
A Combination of Calcination and the Spark Plasma Sintering Method in Multiferroic Ceramic Composite Technology: Effects of Process Temperature and Dwell Time


Abstract
:1. Introduction
2. Materials and Methods
2.1. Research Material
2.2. Synthesis
2.3. Spark Plasma Sintering (SPS)
2.4. Characterization
3. Results and Discussions
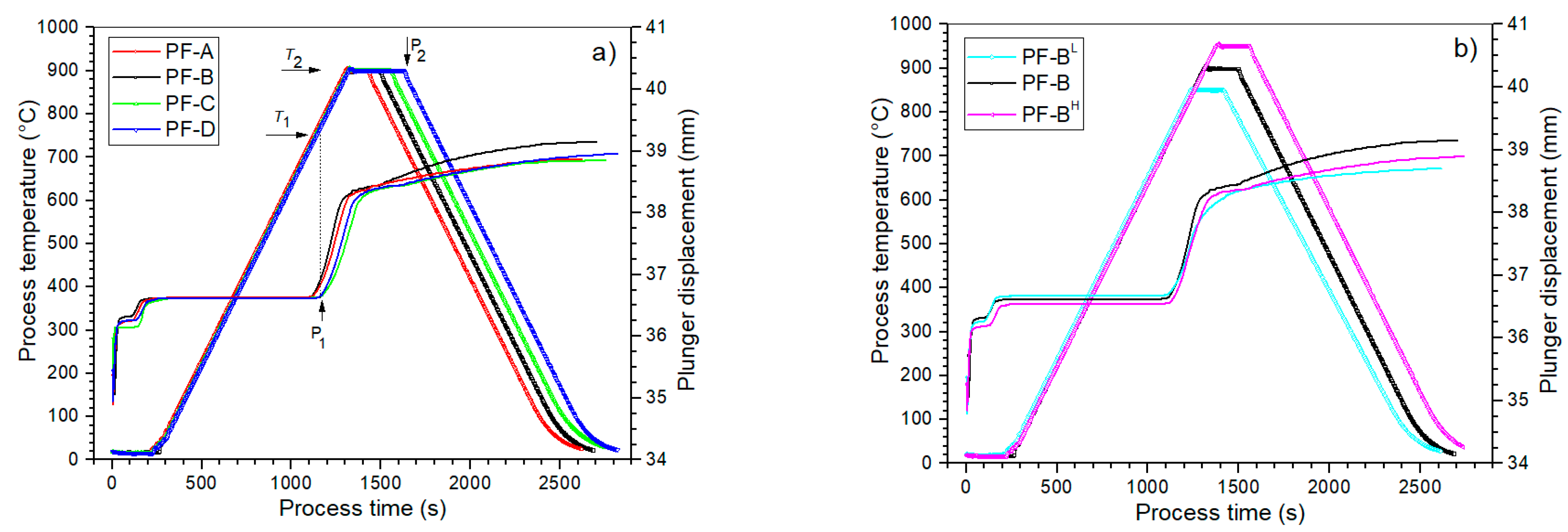
3.1. SPS Process Flow Analysis
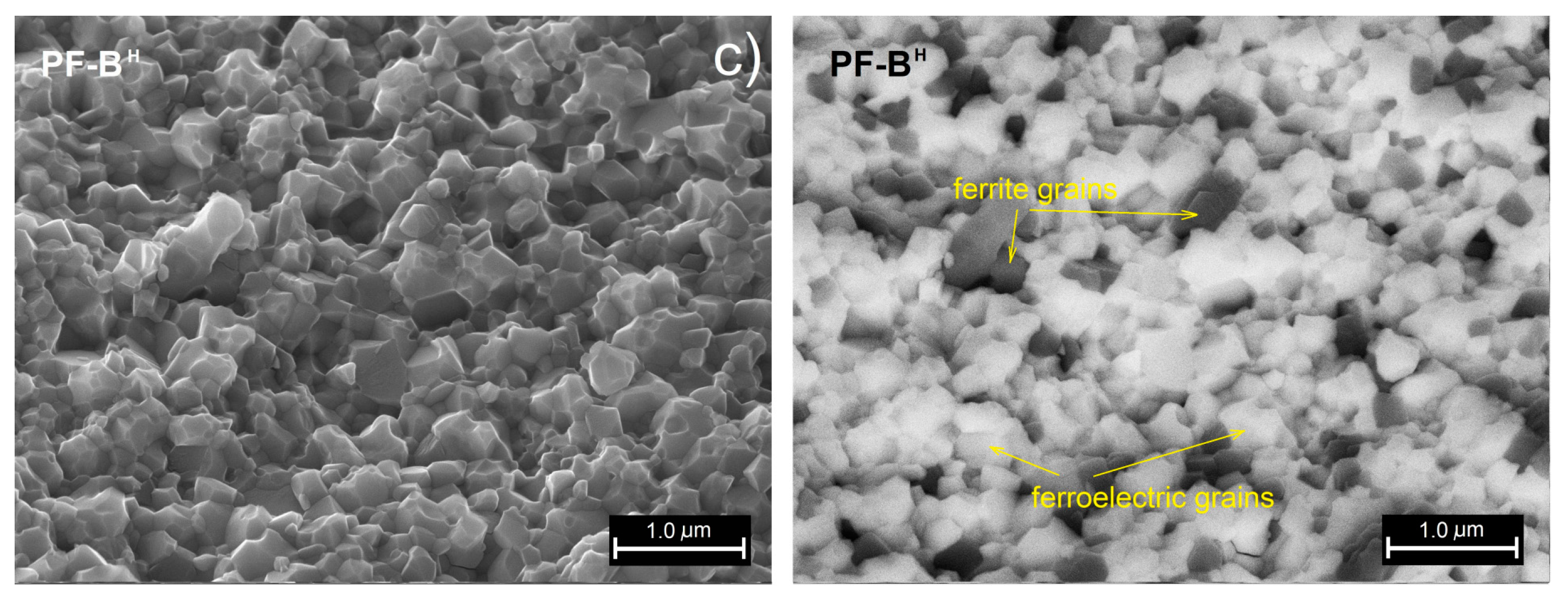
3.2. Crystal Structure and Microstructure
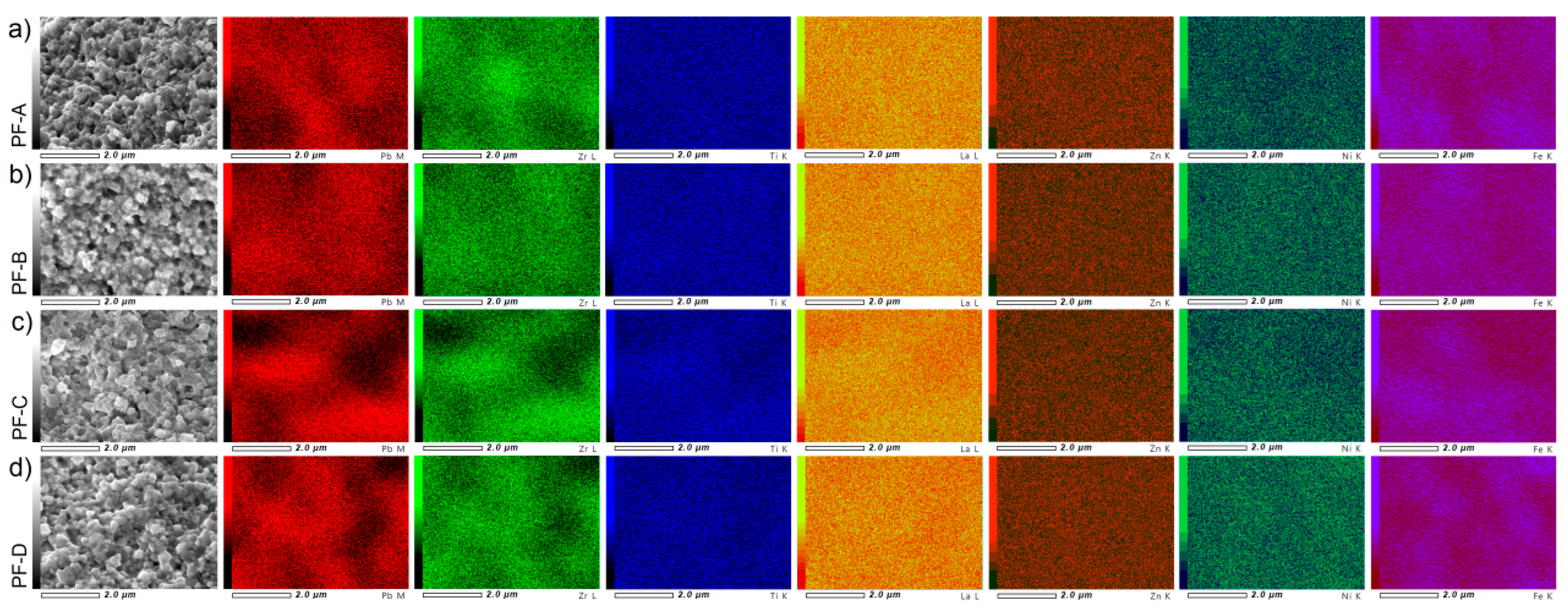
3.3. EDS and EPMA Tests
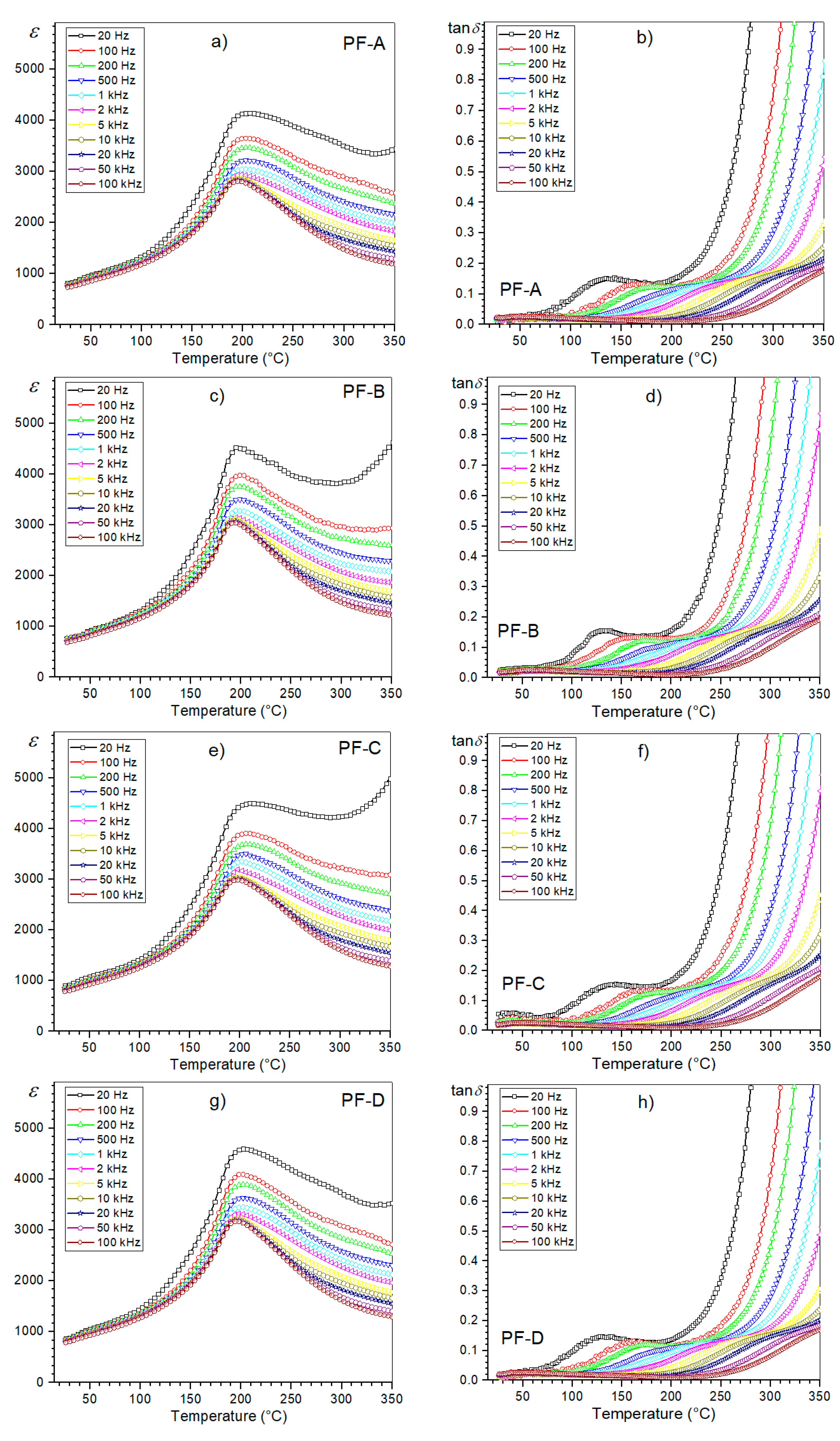
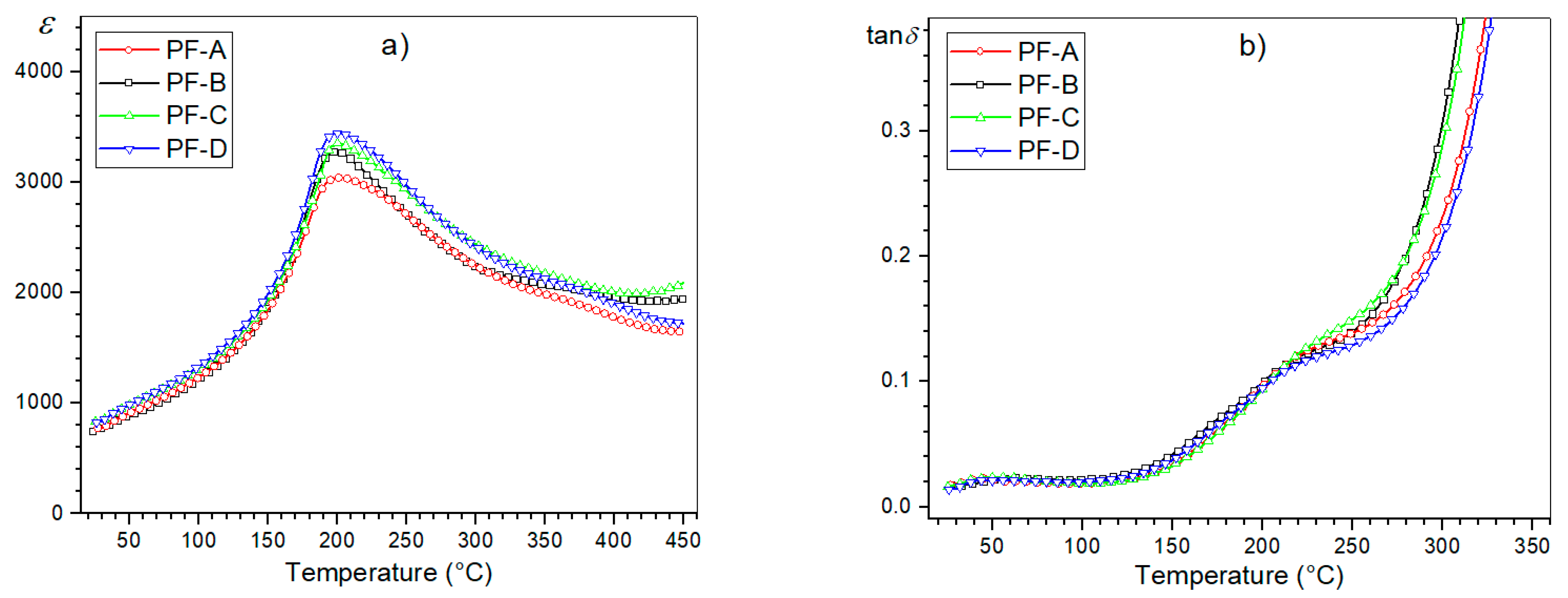
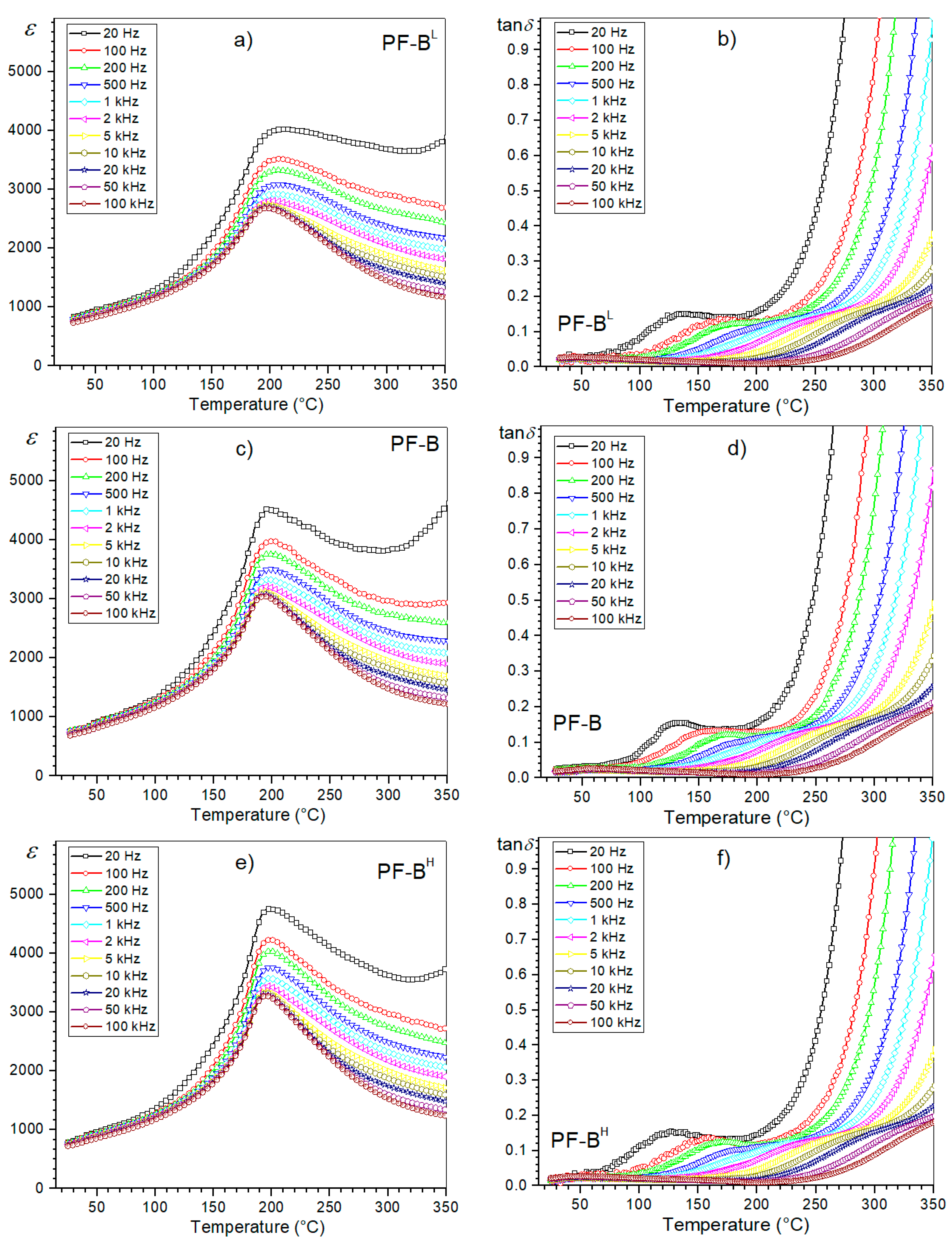
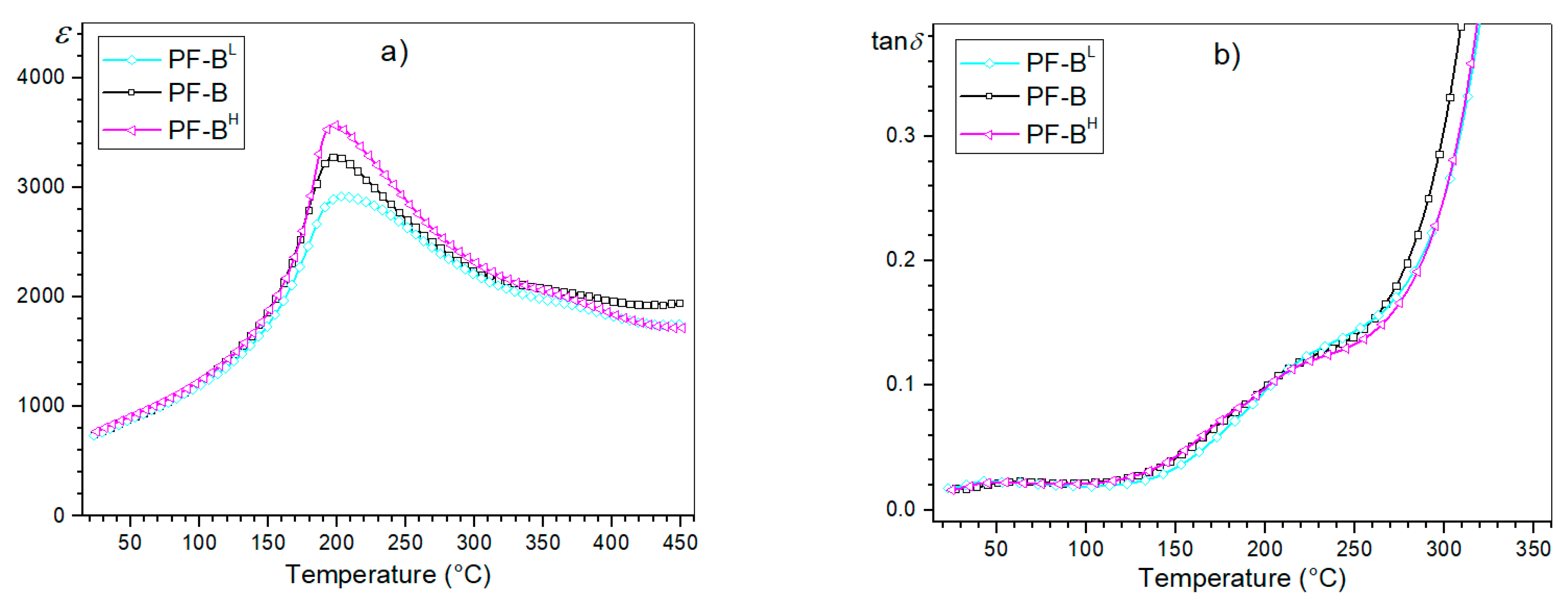
3.4. Dielectric Properties
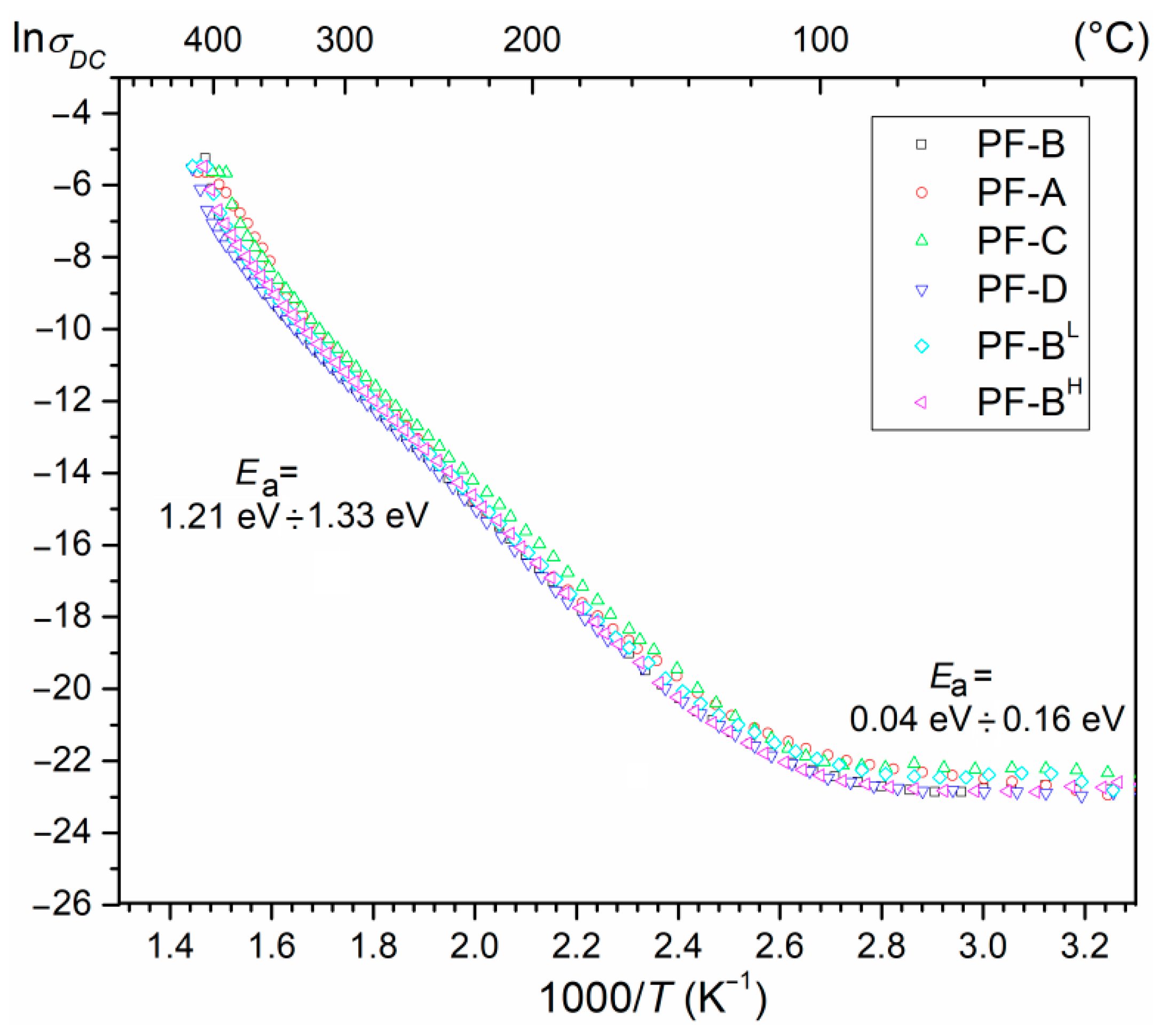
3.5. DC Electric Conductivity
3.6. Ferroelectric Properties
4. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tokita, M. Progress of Spark Plasma Sintering (SPS) Method, Systems, Ceramics Applications and Industrialization. Ceramics 2021, 4, 160–198. [Google Scholar] [CrossRef]
- Scott, J.F. Applications of magnetoelectrics. J. Mater. Chem. 2012, 22, 4567–4574. [Google Scholar] [CrossRef]
- Wu, X.; Guo, J. Electric-discharge compaction of graded WC–Co composites. Int. J. Refract. Met. Hard Mater. 2008, 26, 28–32. [Google Scholar] [CrossRef]
- Vopson, M.M. Fundamentals of Multiferroic Materials and Their Possible Applications. Crit. Rev. Solid State Mater. Sci. 2015, 40, 223–250. [Google Scholar] [CrossRef] [Green Version]
- Fiebig, M.; Lottermoser, T.; Meier, D.; Trassin, M. The evolution of multiferroics. Nat. Rev. Mater. 2016, 1, 1–14. [Google Scholar] [CrossRef]
- Schmid, H. Multi-ferroic magnetoelectrics. Ferroelectrics 1994, 162, 317–338. [Google Scholar] [CrossRef]
- Wang, K.; Liu, J.-M.; Ren, Z.F. Multiferroicity: The coupling between magnetic and polarization orders. Adv. Phys. 2009, 58, 321–448. [Google Scholar] [CrossRef]
