
Study of Microstructure and Fatigue in Aluminum/Steel Butt Joints Made by CMT Fusion-Brazing Technology

Abstract
:1. Introduction
2. Experimental
2.1. Experimental Materials
2.2. Experimental Methods
2.2.1. Material Pretreatment and Welding
2.2.2. Observation of Weld Microstructure
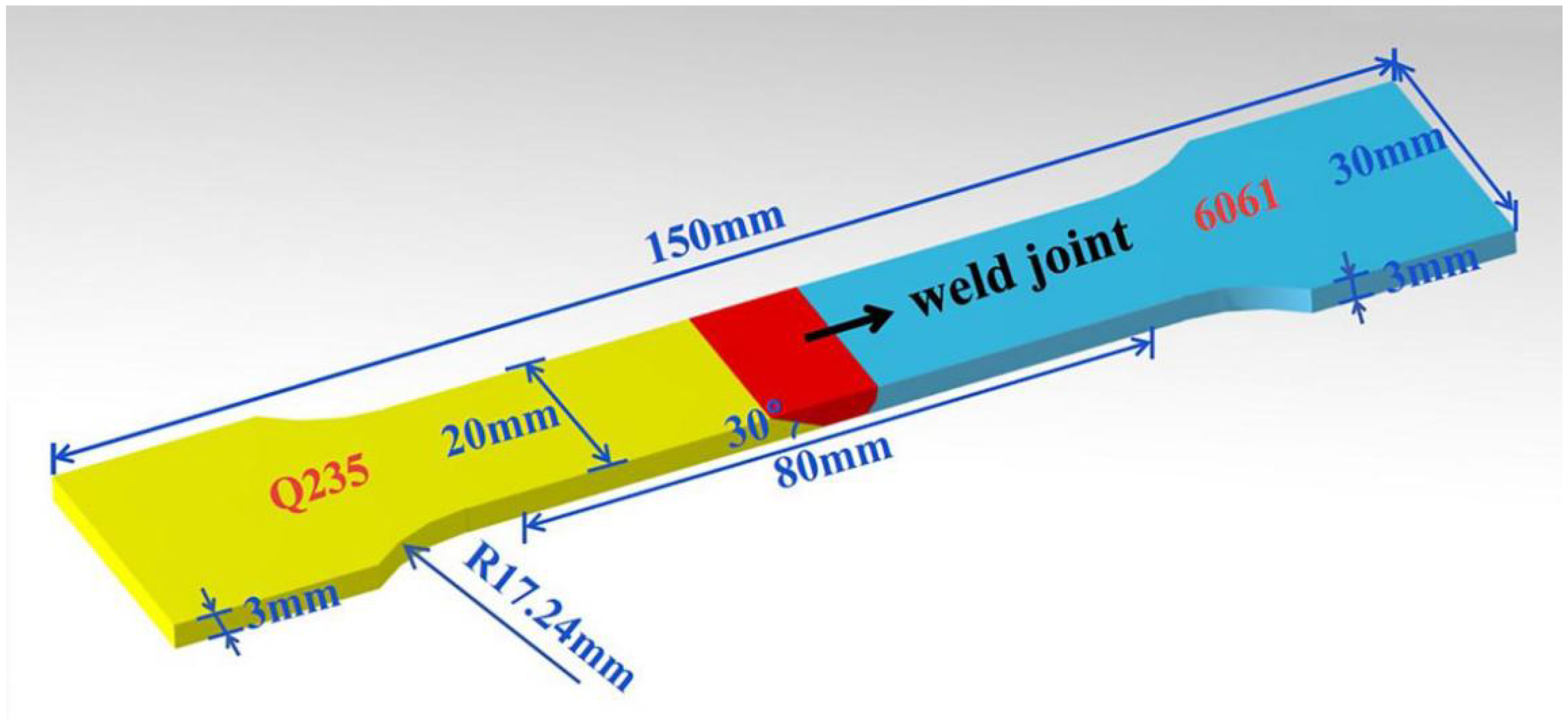
2.2.3. Mechanical Properties Test
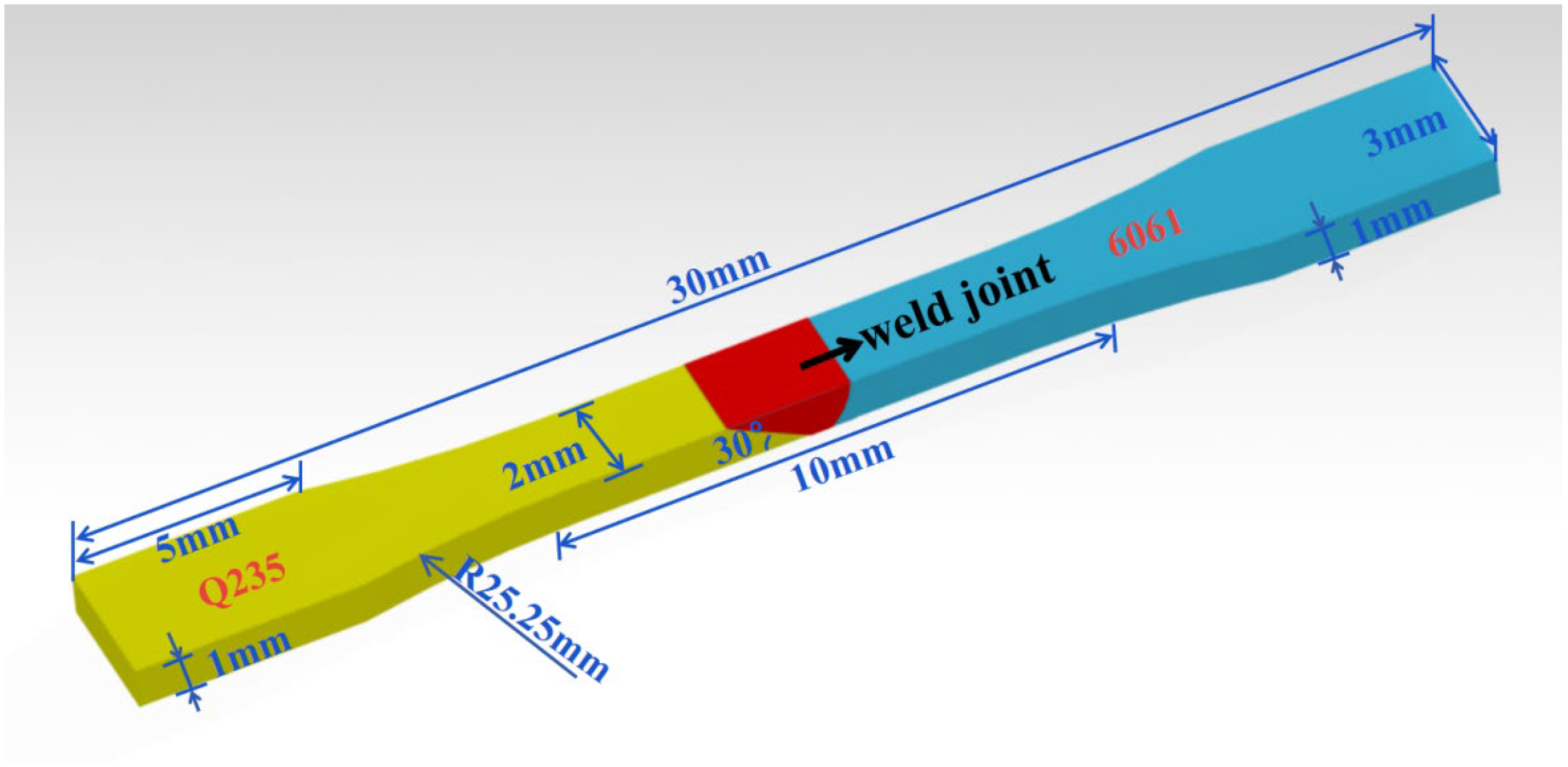
2.2.4. Fatigue Performance Test and Fatigue Fracture Appearance Observation
3. Results
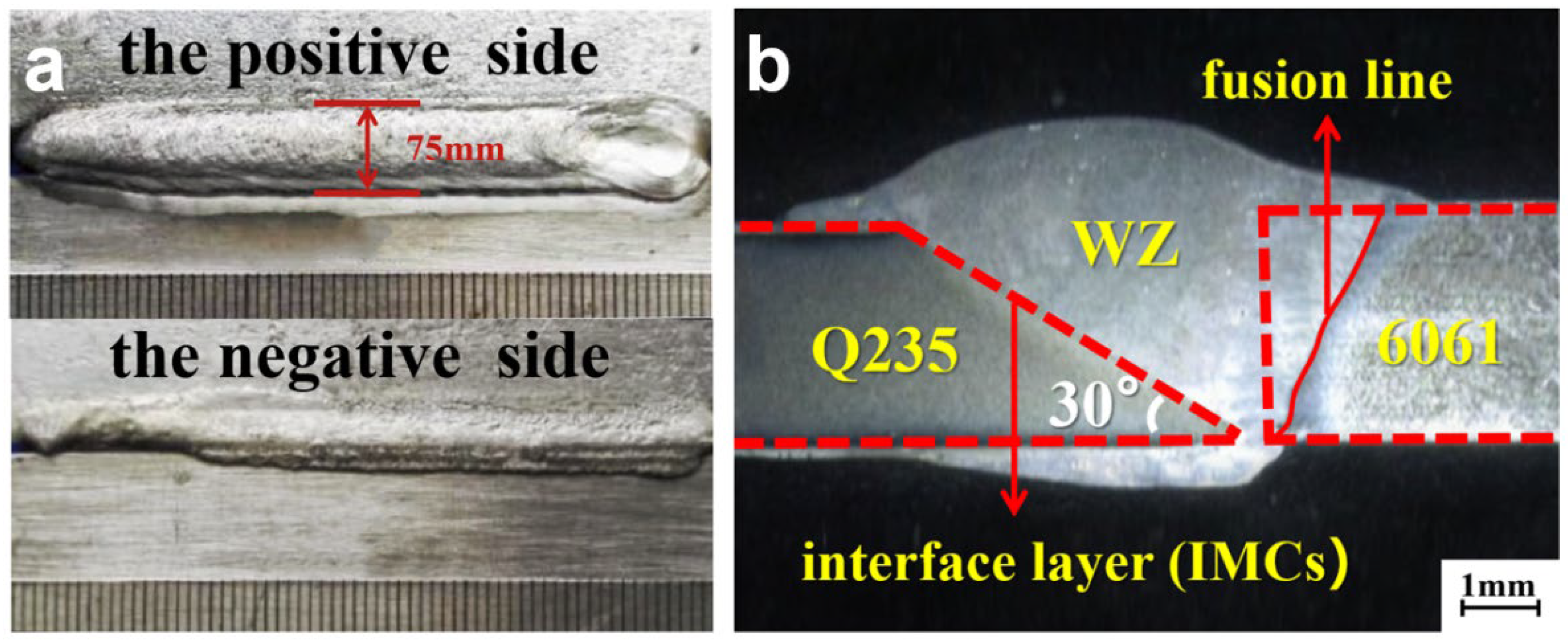
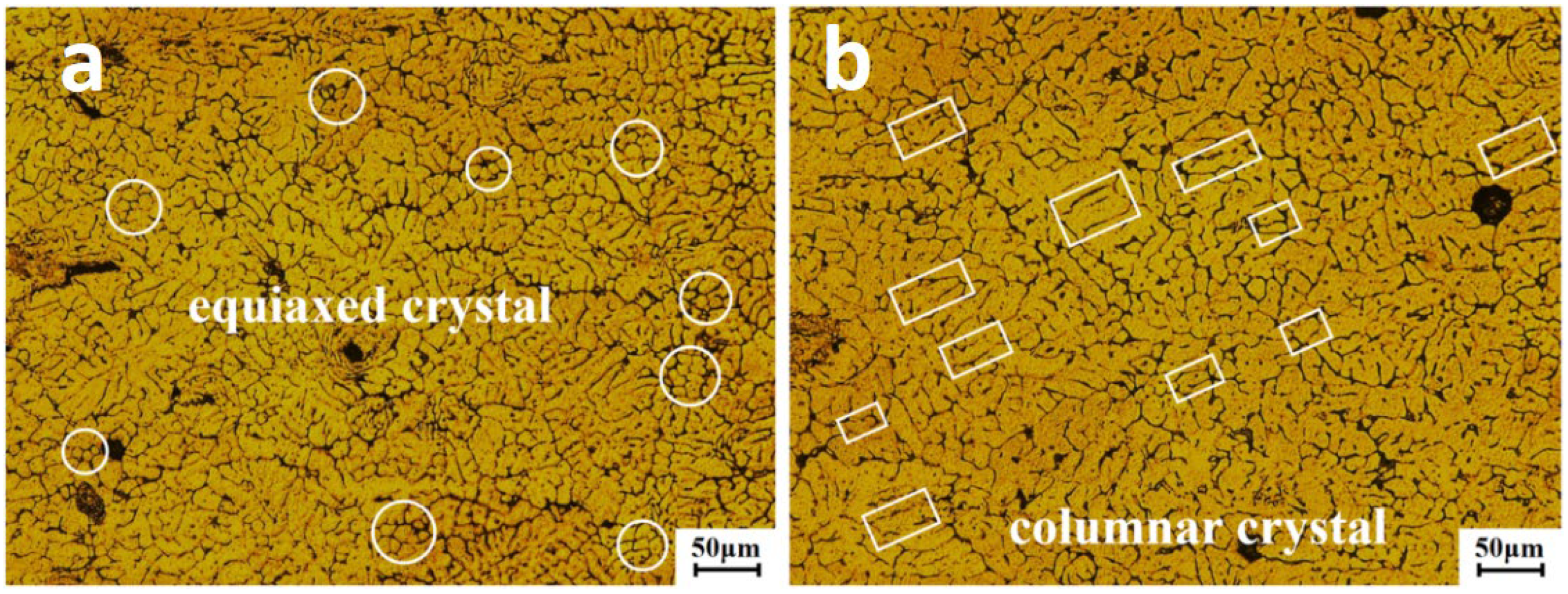
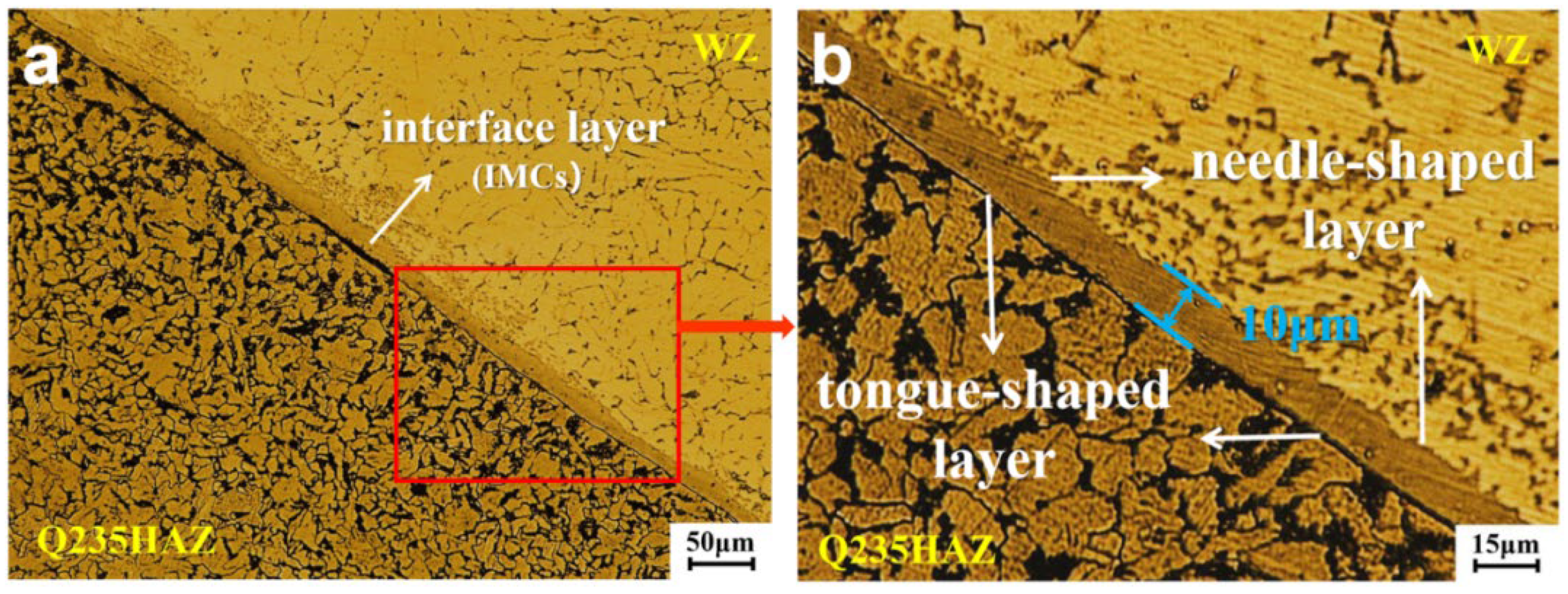
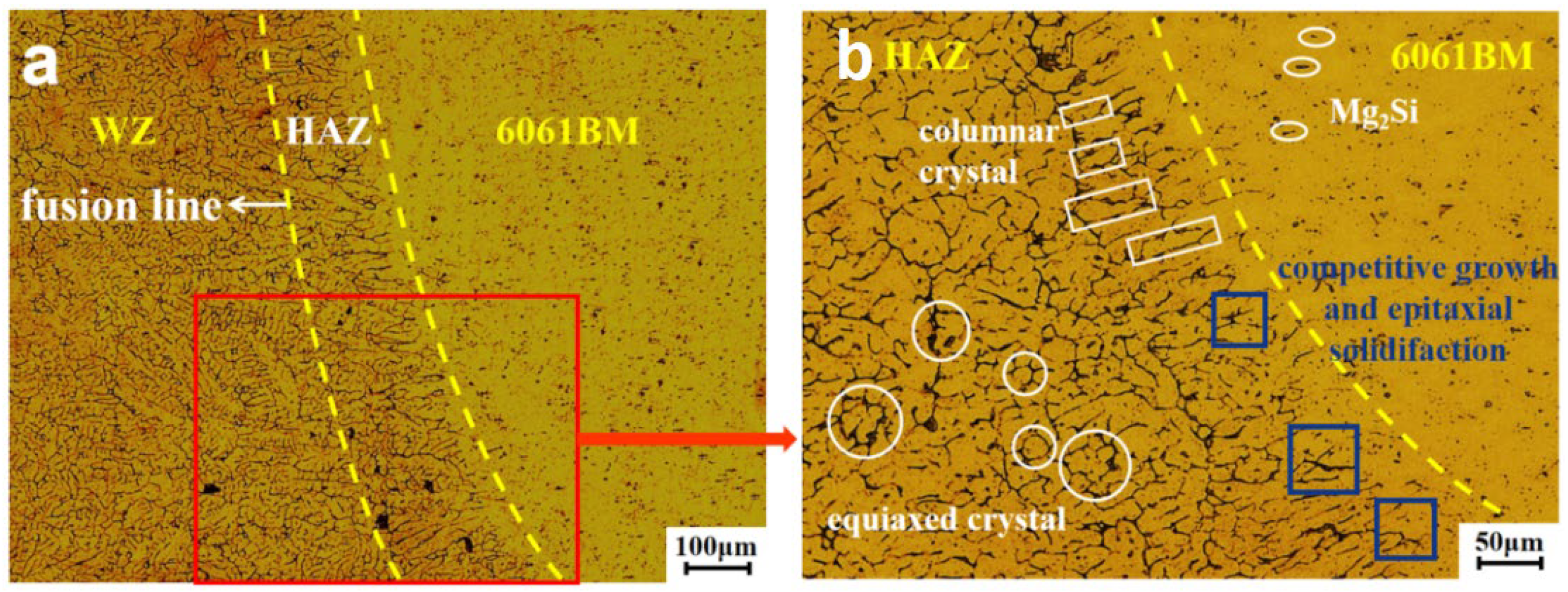
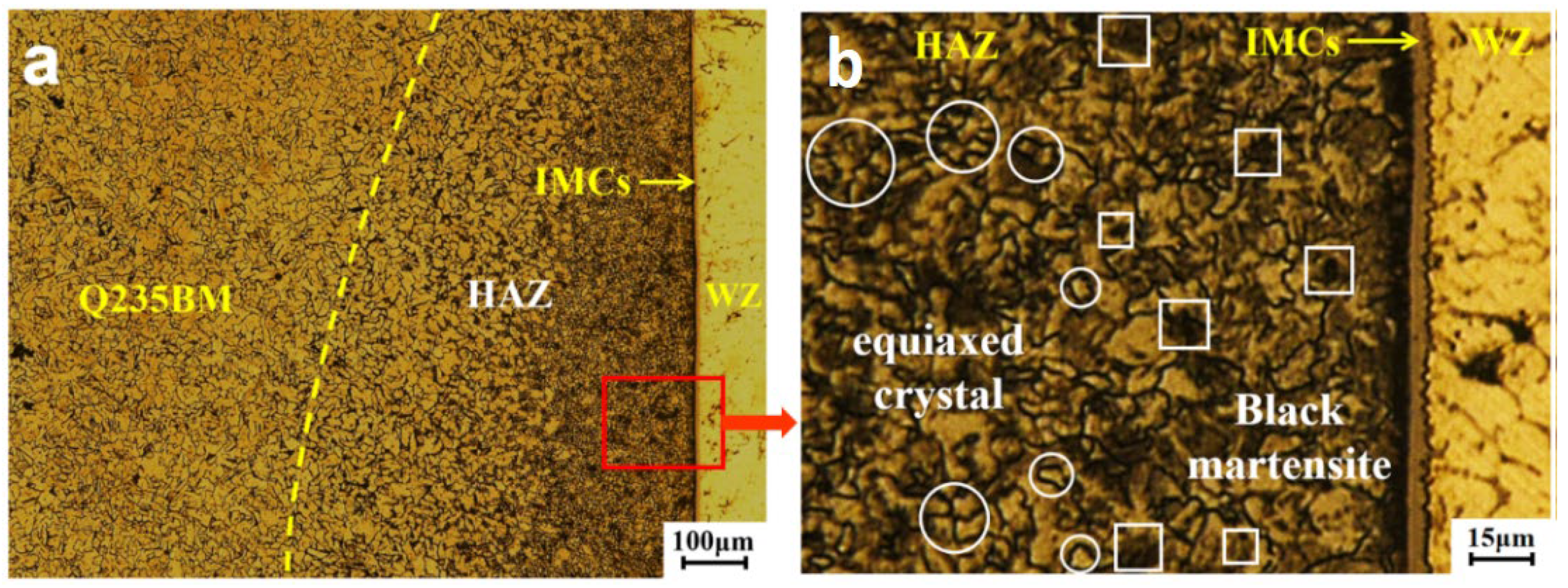
3.1. Microstructure of Welded Joint
3.2. Microhardness and Stretchability of Welded Joint
3.3. Fatigue Performance of Welded Joint
4. Discussion
4.1. Initiation of Fatigue Cracks
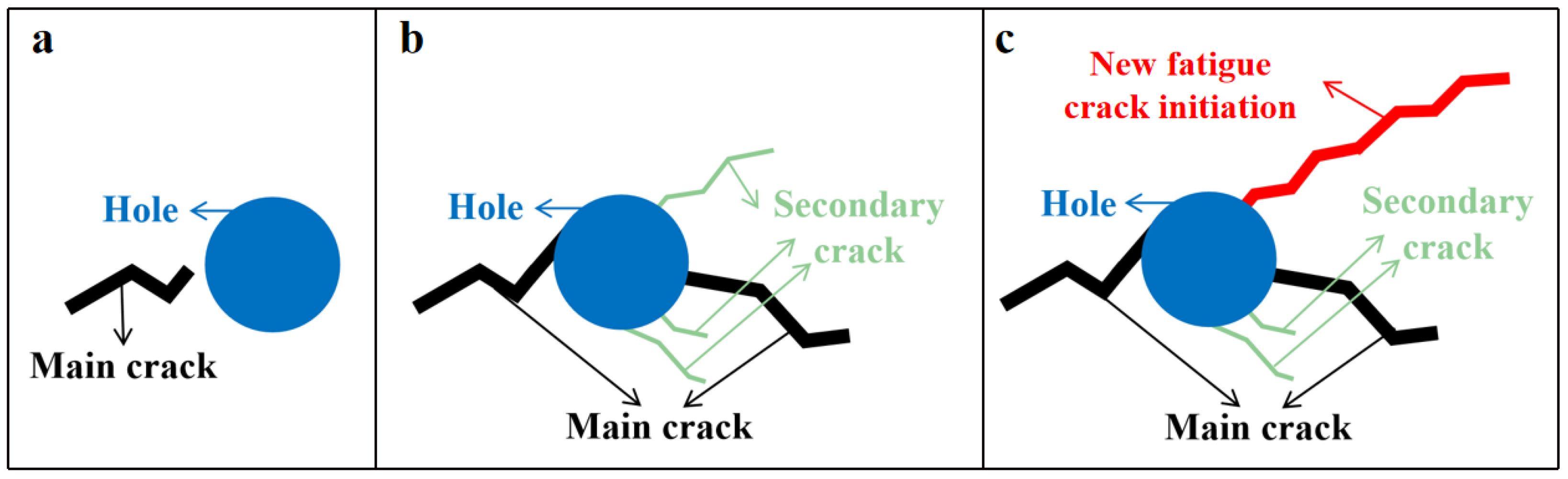
4.2. Extension of Fatigue Cracks
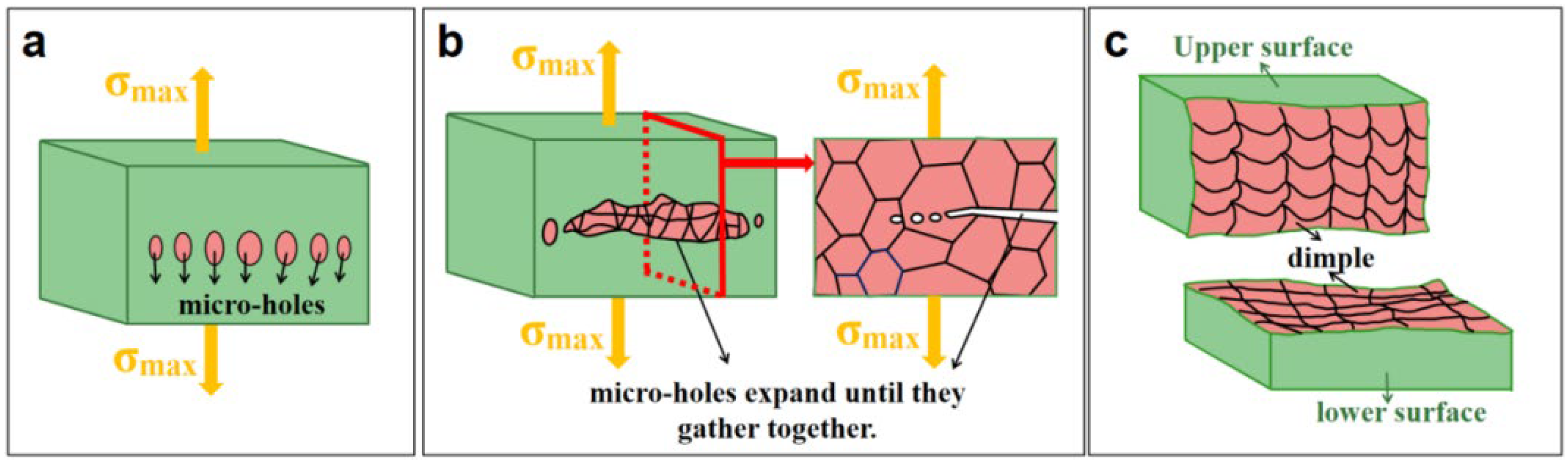
4.3. Instantaneous Fracture of Fatigue Coupon
4.4. Improved Fatigue Performance of Welded Joints
