
Creation of 3D Model of Stainless-Steel Billet’s Grain after Three-High Screw Rolling

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Three-High Screw Rolling
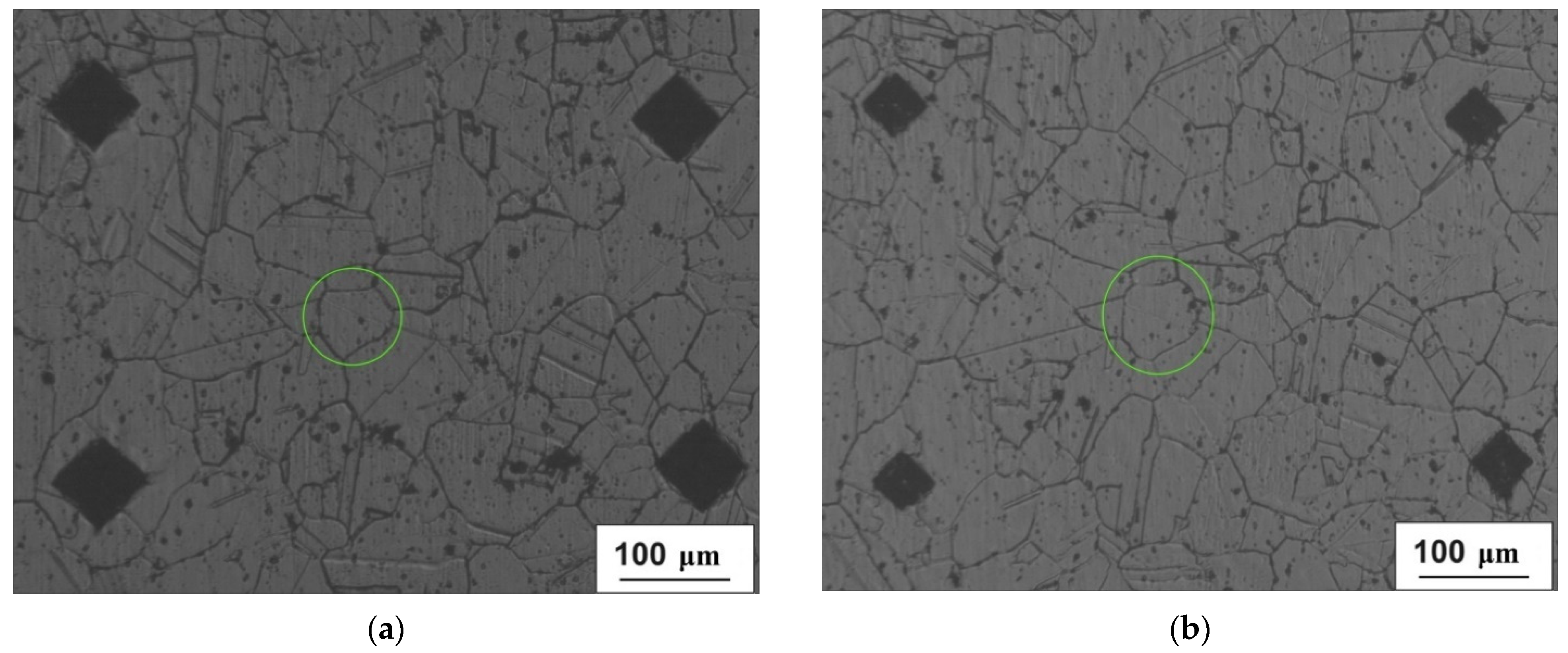
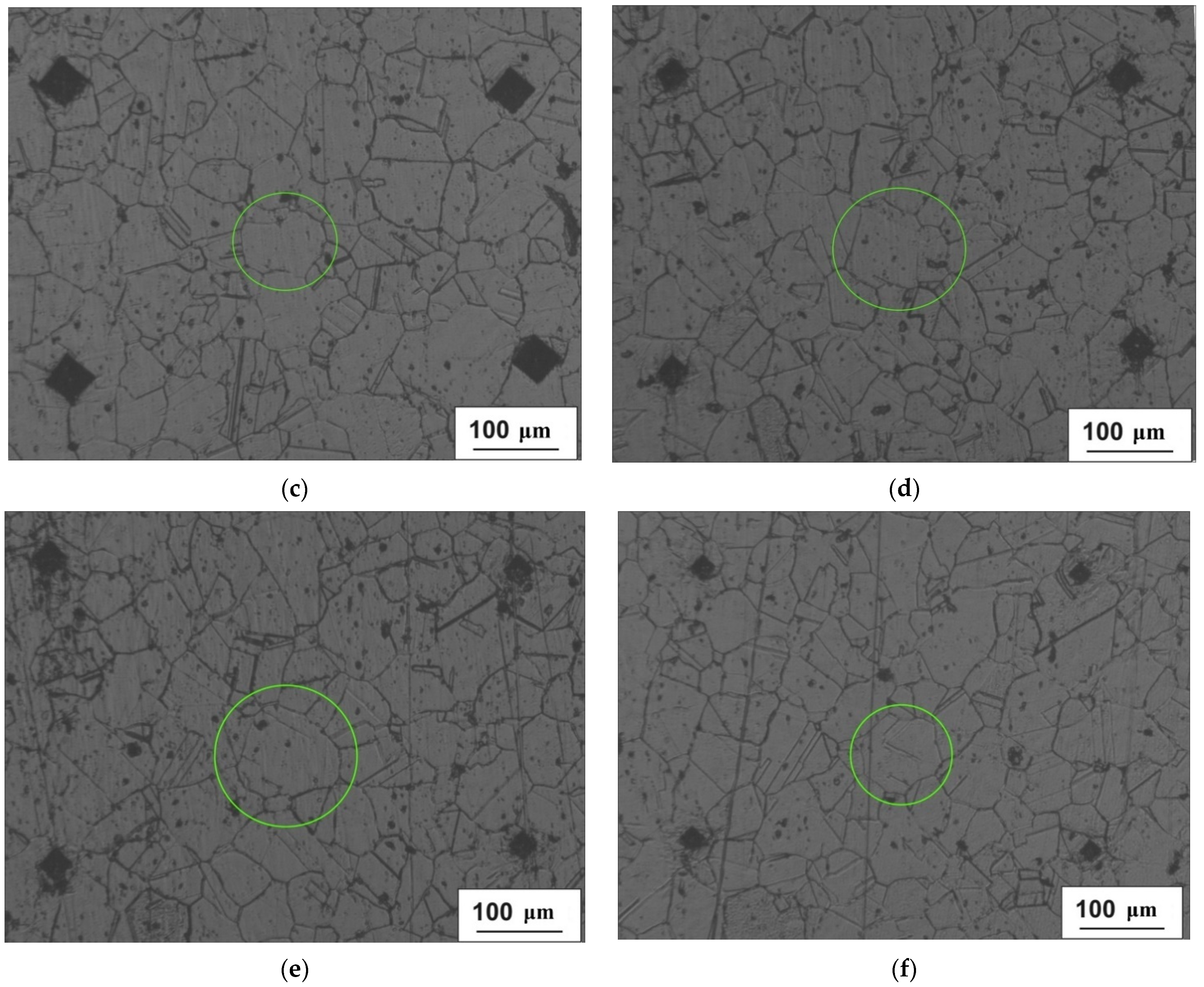
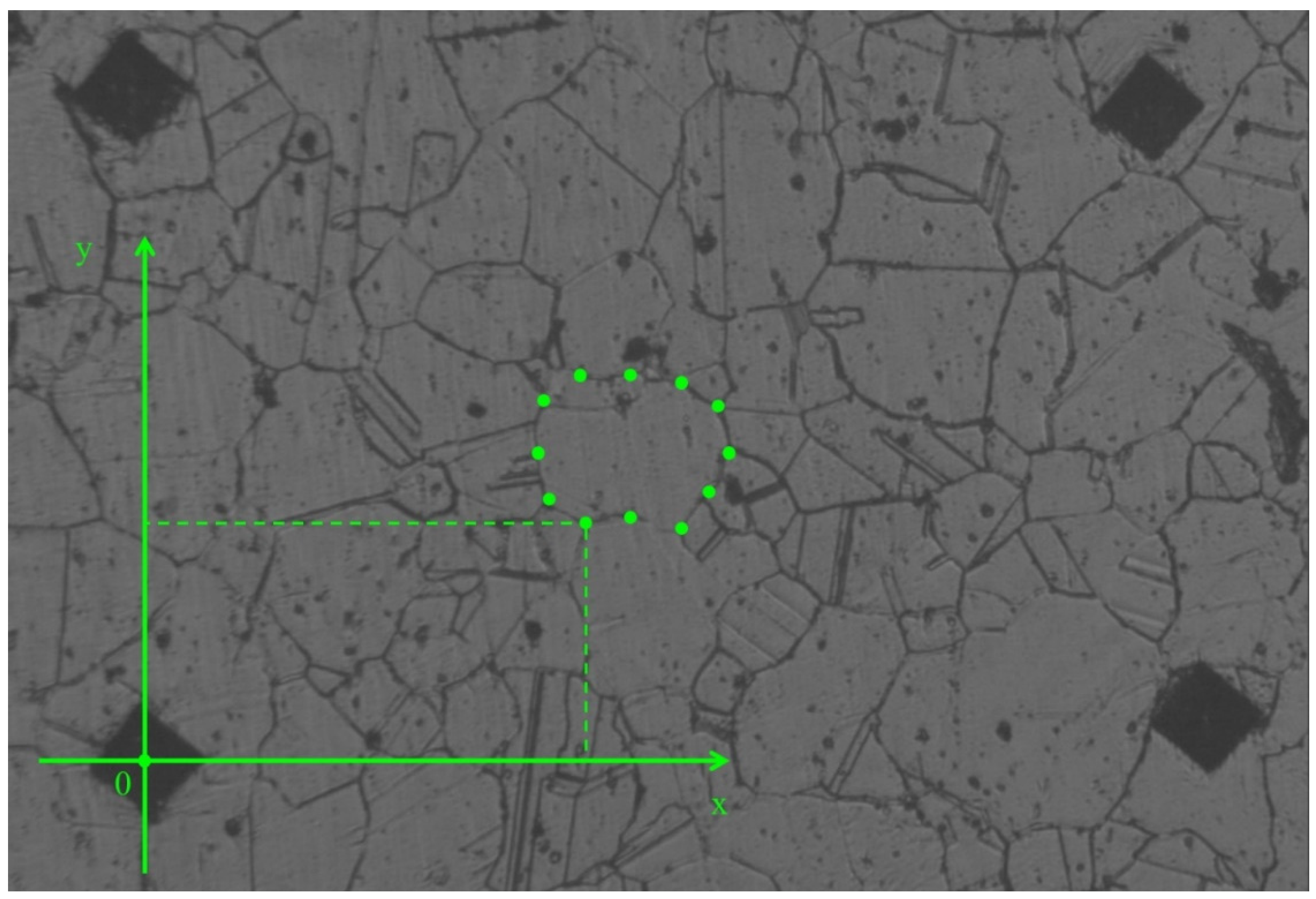
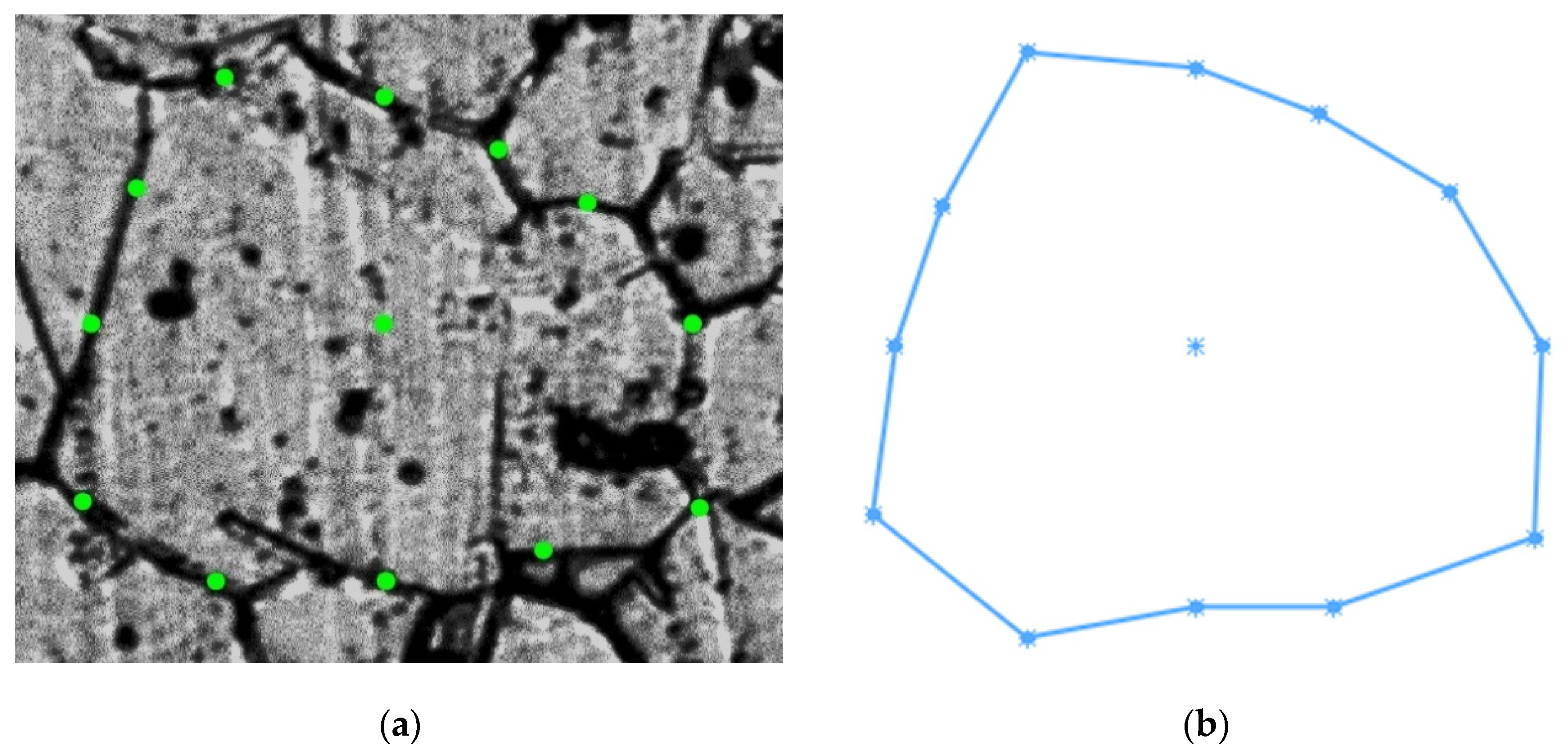
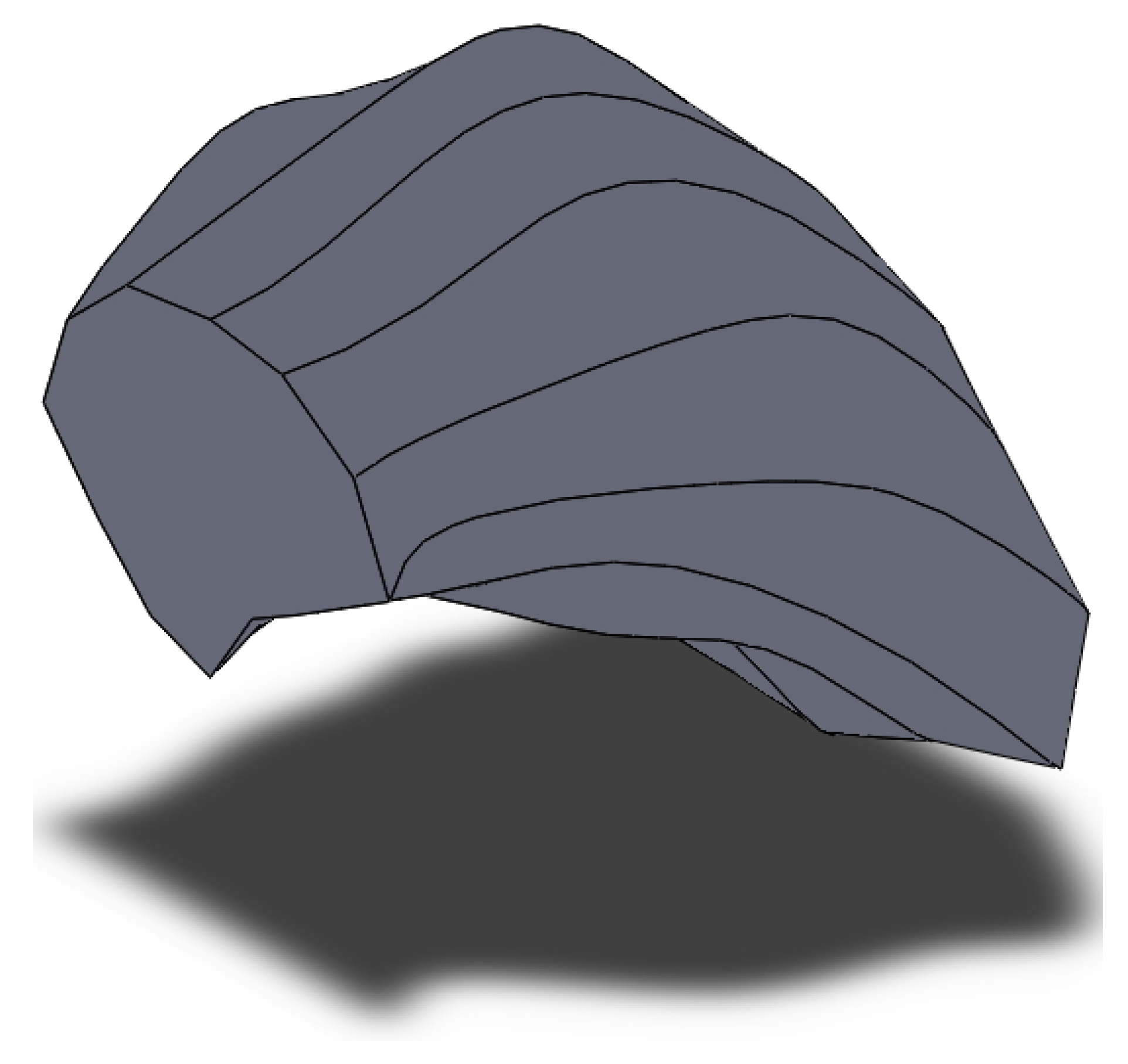
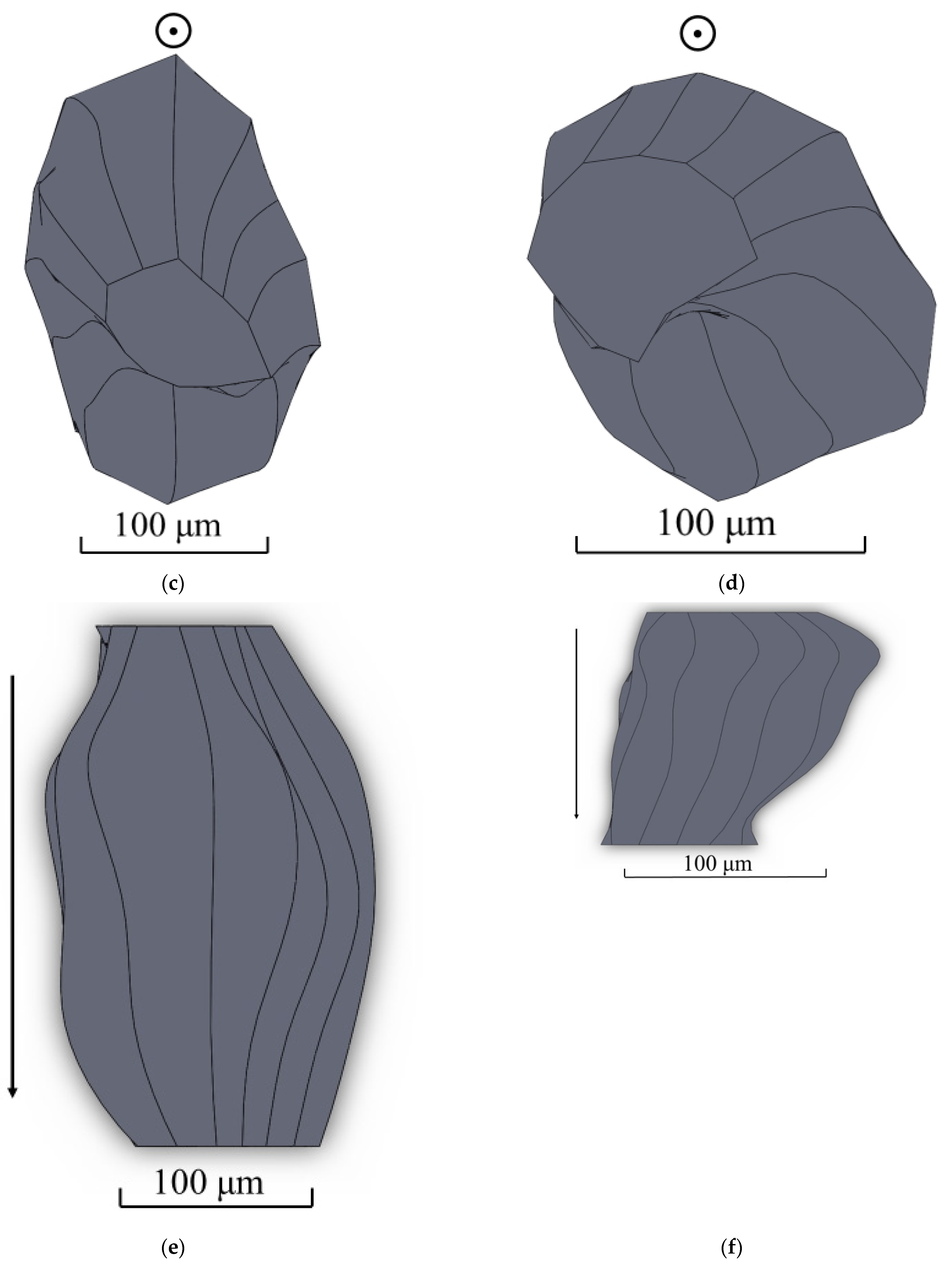
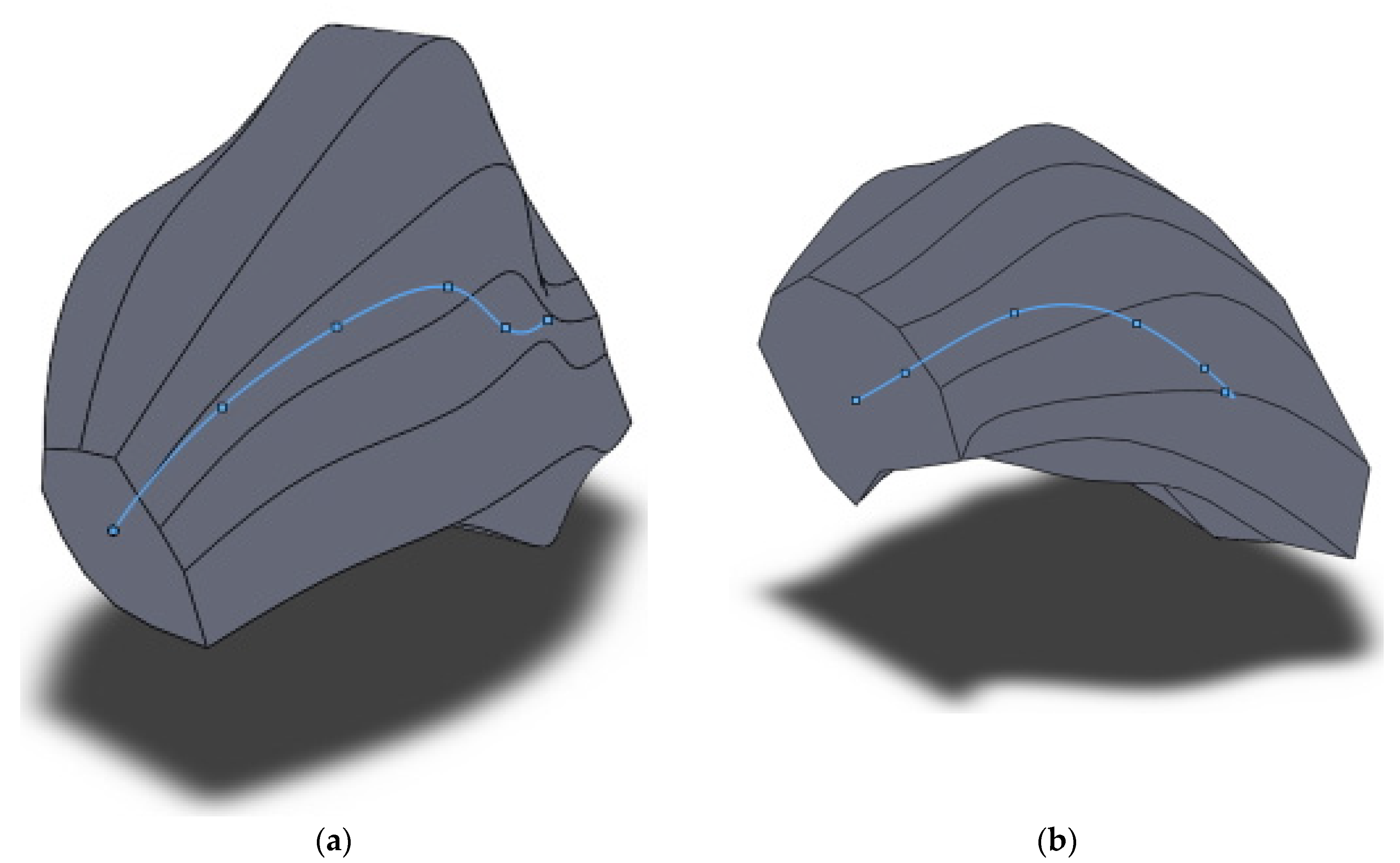
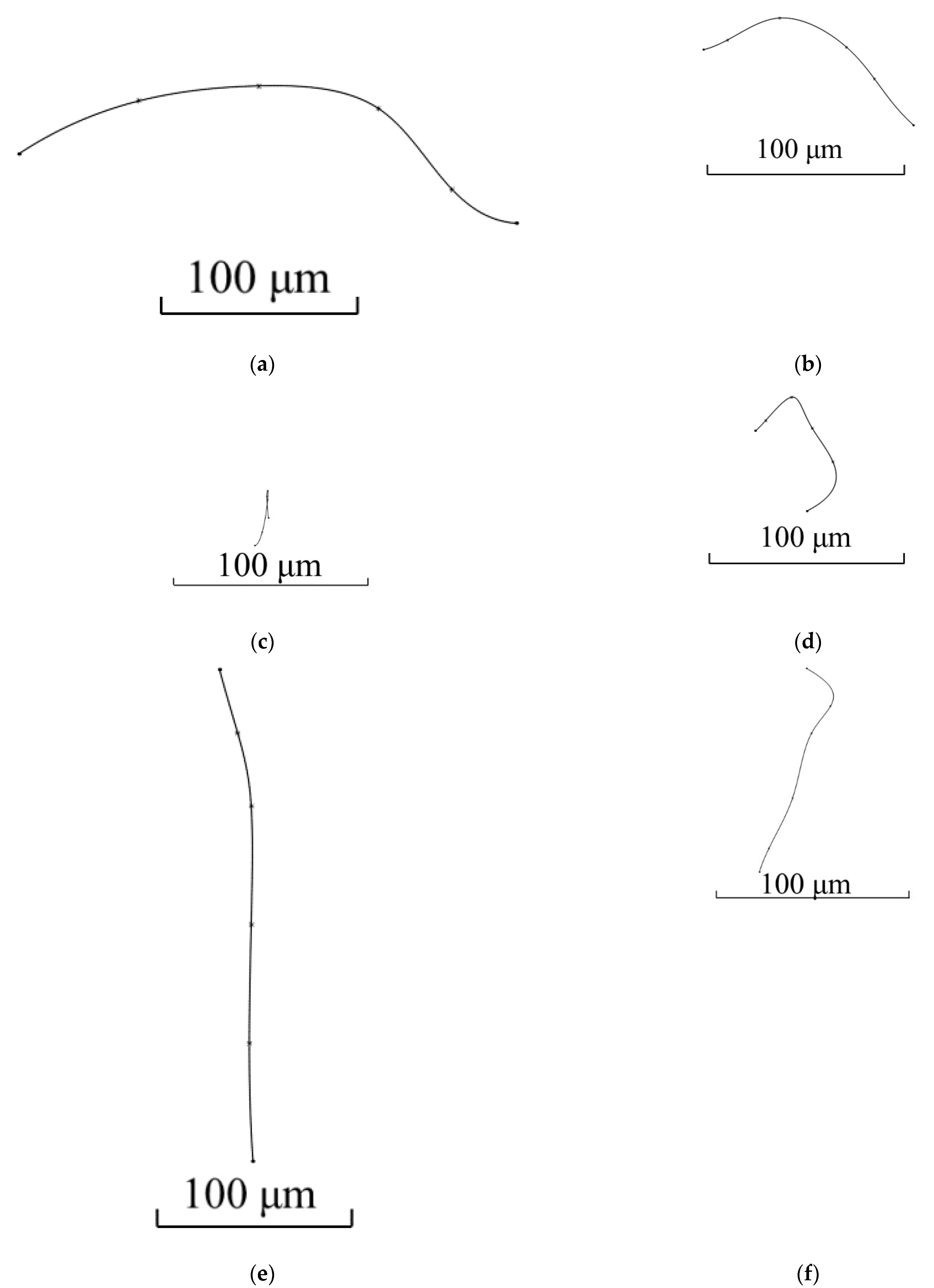
2.2. Creation of 3D Model of Grain after Three-High Screw Rolling
2.3. Creation of 3D Model of Grain before Three-High Screw Rolling
3. Discussion of Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Pater, Z.; Kazanecki, J. Complex Numerical Analysis of the Tube Forming Process Using Diescher Mill. Arch. Metall. Mater. 2013, 58, 717–724. [Google Scholar] [CrossRef]
