
Humping Formation and Suppression in High-Speed Laser Welding


Abstract
:1. Introduction
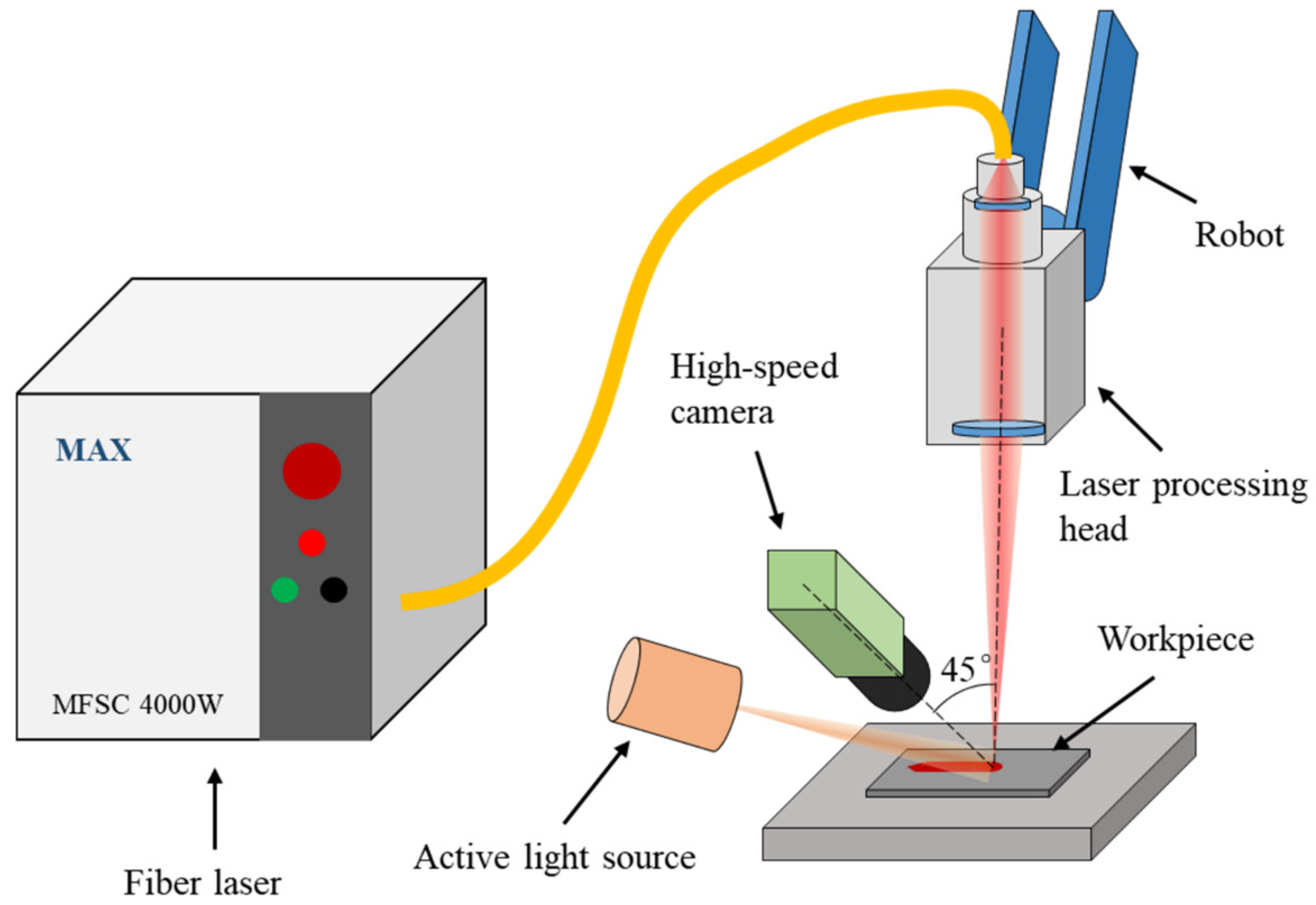
2. Experimental Setup and Procedure
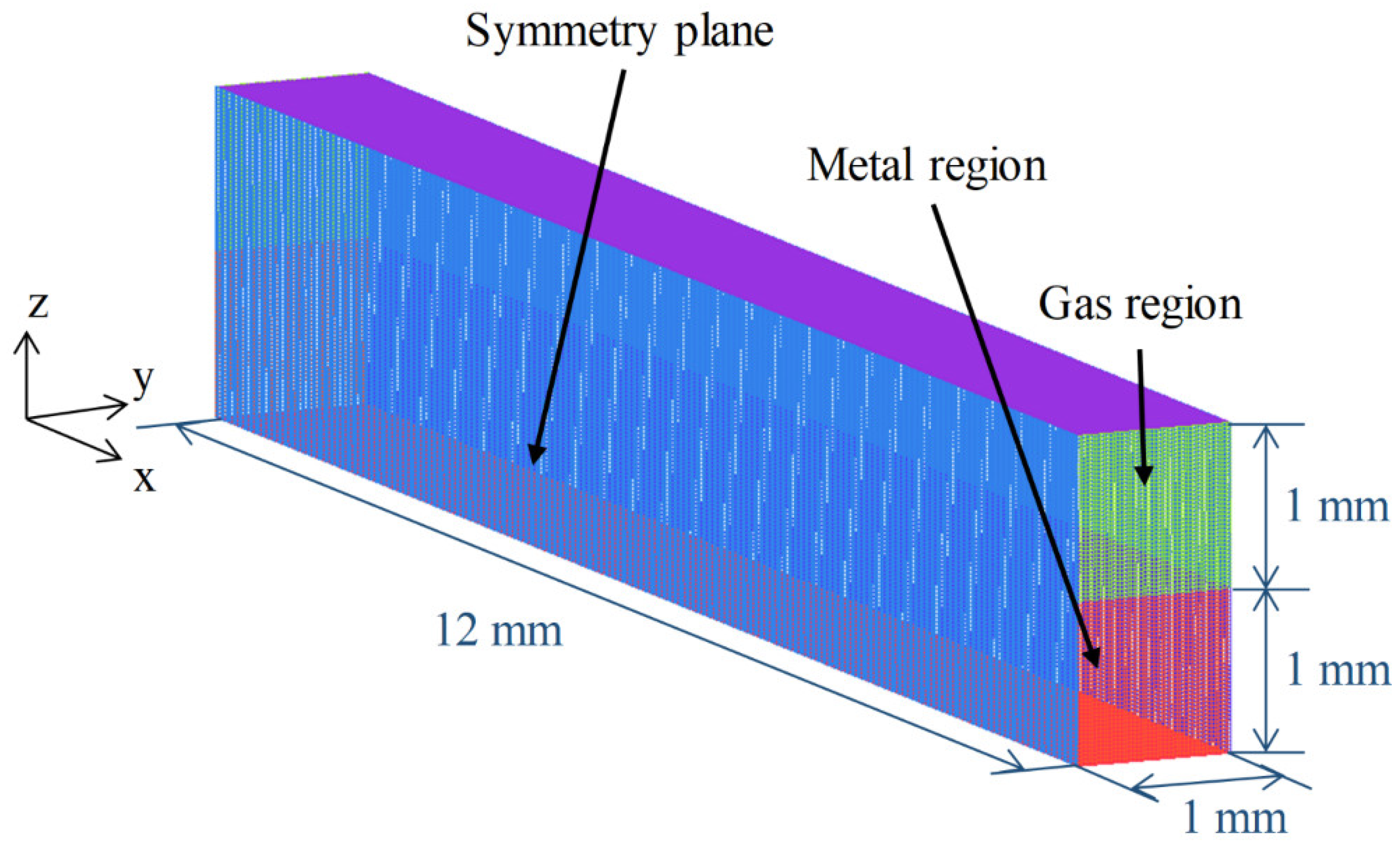
3. Numerical Simulation Model
