
Near Net Forming Research for Fin-Typed LED Radiator


Abstract
:1. Introduction
2. Research Methodology
- (1)
- Equilibrium differential equation:
- (2)
- Constitutive equation (stress–strain rate relationship):where is equivalent strain rate, ; is equivalent stress, .
- (3)
- Geometric equation (Strain rate–velocity relationship):
- (4)
- Volume invariant condition:
- (5)
- Boundary condition:Mechanical boundary conditions on forced surfaceVelocity boundary condition on velocity surfaceThe material in the deformation zone must meet the yield conditionswhere is second invariant of stress deviator tensor and is shear yield limit.
3. Results and Optimization
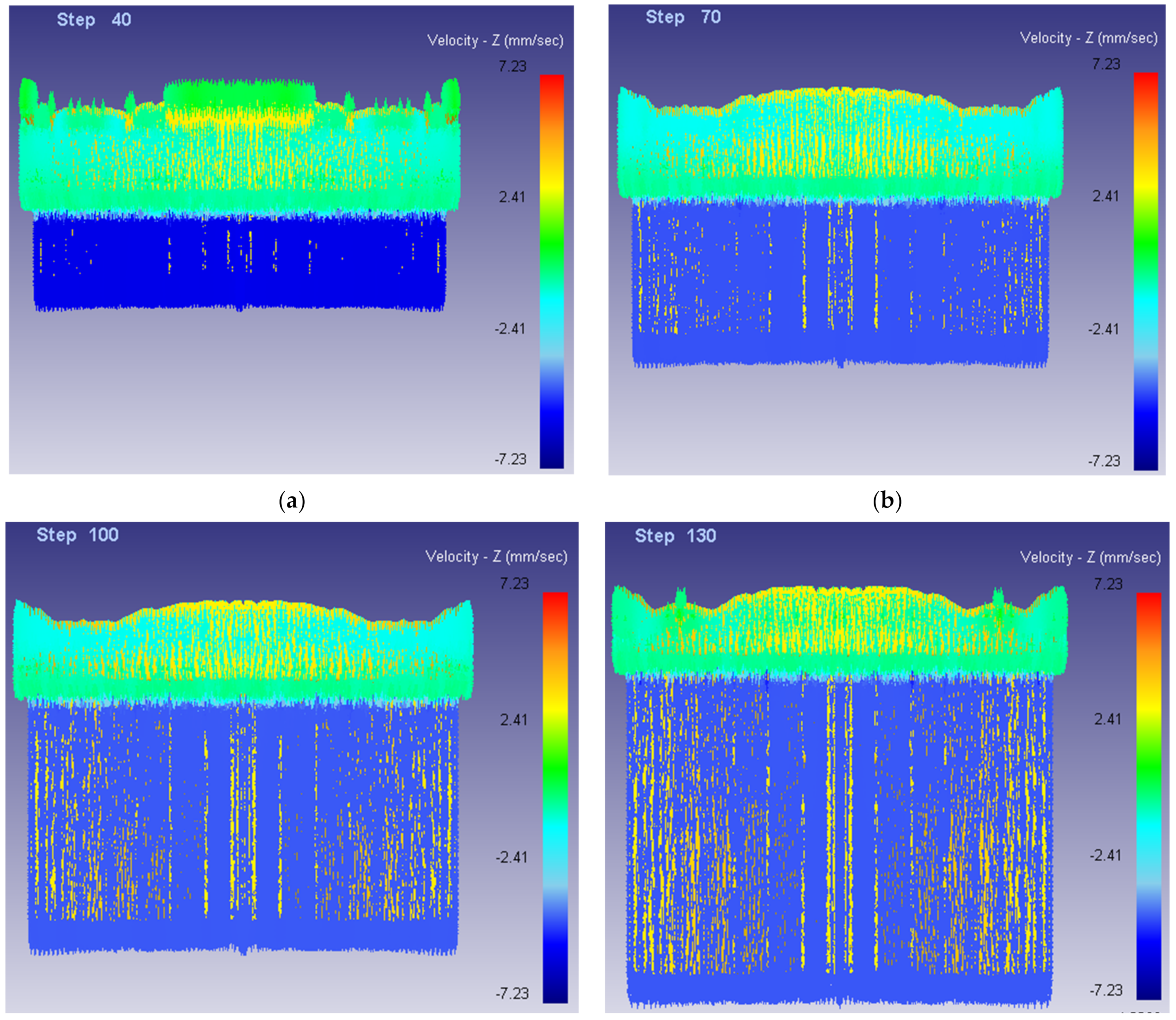
3.1. Material Flow
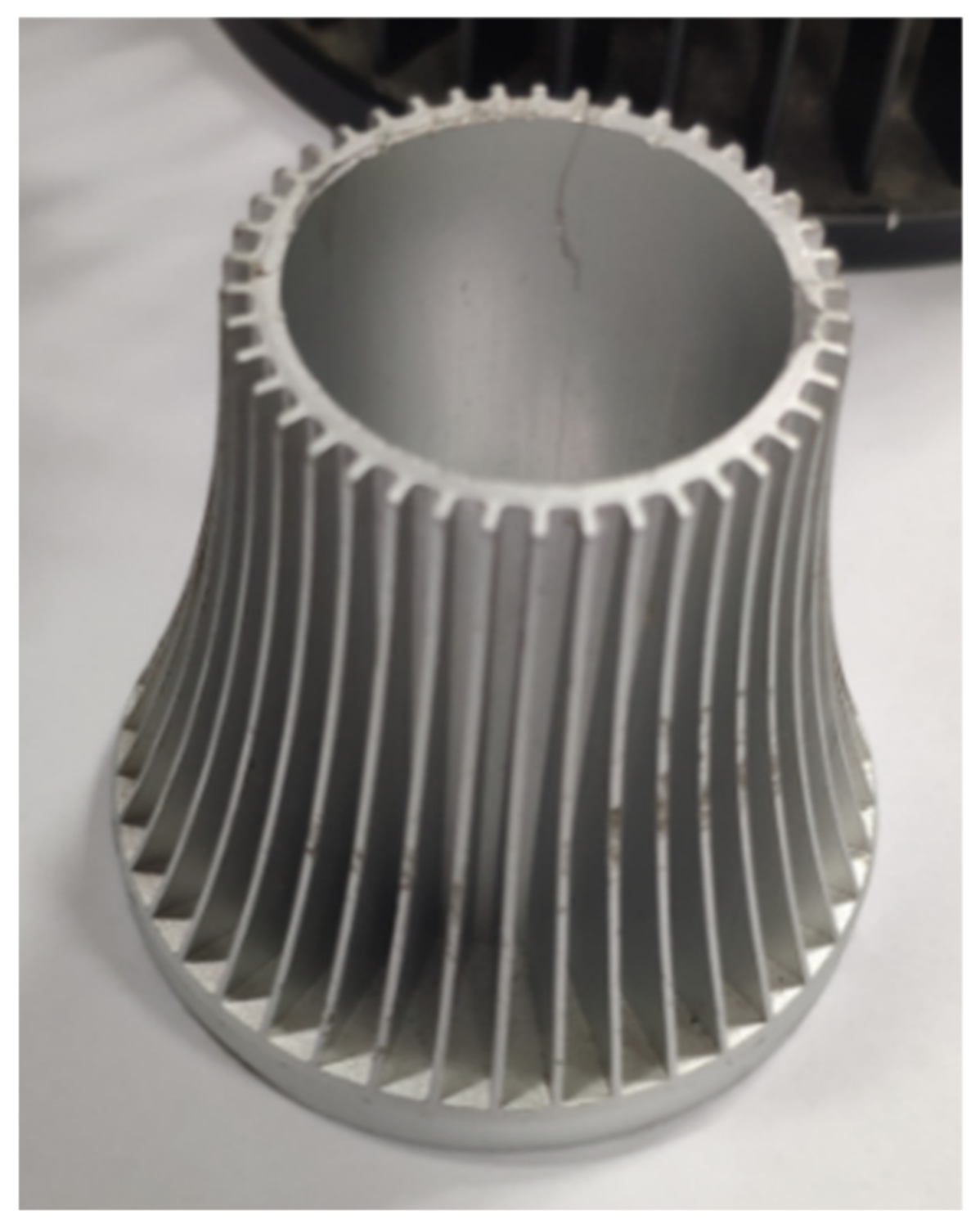
3.2. Strutre Modification of Concave Die
3.3. Simulation and Pilot Production after Modification of Mold Structure
4. Conclusions and Discussion
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Timelli, G.; de Mori, A.; Haghayeghi, R. Effect of pressure cycles and thermal conditions on the reliability of a high-pressure diecast Al alloy heating radiator. Eng. Fail. Anal. 2019, 105, 276–288. [Google Scholar] [CrossRef]
- Timelli, G.; de Mori, A.; Haghayeghi, R. Reliability of a high-pressure die cast Al alloy radiator. Eng. Fail. Anal. 2019, 105, 87–97. [Google Scholar] [CrossRef]
- Lei, T.; Alexandersen, J.; Lazarov, B.S.; Wang, F.; Haertel, J.K.; de Angelis, S.; Sanna, S.; Sigmund, O.; Engelbrecht, K. Investment casting and experimental testing of heat sinks designed by topology optimization. Int. J. Heat Mass Transf. 2018, 127, 396–412. [Google Scholar] [CrossRef]
- Suresha, S.; Pawan, H. Numerical simulation aided design of heat sink using Z-cast. Mater. Today Proc. 2021, 45, 404–411. [Google Scholar] [CrossRef]
