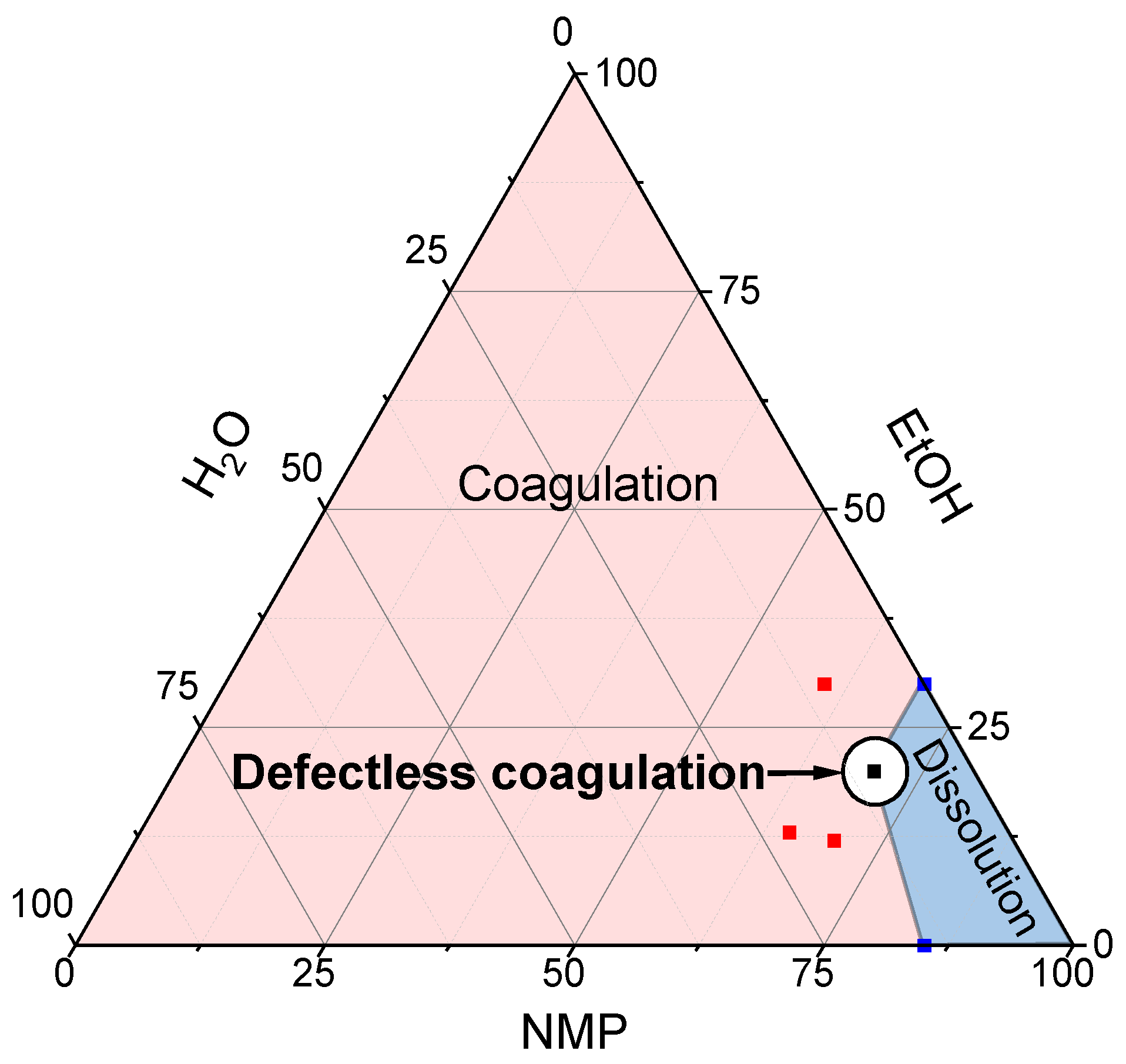
Three-Component Coagulants
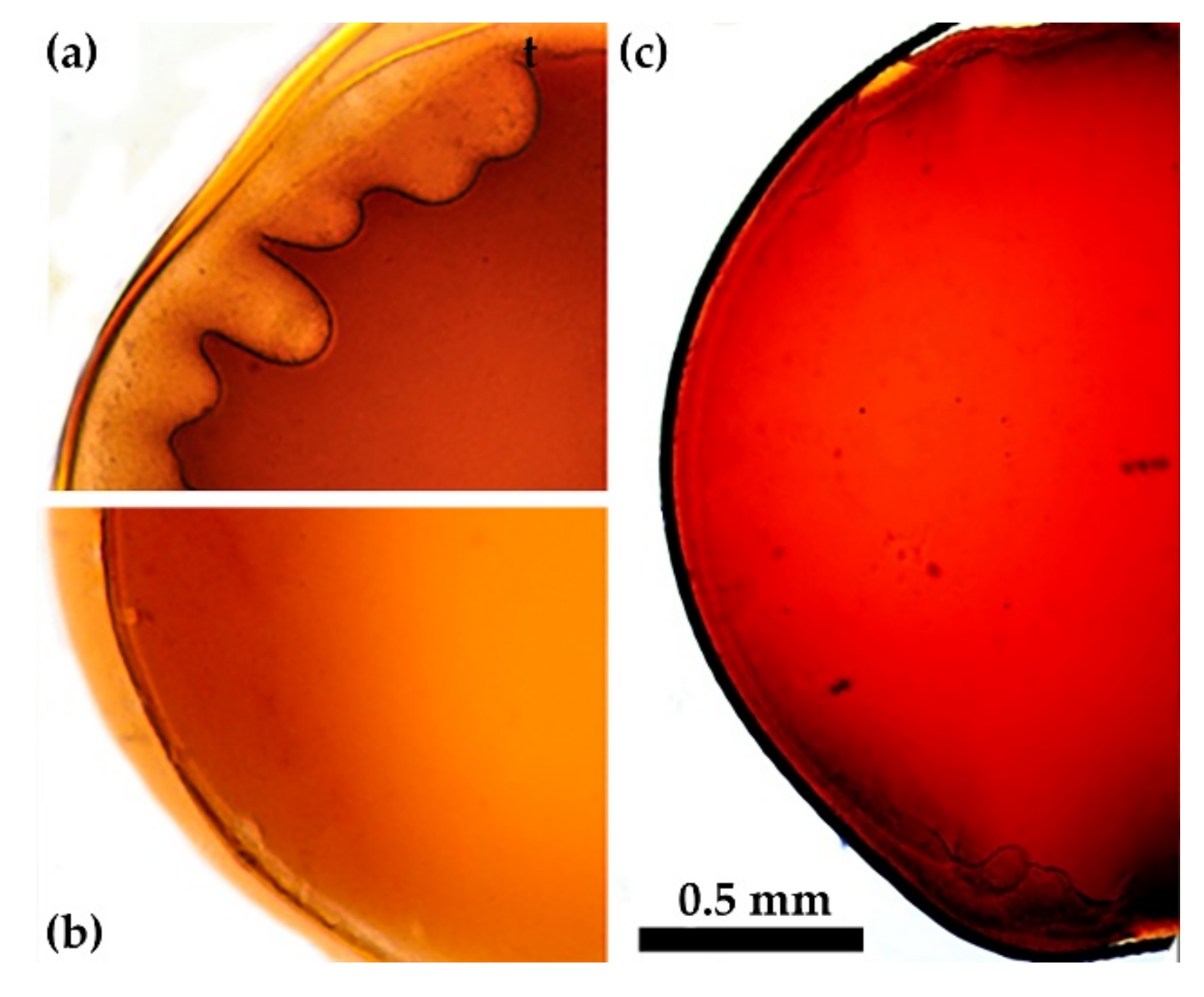
3.2.2. Coagulant Viscosity Influence
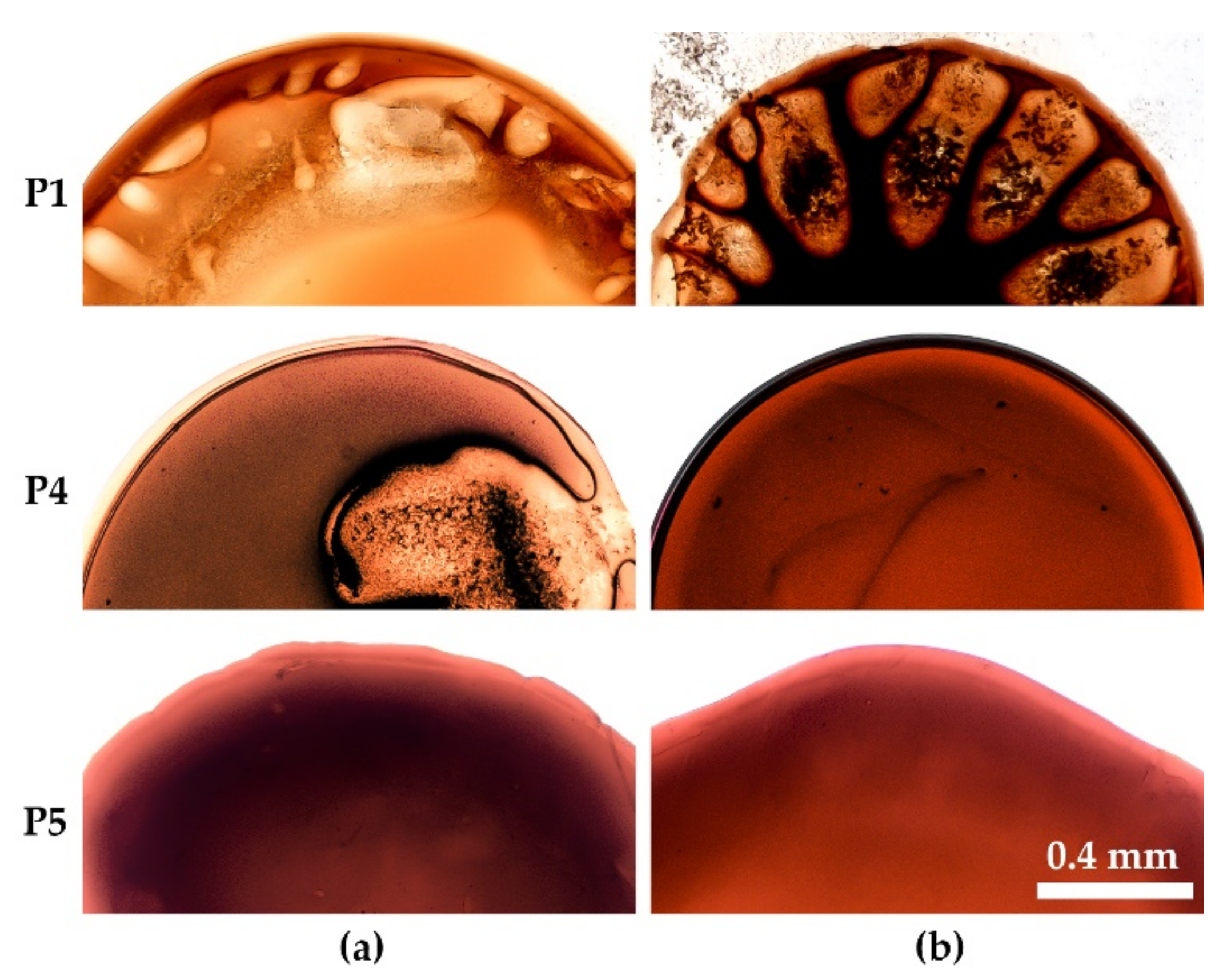
3.2.3. Solution Viscosity Influence
Polymer Concentration Influence
Polymer Molecular Weight Effect
4. Fiber Spinning
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Konkin, A.A. Thermostable, Fire Resistant and Non-Combustible Fibers; Khimiya: Moscow, USSR, 1978. (In Russian) [Google Scholar]
- Van Deusen, R.L. Benzimidazo-benzophenanthroline polymers. J. Polym. Sci. Part B Polym. Lett. 1966, 4, 211–214. [Google Scholar] [CrossRef]
- Volokhina, A.; Shchetinin, A.M. Creation of High-Strength, Heat- and Fire-Resistant Synthetic Fibres. Fibre Chem. 2001, 33, 96–104. [Google Scholar] [CrossRef]
- Rusanov, A.L. Novel Bis(Naphthalic Anhydrides) and TheirnPolyheteroarylenes with Improved Processability; Springer Verlag: Berlin, Germany, 1994; pp. 116–175. [Google Scholar]
- Ponomarev, I.I.; Ronova, I.A.; Lindeman, S.V.; Rusanov, A.L.; Vinogradova, S.V. The effect of isomeric composition on the equilibrium rigidity of polynaphthoylenebenzimidazole chains. Polym. Sci. 1992, 34, 354–358. [Google Scholar]