5. Conclusions
- The welded joint composed of the weld zone, the interface layer, and the welding heat-affected zone is well formed and has a height of 75 mm. The HAZ near the aluminum side has the lowest microhardness (43 HV) and the interface layer has the maximum microhardness (280 HV). The tensile strength of the welded joint is 110.83 MPa.
- The fatigue strength limit of the fatigue coupon is 170 MPa. In the fatigue process the ratchet effect occurs; the coupon first experiences cyclic hardening and then cyclic softening. The coupon was broken at interface layer or weld zone where the fatigue strength limit is low.
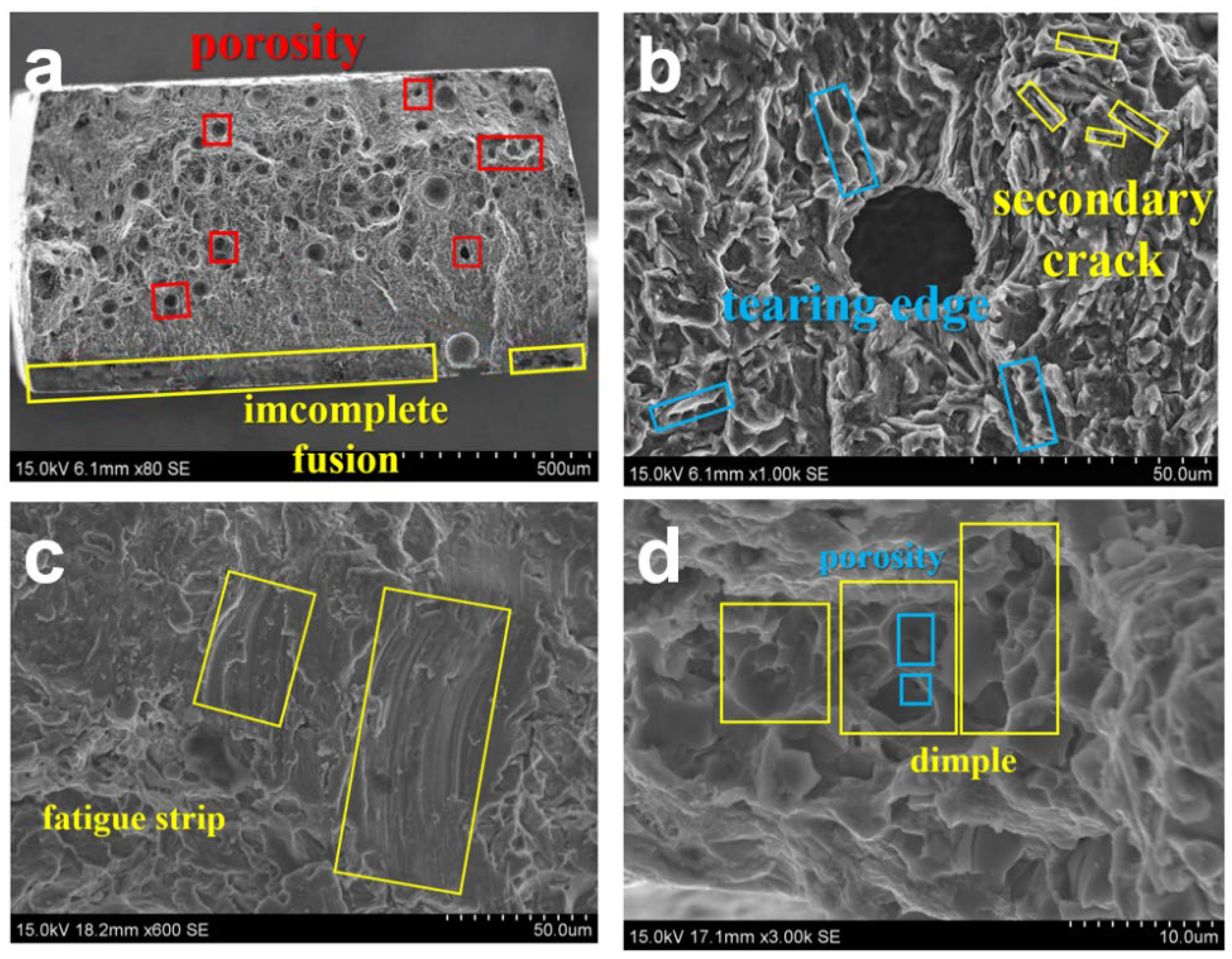
- The fatigue crack initiation is mainly caused by: (1) inclusions and second-phase particles; and (2) porosity and incomplete fusion; only microcracks with very favorable slip can expand. When cracks encounter holes during expansion, the expansion direction will change. The fatigue coupon displays a toughness fracture in the instantaneous fracture zone.