3.1. Assumptions and Governing Equations
3.2. Melting and Solidification
3.3. Vaporization and Condensation
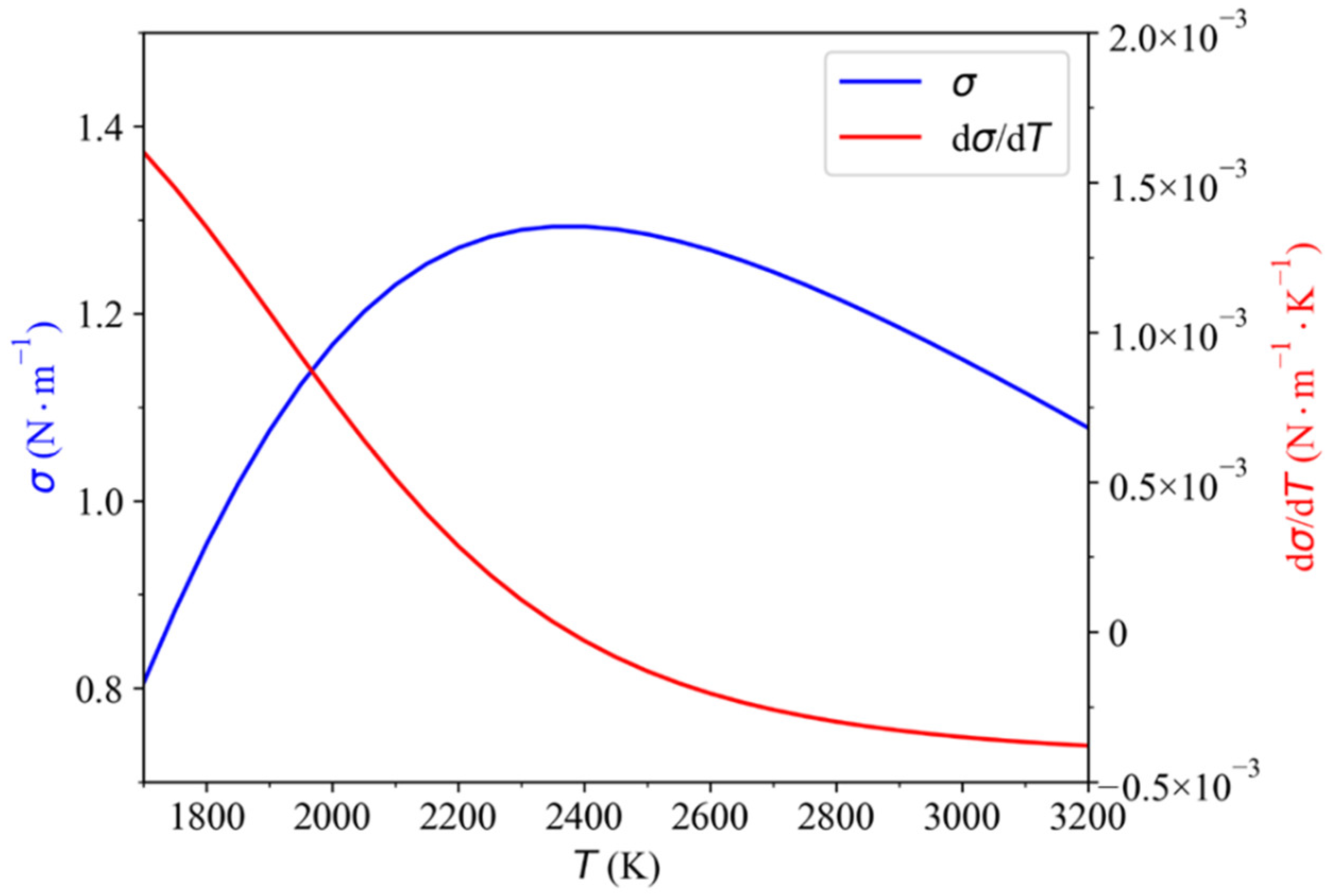
3.4. Surface Tension and Recoil Pressure
3.5. Boundary Condition
3.6. Laser Heat Source
3.7. Numerical Consideration
4. Results and Discussion