- Rusanov, A.L.; Serkov, B.B.; Bulycheva, E.G.; Kolosova, T.N.; Lekae, T.V.; Ponomarev, I.I.; Matvelashvili, N.G. Flame-resistant polynaphthoylenebenzimidazoles. In Makromolekulare Chemie. Macromolecular Symposia; Wiley & Sons: Hoboken, NJ, USA, 1993; pp. 189–192. [Google Scholar]
- Rusanov, A.L.; Kumykov, R.M.; Mikitaev, A.K. Novel Soluble Thermo and FireResistant Polyhet eroarylenes; RKhTU im. D.I. Mendeleeva: Moscow, Russia, 2007. (In Russian) [Google Scholar]
- Ponomarev, I.I.; Skvortsov, I.Y.; Volkova, Y.A.; Ponomarev, I.I.; Varfolomeeva, L.A.; Razorenov, D.Y.; Skupov, K.M.; Kuzin, M.S.; Serenko, O.A. New Approach to Preparation of Heat-Resistant “Lola-M” Fiber. Materials 2019, 21, 3490. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Skvortsov, I.Y.; Kulichikhin, V.G.; Ponomarev, I.I.; Varfolomeeva, L.A.; Kuzin, M.S.; Skupov, K.M.; Volkova, Y.A.; Razorenov, D.Y.; Serenko, O.A. Solubility, Rheology, and Coagulation Kinetics of Poly-(O-Aminophenylene)Naphthoylenimide Solutions. Polymers 2020, 12, 2454. [Google Scholar] [CrossRef] [PubMed]
- Liu, C.K.; Cuculo, J.A.; Smith, B. Diffusion competition between solvent and nonsolvent during the coagulation process of cellulose/ammonia/ammonium thiocynate fiber spinning system. J. Appl. Polym. Sci. 1990, 28, 449. [Google Scholar] [CrossRef]
- Paul, D.R. Diffusion during the coagulation step of wet-spinning. J. Appl. Polym. Sci. 1968, 12, 383–402. [Google Scholar] [CrossRef]