- Khomskii, D. Classifying multiferroics: Mechanisms and effects. Physics 2009, 2, 20. [Google Scholar] [CrossRef] [Green Version]
- Nan, C.-W.; Bichurin, M.; Dong, S.; Viehland, D.; Srinivasan, G. Multiferroic magnetoelectric composites: Historical perspective, status, and future directions. J. Appl. Phys. 2008, 103, 031101. [Google Scholar] [CrossRef]
- Raju, K.; Reddy, P.V. Synthesis and characterization of microwave processed PZT material. Curr. Appl. Phys. 2010, 10, 31–35. [Google Scholar] [CrossRef]
- Venkata Ramana, M.; Roopas Kiran, S.; Rama Manohar Reddy, N.; Siva Kumar, K.V.; Murty, V.R.K.; Murty, B.S. Investigation and characterization of Pb(Zr0.52Ti0.48)O3 nanocrystalline ferroelectric ceramics: By conventional and microwave sintering methods. Mater. Chem. Phys. 2011, 126, 295–300. [Google Scholar] [CrossRef]
- Bochenek, D.; Skulski, R.; Wawrzała, P.; Brzezińska, D. Dielectric and ferroelectric properties and electric conductivity of sol–gel derived PBZT ceramics. J. Alloys Compd. 2011, 509, 5356–5363. [Google Scholar] [CrossRef]
- Ding, H.; Zhao, Z.; Jin, J.; Deng, L.; Gong, P.; Wang, X. Densification mechanism of Zr-based bulk metallic glass prepared by two-step spark plasma sintering. J. Alloys Compd. 2021, 850, 156724. [Google Scholar] [CrossRef]
- Noudem, J.G.; Xing, Y. Overview of Spark Plasma Texturing of functional ceramics. Ceramics 2021, 4, 97–107. [Google Scholar] [CrossRef]
- Ramírez, C.; Miranzo, P.; Osendi, M.I.; Belmonte, M. In Situ Graded Ceramic/Reduced Graphene Oxide Composites Manufactured by Spark Plasma Sintering. Ceramics 2021, 4, 12–19. [Google Scholar] [CrossRef]
- Hu, Z.-Y.; Zhang, Z.-H.; Cheng, X.-W.; Wang, F.-C.; Zhang, Y.-F.; Li, S.-L. A review of multi-physical fields induced phenomena and effects in spark plasma sintering: Fundamentals and applications. Mater. Des. 2020, 191, 108662. [Google Scholar] [CrossRef]
- Orru, R.; Licheri, R.; Locci, A.M.; Cincotti, A.; Cao, G. Consolidation/synthesis of materials by electric current activated/assisted sintering. Mater. Sci. Eng. R Rep. 2009, 63, 127–287. [Google Scholar] [CrossRef]
