
Compounding a High-Permittivity Thermoplastic Material and Its Applicability in Manufacturing of Microwave Photonic Crystals

 , , , , , and
, , , , , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Rheological Characterization
2.2.1. Internal Batch Mixing
2.2.2. Parallel-Plate Rheometer
2.3. Thermal Analysis
2.4. Processing
2.4.1. Compounding
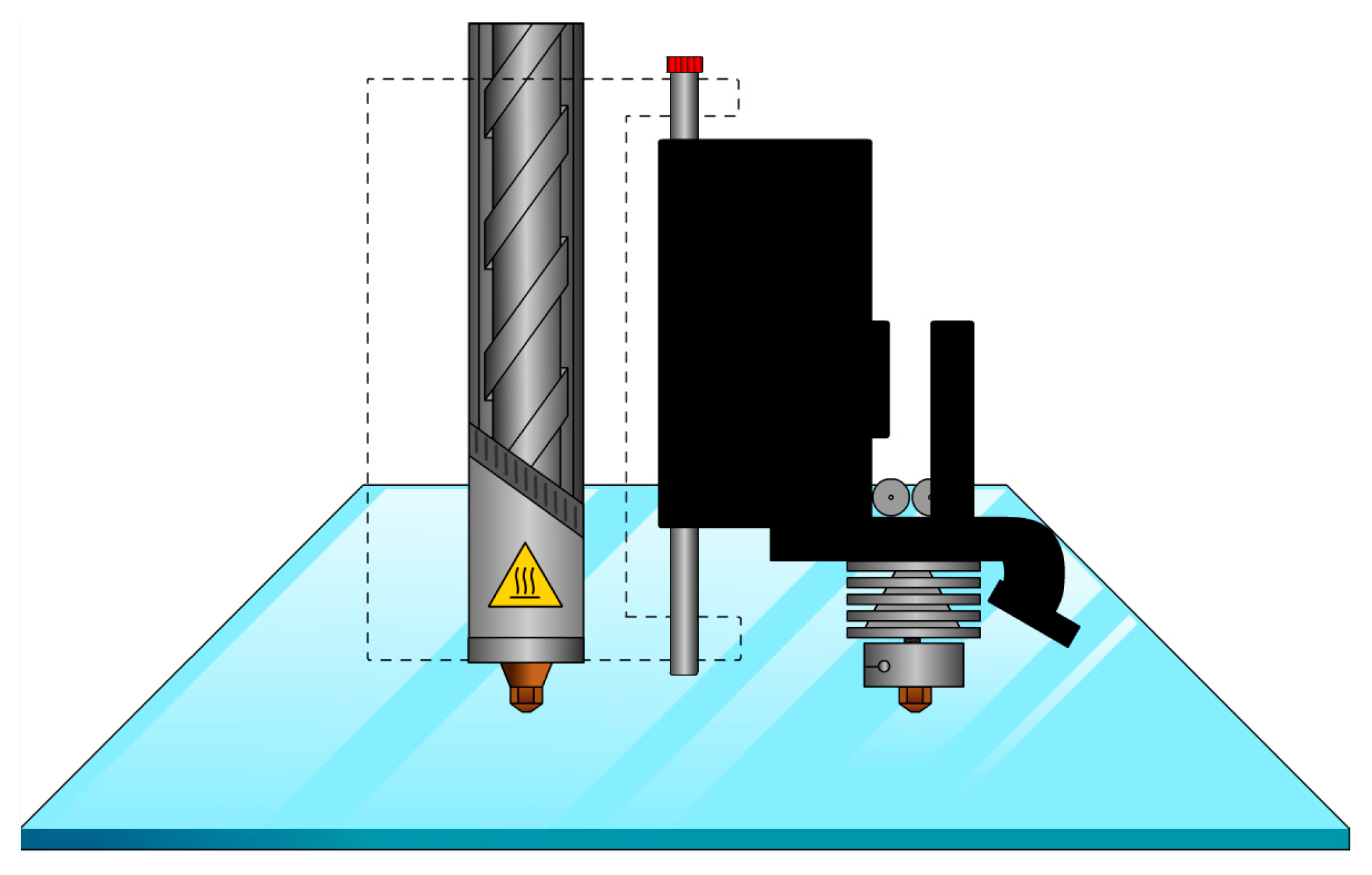
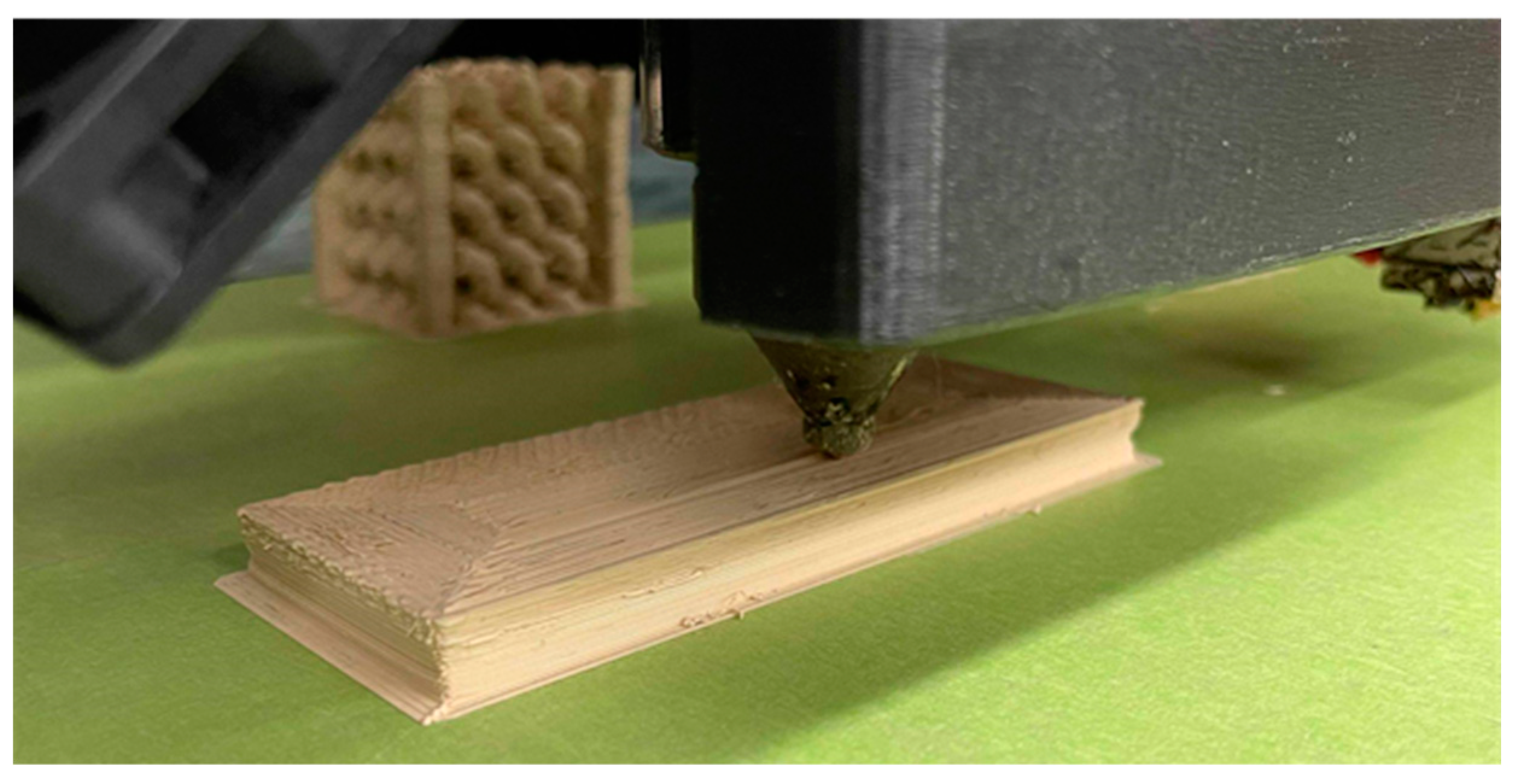
2.4.2. Single-Screw-Based System Additive Manufacturing
2.5. Permittivity Characterization
2.6. Scanning Electron Microscopy
2.7. Density of ABSc
2.8. Photonic Crystal Simulations
3. Results and Discussion
3.1. Rheological Properties
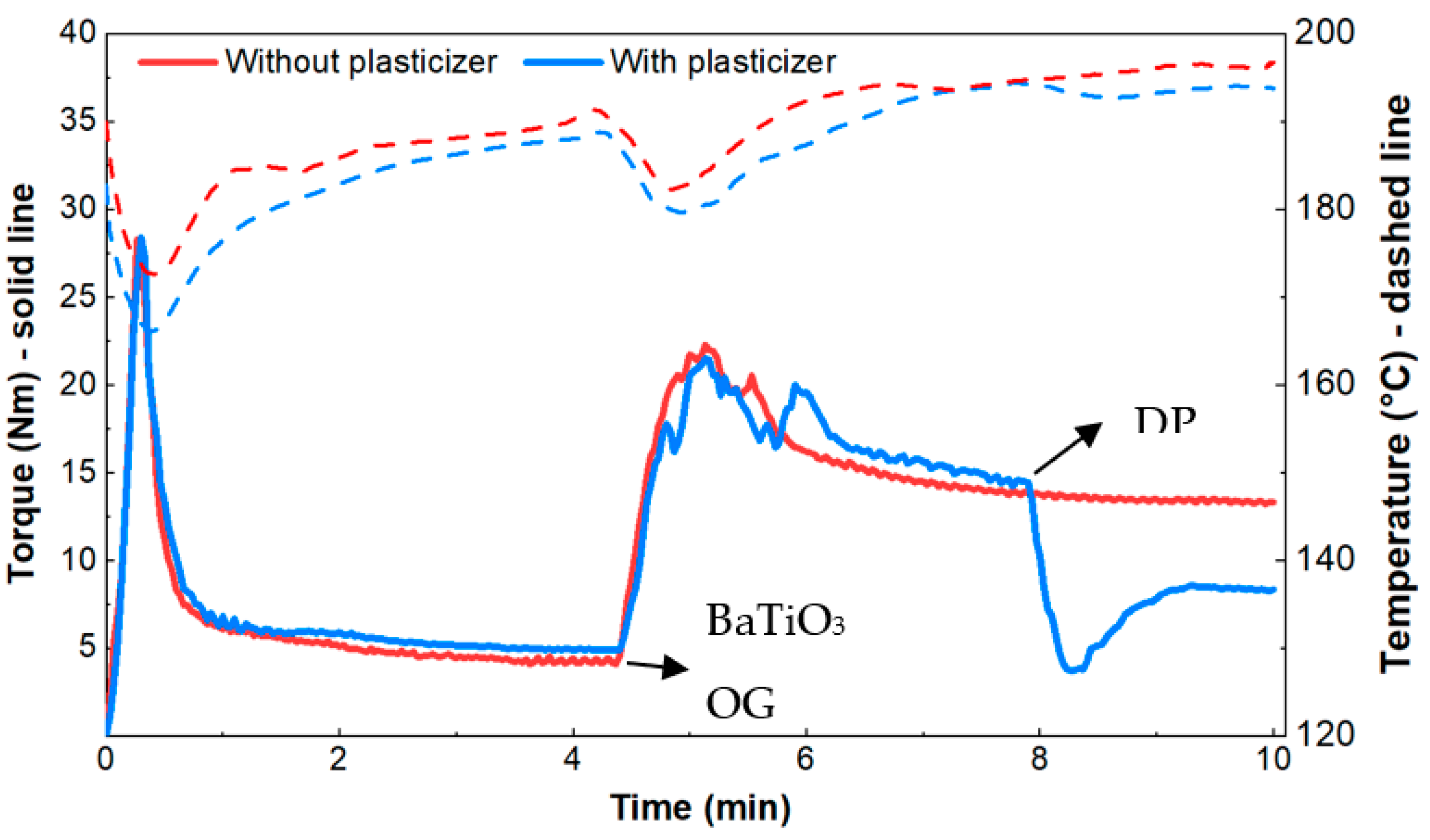
3.1.1. Internal Batch Mixing
3.1.2. Parallel-Plate Rheometer
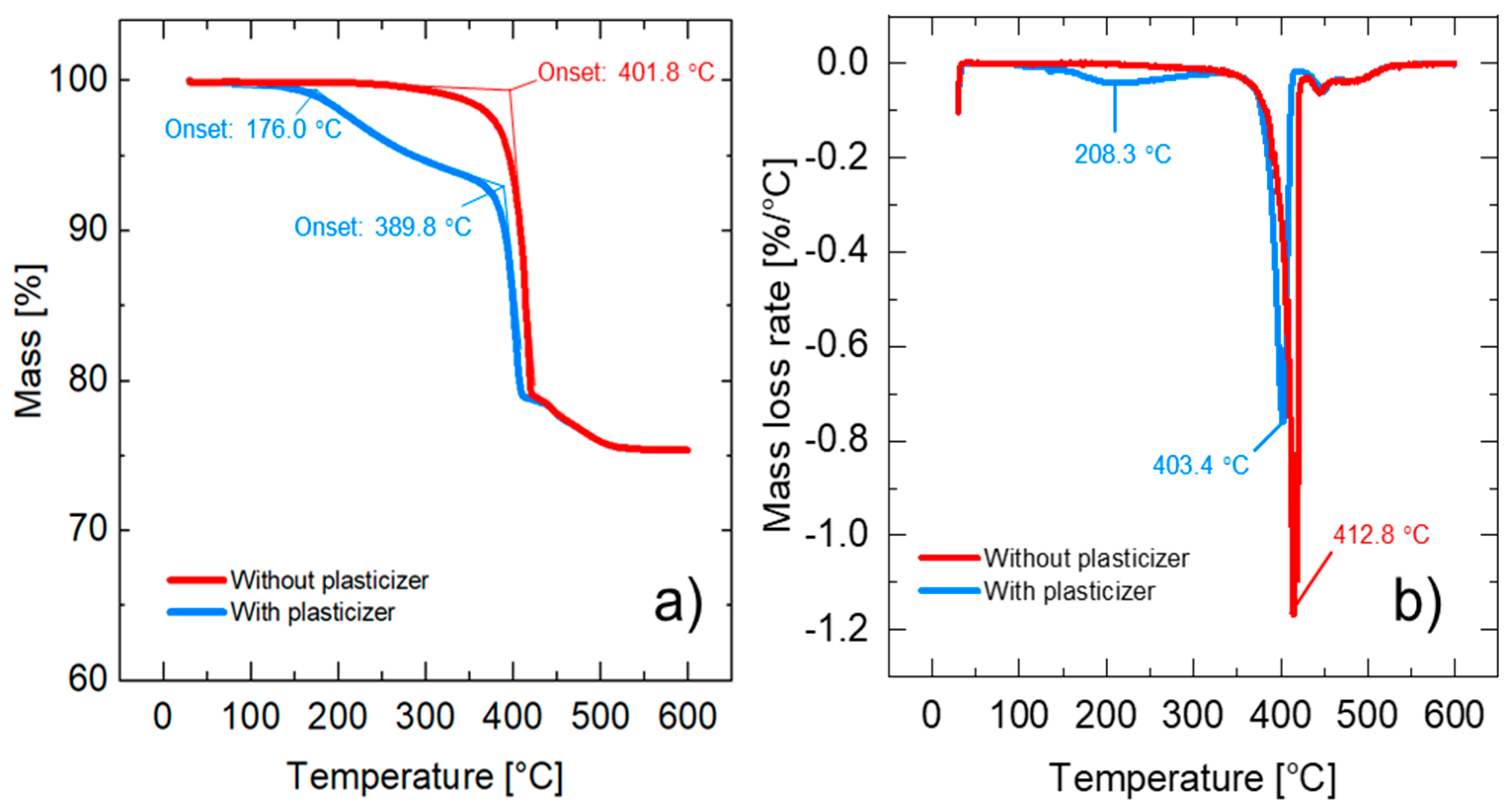
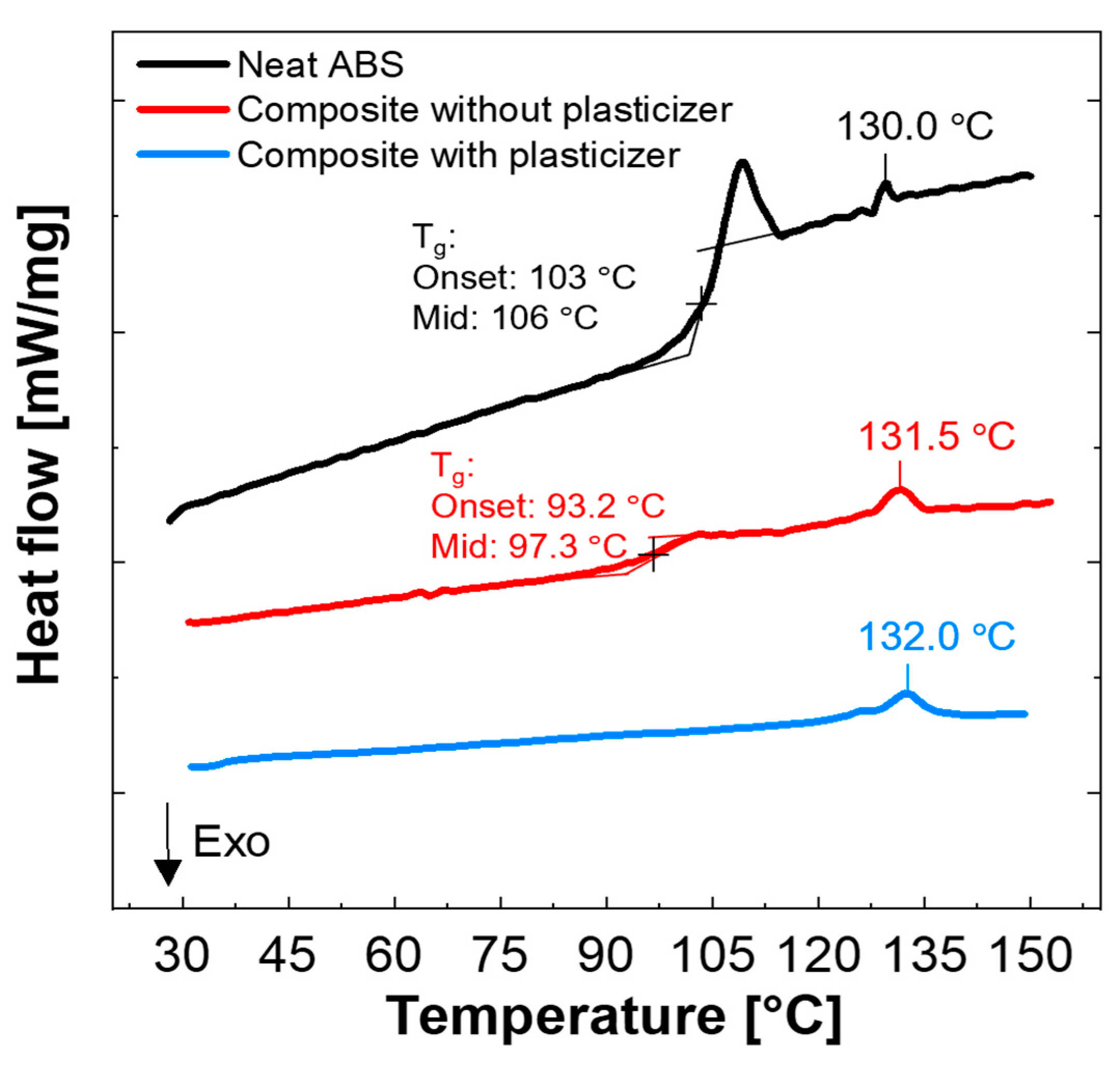
3.2. Thermal Properties
3.3. Processing Parameters
3.3.1. Compounding Parameters
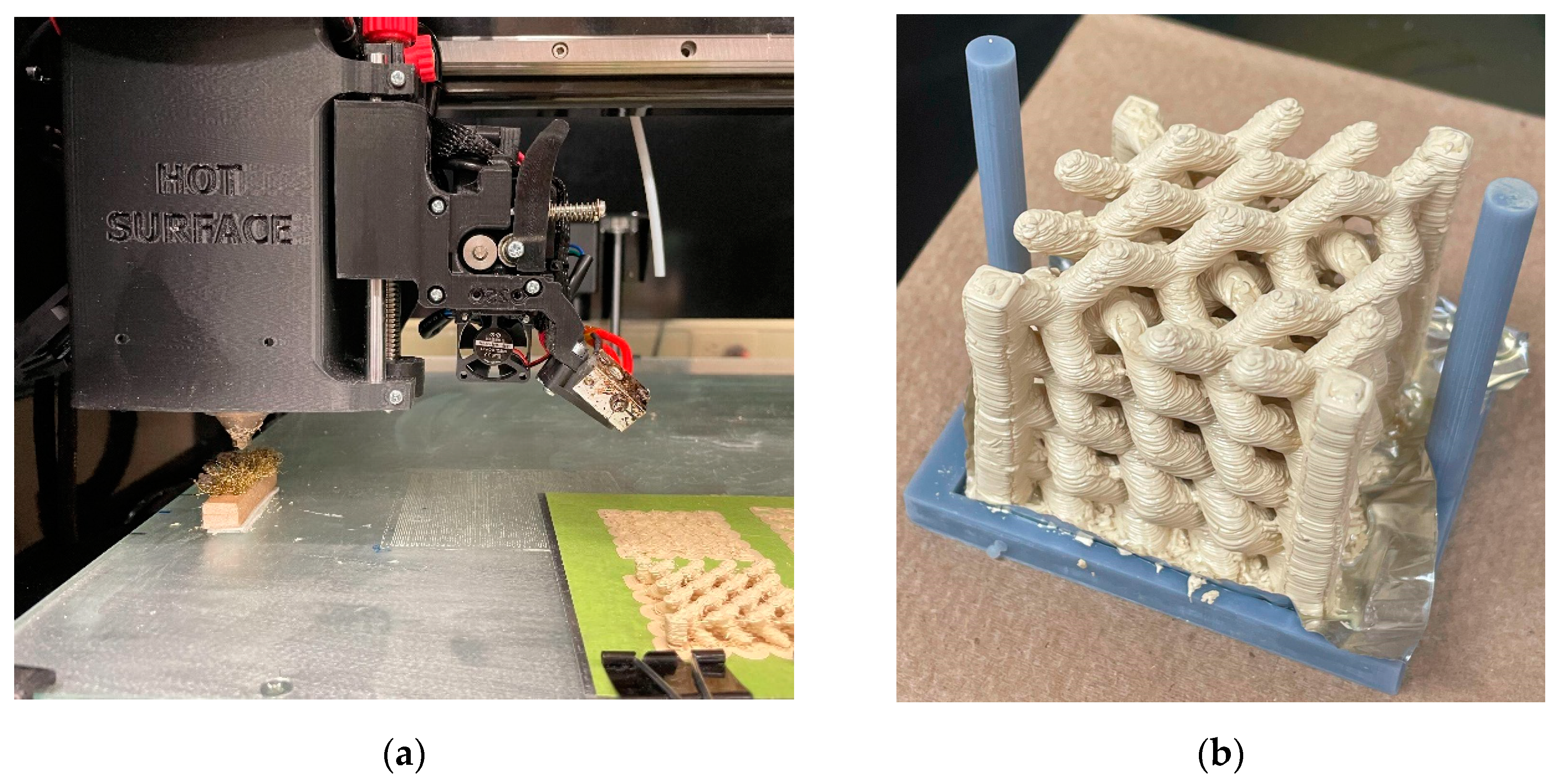
3.3.2. Additive Manufacturing Parameters
3.4. Permittivity Characterization
3.5. Characterization of ABSc Microstructure
3.6. BaTiO3 Content Determination
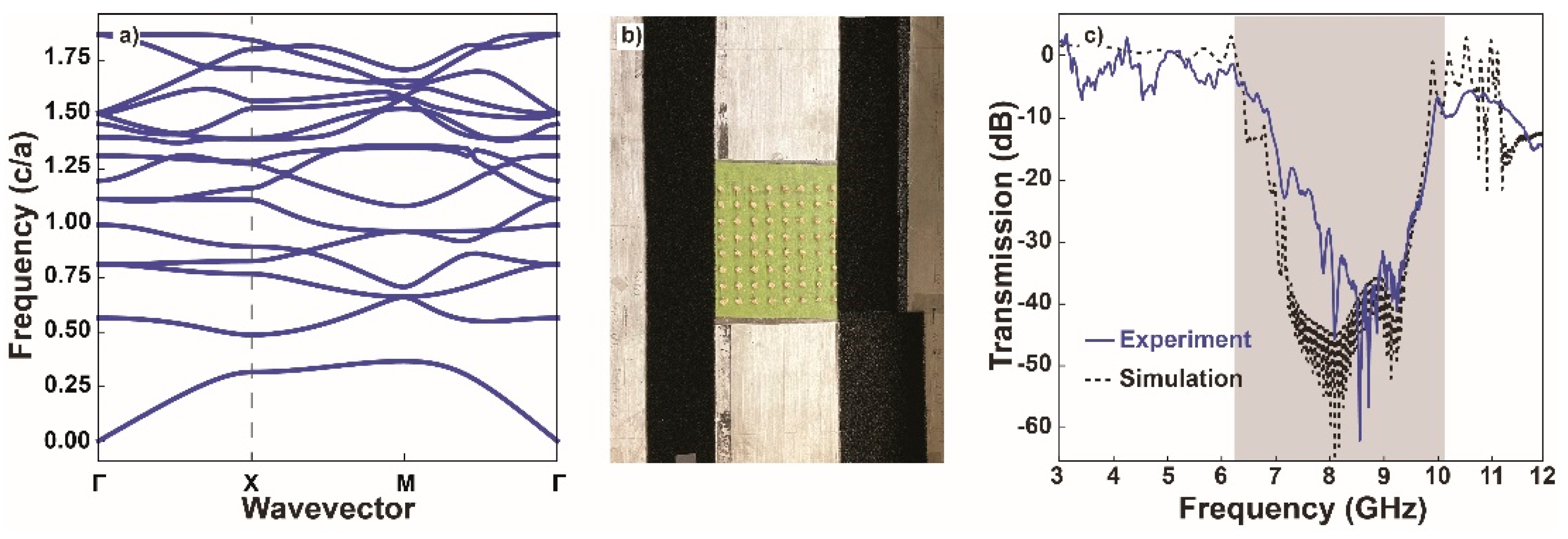
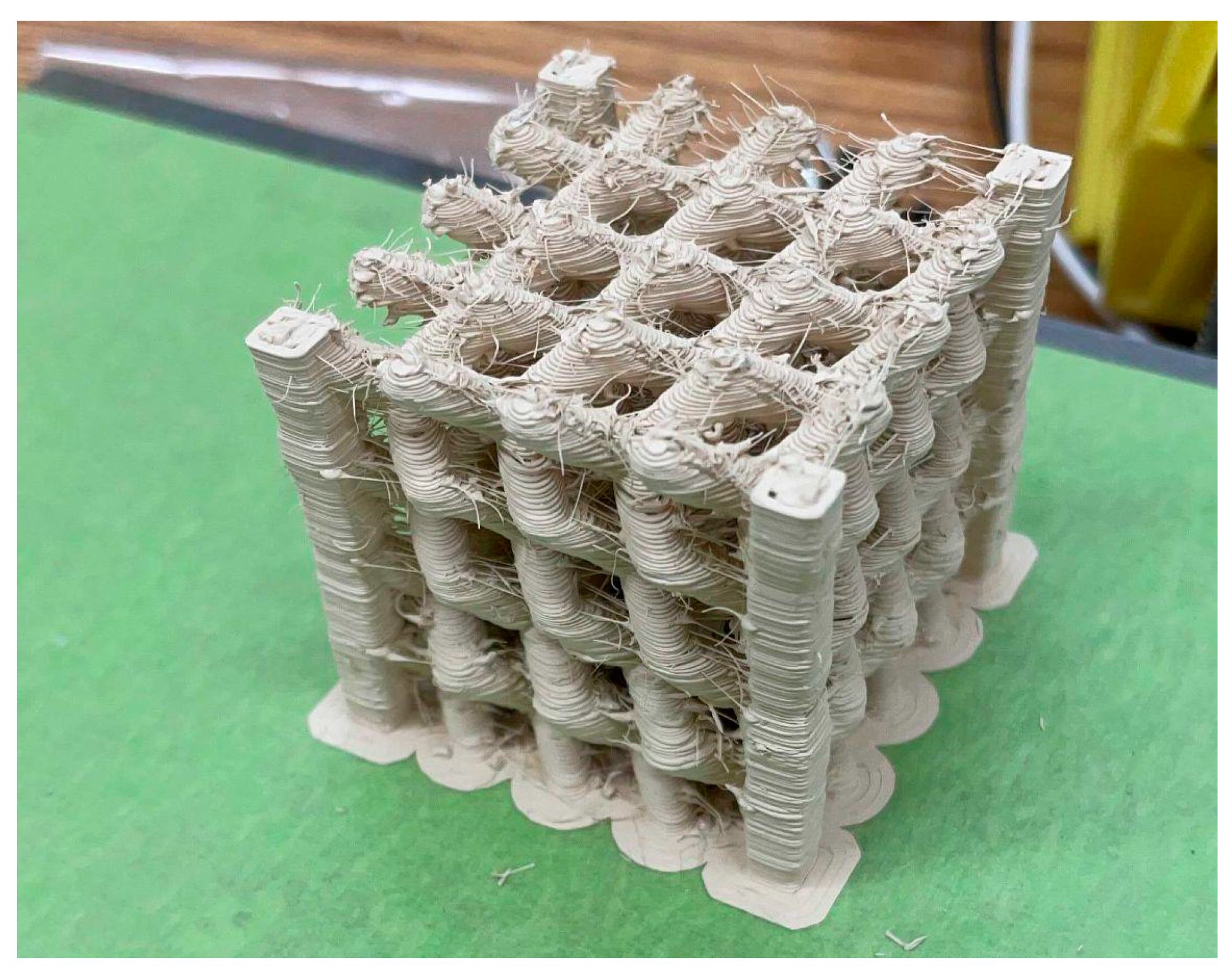
