
Method of Data Selection for Turning of Inconel 718 Alloy Obtained by Casting and Laser Sintering Powder



Abstract
:1. Introduction
2. Materials and Experiments
3. Description of Algorithm for Turning Data Selection and Application
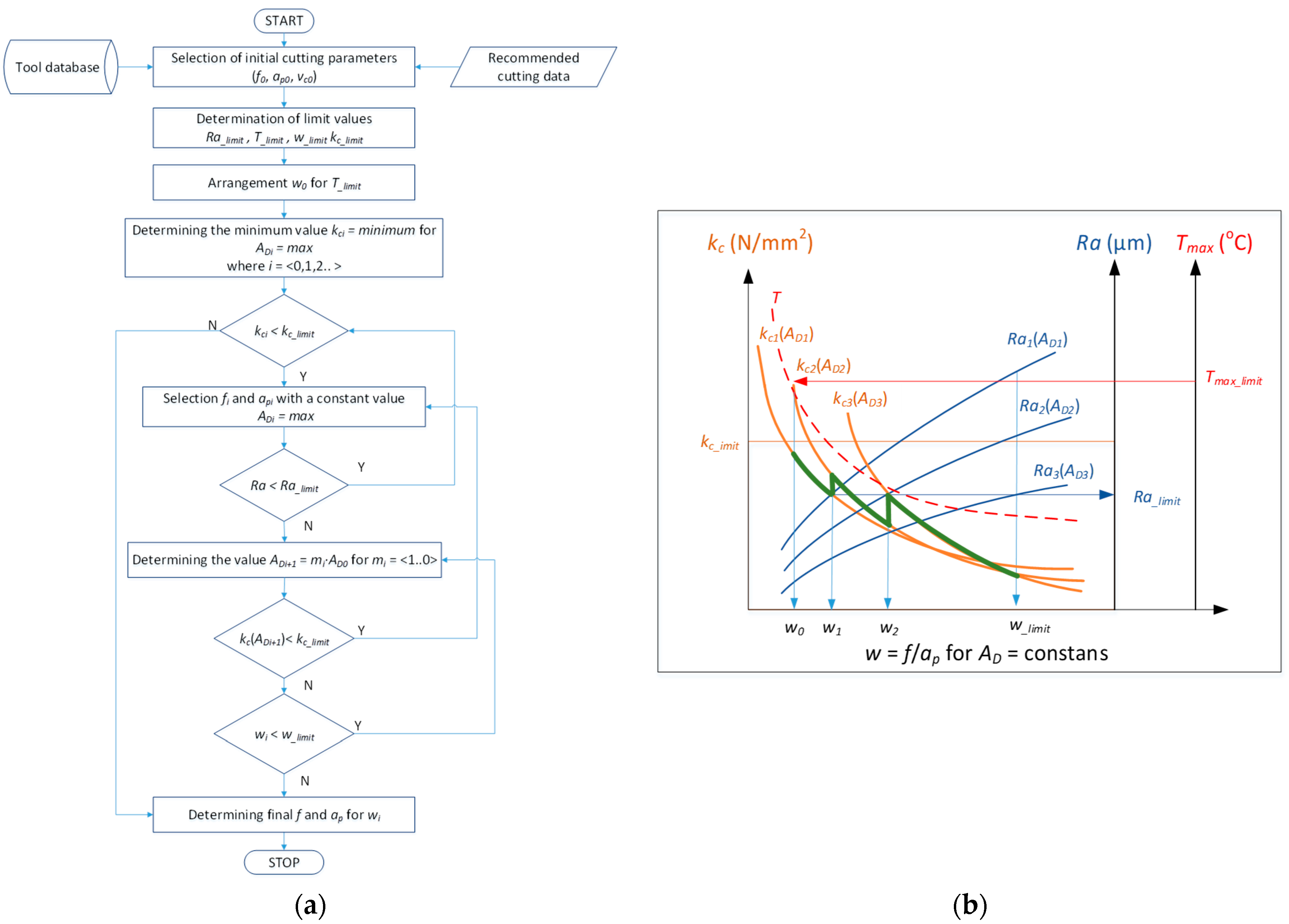
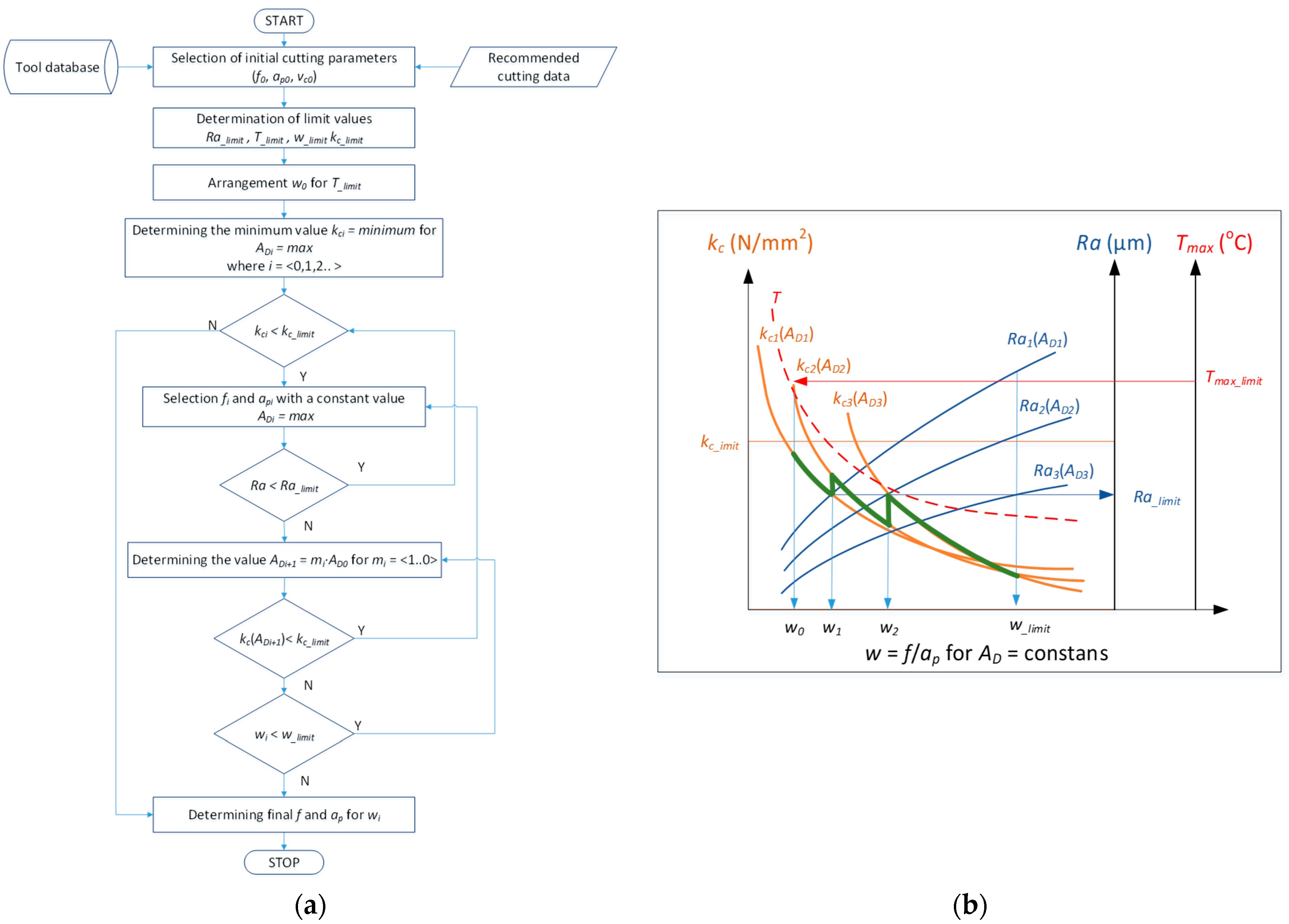
- In the first step, the initial turning conditions are adopted, including the selection of the cutting tool. Based on that, the initial ranges of the values of the cutting parameters (f0, ap0, vc0) are adopted and the AD0 area of cross-section is determined.
- In the next step, acceptable values of limiting parameters are adopted, i.e., kc_limit, Ra_limit, wlimit and Tmax_limit.
- In the next step, the initial value of the parameter w0 = f/ap is determined for the adopted Tmax_limit value.
