
Identification of the Fracture Process in Gas Pipeline Steel Based on the Analysis of AE Signals



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
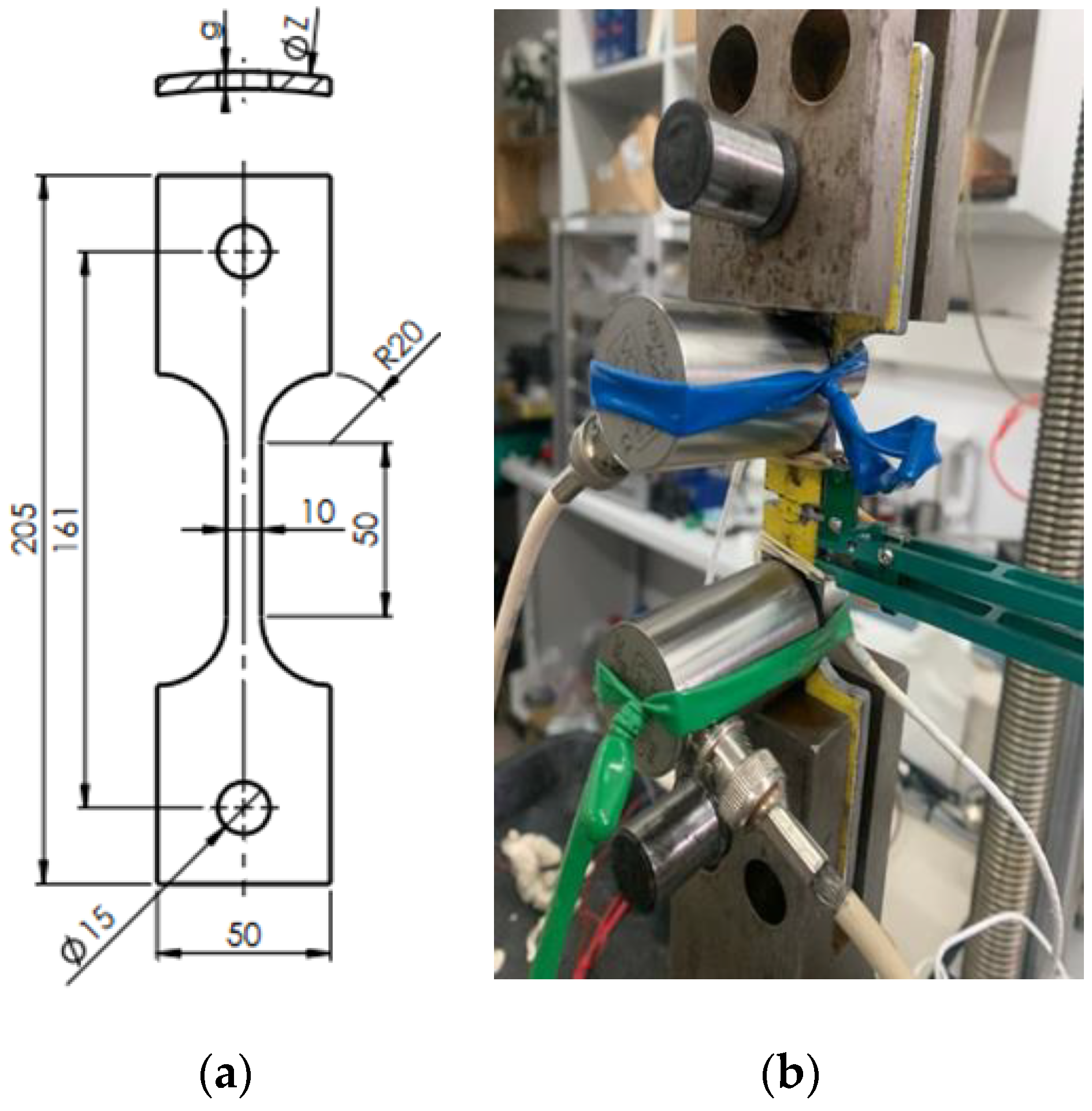
2.2.1. Specification of Material Test
2.2.2. Acoustic Emission Method
- 1–20 kHz (VS12-E);
- 30–120 kHz (VS75-SIC-40dB);
- 100–450 kHz (VS150-RIC);
- 100–900 kHz (VS900-RIC).
