
Effect of Different Types of “Dry Way” Additions in Porous Asphalt Mixtures

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methodology
2.1. Materials
2.2. Specimen Preparation
2.3. Testing Program
2.3.1. Voids Test (EN 12697-8)
2.3.2. Binder Draindown Test (EN 12697-18)
2.3.3. Cantabro Particle Loss Test under Dry (EN 12697-17) and Wet Conditions (NLT 362/92)
2.3.4. Water Sensitivity Test (EN 12697-12)
3. Results
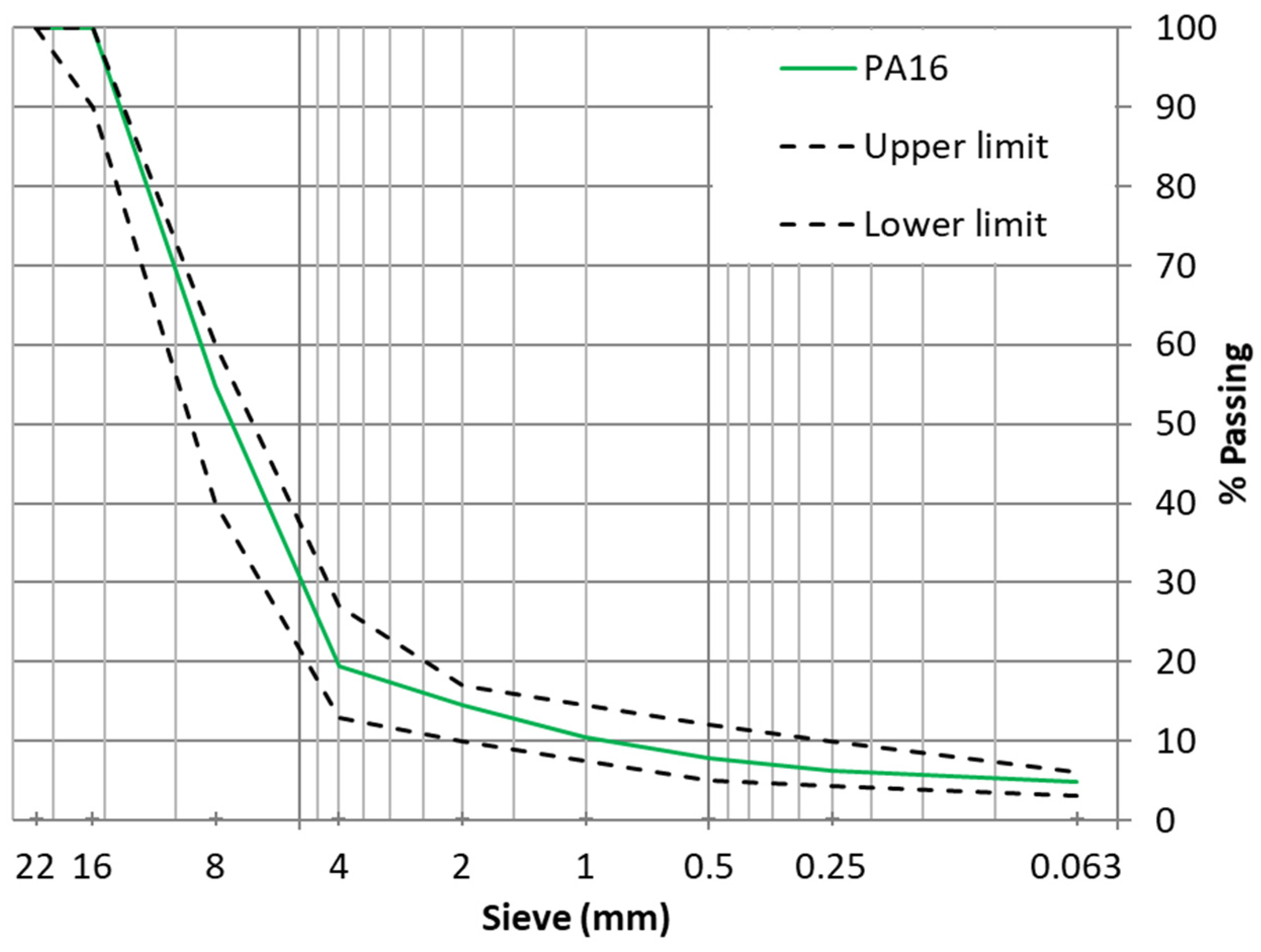