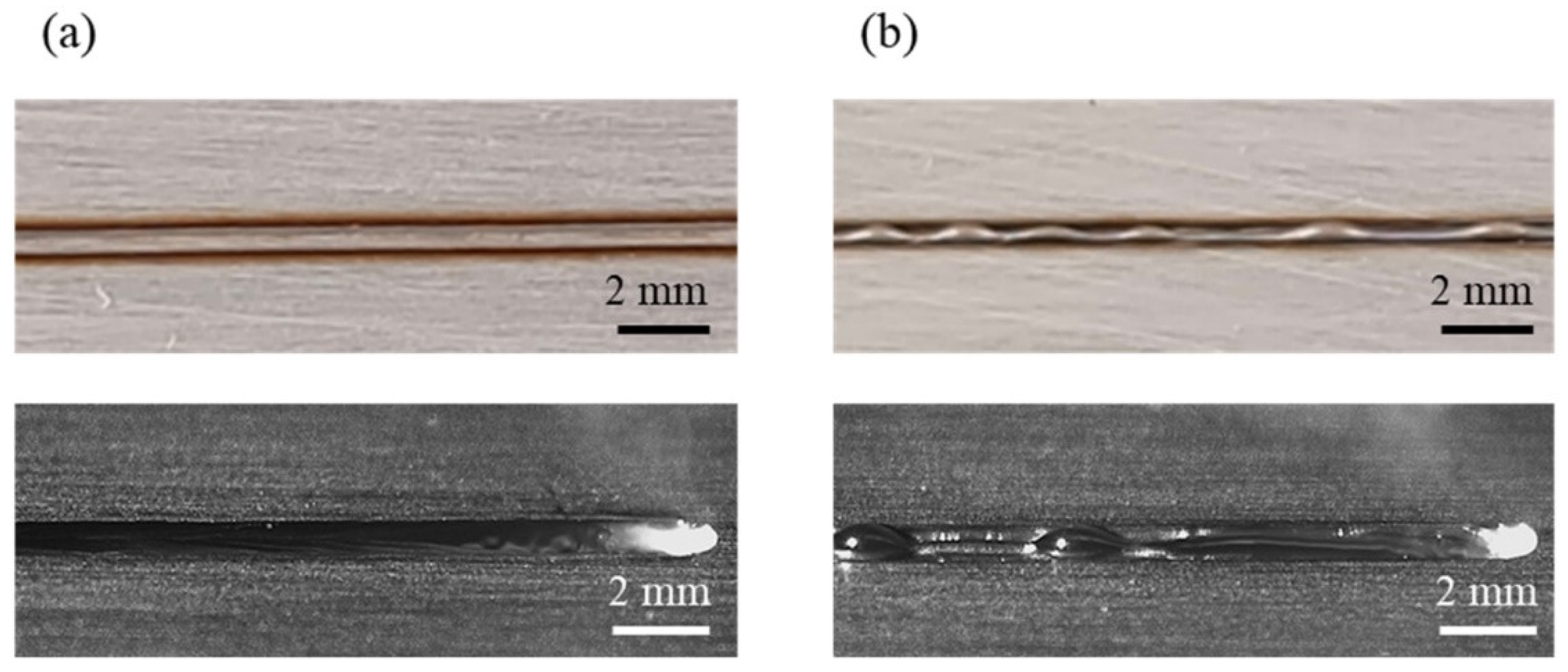
4.1. Validation of the Simulation Model
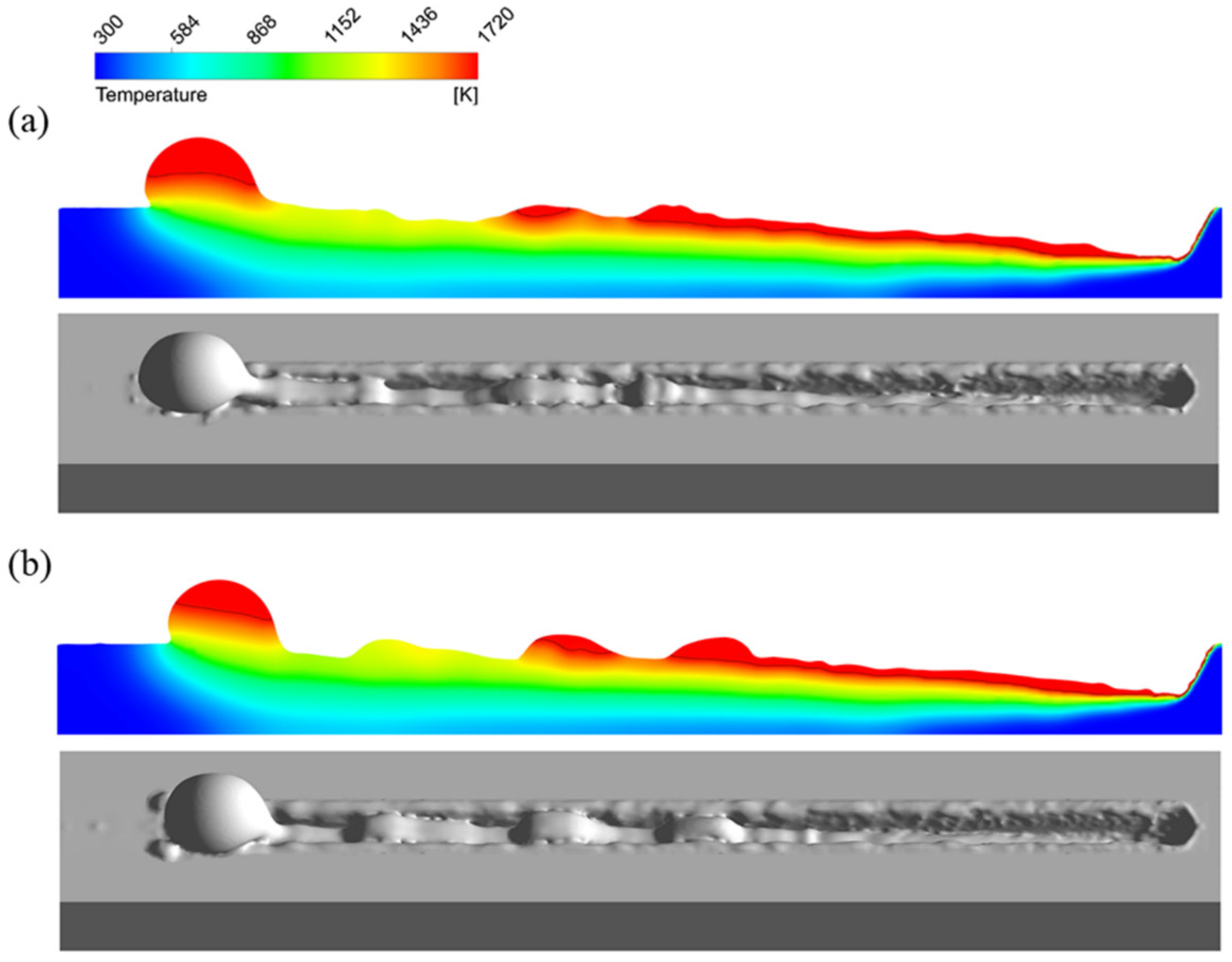
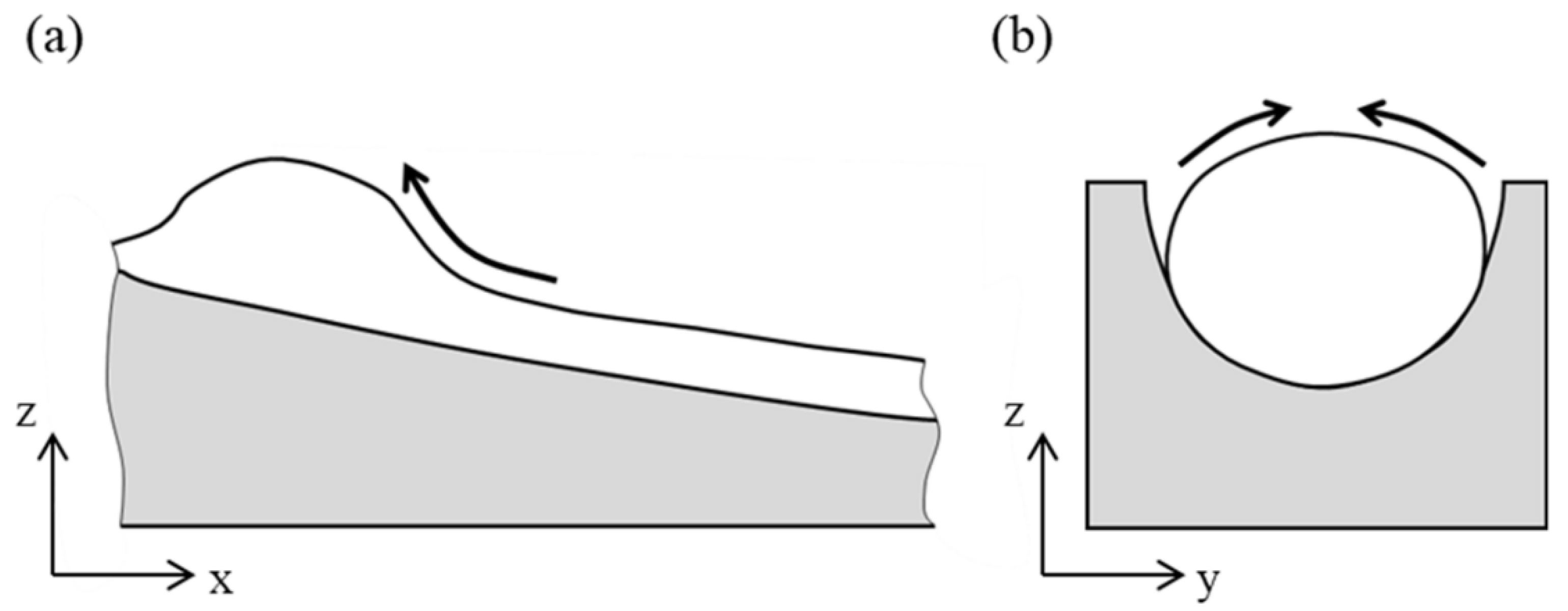
4.2. Melt Pool Behavior and Humping Formation
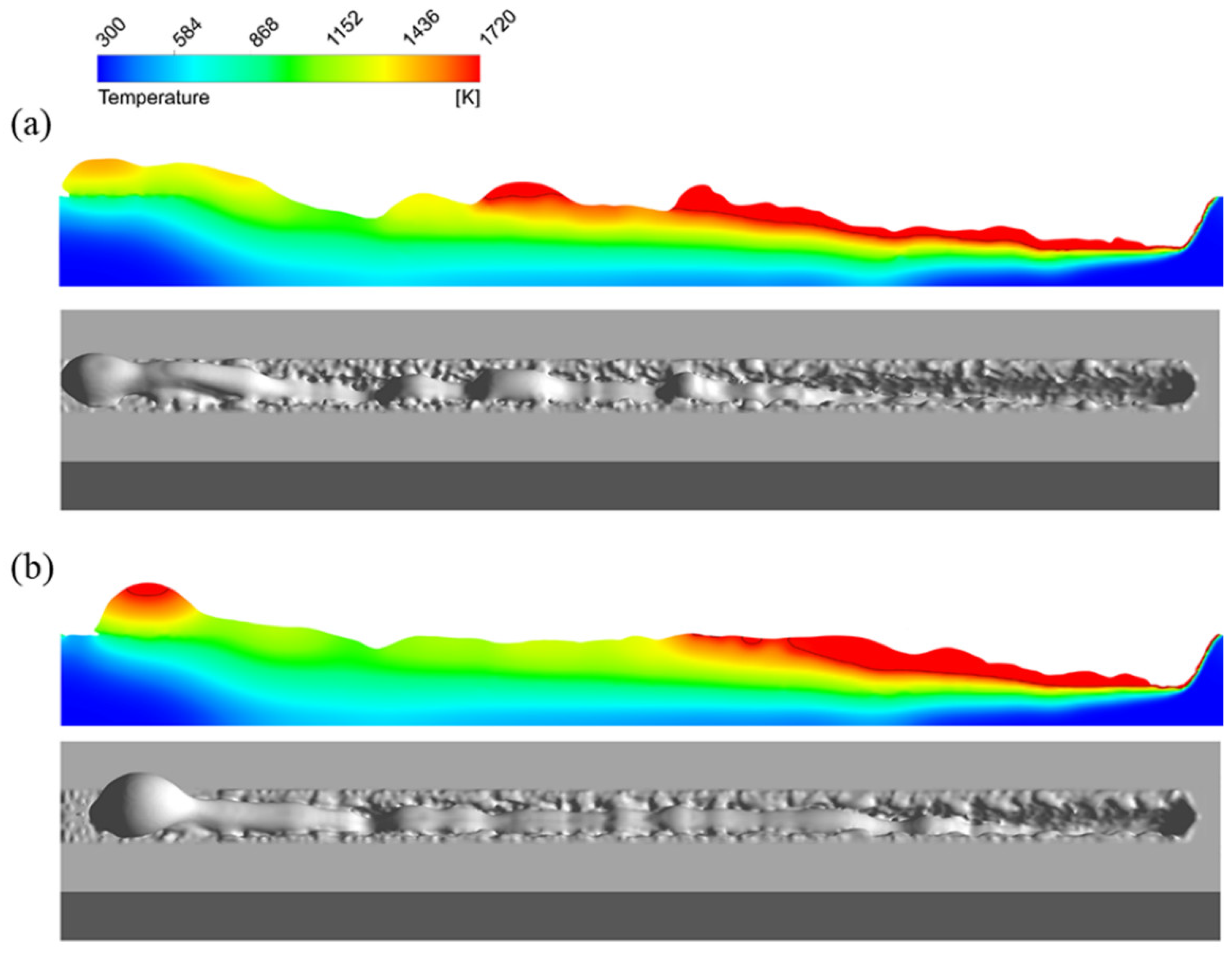