3.7. Crystal Characterization
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Isakov, D.; Stevens, C.J.; Castles, F.; Grant, P.S. 3D-Printed High Dielectric Contrast Gradient Index Flat Lens for a Directive Antenna with Reduced Dimensions. Adv. Mater. Technol. 2016, 1, 1600072. [Google Scholar] [CrossRef]
- Jeong, H.Y.; Lee, E.; An, S.C.; Lim, Y.; Jun, Y.C. 3D and 4D Printing for Optics and Metaphotonics. Nanophotonics 2020, 9, 1139–1160. [Google Scholar] [CrossRef]
- Castles, F.; Isakov, D.; Lui, A.; Lei, Q.; Dancer, C.E.J.; Wang, Y.; Janurudin, J.M.; Speller, S.C.; Grovenor, C.R.M.; Grant, P.S. Microwave Dielectric Characterisation of 3D-Printed BaTiO3/ABS Polymer Composites. Sci. Rep. 2016, 6, 22714. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yin, M.; Yong Tian, X.; Xue Han, H.; Chen Li, D. Free-Space Carpet-Cloak Based on Gradient Index Photonic Crystals in Metamaterial Regime. Appl. Phys. Lett. 2012, 100, 124101. [Google Scholar] [CrossRef]
- Ren, J.; Yin, J.Y. 3D-Printed Low-Cost Dielectric-Resonator-Based Ultra-Broadband Microwave Absorber Using Carbon-Loaded Acrylonitrile Butadiene Styrene Polymer. Materials 2018, 10, 1249. [Google Scholar] [CrossRef] [Green Version]