3.1. Voids and Binder Draindown Tests
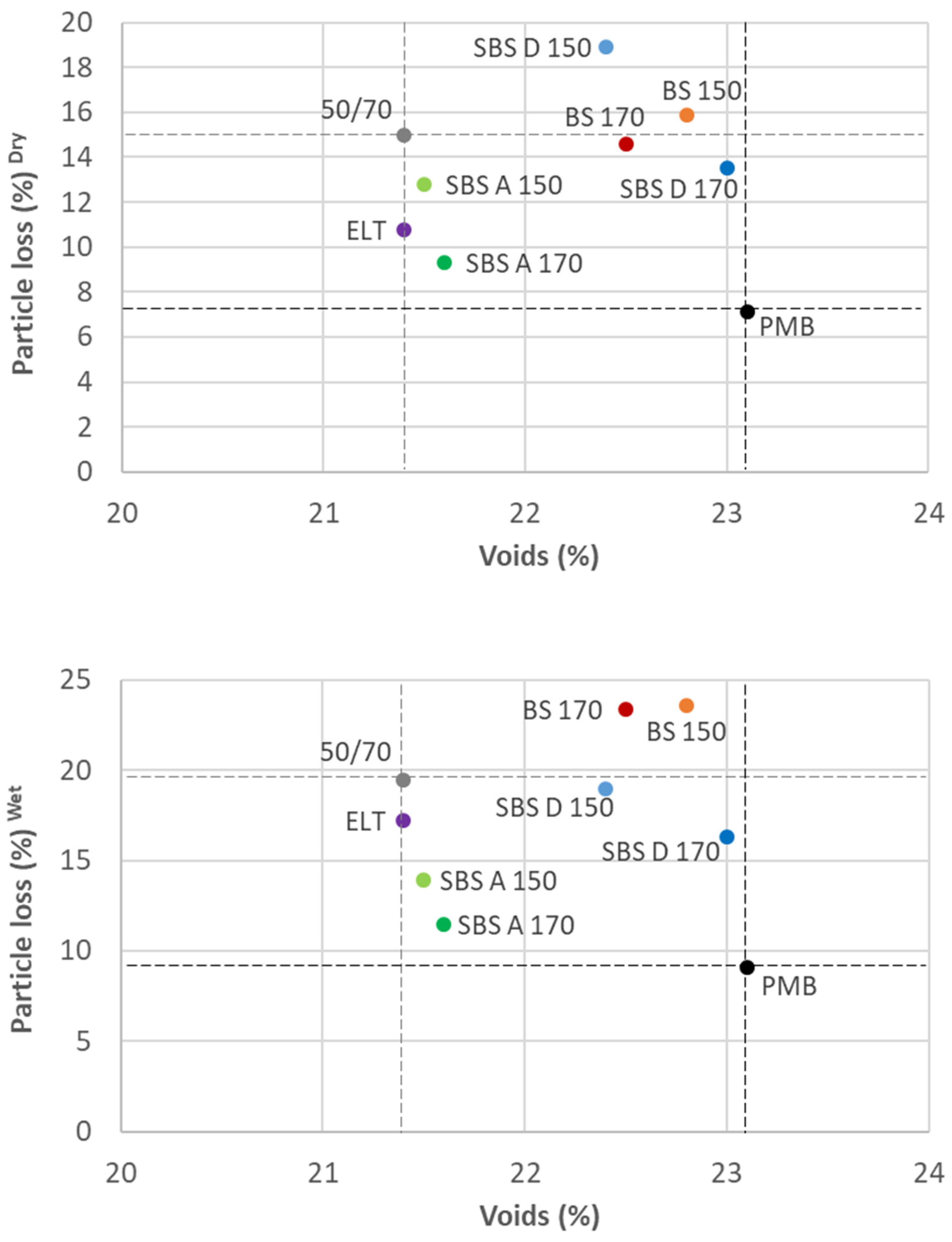
3.2. Cantabro Test under Dry and Wet Conditions
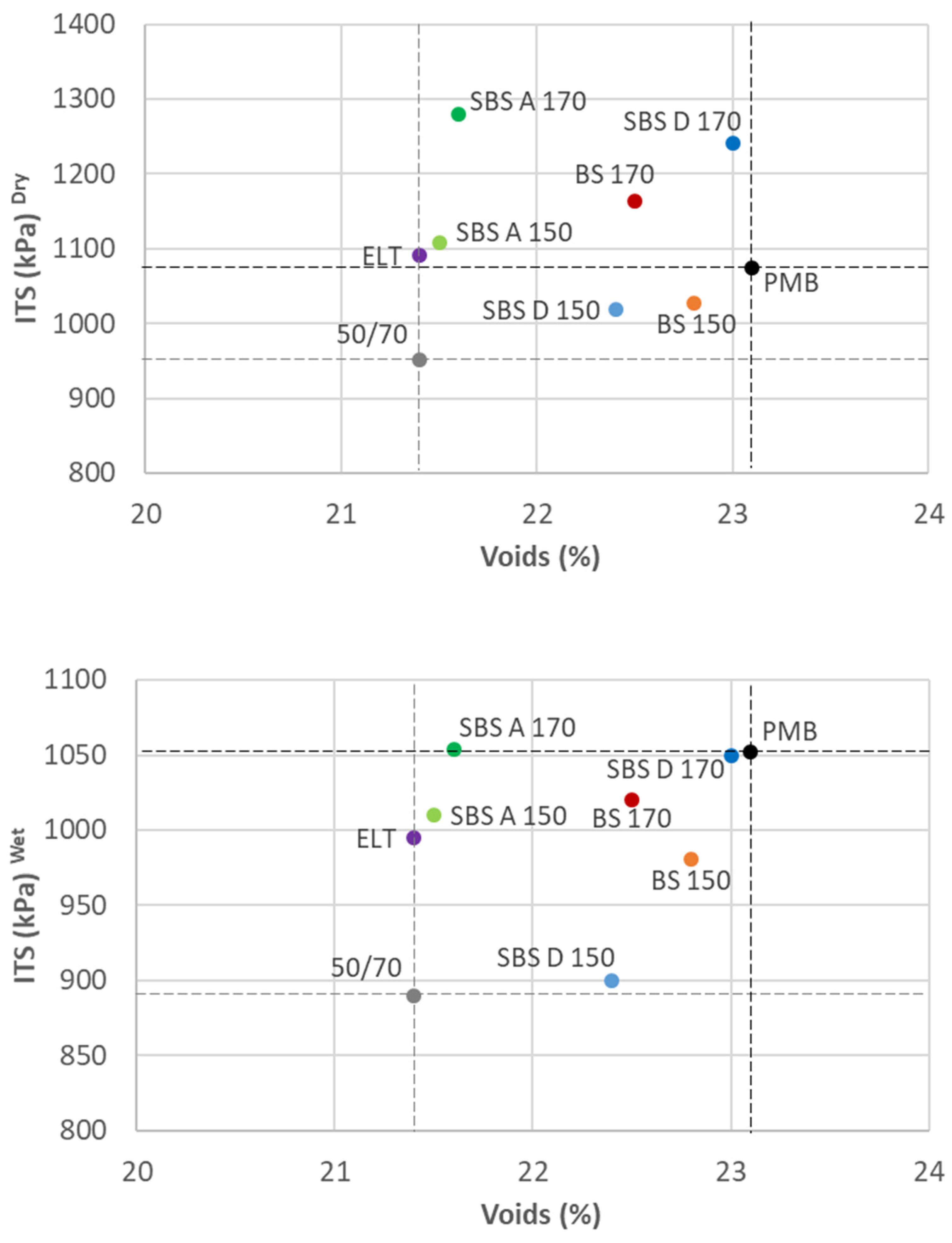
3.3. Water Sensitivity Test
4. Conclusions
- The polymers can be added at the same temperature as the reference mixture with the raw binder, and the behavior will be improved. However, better performance is obtained when the temperature is increased up to similar values to those used for the manufacturing of PMB.
- The impact on the structure of the PA mixture depends on the type of polymer; while SBS A and ELT do not modify the void percentages, SBS D and BS increase them.
- All polymers added by the dry method improve the resistance to raveling of the 50/70 reference mixture. The best results were achieved by both SBSs, which significantly decreased the particle loss; however, their performances do not reach the behavior of the PMB.