4.3. Effect of Surface Tension and Marangoni Force
4.4. Effect of Viscous Force
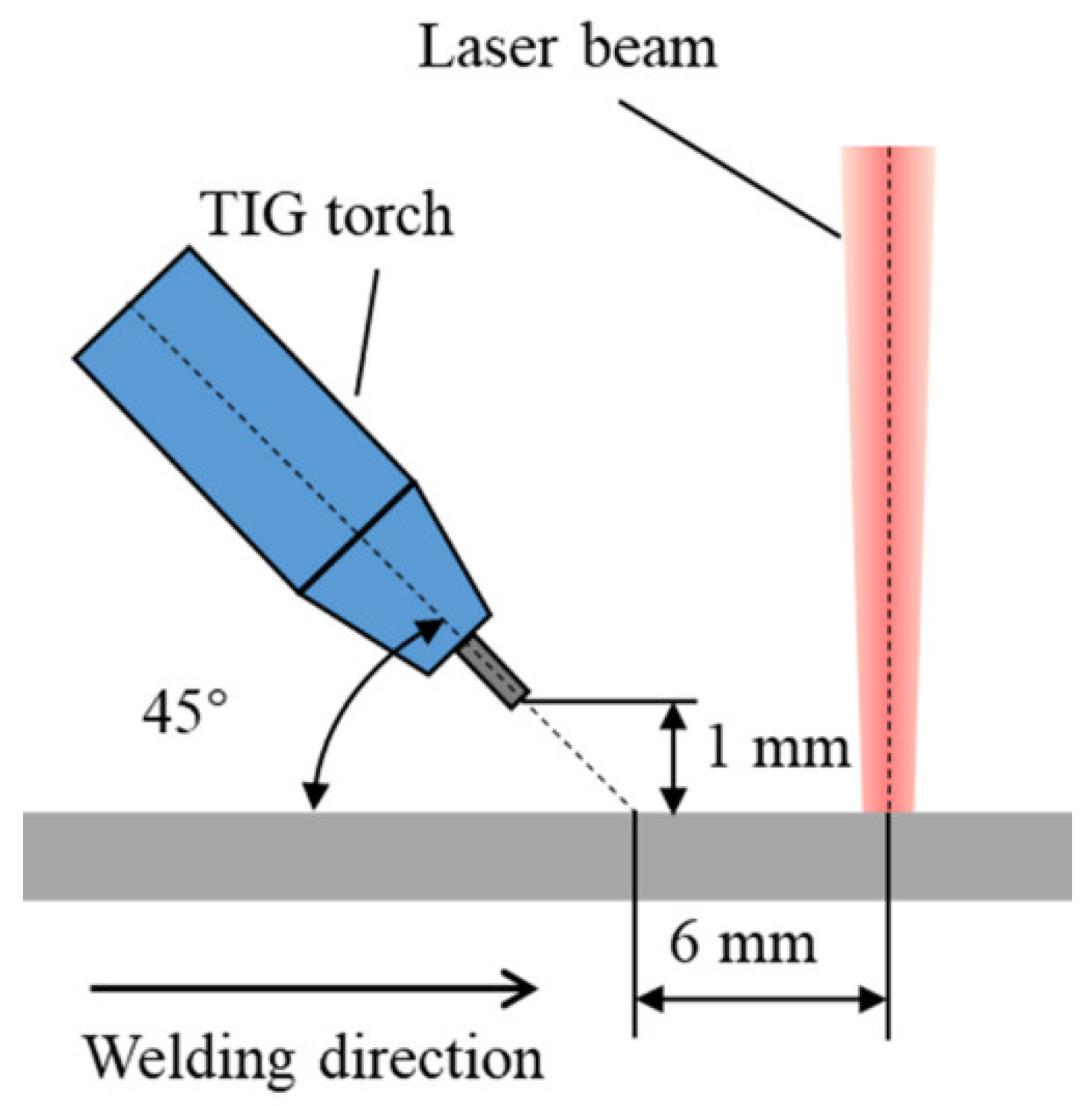
5. Humping Suppression by TIG Arc
6. Conclusions
- (1)
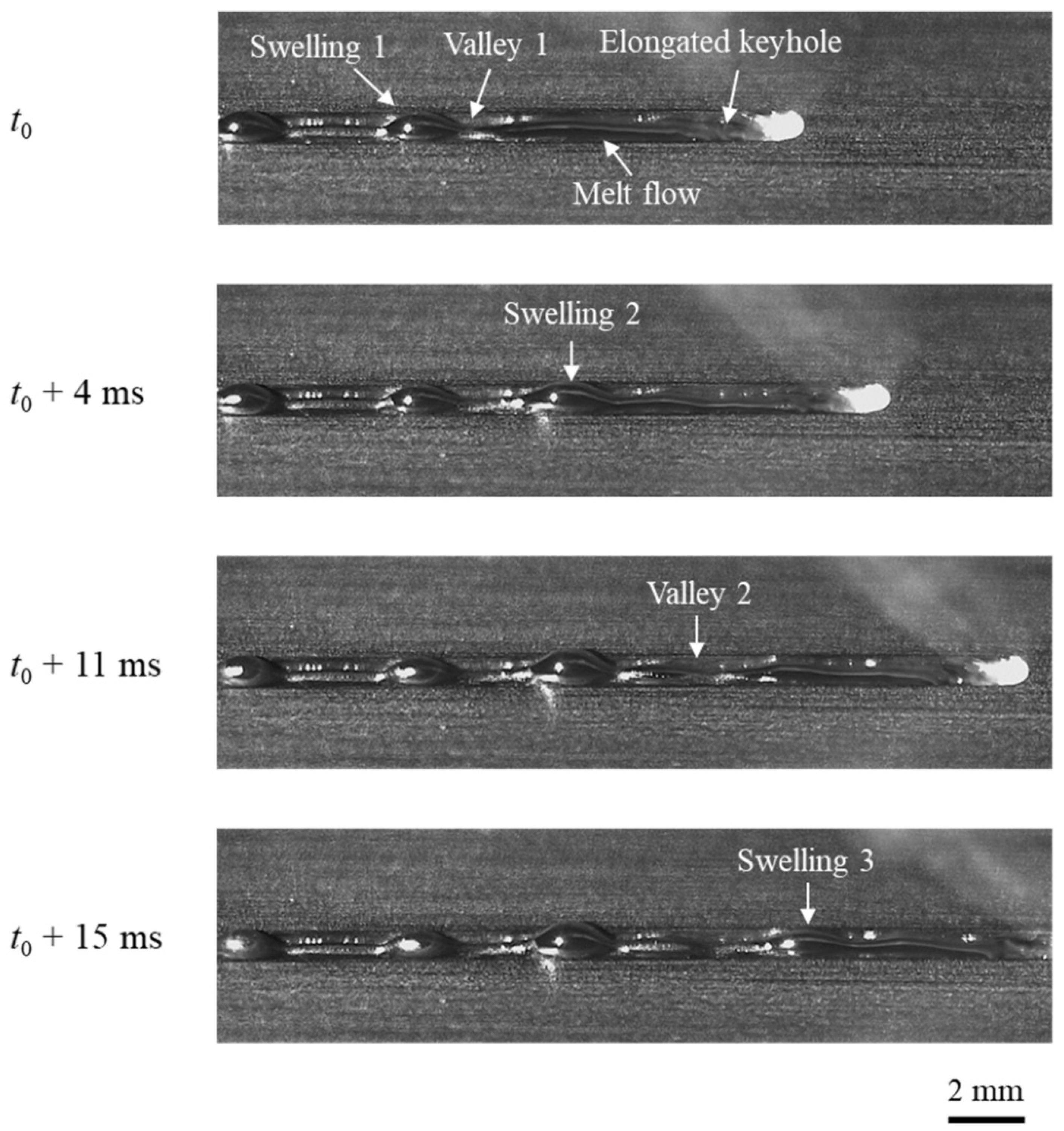
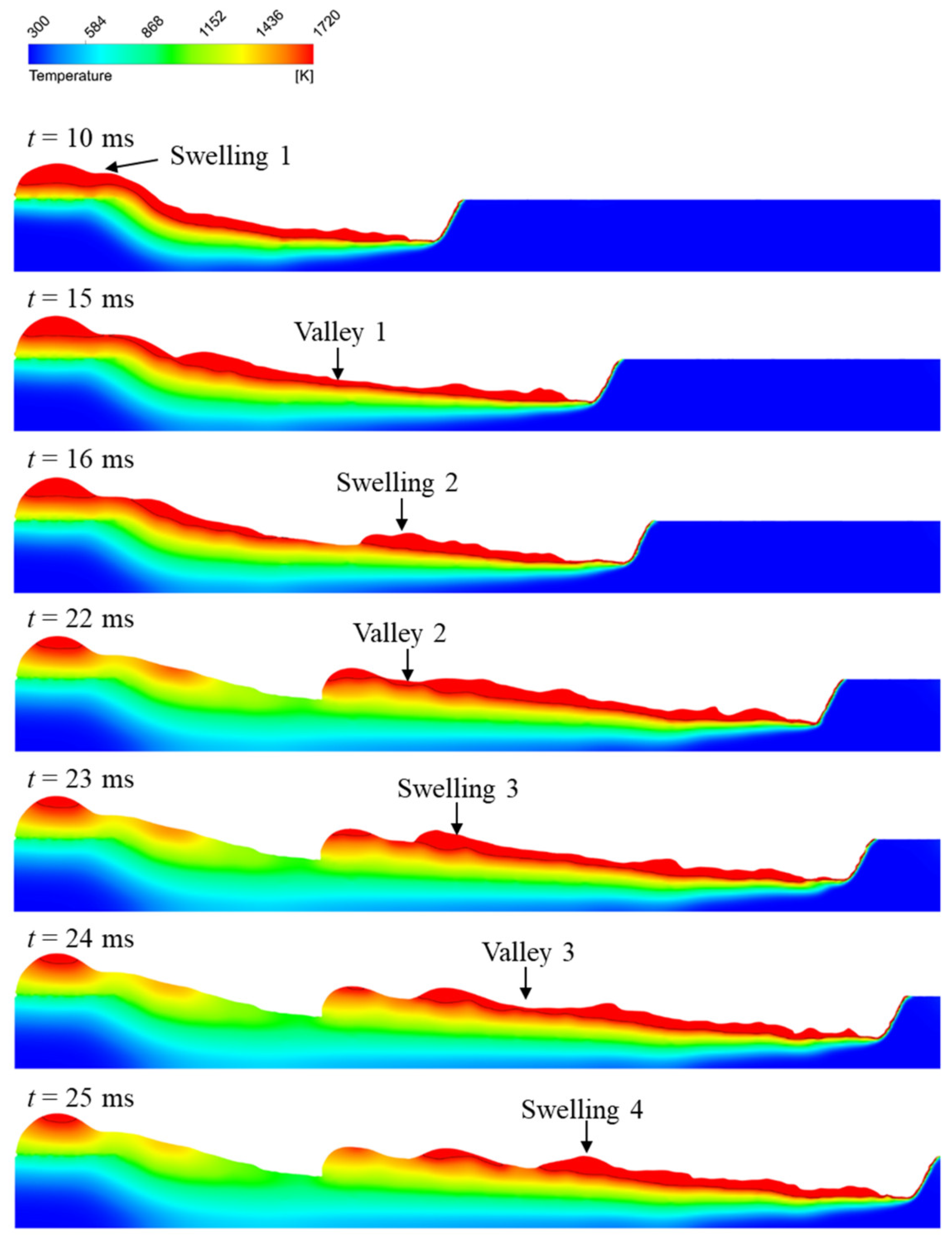