3. Results and Discussion
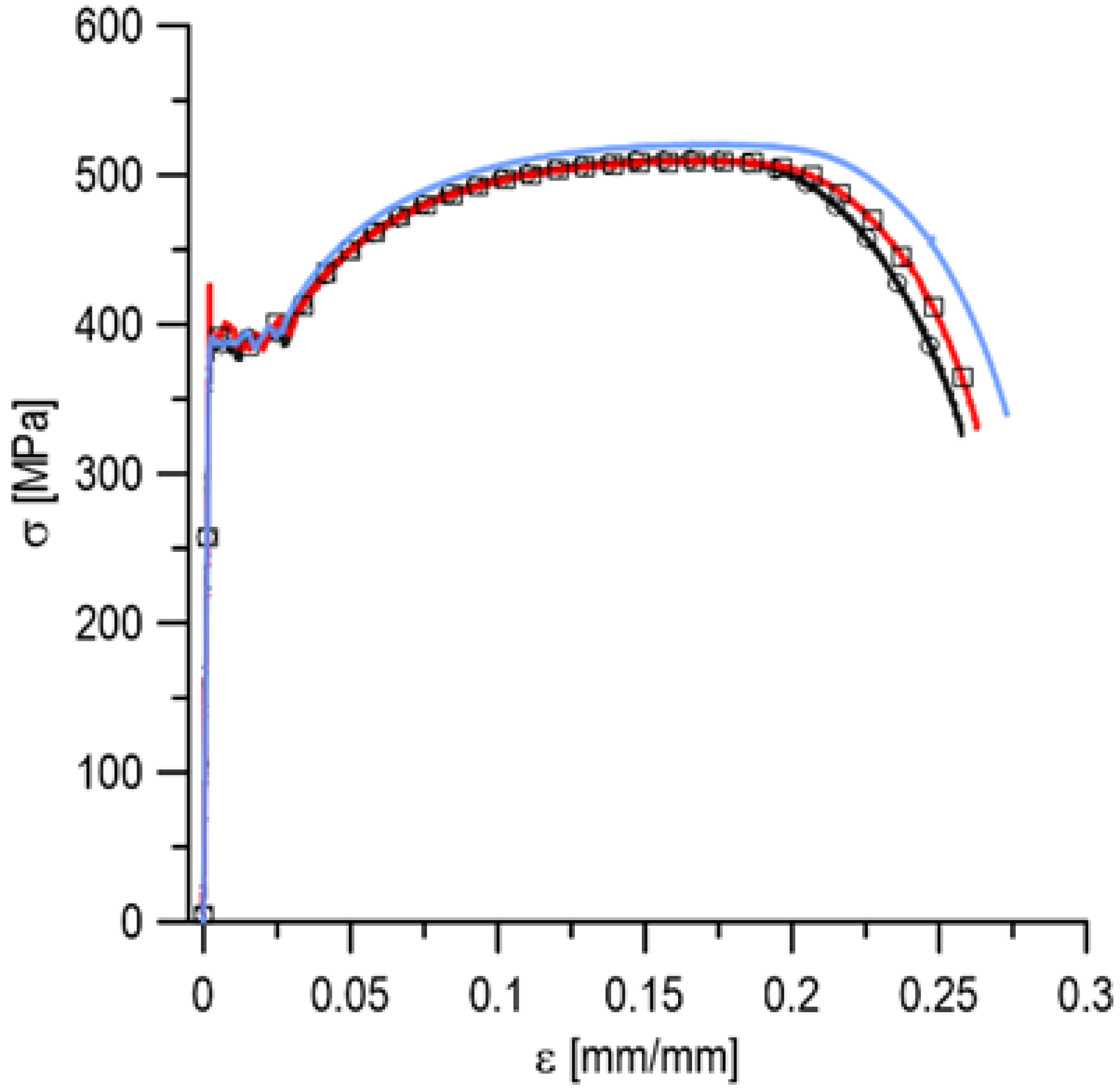