- Isakov, D.V.; Lei, Q.; Castles, F.; Stevens, C.J.; Grovenor, C.R.M.; Grant, P.S. 3D Printed Anisotropic Dielectric Composite with Meta-Material Features. Mater. Des. 2016, 93, 423–430. [Google Scholar] [CrossRef]
- Mattei, M.S.; Liu, B.; Capote, G.A.M.; Liu, Z.; Osswald, T.A.; Yu, Z.; Goldsmith, R.H. Rapid Design, Fabrication, and Optimization of 3D Printed Photonic Topological Insulators. ChemRxiv 2022. [Google Scholar] [CrossRef]
- Goi, E.; Yue, Z.; Cumming, B.P.; Gu, M. Observation of Type I Photonic Weyl Points in Optical Frequencies. Laser Photonics Rev. 2018, 12, 1700271. [Google Scholar] [CrossRef]
- Lu, L.; Wang, Z.; Ye, D.; Ran, L.; Fu, L.; Joannopoulos, J.D.; Soljačić, M. Experimental Observation of Weyl Points. Science 2015, 349, 622–624. [Google Scholar] [CrossRef] [Green Version]
- Kirihara, S.; Miyamoto, Y.; Kajiyama, K. Fabrication of Ceramic-Polymer Photonic Crystals by Stereolithography and Their Microwave Properties. J. Am. Ceram. Soc. 2002, 85, 1369–1371. [Google Scholar] [CrossRef]
- Kirihara, S.; Miyamoto, Y.; Takenaga, K.; Wada Takeda, M.; Kajiyama, K. Fabrication of Electromagnetic Crystals with a Complete Diamond Structure by Stereolithography. Solid State Commun. 2002, 121, 435–439. [Google Scholar] [CrossRef]