- Singh, R.; Kumar, R.; Farina, I.; Fraternali, F. On process modelling of cold chamber die casting of Al alloy by using buckingham’s π approach. Mater. Today Proc. 2021, 48, 1416–1420. [Google Scholar] [CrossRef]
- Zha, C.; Xiong, N. Optimum Heat Transfer Design by the Chimney Effect on LED Highbay Light ZHANG Jing. China Light Lighting 2016, 8, 28–31. [Google Scholar] [CrossRef]
- Huang, X.; Zeng, L.; Deng, R. Analysis of the die design of aluminum alloy profiles for radiators with high-density fins. Light Alloy Fabr. Technol. 2015, 05, 36–39. [Google Scholar]
- Xue, X.; Vincze, G.; Pereira, A.B.; Liao, J.; Pan, J. Role of die structures on metal flow balance in multi-output porthole extrusion of thin-walled profile. Procedia Manuf. 2018, 15, 225–231. [Google Scholar] [CrossRef]
- Tang, D.; Fan, X.; Fang, W.; Li, D.; Peng, Y.; Wang, H. Microstructure and mechanical properties development of micro channel tubes in extrusion, rolling and brazing. Mater. Charact. 2018, 142, 449–457. [Google Scholar] [CrossRef]
- Liu, L.K. Research on high-power LED radiator heat dissipation performance analysis and cold extrusion forming mold structure optimization. S. China Univ. Technol. 2014, 60–74. [Google Scholar]
- Huang, X.; Deng, R.; Cheng, Y. The extrusion die structure and key manufacturing technology of aluminum alloy radiator like sunflower. Manuf. Technol. Mach. Tool 2019, 10, 142–145. [Google Scholar] [CrossRef]
- Deng, R.; Feng, X. Extrusion die structure of aluminum alloy profile used for inserted high-density-tooth radiator. Light Alloy Fabr. Technol. 2019, 47, 24–27. [Google Scholar] [CrossRef]
- Li, W.; Feng, Y.; Li, J.; Liang, M.; Liu, J. Production technology of heat conduction (radiator) extrusion materials of aluminum alloys. Light Alloy Fabr. Technol. 2019, 47, 52–55. [Google Scholar] [CrossRef]
- Li, H.; Bai, Y.; Zhou, T. Numerical simulation and mold structure optimization of extrusion for radiator profile with high-density fins. Forg. Stamp. Technol. 2017, 42, 75–81. [Google Scholar]