- Song, S.; Wang, Z.; Shi, G. Heating mechanism of spark plasma sintering. Ceram. Int. 2013, 2, 1393–1396. [Google Scholar] [CrossRef]
- Voisin, T.; Durand, L.; Karnatak, N.; Le Gallet, S.; Thomas, M.; Le Berre, Y.; Castagné, J.F.; Couret, A. Temperature control during Spark Plasma Sintering and application to up-scalling and complex shaping. J. Mater. Process. Tech. 2013, 213, 269–278. [Google Scholar] [CrossRef]
- Bochenek, D.; Niemiec, P.; Korzekwa, J.; Durtka, B.; Stokłosa, Z. Microstructure and properties of the ferroeletric-ferromagnetic PLZT-ferrite composites. Symmetry 2018, 10, 59. [Google Scholar] [CrossRef] [Green Version]
- Kulawik, J.; Szwagierczak, D.; Guzdek, P. Multiferroic Cobalt Ferrite-Lead Iron Tungstate Composites. Acta Phys. Pol. A 2012, 121, 122–124. [Google Scholar] [CrossRef]
- Nisar, A.; Zhang, C.; Boesl, B.; Agarwal, A. Unconventional Materials Processing Using Spark Plasma Sintering. Ceramics 2021, 4, 20–39. [Google Scholar] [CrossRef]
- Munir, Z.A.; Anselmi-Tamburini, U.; Ohyanagi, M. The effect of electric field and pressure on the synthesis and consolidation of materials: A review of the spark plasma sintering method. J. Mater. Sci. 2006, 41, 763–777. [Google Scholar] [CrossRef]
- Srinivas, A.; Raja, M.M.; Sivaprahasam, D.; Saravanan, P. Enhanced ferroelectricity and magnetoelectricity in 0.75BaTiO3-0.25BaFe12O19 by spark plasma sintering. Process. Appl. Ceram. 2013, 7, 29–35. [Google Scholar] [CrossRef]
- Saba, F.; Zhang, F.; Sajjadi, S.A.; Sabzevar, M.H.; Cavaliere, P. Spark Plasma Sintering of Materials: Advances in Processing and Applications. Springer Nature Switzerland AG: Cham, Switzerland, 2019. [Google Scholar] [CrossRef]
- Hulbert, D.M.; Jiang, D.; Dudina, D.; Mukherjee, A.K. The synthesis and consolidation of hard materials by spark plasma sintering. Int. J. Refract. Met. Hard Mater. 2009, 27, 367–375. [Google Scholar] [CrossRef]