- The indirect tensile strength is greatly increased by the addition of the polymers, achieving the same behavior as PMB, and significantly improving the performance of raw bitumen.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Munera, J.C.; Ossa, E.A. Polymer modified bitumen: Optimization and selection. Mater. Des. 2014, 62, 91–97. [Google Scholar] [CrossRef]
- Zhu, J.; Birgisson, B.; Kringos, N. Polymer modification of bitumen: Advances and challenges. Eur. Polym. J. 2014, 54, 18–38. [Google Scholar] [CrossRef] [Green Version]
- Kosińska, J.; Boczkaj, G.; Gałęzowska, G.; Podwysocka, J.; Przyjazny, A.; Kamiński, M. Determination of modifier contents in polymer-modified bitumens and in samples collected from the roads using high-performance gel permeation/size-exclusion chromatography. Road Mater. Pavement Des. 2016, 17, 547–562. [Google Scholar] [CrossRef]
- Subhy, A.; Lo Presti, D.; Airey, G. Rubberised bitumen manufacturing assisted by rheological measurements. Road Mater. Pavement Des. 2016, 17, 290–310. [Google Scholar] [CrossRef] [Green Version]
- Airey, G. Styrene butadiene styrene polymer modification of road bitumens. J. Mater. Sci. 2004, 39, 951–959. [Google Scholar] [CrossRef]
- Polacco, G.; Kříž, P.; Filippi, S.; Stastna, J.; Biondi, D.; Zanzotto, L. Rheological properties of asphalt/SBS/clay blends. Eur. Polym. J. 2008, 44, 3512–3521. [Google Scholar] [CrossRef] [Green Version]
- Airey, G.D. Rheological properties of styrene butadiene styrene polymer modified road bitumens. Fuel 2003, 82, 1709–1719. [Google Scholar] [CrossRef]
- Porot, L.; Jellema, E.; Bell, D.; Grönniger, J. Binder and mix evaluation of highly modified asphaltic binder. In Proceedings of the AAPA International Flexible Pavements Conference, Sydney, Australia, 18–21 August 2019; Australian Asphalt Pavement Association: Sydney, Australia, 2019; p. 11. [Google Scholar]
- Ding, Y.; Tang, B.; Zhang, Y.; Wei, J.; Cao, X. Molecular Dynamics Simulation to Investigate the Influence of SBS on Molecular Agglomeration Behavior of Asphalt. J. Mater. Civ. Eng. 2015, 27, 1–7. [Google Scholar] [CrossRef]
- Herrera-Najera, R.; García-Guzmán, G.; Xicotencalt-Serrano, H.; Medina-Torres, L. Efecto de la composición del bloque elastomérico de SBS y SEBES en las propiedades reológicas de asfaltos modificados. Rev. Mex. Ing. Quím. 2012, 11, 133–144. [Google Scholar]
- Kalantar, Z.N.; Karim, M.R.; Mahrez, A. A review of using waste and virgin polymer in pavement. Constr. Build. Mater. 2012, 33, 55–62. [Google Scholar] [CrossRef] [Green Version]
- Brasileiro, L.; Moreno-Navarro, F.; Tauste-Martínez, R.; Matos, J.; Rubio-Gámez, M.C. Reclaimed polymers as asphalt binder modifiers for more sustainable roads: A review. Sustainability 2019, 11, 646. [Google Scholar] [CrossRef] [Green Version]
- Casado-Barrasa, R.; Lastra-González, P.; Indacoechea-Vega, I.; Castro-Fresno, D. Assessment of carbon black modified binder in a sustainable asphalt concrete mixture. Constr. Build. Mater. 2019, 211, 363–370. [Google Scholar] [CrossRef]
- Fang, C.; Yu, R.; Liu, S.; Li, Y. Nanomaterials applied in asphalt modification: A review. J. Mater. Sci. Technol. 2013, 29, 589–594. [Google Scholar] [CrossRef]