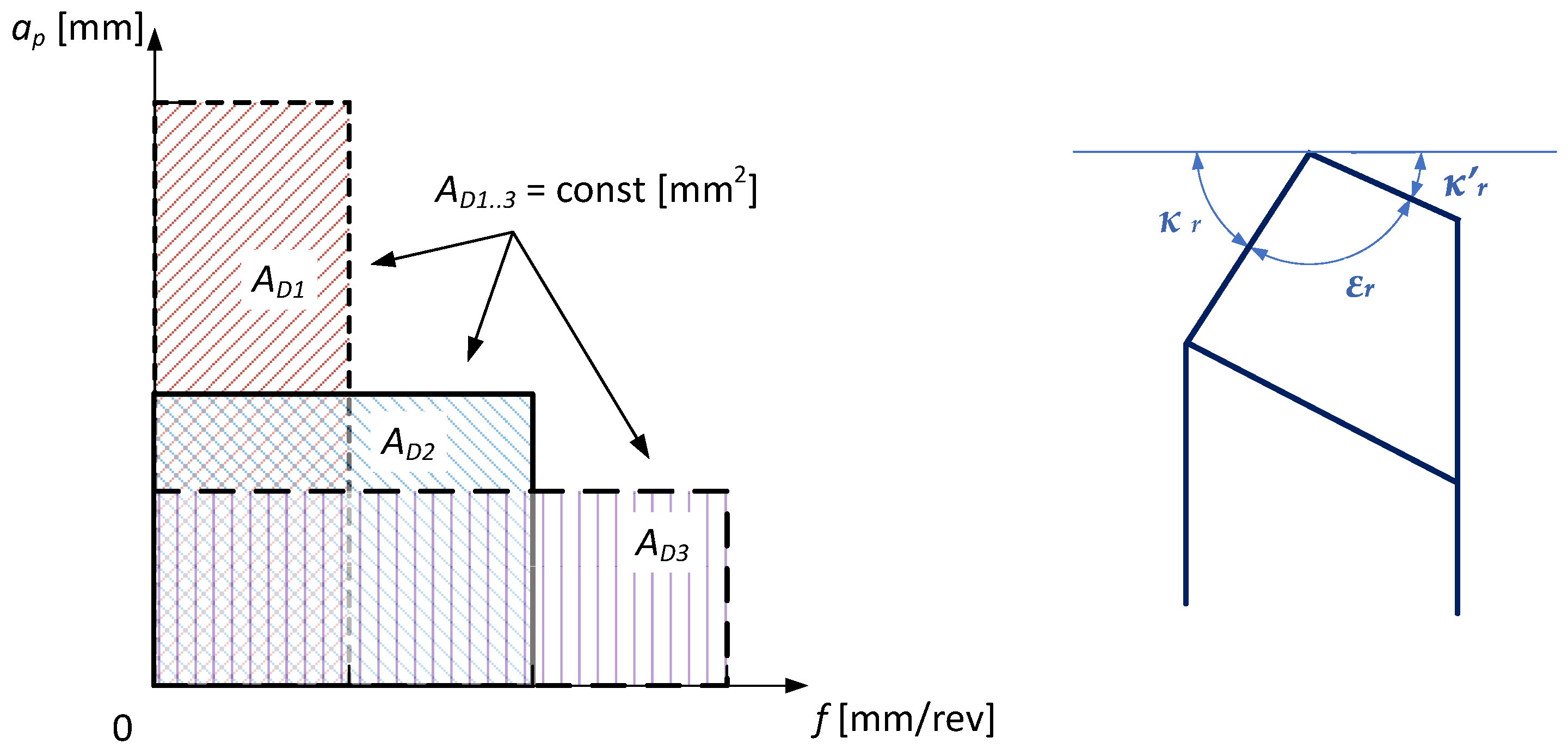
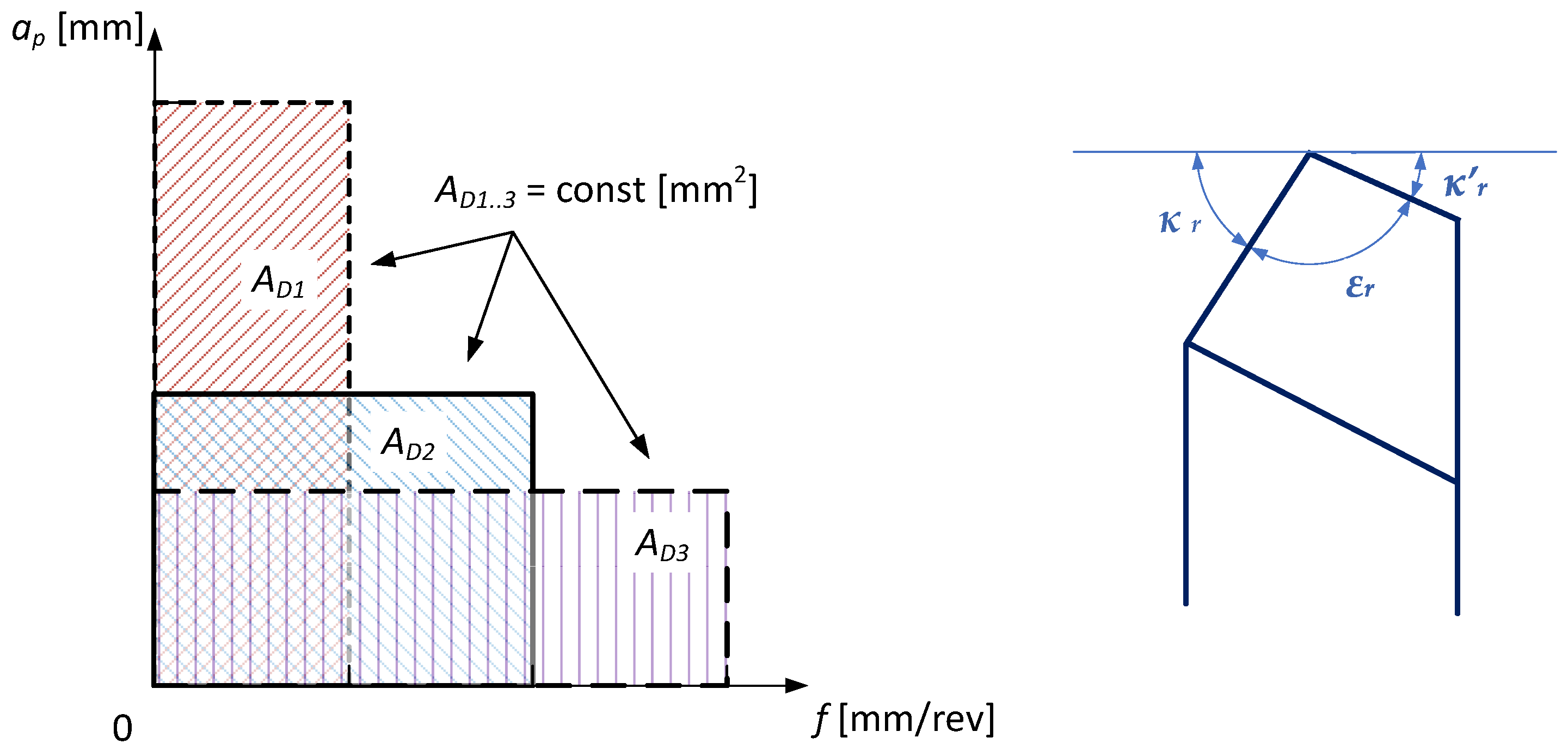
- The maximum value of the AD area of cross-section is determined for which it is possible to obtain the minimum value of the kc specific resistance during turning. It also means setting the value of the parameter w depending on the feed f and the cutting depth ap in ratio allowing for the maintaining of a constant value of AD = const. This is done by suitable increasing of the feed value and by decreasing the value of the cutting depth.
- In the next stages of the procedure algorithm, the actual cutting resistance is checked to see whether it exceeds the allowed values, kc_limit and Ra_limit. In the case when the condition Ra < Ra_limit is not met, another value of AD is determined, or a correction of the value AD = m·AD is adopted. Assuming the value of the correction factor m in the range m = <1..0> means that a smaller value of the AD parameter is searched for which a constant value of the parameter w is preserved. At the same time, the condition of exceeding the kc_limit limit is checked for the determined correction value.
- As a last step, the condition of exceeding the w_limit value is checked, based on which the final values of the feed and the cutting depth are adopted and the turning is performed.