- Liu, L.; Hou, Z.; Zhang, B.; Ye, F.; Zhang, Z.; Zhou, Y. A new heating route of spark plasma sintering and its effect on alumina ceramic densification. Mater. Sci. Eng. A 2013, 559, 462–466. [Google Scholar] [CrossRef]
- Niemiec, P.; Bartkowska, J.A.; Brzezińska, D.; Dercz, G.; Stokłosa, Z. Electrophysical properties of the multiferroic PFN–ferrite composites obtained by spark plasma sintering and classical technology. Appl. Phys. A 2020, 126, 1–8. [Google Scholar] [CrossRef]
- Laszkiewicz-Łukasik, J.; Putyra, P.; Klimczyk, P.; Podsiadło, M.; Bednarczyk, K. Spark Plasma Sintering/Field Assisted Sintering Technique as a Universal Method for the Synthesis, Densification and Bonding Processes for Metal, Ceramic and Composite Materials. J. Appl. Mater. Eng. 2020, 60, 53–69. [Google Scholar] [CrossRef]
- Bochenek, D.; Zachariasz, R.; Niemiec, P.; Ilczuk, J.; Bartkowska, J.A.; Brzezińska, D. Ferroelectromagnetic solid solutions on the base piezoelectric ceramic materials for components of micromechatronics. Mech. Syst. Signal Process. 2016, 78, 84–90. [Google Scholar] [CrossRef]
- Mesquita, A.; Godar, T.G.; Michalowicz, A.; Mastelaro, V.R. Pb0.90Ba0.10Zr0.40Ti0.60O3 nanostructured ferroelectric ceramics prepared by Spark Plasma Sintering. Ferroelectrics 2012, 429, 69–74. [Google Scholar] [CrossRef]
- Sato, Y.; Kanai, H.; Yamashita, Y. Grain size dependence of dielectric constant for modified (Pb0.63Ba0.37)(Zr0.7Ti0.3)O3 ceramic material. Jpn. J. Appl. Phys. 1994, 33, 1380–1384. [Google Scholar] [CrossRef]
- Peppet, P.; Dougherty, J.P.; Shrout, T.R. Particle and grain size effects on the dielectric behavior of the relaxor ferroelectric Pb(Mg1/3Nb2/3)O3. J. Mater. Res. 1990, 5, 2902–2909. [Google Scholar] [CrossRef]
- Yamamoto, T. Optimum preparation methods for piezoelectric ceramics and their evaluation. Am. Ceram. Soc. Bull. 1992, 71, 978–985. [Google Scholar]
- Singh, A.; Chatterjee, R. Multiferroic properties of La-rich BiFeO3-PbTiO3 solid solutions. Ferroelectrics 2012, 433, 180–189. [Google Scholar] [CrossRef]