- Chen, B.; Kuang, W. Numerical simulation of extruded aluminum alloy profile used for producing radiator. Light Alloy. Fabr. Technol. 2012, 40, 47–51. [Google Scholar] [CrossRef]
- Hwang, Y.M.; Shen, C.Y. Analysis of plastic flow and die design during extrusion of CPU heat sinks. J. Mater. Processing Technol. 2008, 201, 174–178. [Google Scholar] [CrossRef]
- Zhu, H.; Chen, X.; Wang, G.; Du, Y.; Lian, T.; Du, K. Optimization on cold forging process parameters for LED radiator based on orthogonal experiment. Forg. Stamp. Technol. 2019, 44, 10–17. [Google Scholar]
- Long, J.; Lei, J.; Gao, G.; Song, Z. Research on Cold Extrusion Process for Pin-fin Heat Sink. Hot Work. Technol. 2015, 44, 145–148. [Google Scholar]
- Kwan, C.; Jan, F.; Lee, W. An optimum die fillet design for minimizing the difference in extruded fin lengths of straight-fin heat sink extrusion. J. Mater. Processing Technol. 2008, 201, 145–149. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Conventional Die Design | FEM-Modifying the Through-Hole Depth | FEM-Modifying the Through-Hole Depth and Gradient Fillet | Pilot Production | |
|---|---|---|---|---|
| Warpage | YES | NO | NO | NO |
| Maximum difference of fin lengths(mm) | >6 | 0.8 | 0.2 | 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ni, L.; He, S.; Huang, Y.; Niu, L.; He, G.; Peng, W. Near Net Forming Research for Fin-Typed LED Radiator. Materials 2022, 15, 1736. https://doi.org/10.3390/ma15051736
Ni L, He S, Huang Y, Niu L, He G, Peng W. Near Net Forming Research for Fin-Typed LED Radiator. Materials. 2022; 15(5):1736. https://doi.org/10.3390/ma15051736
Chicago/Turabian StyleNi, Liyong, Shuting He, Yongle Huang, Longjiang Niu, Gaofang He, and Wei Peng. 2022. "Near Net Forming Research for Fin-Typed LED Radiator" Materials 15, no. 5: 1736. https://doi.org/10.3390/ma15051736