- Ahmadinia, E.; Zargar, M.; Karim, M.R.; Abdelaziz, M.; Shafigh, P. Using waste plastic bottles as additive for stone mastic asphalt. Mater. Des. 2011, 32, 4844–4849. [Google Scholar] [CrossRef]
- Chavez, F.; Marcobal, J.; Gallego, J. Laboratory evaluation of the mechanical properties of asphalt mixtures with rubber incorporated by the wet, dry, and semi-wet process. Constr. Build. Mater. 2019, 205, 164–174. [Google Scholar] [CrossRef]
- Singh, S.K.; Kumar, Y.; Ravindranath, S.S. Thermal degradation of SBS in bitumen during storage: Influence of temperature, SBS concentration, polymer type and base bitumen. Polym. Degrad. Stab. 2018, 147, 64–75. [Google Scholar] [CrossRef]
- Polacco, G.; Filippi, S.; Merusi, F.; Stastna, G. A review of the fundamentals of polymer-modified asphalts: Asphalt/polymer interactions and principles of compatibility. Adv. Colloid Interface Sci. 2015, 224, 72–112. [Google Scholar] [CrossRef]
- Cao, W. Study on properties of recycled tire rubber modified asphalt mixtures using dry process. Constr. Build. Mater. 2007, 21, 1011–1015. [Google Scholar] [CrossRef]
- Yu, M.; Wu, G.; Zhou, J.; Easa, S. Proposed compaction procedure for dry process crumb rubber modified asphalt mixtures using air void content and expansion ratio. J. Test. Eval. 2014, 42, 1–15. [Google Scholar] [CrossRef]
- López, M.J.S.; López, P.P.; Pérez, M.E.H.; Pérez, J.T. Reuse of agricultural plastic wastes for the manufacturing of roads bituminous mixtures, using the “dry way” methodology|Reutilización de residuos plásticos agrícolas en la fabricación de mezclas bituminosas siguiendo la tecnología por VÍa seca. Carreteras 2018, 4, 6–16. [Google Scholar]
- Vila-Cortavitarte, M.; Lastra-González, P.; Calzada-Pérez, M.Á.; Indacoechea-Vega, I. Analysis of the influence of using recycled polystyrene as a substitute for bitumen in the behaviour of asphalt concrete mixtures. J. Clean. Prod. 2018, 170, 1279–1287. [Google Scholar] [CrossRef]
- Lastra-González, P.; Calzada-Pérez, M.A.; Castro-Fresno, D.; Vega-Zamanillo, Á.; Indacoechea-Vega, I. Comparative analysis of the performance of asphalt concretes modified by dry way with polymeric waste. Constr. Build. Mater. 2016, 112, 1133–1140. [Google Scholar] [CrossRef] [Green Version]
- Sarang, G. 14 - Replacement of stabilizers by recycling plastic in asphalt concrete. In Use of Recycled Plastics in Eco-Efficient Concrete; Pacheco-Torgal, F., Khatib, J., Colangelo, F., Tuladhar, R., Eds.; Woodhead Publishing Series in Civil and Structural Engineering; Woodhead Publishing: Amsterdam, The Netherlands, 2019; pp. 307–325. ISBN 978-0-08-102676-2. [Google Scholar]
- Yildirim, Y. Polymer modified asphalt binders. Constr. Build. Mater. 2007, 21, 66–72. [Google Scholar] [CrossRef]
- Duarte, G.M.; Faxina, A.L. Asphalt concrete mixtures modified with polymeric waste by the wet and dry processes: A literature review. Constr. Build. Mater. 2021, 312, 125408. [Google Scholar] [CrossRef]