- The most important part of the welding process is to minimize the occurrence of defects: first, by limiting the incorporation of hydrogen into metals and reduce sources of hydrogen; second, by choosing suitable welding materials; and finally, by controlling the welding process and choosing standardized operations.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, Y.; Yao, Y.; Ye, H.; Zhang, L. Study on microstructure and properties of dissimilar welded joints of steel and aluminum by CMT welding process. IOP Conf. Ser. Mater. Sci. Eng. 2018, 382, 042025. [Google Scholar] [CrossRef]
- Agudo, L.; Eyidi, D.; Schmaranzer, C.H.; Arenholz, E.; Jank, N.; Bruckner, J.; Pyzalla, A.R. Intermetallic FexAly-phases in a steel/Al-alloy fusion weld. J. Mater. Sci. 2007, 42, 4205–4214. [Google Scholar] [CrossRef]
- Selvamani, S.T.; Govindarajan, P.; Ajaymohan, M.; Hariharan, S.J.; Vigneshwar, M. Correlation between Micro hardness and Microstructure of CMT Welded AA 7075 Al Alloy. IOP Conf. Ser. Mater. Sci. Eng. 2018, 390, 012058. [Google Scholar] [CrossRef] [Green Version]
- Fukumoto, S. Amorphization by friction welding between 5052 aluminum alloy and 304 stainless steel. Scr. Mater. 2000, 42, 807–812. [Google Scholar] [CrossRef]
- Hou, F.; Li, Y.; Qu, R. Research on explosive welding of 5083 aluminum alloy and CCSB steel. Mater. Dev. Appl. 2014, 29, 5. [Google Scholar]
- Cakmakkaya, M.; Talas, S. Joining of microwave sintered Fe-26Al, Fe-30Al, Fe-26Al-14Ti and Fe-30Al-14Ti powder mixtures by diffusion bonding using Cu interlayer. J. Fac. Eng. Archit. Gazi Univ. 2012, 27, 91–98. [Google Scholar]
- Xueqin, L.; Shanglei, Y.; Yixiong, W. Brazing of transition layer between aluminum alloy and stainless steel. Chin. J. Weld. 2004, 25, 5. [Google Scholar]
- Peng, L.; Yajiang, L.; Juan, W.; Jishi, G. Vacuum brazing technologyand microstructure near the interface of Al/18-8 stainless steel. Mater. Res. Bull. 2003, 38, 1493–1499. [Google Scholar] [CrossRef]
- Koltsov, A.; Bailly, N.; Cretteur, L. Wetting and laser brazing of Zn-coated steel products by Cu–Si filler metal. J. Mater. Sci. 2010, 45, 2118–2125. [Google Scholar] [CrossRef]