- Chastel, Y.; Diop, A.; Fanini, S.; Bouchard, P.; Mocellin, K. Finite Element Modeling of Tube Piercing and Creation of a Crack. Int. J. Mater. Form. 2008, 1, 355–358. [Google Scholar] [CrossRef]
- Fernandes, M.; Marouf, N.; Montmitonnet, P.; Mocellin, K. Impact of the Different Friction Coefficients on the Tools on the Mechanics of the Mannesmann 2-roll Tube Piercing. ISIJ Int. 2020, 60, 2917–2926. [Google Scholar] [CrossRef]
- Yamane, K.; Shimoda, K.; Kuroda, K.; Kajikawa, S.; Kuboki, T. A new ductile fracture criterion for skew rolling and its application to evaluate the effect of number of rolls. J. Mater. Process. Technol. 2021, 291, 116989. [Google Scholar] [CrossRef]
- Parfenov, V.; Shelest, A.; Khesuani, Y.; Yusupov, V.; Chepurin, M. Piercing of Continuous-Cast Billet on Two-Roller Screw Mills with Liners. Steel Transl. 2019, 49, 194–1976. [Google Scholar] [CrossRef]
- Gamin, Y.; Skripalenko, M.; Romantsev, B.; Kadach, M. Prediction of Billet Fracture at Two-High Screw Rolling Piercing. Metallurgist 2021, 64, 1020–1028. [Google Scholar] [CrossRef]