- Cao, W.; Liu, S.; Li, X. Laboratory evaluation of the effect of composite modifier on the performance of asphalt concrete mixture. Constr. Build. Mater. 2017, 155, 363–370. [Google Scholar] [CrossRef]
- Lee, H.; Kim, Y.; Geisler, N.; Stuhr, A.J.; Villumsen, A.; Cheon, S.; Pyun, J. Building Asphalt Pavement with SBS-based Compound Added Using a Dry Process in Greenland. In Proceedings of the Proceedings for the 6th International Conference on Maintenance and Rehabilitation of Pavements and Technological Control, Turin, Italy, 8–10 July 2009; Balint, G., Antala, B., Carty, C., Mabieme, J.-M.A., Amar, I.B., Kaplanova, A., Eds.; Slovak Scientific Society for Physical Education and Sport and FIEP: Torino, Italy, 2009; pp. 493–498. [Google Scholar]
- Sengoz, B.; Isikyakar, G. Evaluation of the properties and microstructure of SBS and EVA polymer modified bitumen. Constr. Build. Mater. 2008, 22, 1897–1905. [Google Scholar] [CrossRef]
- Tayfur, S.; Ozen, H.; Aksoy, A. Investigation of rutting performance of asphalt mixtures containing polymer modifiers. Constr. Build. Mater. 2007, 21, 328–337. [Google Scholar] [CrossRef]
- Rubio, M.C.; Martínez, G.; Baena, L.; Moreno, F. Warm Mix Asphalt: An overview. J. Clean. Prod. 2012, 24, 76–84. [Google Scholar] [CrossRef]
- Navarro, F.J.; Partal, P.; Martínez-Boza, F.; Gallegos, C. Thermo-rheological behaviour and storage stability of ground tire rubber-modified bitumens. Fuel 2004, 83, 2041–2049. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
| Properties | Result | Limits | Standard |
|---|---|---|---|
| Ophite | |||
| Los Angeles coefficient | 13 | ≤20 | EN 1097-2 |
| Specific weight (g/cm3) | 2.794 | - | EN 1097-6 |
| Polished stone value (PSV) | >56 | ≥50 | EN 1097-8 |
| Flakiness Index (%) | 8 | ≤20 | EN 933-3 |
| Limestone | |||
| Los Angeles coefficient | 28 | - | EN 1097-2 |
| Specific weight (g/cm3) | 2.724 | - | EN 1097-6 |
| Sand equivalent | 78 | >55 | EN 933-8 |
| Test | Result | Standard |
|---|---|---|
| Penetration (25 °C, dmm) | 57.0 | EN 1426 |
| Softening point (°C) | 51.5 | EN 1427 |
| Density (g/cm3) | 1.035 | EN 15326 |
| Fraass Point (°C) | −11 | EN 12593 |
| Test | Result | Standard |
|---|---|---|
| Penetration (25 °C, dmm) | 49.5 | EN 1426 |
| Softening point (°C) | 72.5 | EN 1427 |
| Density (g/cm3) | 1.028 | EN 15326 |
| Fraass Point (°C) | −13 | EN 12593 |
| Elastic recovery (25 °C, %) | 90.0 | EN 13398 |
| Polymer | SBS A | SBS D | BS | Rubber ELT |
|---|---|---|---|---|
| Size max. (mm) | 6.3 | 6.3 | 8.0 | 0.6 |
| Specific weight (g/cm3) | 0.93 | 0.93 | 0.899 | 1.15 |
| Type | Block copolymer | Block copolymer | Block copolymer | - |
| Provider | Dynasol | Dynasol | Asphalt Plant | Renecal |
| Mixtures | Bitumen | Polymer Type | Polymer/Binder (%) | Manufacturing Temperature (°C) | Label |
|---|---|---|---|---|---|
| Reference 1 | 50/70 | - | - | 150 | 50/70 |
| Reference 2 | PMB | * | * | 170 | PMB |
| Experimental 1 | 50/70 | SBS A | 6.0 | 150 | SBS A 150 |
| Experimental 2 | 50/70 | SBS A | 6.0 | 170 | SBS A 170 |
| Experimental 3 | 50/70 | SBS D | 6.0 | 150 | SBS D 150 |
| Experimental 4 | 50/70 | SBS D | 6.0 | 170 | SBS D 170 |
| Experimental 5 | 50/70 | BS | 6.0 | 150 | BS 150 |