- −
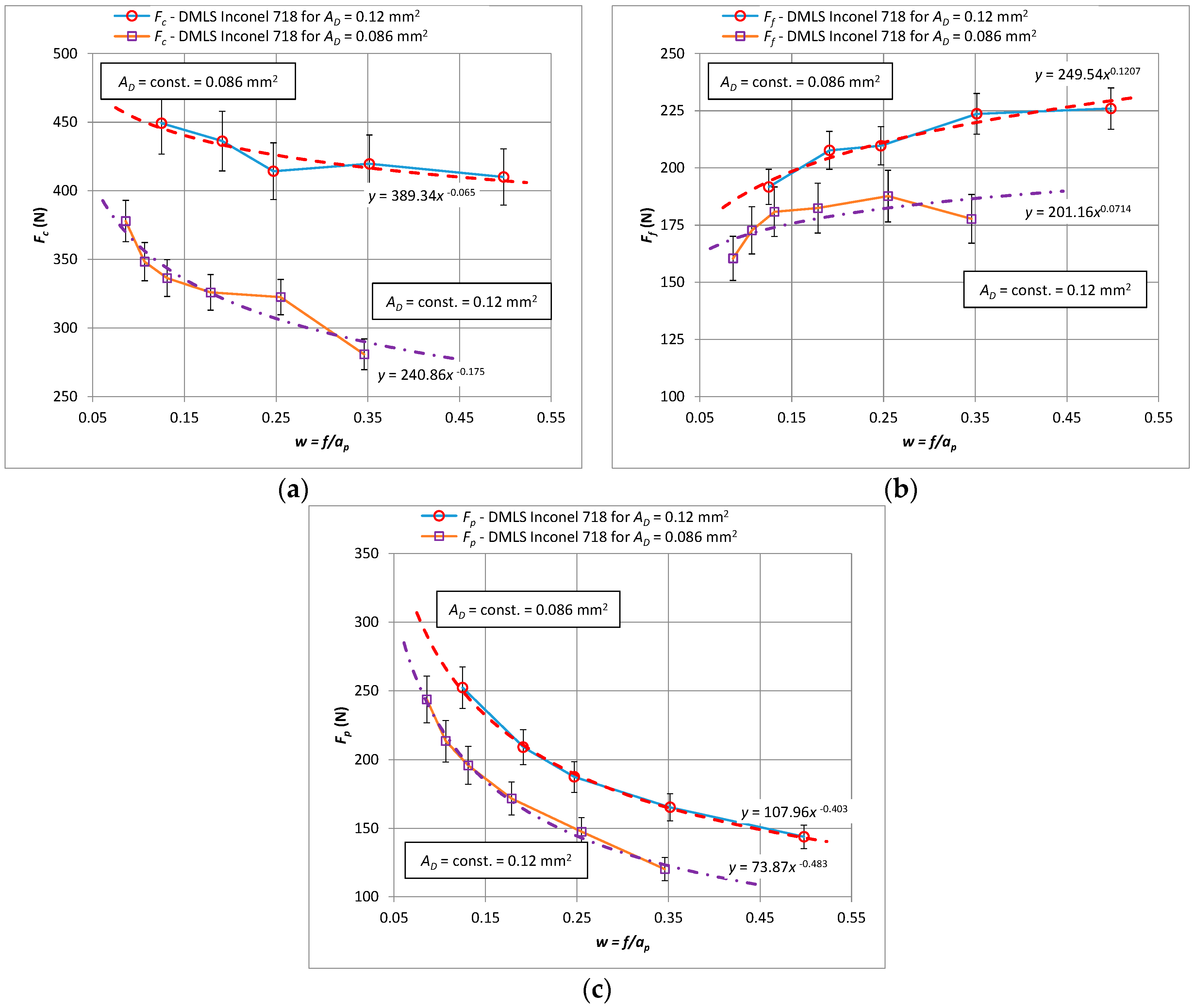
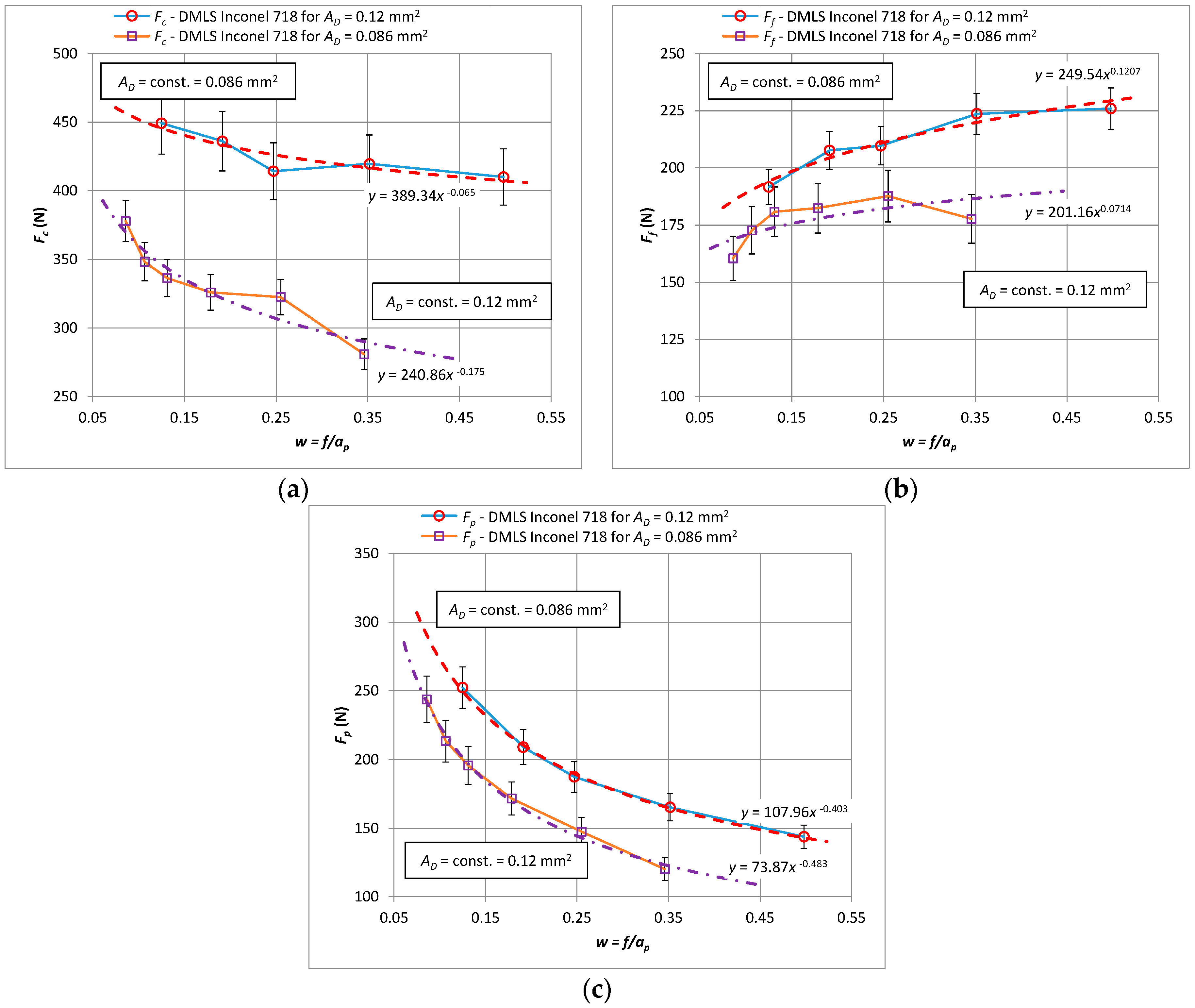
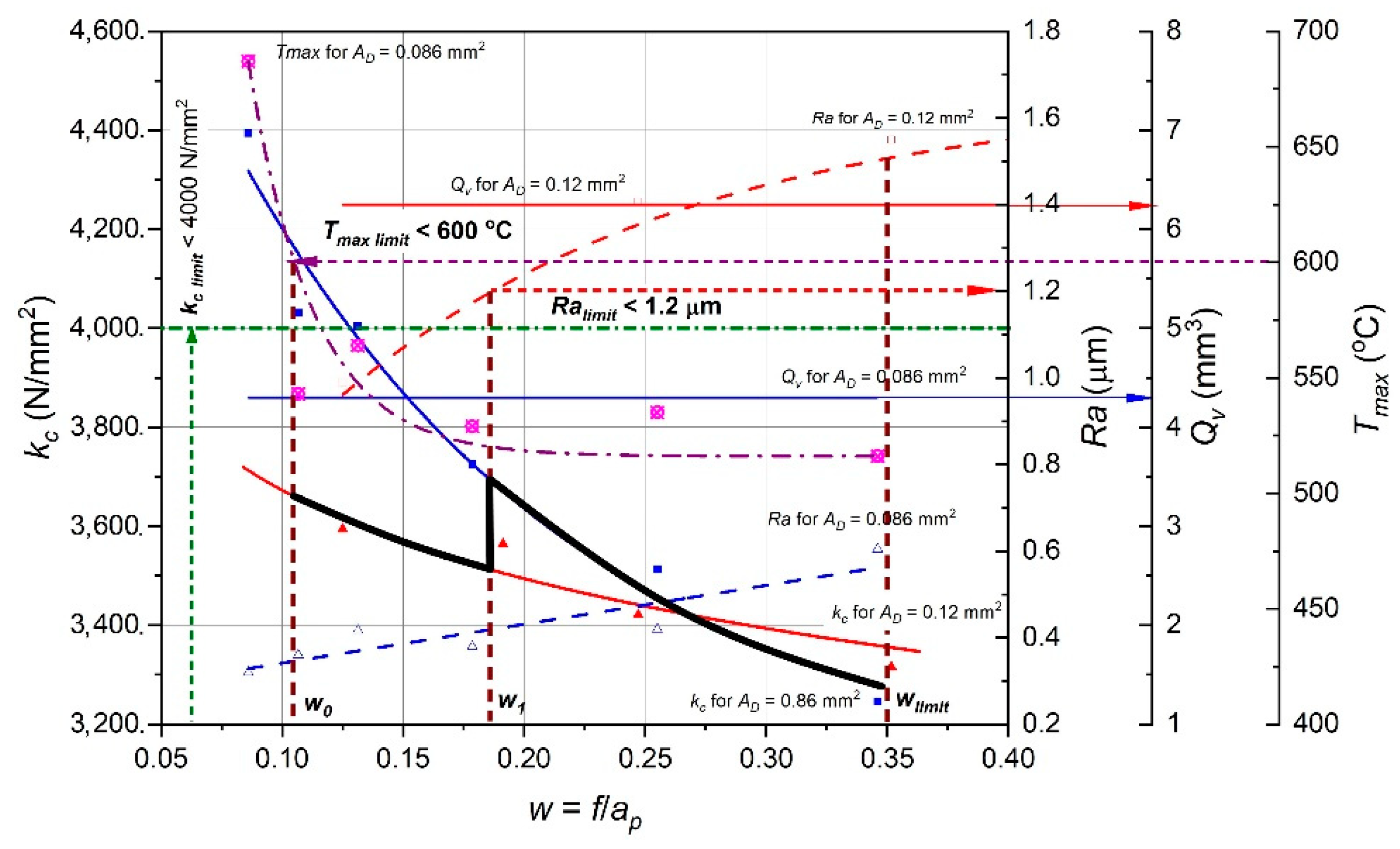
- According to the algorithm (Figure 9), for Tmax_limit = 600 °C, the initial value of w0 = 0.15 was set. For such w0 value the lowest value of the specific cutting force kc is for the cross-section AD2 = 0.12 mm2.