- Elissalde, C.; Ravez, J. Ferroelectric ceramics: Defects and dielectric relaxations. J. Mater. Chem. 2001, 11, 1957–1967. [Google Scholar] [CrossRef]
- Bochenek, D.; Niemiec, P.; Dercz, G. The effect of mixed doping on the microstructure and electrophysical parameters of the multi-component PZT-type ceramics. Materials 2020, 13, 1996. [Google Scholar] [CrossRef]
- Amin, R.; Samantaray, K.; Rini, E.G.; Bhaumik, I.; Sen, S. Grain and grain boundary contributions to AC conductivity in ferro-electric Ba0.75Pb0.25Ti1-xZrxO3 ceramics. Ceram. Int. 2021, 47, 13118–13128. [Google Scholar] [CrossRef]
- Rayssi, C.; Kossi, S.E.; Dhahri, J.; Khirouni, K. Frequency and temperature-dependence of dielectric permittivity and electric modulus studies of the solid solution Ca0.85Er0.1Ti1−xCo4x/3O3 (0 ≤ x ≤ 0.1). RSC Adv. 2018, 8, 17139–17150. [Google Scholar] [CrossRef] [Green Version]
- Nayak, P.; Badapanda, T.; Singh, A.K.; Panigrahi, S. An approach for correlating the structural and electrical properties of Zr4+-modified SrBi4Ti4O15/SBT ceramic. RSC Adv. 2017, 7, 16319–16331. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.; Hu, L.; Deng, J.; Xing, X. Negative thermal expansion in functional materials: Controllable thermal expansion by chemical modifications. Chem. Soc. Rev. 2015, 44, 3522–3567. [Google Scholar] [CrossRef] [Green Version]
- Scott, J.F.; Dawber, M. Oxygen-vacancy ordering as a fatigue mechanism in perovskite ferroelectrics. Appl. Phys. Lett. 2000, 76, 3801–3803. [Google Scholar] [CrossRef]
- Dwivedi, S.; Badole, M.; Vasavan, H.N.; Kumar, S. Influence of annealing environments on the conduction behaviour of KNN-based ceramics. Ceram. Int. 2022, in press. [Google Scholar] [CrossRef]
- Randall, C.A.; Kim, N.; Kucera, J.-P.; Cao, W.; Shrout, T.R. Intrinsic and extrinsic size effects in fine-grained mopho-tropic-phase-boundary lead zirconate titanate ceramics. J. Am. Ceram. Soc. 1998, 81, 677–688. [Google Scholar] [CrossRef]