- Murillo-Marrodan, A.; Garcia, E.; Cortes, F. A Study of Friction Model Performance in a Skew Rolling Process Numerical Simulation. Int. J. Simul. Model. 2018, 17, 569–582. [Google Scholar] [CrossRef]
- Pater, Z.; Wójcik, Ł.; Walczuk, P. Comparative Analysis of Tube Piercing Processes in the Two-Roll and Three-Roll Mills. Adv. Sci. Technol. Res. J. 2019, 13, 37–45. [Google Scholar] [CrossRef]
- Wang, F.; Shuang, Y.; Hu, J.; Wang, Q.; Sun, J. Explorative study of tandem skew rolling process for producing seamless steel tubes. J. Mater. Process. Technol. 2014, 214, 1597–1604. [Google Scholar] [CrossRef]
- Ding, X.; Shuang, Y.; Liu, Q.; Zhao, C. New rotary piercing process for an AZ31 magnesium alloy seamless tube. Mater. Sci. Technol. 2017, 34, 408–418. [Google Scholar] [CrossRef]
- Gamin, Y.; Akopyan, T.; Koshmin, A.; Dolbachev, A.; Goncharuk, A. Microstructure evolution and property analysis of commercial pure Al alloy processed by radial-shear rolling. Arch. Civ. Mech. Eng. 2020, 20, 143. [Google Scholar] [CrossRef]