- −
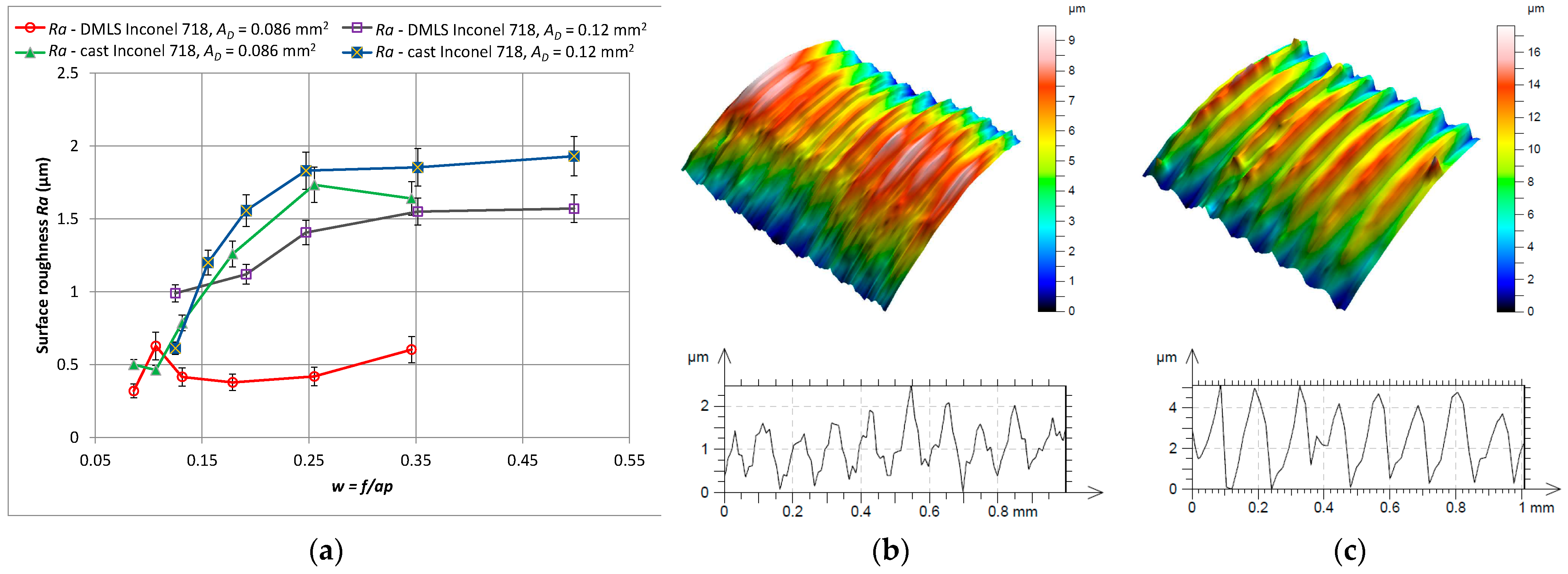
- For such initial conditions, the lowest value of kc may be obtained via selection of the feed f (higher f value) and depth of the cut AD2 = 0.12 mm2. For such assumed initial conditions, the minimization of the kc value can be achieved by selecting the feed value f (i.e., increasing the f value) and the cutting depth ap (i.e., reducing the ap value) while maintaining the constant value AD2 = const. For the value w1 = 0.186 the smaller value of the cross-section AD1 = 0.086 mm2 should be assumed due to the exceeding of the permissible surface roughness Ra_limit = 1.2 µm at this point.
- −
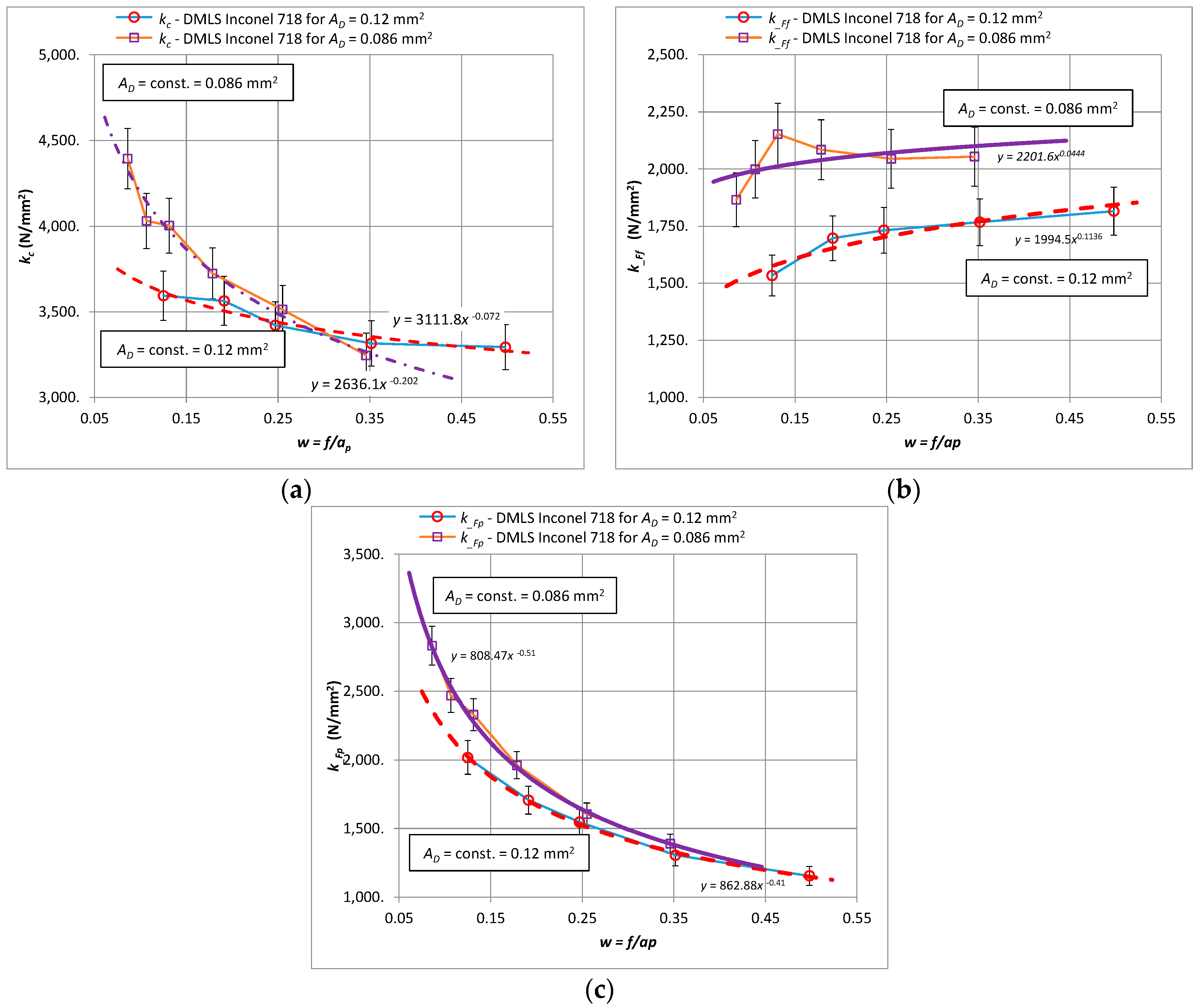
- Further minimization of the kc value is achieved by appropriately (proportional) increasing the value of the feed and at the same time reducing the value of the cut of depth while maintaining a constant value of AD1. The surface roughness characteristics Ra for AD1 = 0.086 mm2 shows that in this case all surface roughness values are lower than the accepted limit Ra_limit = 1.2 µm. Therefore, the determination of the optimal cutting parameters will result from the adopted limiting value w_limit = 0.35. In this case, the optimal values will be: feed f = 0.175 mm/rev and cutting depth ap = 0.5 mm. However, it should be noted that adopting a smaller value of the cross-section of the cutting layer causes a reduction in the volumetric efficiency of the turning process Qv (which results from adopting a constant cutting speed value vc = 50 m/min). Maintaining the efficiency for the initial cutting data can be achieved by adopting a correspondingly higher cutting speed vc.
4. Conclusions
- −
- Based on the developed algorithm for turning with a shape of the cross-section of the cutting layer, which changes in time, the machining process can be carried out with reduced specific cutting force values. The algorithm has been experimentally verified for the turning of laser sintered Inconel 718 alloy and can be perceived as a guideline for the mechanical processing of parts obtained by 3D printing.