- Yu, S.; Zhao, W.; Jiankang, H. Pulse bypass coupled arc MIG brazing process and joint microstructure analysis of aluminum-galvanized steel sheet. Chin. J. Weld. 2013, 34, 4. [Google Scholar]
- Song, J.L.; Lin, S.B.; Yang, C.L.; Fan, C.L. Effects of Si additions on intermetallic compound layer of aluminum-steel TIG welding-brazing joint. J. Alloy. Compd. 2009, 488, 217–222. [Google Scholar] [CrossRef]
- Dharmendra, C.; Rao, K.P.; Wilden, J.; Reich, S. Study on laser welding–brazing of zinc coated steel to aluminum alloy with a zinc based filler. Mater. Sci. Eng. A 2011, 528, 1497–1503. [Google Scholar] [CrossRef]
- Kowalski, M.; Rozumek, D. Numerical simulation of fatigue crack growth in steel-aluminium transition joint. AIP Conf. Proc. 2019, 2186, 170020. [Google Scholar]
- Liu, H.; Fujii, H.; Maeda, M.; Nogi, K. Tensile properties and fracture locations of friction-stir welded joints of 6061-T6 aluminum alloy. J. Mater. Sci. Lett. 2003, 22, 1061–1063. [Google Scholar] [CrossRef]
- Guo, C.; Lu, Q.H.; He, X.F.; Peng, B.R.; Guo, Y. Optical laser welding Q235 steel joint structure and performance under different cooling conditions. Mater. Res. Innov. 2015, 19, S9-82–S9-87. [Google Scholar] [CrossRef]