- Ding, X.; Sun, L.; Huang, X.; Zhao, Z. Research on Three-Roll Screw Rolling Process for Ti6Al4V Titanium Alloy Bar. High Temp. Mater. Process. 2019, 38, 178–182. [Google Scholar] [CrossRef]
- Bannikov, M.V.; Oborin, V.A.; Bilalov, D.A.; Naimark, O.B. Nonlinear dynamics and stages of damage of Ti6Al4V and Ti45Nb titanium alloys in very high cycle fatigue. PNRPU Mech. Bull. 2020, 145–153. (In Russian) [Google Scholar] [CrossRef]
- Shatalov, R.; Medvedev, V. Formation of the Structure and Decarburized Layer During Hot Screw Rolling of Vessels. IOP Conf. Ser. Mater. Sci. Eng. 2020, 718, 012016. [Google Scholar] [CrossRef]
- Nikulin, A.N. Screw Rolling. Stresses and Strains; Metallurgizdat: Moscow, Russia, 2015; 380 p. (In Russian) [Google Scholar]
- Panin, S.; Vlasov, I.; Moiseenko, D.; Maksimov, P.; Maruschak, P.; Yakovlev, A.; Gomorova, J.; Mishin, I.; Schmauder, S. Increasing Low-Temperature Toughness of 09Mn2Si Steel through Lamellar Structuring by Helical Rolling. Metals 2021, 11, 352. [Google Scholar] [CrossRef]
- Stefanik, A.; Szota, P.; Mróz, S.; Bajor, T.; Boczkal, S. Influence of the Deformation Method on the Microstructure Changes in AZ31 Magnesium Alloy Round Rods Obtained by the Rolling Process. Key Eng. Mater. 2016, 716, 864–870. [Google Scholar] [CrossRef]
- Dobatkin, S.; Galkin, S.; Estrin, Y.; Serebryany, V.; Diez, M.; Martynenko, N.; Lukyanova, E.; Perezhogin, V. Grain refinement, texture, and mechanical properties of a magnesium alloy after radial-shear rolling. J. Alloys Compd. 2019, 774, 969–979. [Google Scholar] [CrossRef]
- Diez, M.; Kim, H.-E.; Serebryany, V.; Dobatkin, S.; Estrin, Y. Improving the mechanical properties of pure magnesium by three-roll planetary milling. Mater. Sci. Eng. A 2014, 612, 287–292. [Google Scholar] [CrossRef]