- −
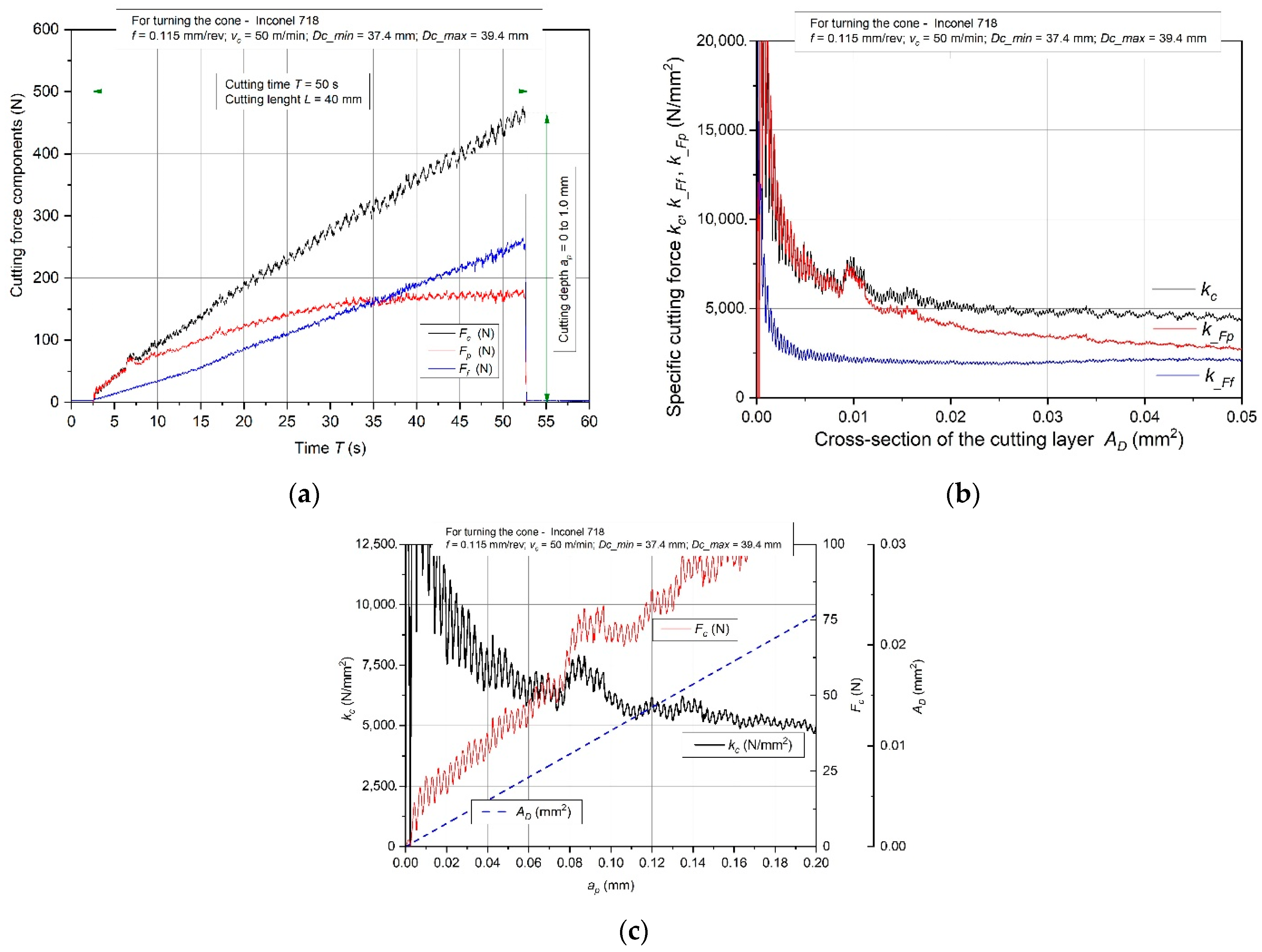
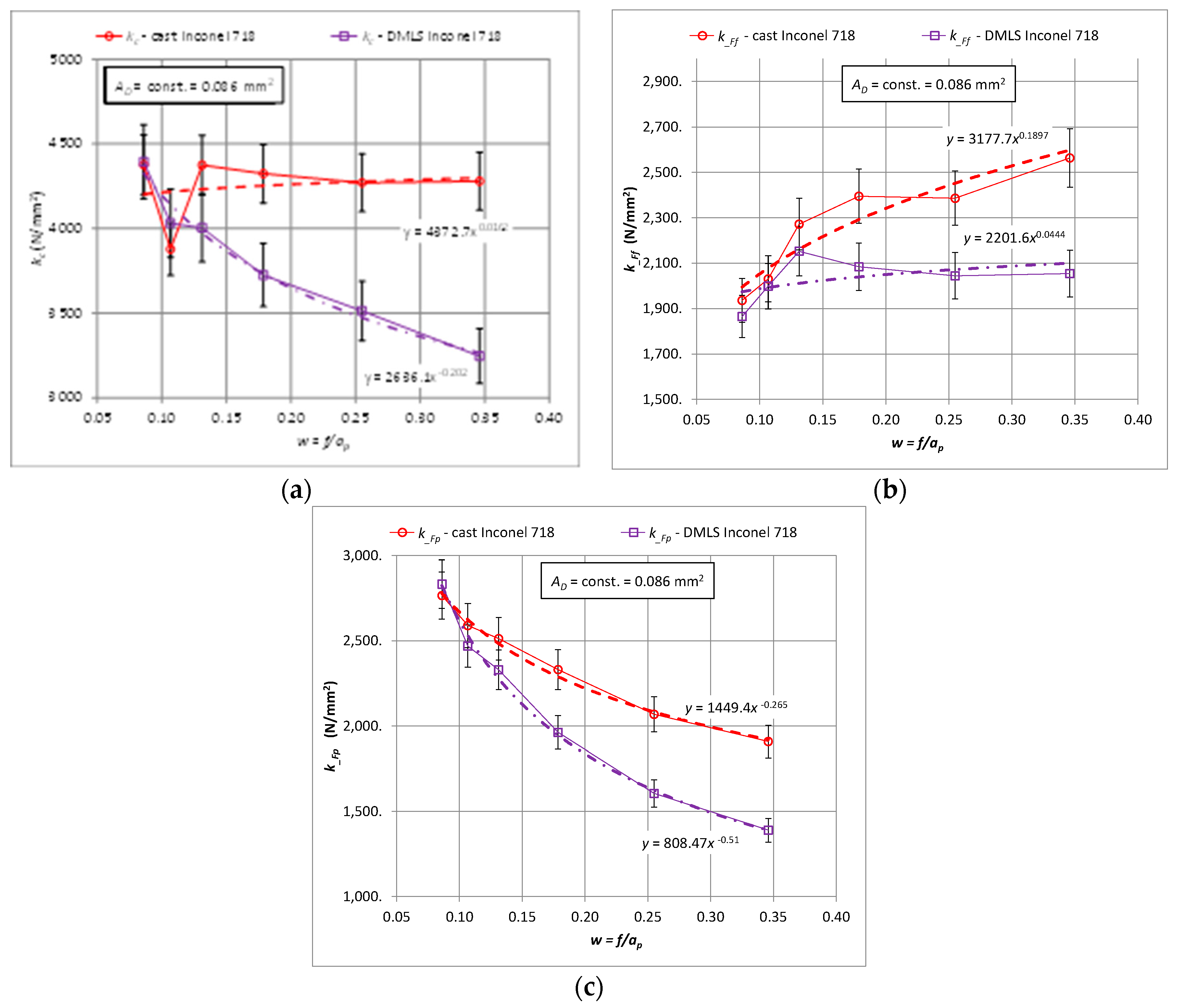
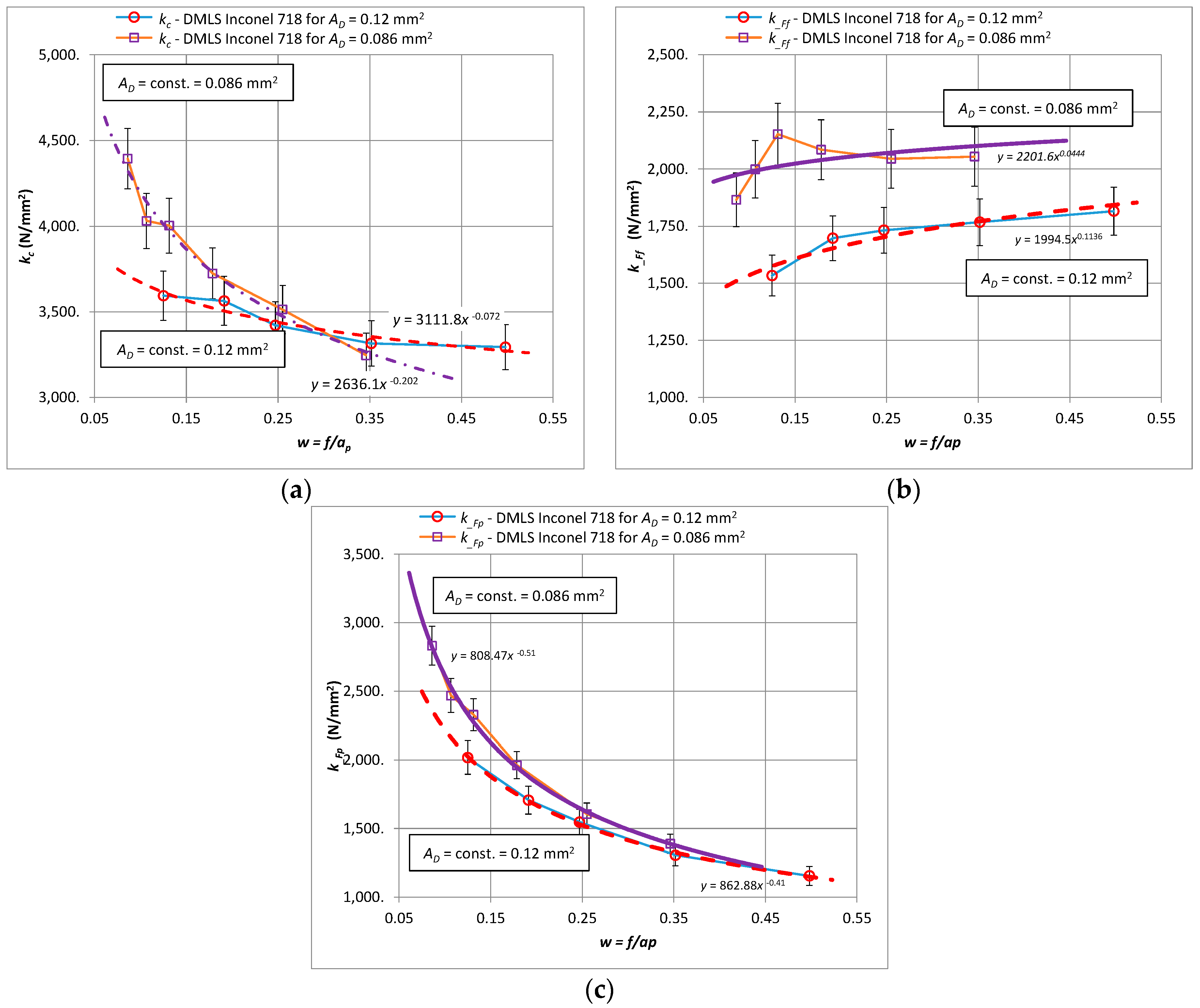
- Studies have shown that for turning tapered surfaces, the specific cutting force kc values decrease with the increase in the cross-section of the cutting layer resulting from the change of the depth of cut ap.