- Malas, A.; Isakov, D.; Couling, K.; Gibbons, G.J. Fabrication of High Permittivity Resin Composite for Vat Photopolymerization 3D Printing: Morphology, Thermal, Dynamic Mechanical and Dielectric Properties. Materials 2019, 12, 3818. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wu, Y.; Isakov, D.; Grant, P.S. Fabrication of Composite Filaments with High Dielectric Permittivity for Fused Deposition 3D Printing. Materials 2017, 10, 1218. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Uddin, S.; Akhtar, N.; Bibi, S.; Zaman, A.; Ali, A.; Althubeiti, K.; Alrobei, H.; Mushtaq, M. Effect of Batio3 on the Properties of Pvc-Based Composite Thick Films. Materials 2021, 14, 5430. [Google Scholar] [CrossRef] [PubMed]
- Sun, Y.X.; Wu, D.; Ren, J. Millimeter-Wave Dual-Polarized Dielectric Resonator Reflectarray Fabricated by 3D Printing with High Relative Permittivity Material. IEEE Access 2021, 9, 103795–103803. [Google Scholar] [CrossRef]
- Jiao, X.; He, H.; Qian, W.; Li, G.; Shen, G.; Li, X.; Ding, C.; White, D.; Scearce, S.; Yang, Y.; et al. Designing a 3-D Printing-Based Channel Emulator with Printable Electromagnetic Materials. IEEE Trans. Electromagn. Compat. 2015, 57, 868–876. [Google Scholar] [CrossRef]