- Stefanik, A.; Szota, P.; Mróz, S. Analysis of the effect of rolling speed on the capability to produce bimodal-structure AZ31 alloy bars in the three-high skew rolling mill. Arch. Metall. Mater. 2020, 65, 329–335. [Google Scholar]
- Skripalenko, M.; Romantsev, B.; Kaputkina, L.; Galkin, S.; Skripalenko, M.; Cheverikin, V. Study of Transient and Steady-State Stages During Two-High and Three-High Screw Rolling of a 12Kh18N10T Steel Workpiece. Metallurgist 2019, 63, 366–375. [Google Scholar] [CrossRef]
- Derevyagina, L.; Gordienko, A.; Pochivalov, Y.; Smirnova, A. Modification of the Structure of Low-Carbon Pipe Steel by Helical Rolling and the Increase in Its Strength and Cold Resistance. Phys. Met. Metallogr. 2018, 119, 83–91. [Google Scholar] [CrossRef]
- Li Wang, Y.; Molotnikov, A.; Diez, M.; Lapovok, R.; Kim, H.; Tao Wang, J.; Estrin, Y. Gradient structure produced by three roll planetary milling: Numerical simulation and microstructural observations. Mater. Sci. Eng. A 2015, 639, 165–172. [Google Scholar] [CrossRef]