- −
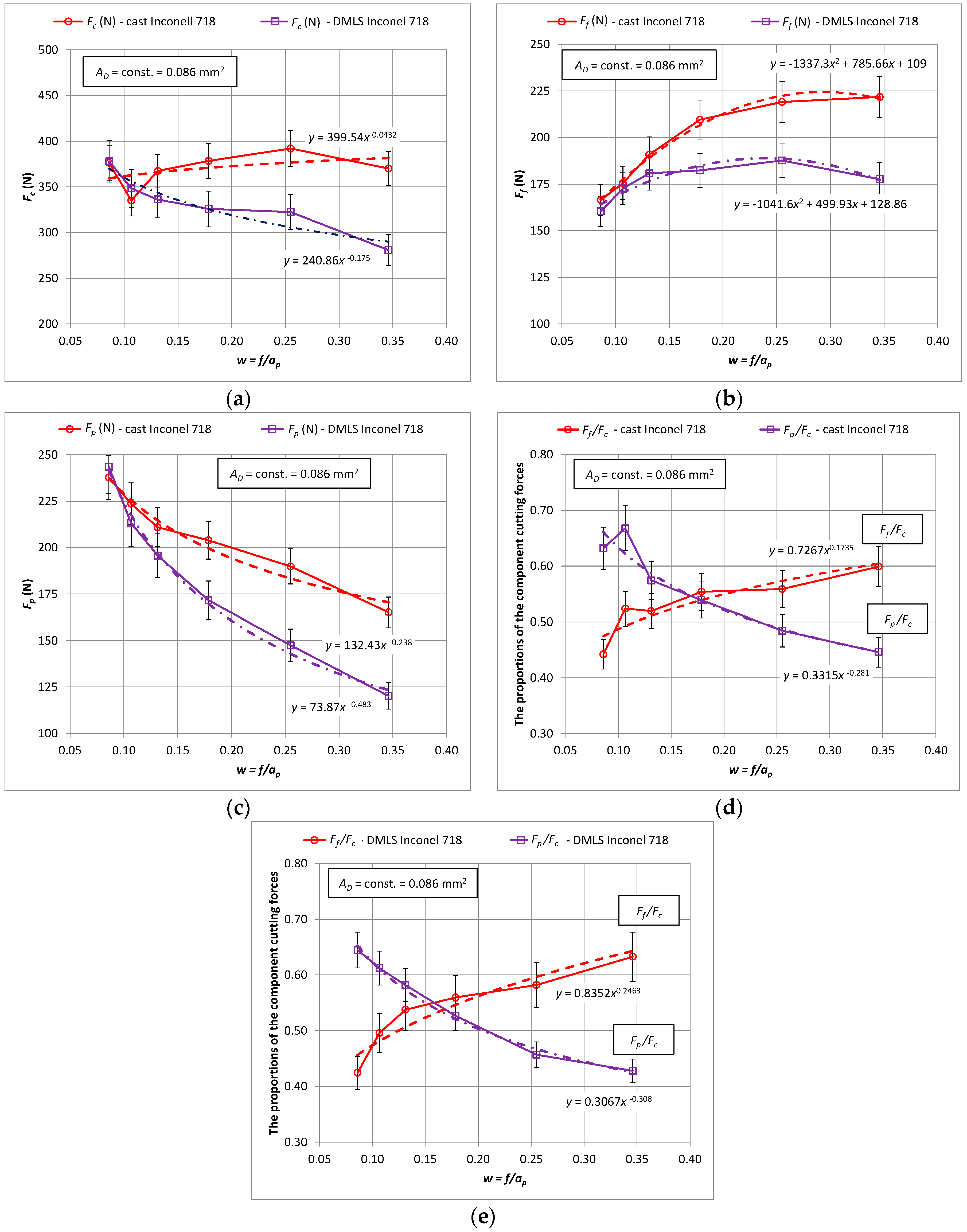
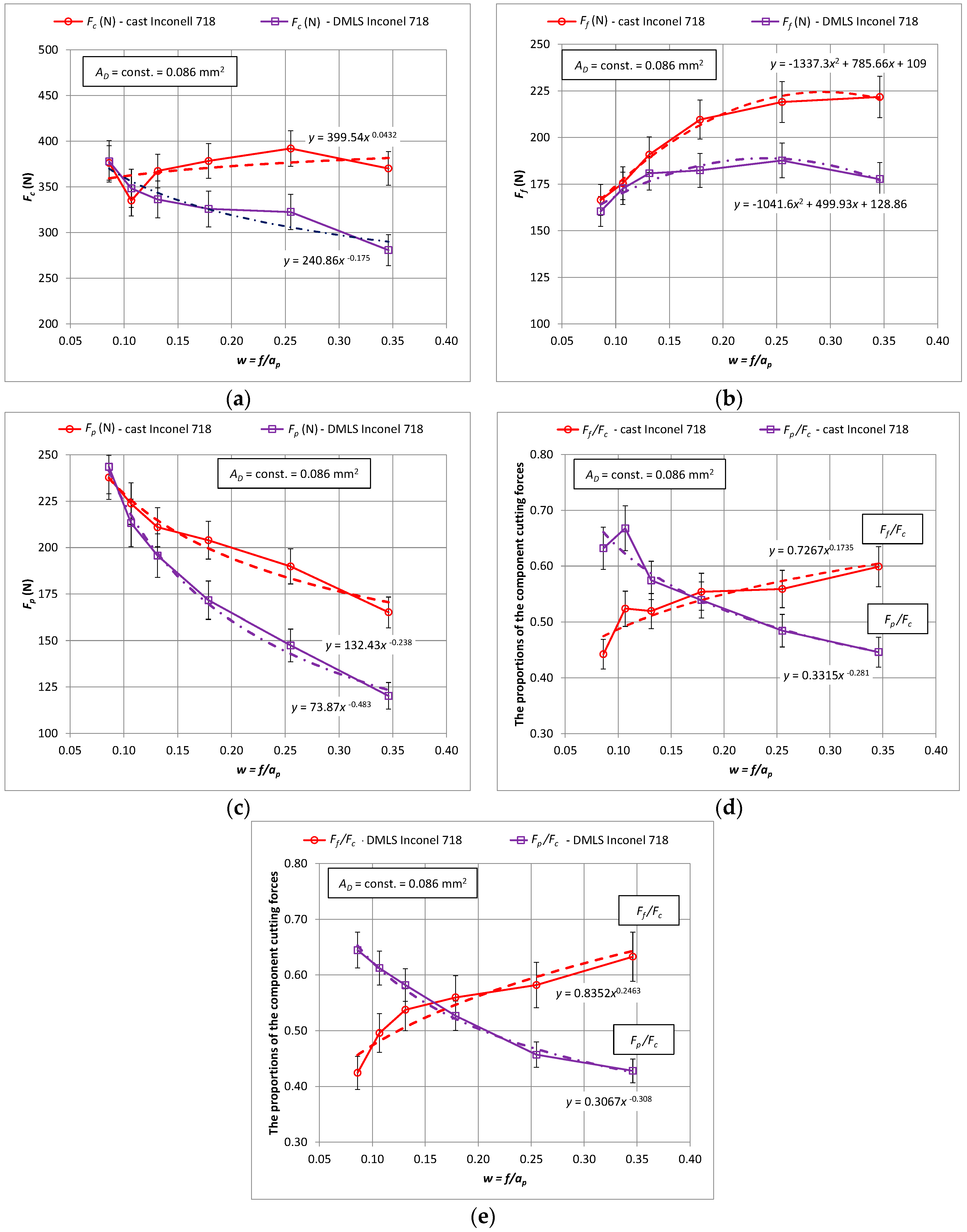
- The values of all components of the total cutting force for turning the material obtained by the additive method are lower than for turning the cast material. A progressive increase in value differences above the w > 0.15 parameter value was observed. The values of the Fc main cutting force for turning a cast alloy vary in the range of 0 to 32% in the analyzed cases. For w < 0.15, the values of the cutting forces when turning cast and laser sintered material are similar for all components.
- −
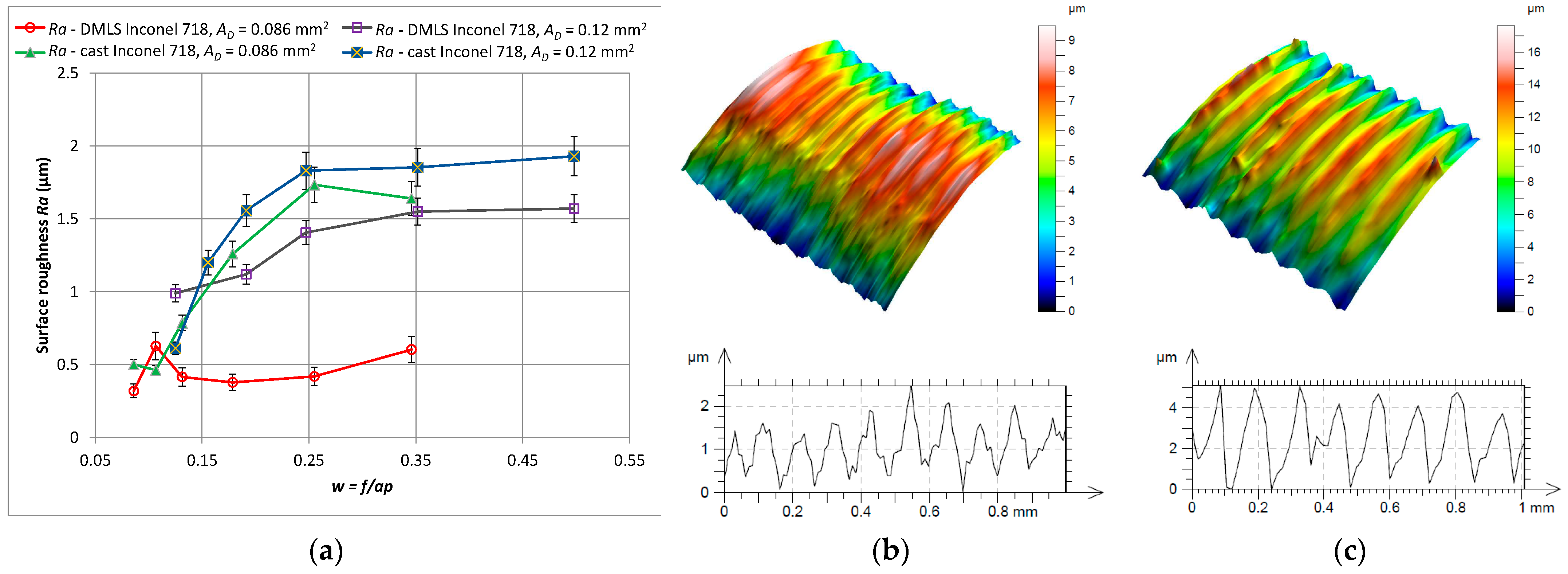
- The surface roughness Ra was lower in the machining of the laser sintered material than of the cast material. The surface roughness value Ra was within the range of 0.5–2.5 µm.