- Czarny, R.; Hoang, T.Q.V.; Loiseaux, B.; Bellomonte, G.; Lebourgeois, R.; Leuliet, A.; Qassym, L.; Galindo, C.; Heintz, J.-M.; Penin, N.; et al. High Permittivity, Low Loss, and Printable Thermoplastic Composite Material for RF and Microwave Applications. In Proceedings of the 2018 IEEE Conference on Antenna Measurements & Applications (CAMA), Vasteras, Sweden, 3–6 September 2018; pp. 1–4. [Google Scholar]
- Goulas, A.; Zhang, S.; Cadman, D.A.; Järveläinen, J.; Mylläri, V.; Whittow, W.G.; Vardaxoglou, J.Y.C.; Engstrøm, D.S. The Impact of 3D Printing Process Parameters on the Dielectric Properties of High Permittivity Composites. Designs 2019, 3, 50. [Google Scholar] [CrossRef] [Green Version]
- Khatri, B.; Lappe, K.; Habedank, M.; Mueller, T.; Megnin, C.; Hanemann, T. Fused Deposition Modeling of ABS-Barium Titanate Composites: A Simple Route towards Tailored Dielectric Devices. Polymers 2018, 10, 666. [Google Scholar] [CrossRef] [Green Version]
- ASTM International. Standard Test Method for Melt Flow Rates of Thermoplastics by Extrusion Plastometer; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar] [CrossRef]