- Xiong, Q.; Yang, S.; Wang, Y.; Gu, J.; Duan, C.; Sang, S. Fatigue damage study of cold metal transition fusion-brazed aluminium/steel dissimilar joints. Sci. Technol. Weld. Join. 2020, 25, 265–272. [Google Scholar] [CrossRef]
- Tsunekawa, Y.; Taga, K.; Fukui, Y.; Okumiya, M. Appearance of Non-Equilibrium α-Aluminum Grains in Hypereutectic Al-Si Alloy through Sono-Solidification. Mater. Sci. Forum 2010, 638–642, 362–367. [Google Scholar] [CrossRef]
- Muncuţ, S.; Mortoiu, D.; Sima, G. Technology for Heterogeneous Joining of Thin Zinc-Plated Steel Sheet with Aluminum. Nonconv. Technol. Rev. 2011, 15, 73–77. [Google Scholar]
- Forsyth, P.J.E. The Physical Basis of Metal Fatigue; Elsevier: Amsterdam, The Netherlands, 1969. [Google Scholar]
- Mecke, K.; Blochwitz, C. Internal displacements of persistent slip bands in cyclically deformed nickel single crystals. Phys. Status Solidi A 2010, 61, K5–K7. [Google Scholar] [CrossRef]
- Dörr, G.; Blochwitz, C. Microcracks in fatigued FCC polycrystals by interaction between persistent slip bands and grain boundaries. Cryst. Res. Technol. 2010, 22, 113–121. [Google Scholar] [CrossRef]