- −
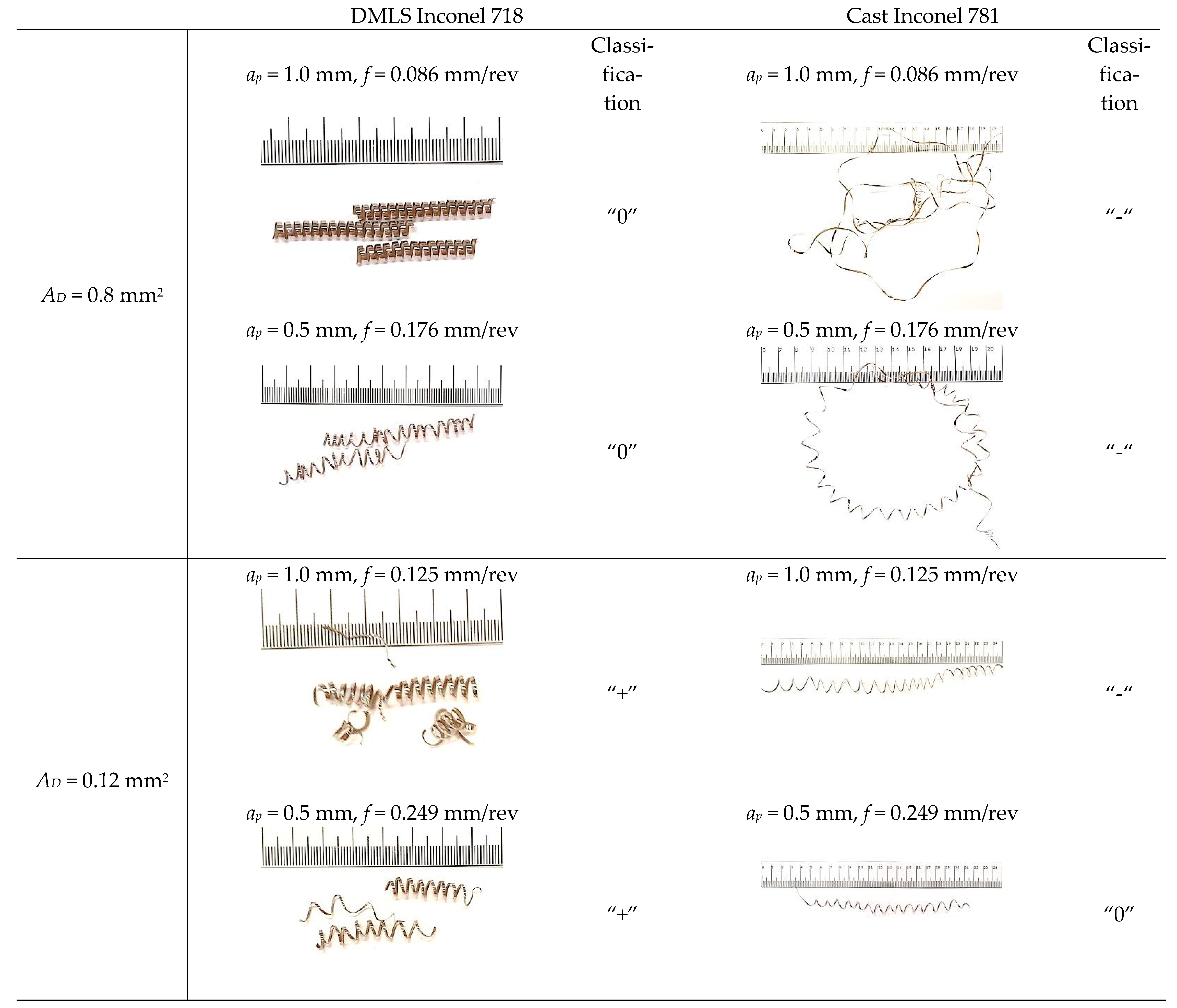
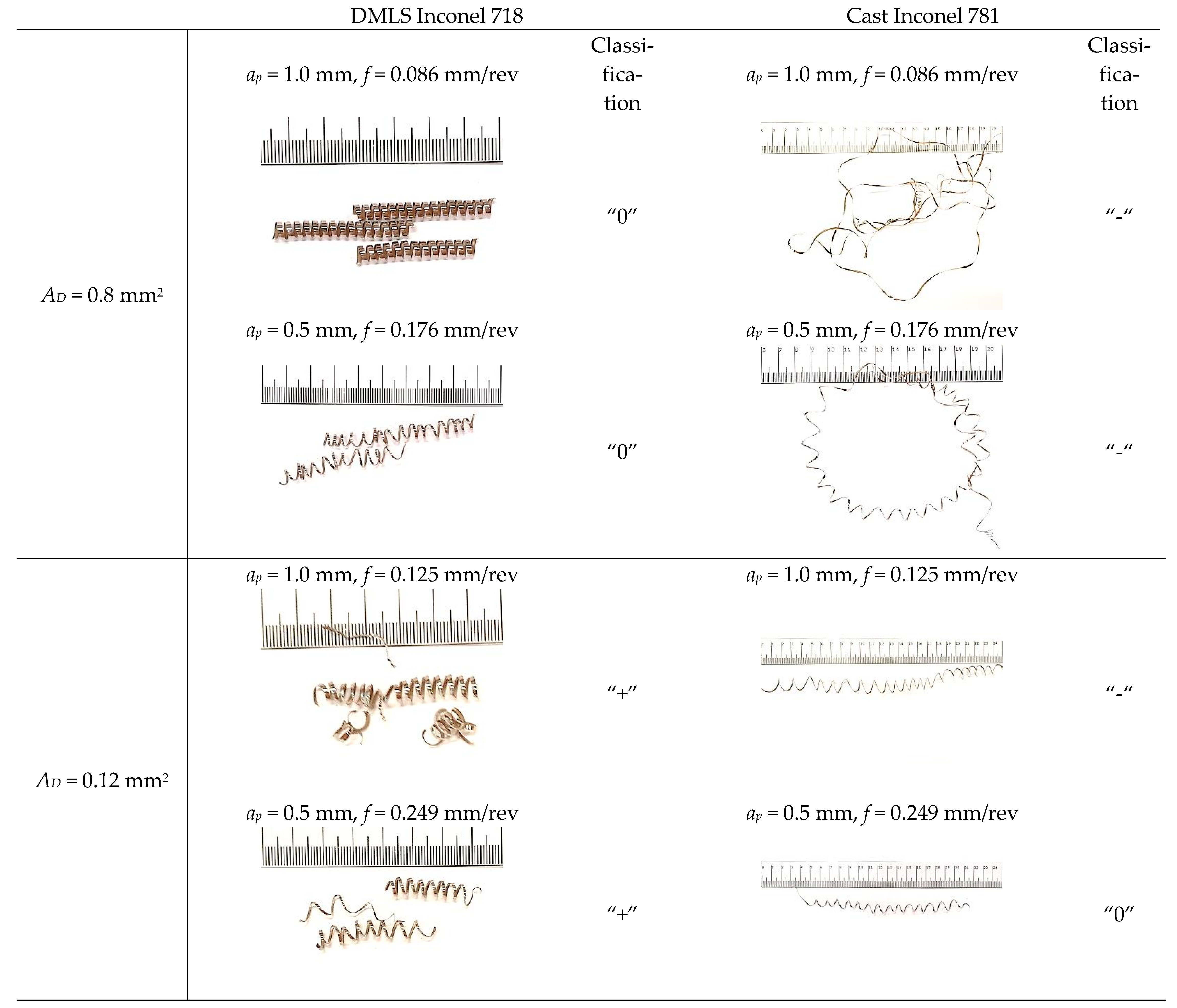
- A slight influence of the shape of the cross-section of the cut layer on the chip shape was observed. The chip shape was significantly influenced by the value of the f feed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, J.; Hu, Q.; Lv, X.; Li, X. Numerical simulation and experiment study on the nuclear fuel spacer grid stamping of Inconel 718. Procedia Eng. 2017, 207, 1534–1539. [Google Scholar] [CrossRef]
- Deng, D.; Peng, R.L.; Brodin, H.; Moverare, J. Microstructure and mechanical properties of Inconel 718 produced by selective laser melting: Sample orientation dependence and effects of post heat treatments. Mater. Sci. Eng. A 2018, 713, 294–306. [Google Scholar] [CrossRef]
- Thakur, D.G.; Ramamoorthy, B.; Vijayaraghavan, L. Study on the machinability characteristics of superalloy Inconel 718 during high speed turning. Mater. Des. 2009, 30, 1718–1725. [Google Scholar] [CrossRef]
- Hosseini, E.; Popovich, V. A review of mechanical properties of additively manufactured Inconel 718. Addit. Manuf. 2019, 30, 100877. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Wang, Z.M.; Machado, A.R. The machinability of nickel based alloys: A review. J. Mater. Process. Technol. 1999, 86, 1–16. [Google Scholar] [CrossRef]
- Anbarasan, N.; Gupta, B.K.; Prakash, S.; Muthukumar, P.; Oyyaravelu, R.; John Felix Kumar, R.; Jerome, S. Effect of heat treatment on the microstructure and mechanical properties of Inconel 718. Mater. Today Proc. 2018, 5, 7716–7724. [Google Scholar] [CrossRef]
- Caiazzo, F.; Alfieri, V.; Sergi, V.; Schipani, A.; Cinque, S. Dissimilar autogenous disk-laser welding of Haynes 188 and Inconel 718 superalloys for aerospace applications. Int. J. Adv. Manuf. Technol. 2013, 68, 1809–1820. [Google Scholar] [CrossRef]
- Grzesik, W.; Niesłony, P.; Habrat, W.; Sieniawski, J.; Laskowski, P. Investigation of tool wear in the turning of Inconel 718 superalloy in terms of process performance and productivity enhancement. Tribol. Int. 2018, 118, 337–346. [Google Scholar] [CrossRef]
- Huang, B.Y.; Wei, W.F.; Li, S.L.; Li, L.Y. Development of modern powder metallurgy materials and technology. Chin. J. Nonferrous Met. 2019, 29, 1917–1933. [Google Scholar]
- Huang, B.Y.; Yi, J.H. Current development of modern powder metallurgy materials and technologies. Shanghai Met. 2007, 3, 1–7. [Google Scholar]
- Guo, M.; Gu, D.; Xi, L.; Du, L.; Zhanga, H.; Zhanga, J. Formation of scanning tracks during Selective Laser Melting (SLM) of pure tungsten powder: Morphology, geometric features and forming mechanisms. Int. J. Refract. Met. Hard Mater. 2019, 79, 37–46. [Google Scholar] [CrossRef]
- Legutko, S. Additive techniques of manufacturing functional products from metal materials. IOP Conf. Ser. Mater. Sci. Eng. 2018, 393, 012003. [Google Scholar] [CrossRef]
- Bremen, S.; Meiners, W.; Diatlov, A. Selective Laser Melting. Laser Tech. J. 2012, 9, 33–38. [Google Scholar] [CrossRef]
- Strößner, J.; Terock, M.; Glatzel, U. Mechanical and Microstructural Investigation of Nickel-Based Superalloy IN718 Manufactured by Selective Laser Melting (SLM). Adv. Eng. Mater. 2015, 17, 1099–1105. [Google Scholar] [CrossRef]
- Trosch, T.; Strößner, J.; Völkl, R.; Glatzel, U. Microstructure and mechanical properties of selective laser melted Inconel 718 compared to forging and casting. Mater. Lett. 2016, 164, 428–431. [Google Scholar] [CrossRef]
- N’Dri, N.; Mindt, H.W.; Shula, B.; Megahed, M.; Peralta, A.; Kantzos, P.; Neumann, J. DMLS Process Modeling and Validation. In Proceedings of the TMS 2015 144th Annual Meeting & Exhibition, Orlando, FL, USA, 15–19 March 2015; pp. 389–396. [Google Scholar]
- Tucho, W.M.; Cuvillier, P.; Sjolyst-Kverneland, A.; Hansen, V. Microstructure and hardness studies of Inconel 718 manufactured by selective laser melting before and after solution heat treatment. Mater. Sci. Eng. A 2017, 689, 220–232. [Google Scholar] [CrossRef]
- Niaki, M.K.; Torabi, S.A.; Nonino, F. Why manufacturers adopt additive manufacturing technologies: The role of sustainability. J. Clean. Prod. 2019, 222, 381–392. [Google Scholar] [CrossRef]
- Chlebus, E.; Gruber, K.; Kuznicka, B.; Kurzac, J.; Kurzynowski, T. Effect of heat treatment on the microstructure and mechanical properties of Inconel 718 processed by selective laser melting. Mater. Sci. Eng. A. 2015, 639, 647–655. [Google Scholar] [CrossRef]