- Wang, X.; Huan, Y.; Wang, Z.; Lin, X.; Huang, S.; Wei, T.; Li, L.; Wang, X. Electrical conduction and dielectric relaxation mechanisms in the KNN-based ceramics. J. Appl. Phys. 2019, 126, 104101. [Google Scholar] [CrossRef]
- Kröger, F.; Vink, H. Relations between the Concentrations of Imperfections in Crystalline Solids. Solid State Phys. 1956, 3, 307–435. [Google Scholar] [CrossRef]
- Morrison, F.; Coats, A.M.; Sinclair, D.C.; West, A. Charge Compensation Mechanisms in La-Doped BaTiO3. J. Electroceramics 2001, 6, 219–232. [Google Scholar] [CrossRef]
- Vendrell, X.; Mestres, L. Optimization of the sintering conditions of the [(K0.5Na0.5)1−xLix]NbO3 system. Phys. Procedia 2010, 8, 57–62. [Google Scholar] [CrossRef] [Green Version]
- Kobor, D.; Guiffard, B.; Lebrun, L.; Hajjaji, A.; Guyomar, D. Oxygen vacancies effect on ionic conductivity and relaxation phenomenon in undoped and Mn doped PZN-4.5PT single crystals. J. Phys. D Appl. Phys. 2007, 40, 2920–2926. [Google Scholar] [CrossRef]
- Tyunina, M. Oxygen Vacancies in Perovskite Oxide Piezoelectrics. Materials 2020, 13, 5596. [Google Scholar] [CrossRef]
- Warren, W.L.; Vanheusden, K.; Dimos, D.; Pike, G.E.; Tuttle, B.A. Oxygen Vacancy Motion in Perovskite Oxides. J. Am. Ceram. Soc. 1996, 79, 536–538. [Google Scholar] [CrossRef]
- Bochenek, D.; Skulski, R.; Wawrzała, P.; Brzezińska, D. Dielectric properties of Pb0.75Ba0.25(Zr0.65Ti0.35)1-zSnzO3 ceramics. Ferroelectrics 2011, 418, 82–87. [Google Scholar] [CrossRef]
- Bochenek, D.; Niemiec, P.; Skulski, R.; Adamczyk, M.; Brzezińska, D. Electrophysical properties of the multicomponent PBZT-type ceramics doped by Sn4+. J. Electroceramics 2019, 42, 17–30. [Google Scholar] [CrossRef] [Green Version]
- Chang, T.I.; Huang, J.L.; Lin, H.P.; Wang, S.C.; Lu, H.H.; Wu, L.; Lin, J.F. Effect of drying temperature on structure, phase transformation of sol-gel derived lead zirconate titanate powders. J. Alloys Compd. 2006, 414, 224–229. [Google Scholar] [CrossRef]