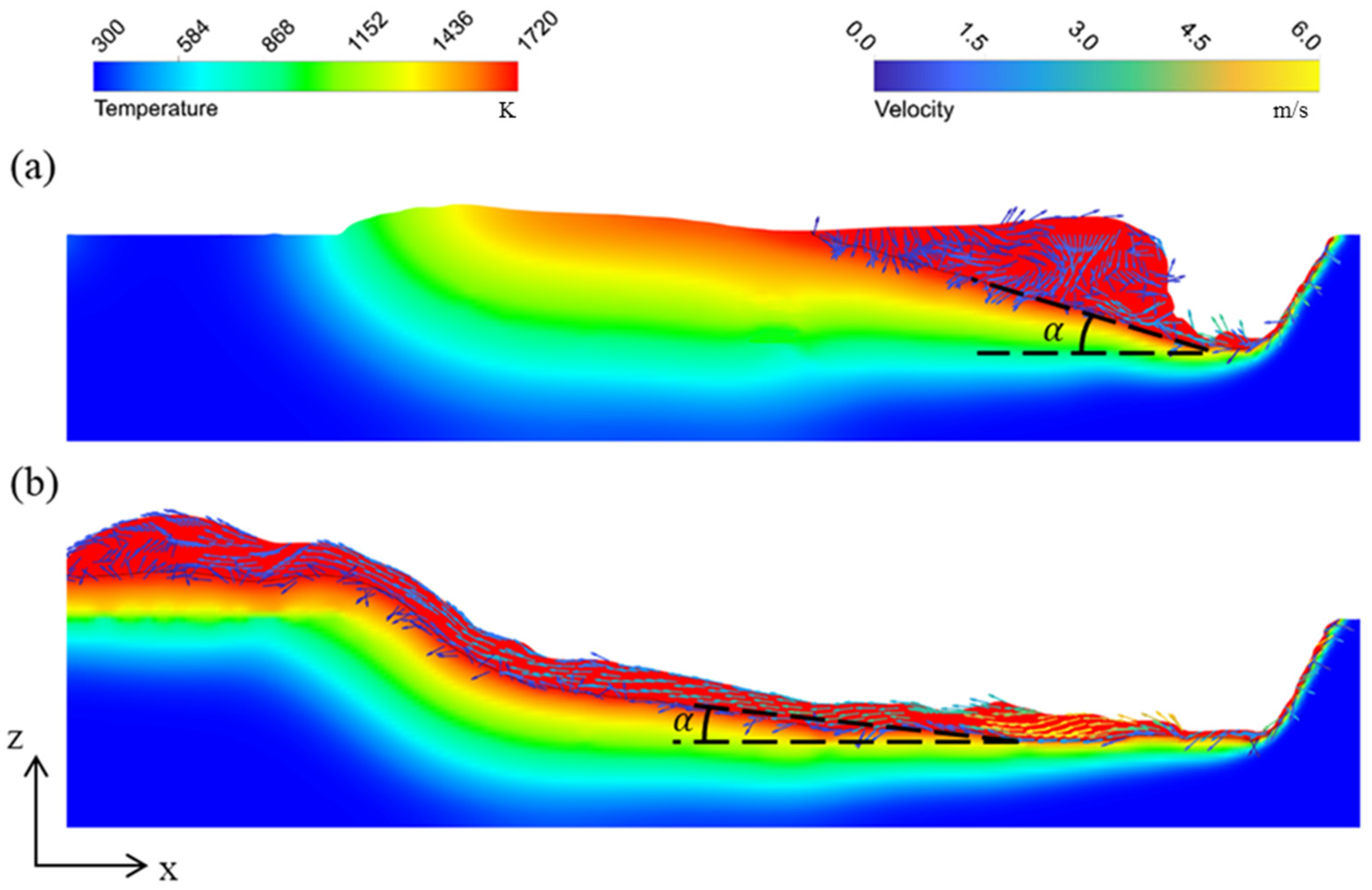
- At high welding speed, the high-speed rearward melt flow caused by recoil pressure is hindered by the solidified region and accumulates, causing the formation of swelling. Then, under the effect of surface tension, the