- Peng, G.-Q.; Zhang, X.-H.; Wen, Y.-F.; Yang, Y.-G.; Liu, L. Effect of Coagulation Bath DMSO Concentration on the Structure and Properties of Polyacrylonitrile (PAN) Nascent Fibers during Wet-Spinning. J. Macromol. Sci. Part B 2008, 47, 1130–1141. [Google Scholar] [CrossRef]
- Golova, L.K.; Makarov, I.S.; Matukhina, E.V.; Kulichikhin, V.G. Solutions of cellulose and its blends with synthetic polymers in N-methylmorpholine-N-oxide: Preparation, phase state, structure, and properties. Polym. Sci. Ser. A 2010, 52, 1209–1219. [Google Scholar] [CrossRef]
- Makarov, I.S.; Golova, L.K.; Vinogradov, M.I.; Mironova, M.V.; Anokhina, T.S.; Arkharova, N.A. Morphology and transport properties of membranes obtained by coagulation of cellulose solutions in isobutanol. Carbohydr. Polym. 2021, 254, 117472. [Google Scholar] [CrossRef] [PubMed]
- Kulichikhin, V.G.; Skvortsov, I.Y.; Mironova, M.I.; Ozerin, A.N.; Kurkin, T.S.; Berkovich, A.K.; Frenkin, E.I.; Malkin, A.Y. From Polyacrylonitrile, its Solutions, and Filaments to Carbon Fibers II. Spinning PAN-Precursors and their Thermal Treatment. Adv. Polym. Technol. 2018, 37, 1099–1113. [Google Scholar] [CrossRef]
- Dong, X.-G.; Wang, C.-G.; Bai, Y.-J.; Cao, W.-W. Effect of DMSO/H2O coagulation bath on the structure and property of polyacrylonitrile fibers during wet-spinning. J. Appl. Polym. Sci. 2007, 105, 1221–1227. [Google Scholar] [CrossRef]