- Lü, N.C.; Cheng, Y.H.; Jin, C.; Chen, Y.L. Dislocation distribution function of two fracture dynamics problems concerning aluminum alloys. In Trade Policies for International Competitiveness; University of Chicago Press: Chicago, IL, USA, 2008. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Content Element | Si | Fe | Cu | Mn | Mg | Zn | Cr | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| 6061 | 0.4~0.8 | 0.7 | 0.15~0.4 | 0.15 | 0.8~1.2 | 0.25 | 0.04~0.35 | 0.15 | margin |
| Material Content Element | C | Si | Mn | S | P |
|---|---|---|---|---|---|
| Q235 (B) | 0.12~0.20 | ≤0.30 | 0.30~0.70 | ≤0.45 | ≤0.45 |
| Material Content Element | Si | Fe | Cu | Mn | Mg | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| ER4043 (AlSi5) | 4.5~6.0 | ≤0.8 | ≤0.30 | ≤0.05 | ≤0.05 | ≤0.10 | ≤0.2 | margin |
| Material Numerical Value Properties | Density (g·cm−3) | Hardness (HV) | Melting Point (°C) | Elongation Rate (%) | Tensile Strength (MPa) | Yield Strength (MPa) |
|---|---|---|---|---|---|---|
| 6061 | 2.73 | 95 | 580~650 | 25.0 | 290 | 240 |
| Q235 | 7.86 | 140 | 1500 | ≥26 | 370~500 | 235 |
| ER4043 (AlSi5) | - | - | 580~620 | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fang, Y.; Yang, S.; Huang, Y.; Meng, X. Study of Microstructure and Fatigue in Aluminum/Steel Butt Joints Made by CMT Fusion-Brazing Technology. Materials 2022, 15, 2367. https://doi.org/10.3390/ma15072367
Fang Y, Yang S, Huang Y, Meng X. Study of Microstructure and Fatigue in Aluminum/Steel Butt Joints Made by CMT Fusion-Brazing Technology. Materials. 2022; 15(7):2367. https://doi.org/10.3390/ma15072367
Chicago/Turabian StyleFang, Yu, Shanglei Yang, Yubao Huang, and Xuan Meng. 2022. "Study of Microstructure and Fatigue in Aluminum/Steel Butt Joints Made by CMT Fusion-Brazing Technology" Materials 15, no. 7: 2367. https://doi.org/10.3390/ma15072367
APA StyleFang, Y., Yang, S., Huang, Y., & Meng, X. (2022). Study of Microstructure and Fatigue in Aluminum/Steel Butt Joints Made by CMT Fusion-Brazing Technology. Materials, 15(7), 2367. https://doi.org/10.3390/ma15072367