- Kjølseth, C.; Fjeld, H.; Prytz, Ø.; Dahl, P.I.; Estournès, C.; Haugsrud, R.; Norby, T. Space–charge theory applied to the grain boundary impedance of proton conducting BaZr0.9Y0.1O3−δ. Solid State Ion. 2010, 181, 268–275. [Google Scholar] [CrossRef] [Green Version]
- Prohinig, J.M.; Reichmann, K.; Bigl, S. Modification of grain boundary potential barriers by annealing treatments of PTCR ceramics with identical microstructure and room-temperature resistivity. J. Eur. Ceram. Soc. 2021, 41, 179–187. [Google Scholar] [CrossRef]
- Kumar, A.; Reddy Emani, S.; James Raju, K.C.; Ryu, J.; James, A.R. Investigation of the Effects of Reduced Sintering Temperature on Dielectric, Ferroelectric and Energy Storage Properties of Microwave-Sintered PLZT 8/60/40 Ceramics. Energies 2020, 13, 64. [Google Scholar] [CrossRef]
- Pradhan, D.K.; Puli, V.S.; Kumari, S.; Sahoo, S.; Das, P.T.; Pradhan, K.; Pradhan, D.K.; Scott, J.F.; Katiyar, R.S. Studies of Phase Transitions and Magnetoelectric Coupling in PFN-CZFO Multiferroic Composites. J. Phys. Chem. C 2016, 120, 1936–1944. [Google Scholar] [CrossRef]
- Behrens, B.-A.; Brunotte, K.; Peddinghaus, J.; Heymann, A. Influence of Dwell Time and Pressure on SPS Process with Titanium Aluminides. Metals 2022, 12, 83. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Process Temperature (°C) | Dwell Time t (min) | Pressure (MPa) | Heating Rate (°/min) | Plunger Displacement (mm) | Density (g/cm3) |
|---|---|---|---|---|---|---|
| PF-A | 900 | 2 | 50 | 50 | 1.78 | 6.91 |
| PF-B | 900 | 3 | 50 | 50 | 1.86 | 7.23 |
| PF-C | 900 | 4 | 50 | 50 | 1.75 | 6.95 |
| PF-D | 900 | 5 | 50 | 50 | 1.82 | 6.84 |
| Sample | Process Temperature (°C) | Dwell Time t (min) | Pressure (MPa) | Heating Rate (°/min) | Plunger Displacement (mm) | Density (g/cm3) |
|---|---|---|---|---|---|---|
| PF-BL | 850 | 3 | 50 | 50 | 1.54 | 6.76 |
| PF-B | 900 | 3 | 50 | 50 | 1.86 | 7.23 |
| PF-BH | 950 | 3 | 50 | 50 | 1.82 | 7.03 |
| Elements | PF | PF-A | PF-B | PF-C | PF-D |
|---|---|---|---|---|---|
| TH (%) | EXP (%) | ||||