swelling grows. This process repeats leading to humping.
- (2)
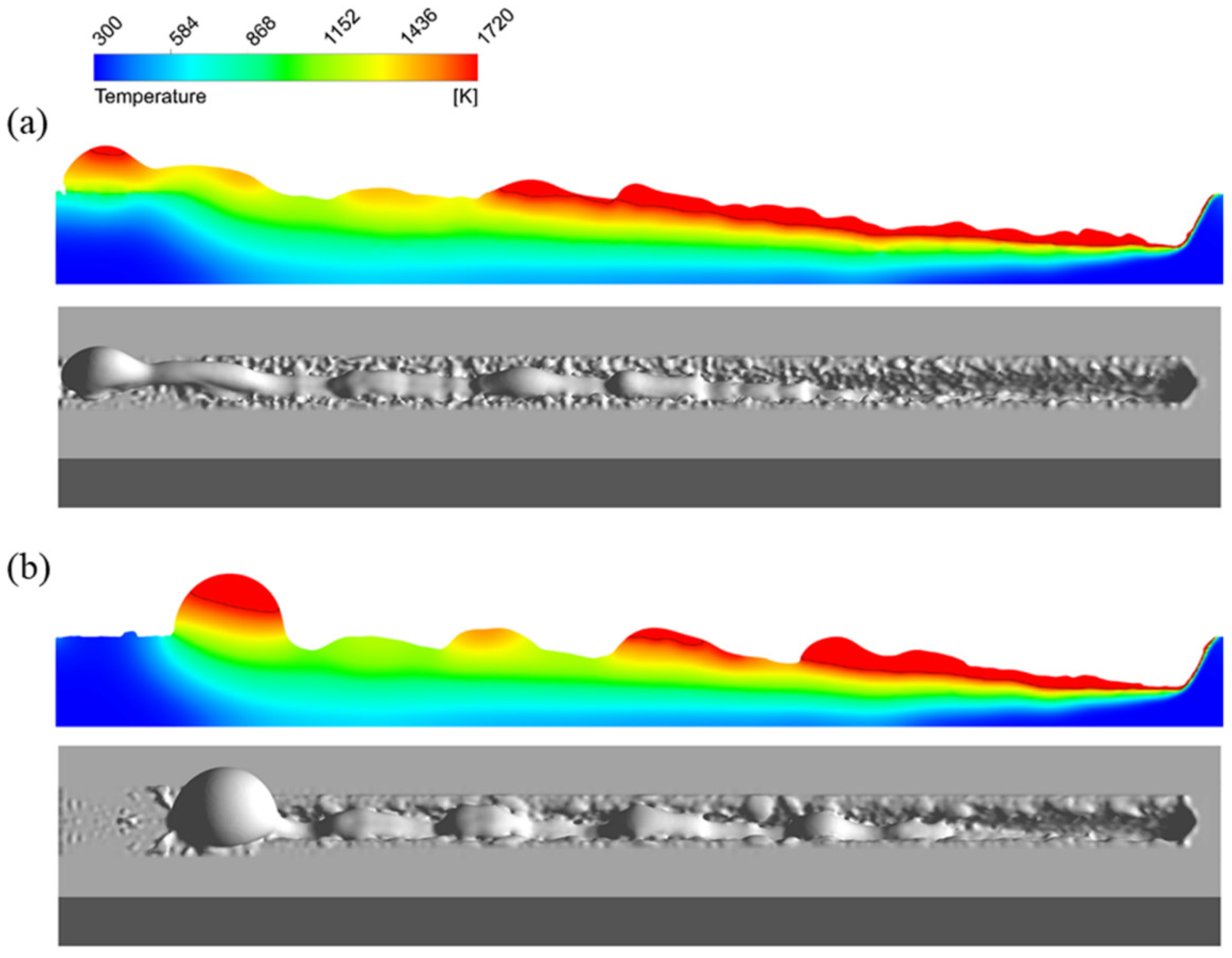
- The increase in surface tension and Marangoni force can lead more molten metal to flow into the swelling and promote the humping formation process.