| Experimental 6 | 50/70 | BS | 6.0 | 170 | BS 170 |
| Experimental 7 | 50/70 | ELT | 6.0 | 170 | ELT |
| 50/70 | PMB | SBS A | SBS D | BS | ELT | ||||
|---|---|---|---|---|---|---|---|---|---|
| Manufacturing Te (°C) | 150 | 170 | 150 | 170 | 150 | 170 | 150 | 170 | 170 |
| Density (g/cm3) | 2.032 | 1.992 | 2.035 | 2.031 | 2.011 | 1.997 | 2.001 | 2.009 | 2.036 |
| Voids (%) | 21.4 | 23.1 | 21.5 | 21.6 | 22.4 | 23.0 | 22.8 | 22.5 | 21.4 |
| SBS A | SBS D | BS | ELT | ||||
|---|---|---|---|---|---|---|---|
| Manufacturing Te (°C) | 150 | 170 | 150 | 170 | 150 | 170 | 170 |
| 50/70 | 0.968 | 0.815 | 0.017 | 0.000 | 0.000 | 0.010 | 0.921 |
| PMB | 0.000 | 0.011 | 0.051 | 0.690 | 0.243 | 0.059 | 0.001 |
| 50/70 | PMB | SBS A | SBS D | BS | ELT | ||||
|---|---|---|---|---|---|---|---|---|---|
| Manufacturing Te (°C) | 150 | 170 | 150 | 170 | 150 | 170 | 150 | 170 | 170 |
| Particle loss Dry (%) | 15.0 | 7.1 | 12.8 | 9.3 | 18.9 | 13.5 | 15.9 | 14.6 | 10.8 |
| Particle loss Wet (%) | 19.5 | 9.1 | 13.9 | 11.5 | 19 | 16.3 | 23.6 | 23.4 | 17.2 |
| SBS A | SBS D | BS | ELT | |||||
|---|---|---|---|---|---|---|---|---|
| Manufacturing Te (°C) | 150 | 170 | 150 | 170 | 150 | 170 | 170 | |
| 50/70 | Dry | 0.345 | 0.010 | 0.125 | 0.508 | 0.618 | 0.845 | 0.015 |
| Wet | 0.030 | 0.030 | 0.312 | 0.885 | 0.194 | 0.377 | 0.665 | |
| PMB | Dry | 0.054 | 0.118 | 0.020 | 0.075 | 0.010 | 0.034 | 0.008 |
| Wet | 0.030 | 0.665 | 0.030 | 0.030 | 0.030 | 0.051 | 0.030 | |
| 50/70 | PMB | SBS A | SBS D | BS | ELT | ||||
|---|---|---|---|---|---|---|---|---|---|
| Manufacturing Te (°C) | 150 | 170 | 150 | 170 | 150 | 170 | 150 | 170 | 170 |
| I.T.S. Dry (kPa) | 951.9 | 1074.2 | 1108.5 | 1280.2 | 1019.5 | 1240.6 | 1027.4 | 1163.8 | 1091.0 |
| I.T.S. Wet (kPa) | 889.4 | 1052.2 | 1009.9 | 1053.6 | 899.7 | 1049.8 | 980.5 | 1020.5 | 994.7 |
| I.T.S.R. (%) | 93 | 98 | 91 | 82 | 88 | 85 | 95 | 88 | 91 |
| SBS A | SBS D | BS | ELT | |||||
|---|---|---|---|---|---|---|---|---|
| Manufacturing Te (°C) | 150 | 170 | 150 | 170 | 150 | 170 | 170 | |
| 50/70 | Dry | 0.194 | 0.030 | 0.665 | 0.061 | 0.195 | 0.030 | 0.112 |
| Wet | 0.035 | 0.034 | 0.812 | 0.013 | 0.093 | 0.023 | 0.076 | |
| PMB | Dry | 0.085 | 0.030 | 0.885 | 0.312 | 0.061 | 0.112 | 0.596 |
| Wet | 0.385 | 0.891 | 0.017 | 0.958 | 0.184 | 0.496 | 0.286 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lastra-González, P.; Rodriguez-Hernandez, J.; Real-Gutiérrez, C.; Castro-Fresno, D.; Vega-Zamanillo, Á. Effect of Different Types of “Dry Way” Additions in Porous Asphalt Mixtures. Materials 2022, 15, 1549. https://doi.org/10.3390/ma15041549
Lastra-González P, Rodriguez-Hernandez J, Real-Gutiérrez C, Castro-Fresno D, Vega-Zamanillo Á. Effect of Different Types of “Dry Way” Additions in Porous Asphalt Mixtures. Materials. 2022; 15(4):1549. https://doi.org/10.3390/ma15041549
Chicago/Turabian StyleLastra-González, Pedro, Jorge Rodriguez-Hernandez, Carlos Real-Gutiérrez, Daniel Castro-Fresno, and Ángel Vega-Zamanillo. 2022. "Effect of Different Types of “Dry Way” Additions in Porous Asphalt Mixtures" Materials 15, no. 4: 1549. https://doi.org/10.3390/ma15041549