- Hanemann, T.; Syperek, D.; Nötzel, D. 3D Printing of ABS Barium Ferrite Composites. Materials 2020, 13, 1481. [Google Scholar] [CrossRef] [Green Version]
- Gonzalez-Gutierrez, J.; Cano, S.; Schuschnigg, S.; Kukla, C.; Sapkota, J.; Holzer, C. Additive Manufacturing of Metallic and Ceramic Components by the Material Extrusion of Highly-Filled Polymers: A Review and Future Perspectives. Materials 2018, 11, 840. [Google Scholar] [CrossRef] [Green Version]
- Yang, Z.; Xiao, M.; Gao, F.; Lu, L.; Chong, Y.; Zhang, B. Weyl Points in a Magnetic Tetrahedral Photonic Crystal. Opt. Express 2017, 25, 15772. [Google Scholar] [CrossRef] [PubMed]
- Hughes, T.W.; Minkov, M.; Liu, V.; Yu, Z.; Fan, S. A Perspective on the Pathway toward Full Wave Simulation of Large Area Metalenses. Appl. Phys. Lett. 2021, 119, 150502. [Google Scholar] [CrossRef]
- Johnson, S.; Joannopoulos, J. Block-Iterative Frequency-Domain Methods for Maxwell’s Equations in a Planewave Basis. J. Opt. Soc. Am. 2001, 8, 173–190. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Quan, X.; Bair, H.E.; Johnson, G.E. Thermal Characterization of Block Copolymer Interfaces. Macromolecules 1989, 22, 4631–4635. [Google Scholar] [CrossRef]
- Netzsch GmbH &, C. Handbook DSC; Netzsch GmbH & Co.: Selb, Germany, 2018. [Google Scholar]