- (3)
- The increase in viscosity of the molten metal can decelerate the melt flow and help humping mitigation.
- (4)
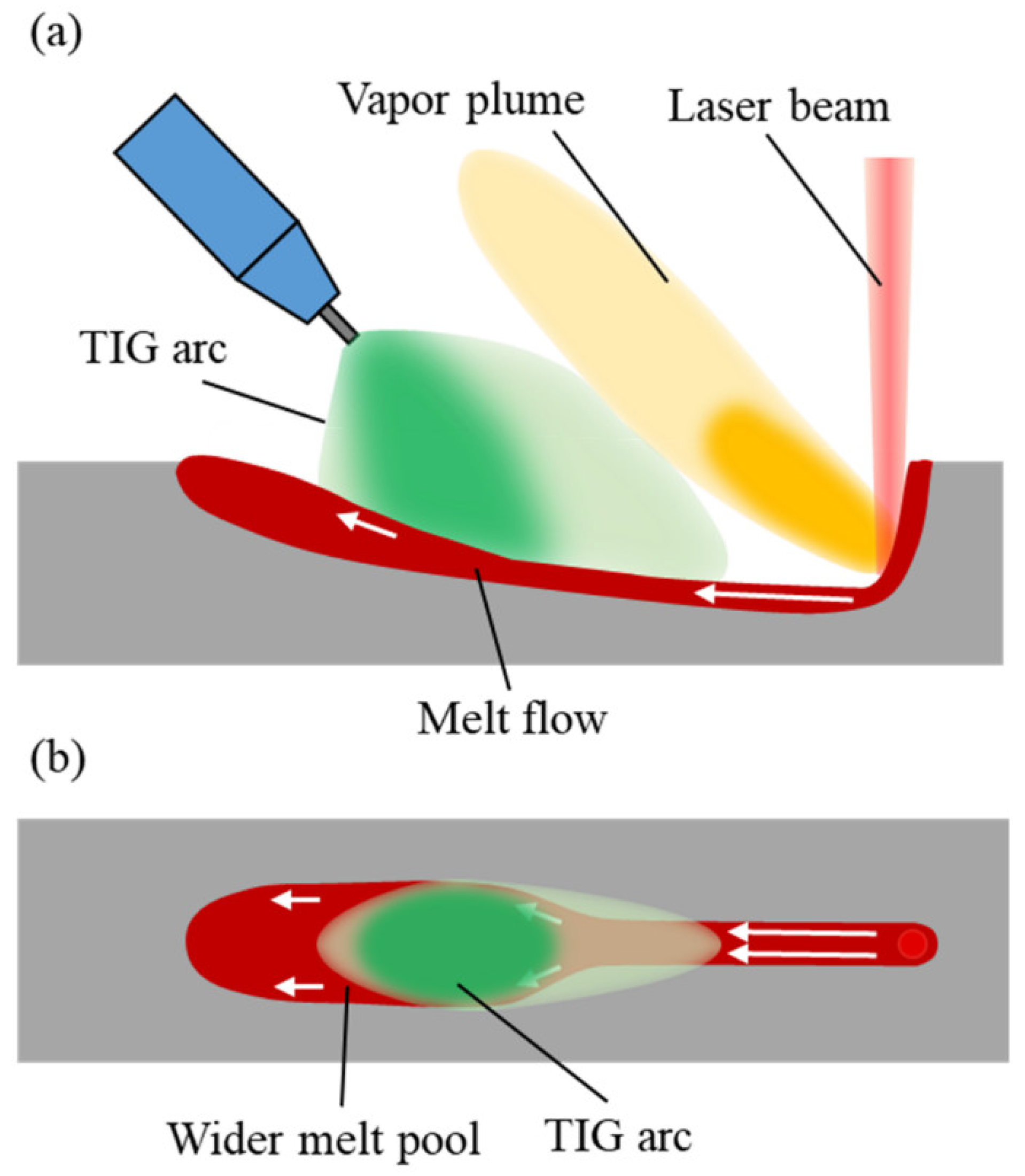
- The humping can be effectively suppressed by adding a TIG arc behind the laser beam. Under the effect of the arc force and increased melt pool size, the high-speed melt flow decelerates in advance, so humping is avoided.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, B.; Hu, S.J.; Sun, L.; Freiheit, T. Intelligent welding system technologies: State-of-the-art review and perspectives. J. Manuf. Syst. 2020, 56, 373–391. [Google Scholar] [CrossRef]
- Katayama, S. Handbook of Laser Welding Technologies; Woodhead Publishing: Cambridge, MA, USA, 2013; pp. 1–10. [Google Scholar]
- Hou, J.; Li, R.; Xu, C.; Li, T.; Shi, Z. A comparative study on microstructure and properties of pulsed laser welding and continuous laser welding of Al-25Si-4Cu-Mg high silicon aluminum alloy. J. Manuf. Processes 2021, 68, 657–667. [Google Scholar] [CrossRef]
- Chang, B.; Yuan, Z.; Pu, H.; Li, H.; Cheng, H.; Du, D.; Shan, J. Study of Gravity Effects on Titanium Laser Welding in the Vertical Position. Materials 2017, 10, 1031. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Berger, P.; Hügel, H.; Hess, A.; Weber, R.; Graf, T. Understanding of humping based on conservation of volume flow. Phys. Procedia 2011, 12, 232–240. [Google Scholar] [CrossRef] [Green Version]
- Kawahito, Y.; Mizutani, M.; Katayama, S. Elucidation of high-power fibre laser welding phenomena of stainless steel and effect of factors on weld geometry. J. Phys. D Appl. Phys. 2007, 40, 5854–5859. [Google Scholar] [CrossRef]
- Zhu, B.; Zhang, G.; Zou, J.; Ha, N.; Wu, Q.; Xiao, R. Melt flow regularity and hump formation process during laser deep penetration welding. Opt. Laser Technol. 2021, 139, 106950. [Google Scholar] [CrossRef]
- Albright, C.E.; Chiang, S. High-speed laser welding discontinuities. J. Laser Appl. 1988, 1, 18–24. [Google Scholar] [CrossRef]
- Thomy, C.; Seefeld, T.; Vollertsen, F. The occurrence of humping in welding with highest beam qualities. Key Eng. Mater. 2007, 344, 731–743. [Google Scholar] [CrossRef]
- Fabbro, R. Melt pool and keyhole behaviour analysis for deep penetration laser welding. J. Phys. D Appl. Phys. 2010, 43, 445501. [Google Scholar] [CrossRef]
- Liang, R.; Luo, Y.; Li, Z. The effect of humping on residual stress and distortion in high-speed laser welding using coupled CFD-FEM model. Opt. Laser Technol. 2018, 104, 201–205. [Google Scholar] [CrossRef]
- Tang, C.; Le, K.Q.; Wong, C.H. Physics of humping formation in laser powder bed fusion. Int. J. Heat Mass Transf. 2020, 149, 119172. [Google Scholar] [CrossRef]
- Ai, Y.; Liu, X.; Huang, Y.; Yu, L. Numerical analysis of the influence of molten pool instability on the weld formation during the high speed fiber laser welding. Int. J. Heat Mass Transf. 2020, 160, 120103. [Google Scholar] [CrossRef]
- Nguyen, T.C.; Weckman, D.C.; Johnson, D.A.; Kerr, H.W. High speed fusion weld bead defects. Sci. Technol. Weld. Join. 2006, 11, 618–633. [Google Scholar] [CrossRef]
- Kawahito, Y.; Mizutani, M.; Katayama, S. High quality welding of stainless steel with 10 kW high power fibre laser. Sci. Technol. Weld. Join. 2009, 14, 288–294. [Google Scholar] [CrossRef]
- Ai, Y.; Jiang, P.; Wang, C.; Mi, G.; Geng, S.; Liu, W.; Han, C. Investigation of the humping formation in the high power and high speed laser welding. Opt. Lasers Eng. 2018, 107, 102–111. [Google Scholar] [CrossRef]