| Pb | 55.389 | 55.68 | 55.45 | 55.51 | 55.64 |
| La | 0.785 | 0.88 | 0.80 | 0.81 | 0.82 |
| Zr | 22.284 | 21.70 | 21.84 | 21.81 | 21.72 |
| Ti | 1.299 | 1.15 | 1.28 | 1.29 | 1.26 |
| Zn | 0.714 | 0.76 | 0.82 | 0.80 | 0.78 |
| Ni | 1.139 | 1.31 | 1.22 | 1.25 | 1.26 |
| Fe | 3.385 | 3.43 | 3.48 | 3.46 | 3.48 |
| O | 15.33 | 15.09 | 15.11 | 15.07 | 15.04 |
| Elements | PF-BL | PF-B | PF-BH | |
|---|---|---|---|---|
| TH (%) | EXP (%) | |||
| Pb | 55.389 | 55.74 | 55.45 | 55.29 |
| La | 0.785 | 0.73 | 0.80 | 0.82 |
| Zr | 22.284 | 21.69 | 21.84 | 21.98 |
| Ti | 1.299 | 1.12 | 1.28 | 1.22 |
| Zn | 0.714 | 0.71 | 0.82 | 0.77 |
| Ni | 1.139 | 1.25 | 1.22 | 1.26 |
| Fe | 3.385 | 3.64 | 3.48 | 3.67 |
| O | 15.33 | 15.12 | 15.11 | 14.99 |
| Sample | ρDC (Ωm) | Ea (eV) I Region/Lower Temperatures/ | Ea (eV) II Region/Higher Temperatures/ |
|---|---|---|---|
| PF-A | 5.8 × 108 | 0.16 | 1.33 |
| PF-B | 6.4 × 108 | 0.04 | 1.21 |
| PF-C | 4.2 × 108 | 0.03 | 1.23 |
| PF-D | 3.6 × 108 | 0.08 | 1.23 |
| Sample | ρDC (Ωm) | Ea (eV) I Region/Lower Temperatures/ | Ea (eV) II Region/Higher Temperatures/ |
|---|---|---|---|
| PF-BL | 2.8 ×108 | 0.04 | 1.22 |
| PF-B | 6.4 × 108 | 0.04 | 1.21 |
| PF-BH | 6.2 × 108 | 0.06 | 1.23 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bochenek, D. A Combination of Calcination and the Spark Plasma Sintering Method in Multiferroic Ceramic Composite Technology: Effects of Process Temperature and Dwell Time. Materials 2022, 15, 2524. https://doi.org/10.3390/ma15072524
Bochenek D. A Combination of Calcination and the Spark Plasma Sintering Method in Multiferroic Ceramic Composite Technology: Effects of Process Temperature and Dwell Time. Materials. 2022; 15(7):2524. https://doi.org/10.3390/ma15072524
Chicago/Turabian StyleBochenek, Dariusz. 2022. "A Combination of Calcination and the Spark Plasma Sintering Method in Multiferroic Ceramic Composite Technology: Effects of Process Temperature and Dwell Time" Materials 15, no. 7: 2524. https://doi.org/10.3390/ma15072524