- Surikova, N.; Vlasov, I.; Derevyagina, L.; Gordienko, A.; Narkevich, N. Influence of cross-screw rolling modes on mechanical properties and fracture toughness of pipe steel. Izvestiya. Ferr. Metall. 2021, 64, 28–37. [Google Scholar] [CrossRef]
- Galkin, S.P. Radial shear rolling as an optimal technology for lean production. Steel Transl. 2014, 44, 61–64. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Ni | S | P | Cr | Cu | Ti | Fe |
|---|---|---|---|---|---|---|---|---|---|
| ≤0.12 | ≤0.8 | ≤2 | 9–11 | ≤0.02 | ≤0.035 | 17–19 | ≤0.3 | 0.4–1 | ~67 |
| Maximum Distance between Cross-Section Centers, μm | |||
|---|---|---|---|
| By Width | By Height | By Length | |
| Grain 3D model before screw rolling | 18.4 | 74.8 | 270 |
| Grain 3D model after screw rolling | 39.5 | 57.9 | 113 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Skripalenko, M.M.; Rogachev, S.O.; Romantsev, B.A.; Galkin, S.P.; Kaputkina, L.M.; Skripalenko, M.N.; Danilin, A.V.; Fadeev, V.A. Creation of 3D Model of Stainless-Steel Billet’s Grain after Three-High Screw Rolling. Materials 2022, 15, 995. https://doi.org/10.3390/ma15030995
Skripalenko MM, Rogachev SO, Romantsev BA, Galkin SP, Kaputkina LM, Skripalenko MN, Danilin AV, Fadeev VA. Creation of 3D Model of Stainless-Steel Billet’s Grain after Three-High Screw Rolling. Materials. 2022; 15(3):995. https://doi.org/10.3390/ma15030995
Chicago/Turabian StyleSkripalenko, Mikhail Mikhailovich, Stanislav Olegovich Rogachev, Boris Alekseevich Romantsev, Sergei Pavlovich Galkin, Liudmila Mikhailovna Kaputkina, Mikhail Nikolaevich Skripalenko, Andrei Vladimirovich Danilin, and Viktor Aleksandrovich Fadeev. 2022. "Creation of 3D Model of Stainless-Steel Billet’s Grain after Three-High Screw Rolling" Materials 15, no. 3: 995. https://doi.org/10.3390/ma15030995