- Li, C.; Liu, Z.; Fang, X.; Guo, Y.B. Residual Stress in Metal Additive Manufacturing. Procedia CIRP 2018, 71, 348–353. [Google Scholar] [CrossRef]
- Liyong, M.; Ziyong, Z.; Bao, M.; Min, W. Effec of Pressure and Temperature on Densification in Electric Field—Assisted Sintering of Inconel 718 Superalloy. Materials 2021, 14, 2546. [Google Scholar]
- Thakur, A.; Gangopadhyay, S. State-of-the-art in surface integrity in machining of nickel-based superalloys. Int. J. Mach. Tools Manuf. 2016, 100, 25–54. [Google Scholar] [CrossRef]
- Madariaga, A.; Arrazola, P.J.; Esnaola, J.A.; Ruiz-Hervias, J.; Muñoz, P. Evolution of residual stresses induced by machining in a nickel based alloy under static loading at room temperature. Procedia CIRP 2014, 13, 175–180. [Google Scholar] [CrossRef] [Green Version]
- Madariaga, A.; Esnaola, J.A.; Arrazola, P.J.; Ruiz-Hervias, J.; Muñoz, P.; Ostolaza, K. Stability of machining induced residual stresses in Inconel 718 under quasi-static loading at room temperature. Mater. Sci. Eng. A. 2015, 620, 129–139. [Google Scholar] [CrossRef]
- Madariaga, A.; Esnaola, J.A.; Fernandez, E.; Arrazola, P.J.; Garay, A.; Morel, F. Analysis of residual stress and work-hardened profiles on Inconel 718 when face turning with large-nose radius tools. Int. J. Adv. Manuf. Technol. 2014, 71, 1587–1598. [Google Scholar] [CrossRef]
- Da Silva, F.A.V.; Denguir, L.A.; Outeiro, J.C. Residual stresses prediction in machining of Inconel 718 superalloy using a constitutive model considering the state of stress. Procedia CIRP 2020, 87, 527–532. [Google Scholar] [CrossRef]
- Hua, Y.; Liu, Z. Experimental Investigation of Principal Residual Stress and Fatigue Performance for Turned Nickel-Based Superalloy Inconel 718. Materials 2018, 11, 879. [Google Scholar] [CrossRef] [Green Version]
- Peng, H.; Tang, W.; Xing, Y.; Zhou, X. Semi-Empirical Prediction of Turned Surface Residual Stress for Inconel 718 Grounded in Experiments and Finite Element Simulations. Materials 2021, 14, 3937. [Google Scholar] [CrossRef]
- Hua, Y.; Liu, Z. Effects of cutting parameters and tool nose radius on surface roughness and work hardening during dry turning Inconel 718. Int. J. Adv. Manuf. Technol. 2018, 96, 2421–2430. [Google Scholar] [CrossRef]
- Struzikiewicz, G.; Zębala, W.; Słodki, B. Cutting parameters selection for sintered alloy AlSi10Mg longitudinal turning. Measurement 2019, 138, 39–53. [Google Scholar] [CrossRef]
- Wood, P.; Díaz-Álvarez, A.; Díaz-Álvarez, J.; Miguélez, M.H.; Rusinek, A.; Gunputh, U.F.; Williams, G.; Bahi, S.; Sienkiewicz, J.; Płatek, P. Machinability of INCONEL718 Alloy with a Porous Microstructure Produced by Laser Melting Powder Bed Fusion at Higher Energy. Materials 2020, 13, 5730. [Google Scholar] [CrossRef]
- Słodki, B.; Zębala, W.; Struzikiewicz, G. Correlation Between Cutting Data Selection and Chip Form in Stainless SteelTurning. Mach. Sci. Technol. 2015, 19, 217–235. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Tensile Strength (MPa) | Yield Strength Δ(Rp 0.2%) | HRC | Elongation at Break Δ(%) | Density Δ(Cast Part) Δ(g/cm3) | Density Δ(DMLS Part) Δ(g/cm3) |
|---|---|---|---|---|---|---|
| Inconel 718 | 1060 | 780 | 30 | 27 | 8.2 | 8.15 |
| Ni | Cr | Nb | Mo | Ti | Al | Co | Cu | Si | C | Mn |
|---|---|---|---|---|---|---|---|---|---|---|
| 50 | 18 | 4.8 | 3.1 | 0.95 | 0.7 | <1.0 | <0.3 | <0.35 | <0.08 | <0.35 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Latosińska, K.; Struzikiewicz, G.; Zębala, W. Method of Data Selection for Turning of Inconel 718 Alloy Obtained by Casting and Laser Sintering Powder. Materials 2022, 15, 1448. https://doi.org/10.3390/ma15041448
Latosińska K, Struzikiewicz G, Zębala W. Method of Data Selection for Turning of Inconel 718 Alloy Obtained by Casting and Laser Sintering Powder. Materials. 2022; 15(4):1448. https://doi.org/10.3390/ma15041448
Chicago/Turabian StyleLatosińska, Ksenia, Grzegorz Struzikiewicz, and Wojciech Zębala. 2022. "Method of Data Selection for Turning of Inconel 718 Alloy Obtained by Casting and Laser Sintering Powder" Materials 15, no. 4: 1448. https://doi.org/10.3390/ma15041448
APA StyleLatosińska, K., Struzikiewicz, G., & Zębala, W. (2022). Method of Data Selection for Turning of Inconel 718 Alloy Obtained by Casting and Laser Sintering Powder. Materials, 15(4), 1448. https://doi.org/10.3390/ma15041448