- Yi, K.; Li, Q.F.; Zhang, L.; Li, N.; Zhou, Y.; Ryu, S.K.; Jin, R.G. Diffusion Coefficients of Dimethyl Sulphoxide (DMSO) and H2O in PAN Wet Spinning and Its Influence on Morphology of Nascent Polyacrylonitrile (PAN) Fiber. J. Eng. Fibers Fabr. 2013, 8, 107–113. [Google Scholar] [CrossRef] [Green Version]
- Tan, L.; Liu, S.; Pan, D. Water effect on the gelation behavior of polyacrylonitrile/dimethyl sulfoxide solution. Colloids Surfaces A: Physicochem. Eng. Asp. 2009, 340, 168–173. [Google Scholar] [CrossRef]
- Arbab, S.; Noorpanah, P.; Mohammadi, N.; Zeinolebadi, A. Exploring the effects of non-solvent concentration, jet-stretching and hot-drawing on microstructure formation of poly(acrylonitrile) fibers during wet-spinning. J. Polym. Res. 2011, 18, 1343–1351. [Google Scholar] [CrossRef]
- Ponomarev, I.I.; Volkova, Y.A.; Ponomarev, I.I.; Razorenov, D.Y.; Skupov, K.M.; Nikiforov, R.Y.; Chirkov, S.V.; Ryzhikh, V.E.; Belov, N.A.; Alentiev, A.Y.; et al. Polynaphthoylenebenzimidazoles for gas separation–Unexpected PIM relatives. Polymers 2021, 124396. [Google Scholar] [CrossRef]
- ASTM D2857-16; Standard Practice for Dilute Solution Viscosity of Polymers. ASTM International: West Conshohocken, PA, USA, 2016.