- Born, M.; Wolf, E. Principles of Optics: Electromagnetic Theory of Propagation, Interference and Diffraction of Light, 7th ed.; Cambridge University Press: Cambridge, UK; New York, NY, USA, 1999; ISBN 978-0-521-64222-4. [Google Scholar]
- Joannopoulos, J.D.; Johnson, S.G.; Winn, J.N.; Meade, R.D. Photonic Crystals: Molding the Flow of Light, 2nd ed.; Princeton University Press: Princeton, NJ, USA, 2018. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zone Section | Zones 1 & 2 | Zone 3 | Zones 4 to 8 | Die |
|---|---|---|---|---|
| Temperature [°C] | 120 | 125 | 130 | 130 |
| Parameter | Selected Value |
|---|---|
| Layer height [mm] | 0.25 |
| Path width [mm] | 0.8 |
| Extrusion multiplier | 1.8 |
| First layer height [%] | 100 |
| Print speed [mm/min] | 500 |
| Infill [%] | 100 |
| Infill orientation | [90° 0°] |
| Print temperature [°C] | 160 |
| Zone 1 temperature [°C] | 75 |
| Zone 2 temperature [°C] | 130 |
| Bed temperature [°C] | 60 |
| Outline perimeters [–] | 3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mazzei Capote, G.A.; Montoya-Ospina, M.C.; Liu, Z.; Mattei, M.S.; Liu, B.; Delgado, A.P.; Yu, Z.; Goldsmith, R.H.; Osswald, T.A. Compounding a High-Permittivity Thermoplastic Material and Its Applicability in Manufacturing of Microwave Photonic Crystals. Materials 2022, 15, 2492. https://doi.org/10.3390/ma15072492