- Cornell, S.; Hartke, K. Humping reduction methods for high speed laser welding. In Proceedings of the ICALEO 2009: 28th International Congress on Laser Materials Processing, Laser Microprocessing and Nanomanufacturing, Orlando, FL, USA, 1 November 2009; Laser Institute of America: Orlando, FL, USA, 2009; pp. 985–989. [Google Scholar]
- Voller, V.R.; Prakash, C. A fixed grid numerical modelling methodology for convection-diffusion mushy region phase-change problems. Int. J. Heat Mass Transf. 1987, 30, 1709–1719. [Google Scholar] [CrossRef]
- Dal, M.; Fabbro, R. An overview of the state of art in laser welding simulation. Opt. Laser Technol. 2016, 78, 2–14. [Google Scholar] [CrossRef] [Green Version]
- Zhao, C.X.; Kwakernaak, C.; Pan, Y.; Richardson, I.M.; Saldi, Z.; Kenjeres, S.; Kleijn, C.R. The effect of oxygen on transitional Marangoni flow in laser spot welding. Acta Mater. 2010, 58, 6345–6357. [Google Scholar] [CrossRef]
- Mills, K.C. Fe-304 stainless steel. In Recommended Values of Thermophysical Properties for Selected Commercial Alloys; Mills, K.C., Ed.; Woodhead Publishing: Cambridge, MA, USA, 2002; pp. 127–134. [Google Scholar]
- Zhang, W.; Lin, J.; Xu, W.; Fu, H.; Yang, G. SCStore: Managing scientific computing packages for hybrid system with containers. Tsinghua Sci. Technol. 2017, 22, 675–681. [Google Scholar] [CrossRef] [Green Version]
- So Ek, K.; Korolczuk-Hejnak, M.; Karbowniczek, M. An analysis of steel viscosity in the solidification temperature range. Arch. Metall. Mater. 2011, 56, 593–598. [Google Scholar]
- Liu, L.M.; Yuan, S.T.; Li, C.B. Effect of relative location of laser beam and TIG arc in different hybrid welding modes. Sci. Technol. Weld. Join. 2012, 17, 441–446. [Google Scholar] [CrossRef]
- Ribic, B.; Palmer, T.A.; DebRoy, T. Problems and issues in laser-arc hybrid welding. Int. Mater. Rev. 2009, 54, 223–244. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Laser Power (W) | Welding Speed (m/min) | Linear Energy Density (J/m) |
|---|---|---|---|
| 1 | 2000 | 16 | 7500 |
| 2 | 3000 | 24 | 7500 |
| Property | Value |
|---|---|
| (kg ∙ m−3) | 7790 |
| (kg ∙ m−3) | 8280 − 0.8 T |
| (W ∙ m−1 ∙ K−1) | 10.15 + 0.0152 T |
| (W ∙ m−1 ∙ K−1) | 5.03 + 0.0133 T |
| (kg ∙ m−1 ∙ s−1) | 0.006 |
| p (J ∙ kg−1 ∙ K−1) | 780 |
| (J ∙ kg−1) | 2.47 × 105 |
| (J ∙ kg−1) | 6.34 × 106 |
| (K) | 1670 |
| (K) | 1727 |
| (K) | 3200 |
| Molar mass, M (kg ∙ mol−1) | 0.056 |
| (W ∙ m−2 ∙ K−1) | 20 |
| 0.4 | |
| (K) | 300 |
| (Pa) | 1.013 × 105 |
| 0.001 | |
| 1 × 109 |
| Welding Parameter | Depth | Width | ||||
|---|---|---|---|---|---|---|
| Experiment (mm) | Simulation (mm) | Error (%) | Experiment (mm) | Simulation (mm) | Error (%) | |
| 2000 W, 16 m/min | 0.565 | 0.545 | 3.5 | 0.536 | 0.572 | 6.2 |
| 3000 W, 24 m/min | 0.574 | 0.597 | 4.0 | 0.540 | 0.565 | 4.6 |
| Swelling 2 (t = 15 ms) | Swelling 3 (t = 22 ms) | Swelling 4 (t = 24 ms) | ||
|---|---|---|---|---|
| x (mm) | A | 6.5 | 9.3 | 10.1 |
| B | 5.6 | 6.4 | 7.7 | |
| C | 4.6 | 5.4 | 6.7 | |
| q (mm3/s) | A | 27.1 | 31.4 | 28.3 |
| B | 20.8 | 13.3 | 18.5 | |
| C | 3.9 | 0.6 | 1.3 | |
| (mm2/s) | AB | −7 | −6.2 | −4.1 |
| BC | −16.9 | −12.7 | −17.2 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xue, B.; Chang, B.; Wang, S.; Hou, R.; Wen, P.; Du, D. Humping Formation and Suppression in High-Speed Laser Welding. Materials 2022, 15, 2420. https://doi.org/10.3390/ma15072420
Xue B, Chang B, Wang S, Hou R, Wen P, Du D. Humping Formation and Suppression in High-Speed Laser Welding. Materials. 2022; 15(7):2420. https://doi.org/10.3390/ma15072420
Chicago/Turabian StyleXue, Boce, Baohua Chang, Shenghua Wang, Runshi Hou, Peng Wen, and Dong Du. 2022. "Humping Formation and Suppression in High-Speed Laser Welding" Materials 15, no. 7: 2420. https://doi.org/10.3390/ma15072420