- Pavlova, S.S.A.; Timofeeva, G.I.; Ponomarev, I.I.; Rusanov, A.L.; Matvelashvili, N.G.; Vinogradova, S.V. Hydrodynamic properties of poly(o-aminophenylene)naphthoyleneimides.). Vysokomol. Soedin. B 1990, 32, 842–844. (In Russian) [Google Scholar]
- Kulichikhin, V.G.; Skvortsov, I.Y.; Varfolomeeva, L.A. Compositions Based on PAN Solutions Containing Polydimethylsiloxane Additives: Morphology, Rheology, and Fiber Spinning. Polymers 2020, 12, 815. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Radishevskii, M.B.; Serkov, A.T. Coagulation Mechanism in Wet Spinning of Fibres. Fibre Chem. 2005, 37, 266–271. [Google Scholar] [CrossRef]
- Mulder, M. Basic Principles of Membrane Technology; Springer: Dordrecht, The Netherlands, 1996. [Google Scholar]
- Papkov, S.P. Studneobraznoye Sostoyaniye Polimerov; Khimiya: Moscow, Russia, 1974. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | C1, % wt | [η], dL/g | Mv2, kg/mol |
|---|---|---|---|
| P1 | 10 | 0.6 | 16 |
| P2 | 10 | 0.9 | 25 |
| P3 | 15 | 0.9 | 25 |
| P4 | 10 | 1.2 | 34 |
| P5 | 10 | 1.8 | 54 |
| Sample | Strength, MPa | Elongation at Break, % | Modulus of elasticity, GPa | Diameter, µm | Total Draw Ratio |
|---|---|---|---|---|---|
| P2 | 144 ± 20 | 34 ± 5 | 1.9 ± 0.3 | 18 ± 2 | 1.2 |
| P5 | 240 ± 31 | 50 ± 5 | 2.1 ± 0.2 | 27 ± 1 | 2.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Skvortsov, I.Y.; Kulichikhin, V.G.; Ponomarev, I.I.; Varfolomeeva, L.A.; Kuzin, M.S.; Razorenov, D.Y.; Skupov, K.M. Some Specifics of Defect-Free Poly-(o-aminophenylene)naphthoylenimide Fibers Preparation by Wet Spinning. Materials 2022, 15, 808. https://doi.org/10.3390/ma15030808
Skvortsov IY, Kulichikhin VG, Ponomarev II, Varfolomeeva LA, Kuzin MS, Razorenov DY, Skupov KM. Some Specifics of Defect-Free Poly-(o-aminophenylene)naphthoylenimide Fibers Preparation by Wet Spinning. Materials. 2022; 15(3):808. https://doi.org/10.3390/ma15030808
Chicago/Turabian StyleSkvortsov, Ivan Y., Valery G. Kulichikhin, Igor I. Ponomarev, Lydia A. Varfolomeeva, Mikhail S. Kuzin, Dmitry Y. Razorenov, and Kirill M. Skupov. 2022. "Some Specifics of Defect-Free Poly-(o-aminophenylene)naphthoylenimide Fibers Preparation by Wet Spinning" Materials 15, no. 3: 808. https://doi.org/10.3390/ma15030808
APA StyleSkvortsov, I. Y., Kulichikhin, V. G., Ponomarev, I. I., Varfolomeeva, L. A., Kuzin, M. S., Razorenov, D. Y., & Skupov, K. M. (2022). Some Specifics of Defect-Free Poly-(o-aminophenylene)naphthoylenimide Fibers Preparation by Wet Spinning. Materials, 15(3), 808. https://doi.org/10.3390/ma15030808