Mazzei Capote GA, Montoya-Ospina MC, Liu Z, Mattei MS, Liu B, Delgado AP, Yu Z, Goldsmith RH, Osswald TA. Compounding a High-Permittivity Thermoplastic Material and Its Applicability in Manufacturing of Microwave Photonic Crystals. Materials. 2022; 15(7):2492. https://doi.org/10.3390/ma15072492
Chicago/Turabian StyleMazzei Capote, Gerardo Andres, Maria Camila Montoya-Ospina, Zijie Liu, Michael Sabatini Mattei, Boyuan Liu, Aidan P. Delgado, Zongfu Yu, Randall H. Goldsmith, and Tim Andreas Osswald. 2022. "Compounding a High-Permittivity Thermoplastic Material and Its Applicability in Manufacturing of Microwave Photonic Crystals" Materials 15, no. 7: 2492. https://doi.org/10.3390/ma15072492
APA StyleMazzei Capote, G. A., Montoya-Ospina, M. C., Liu, Z., Mattei, M. S., Liu, B., Delgado, A. P., Yu, Z., Goldsmith, R. H., & Osswald, T. A. (2022). Compounding a High-Permittivity Thermoplastic Material and Its Applicability in Manufacturing of Microwave Photonic Crystals. Materials, 15(7), 2492. https://doi.org/10.3390/ma15072492