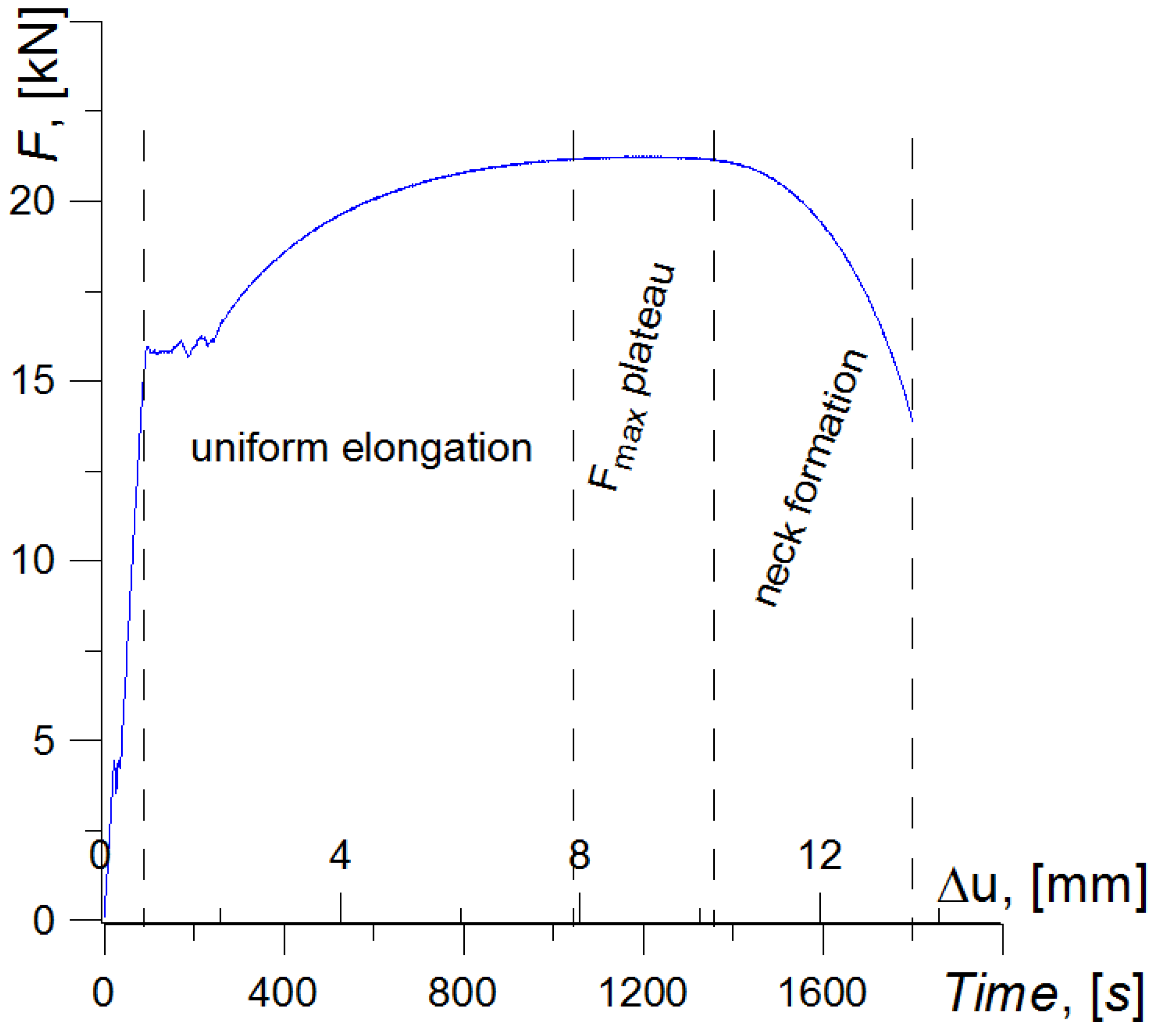
3.1. Mechanical Results
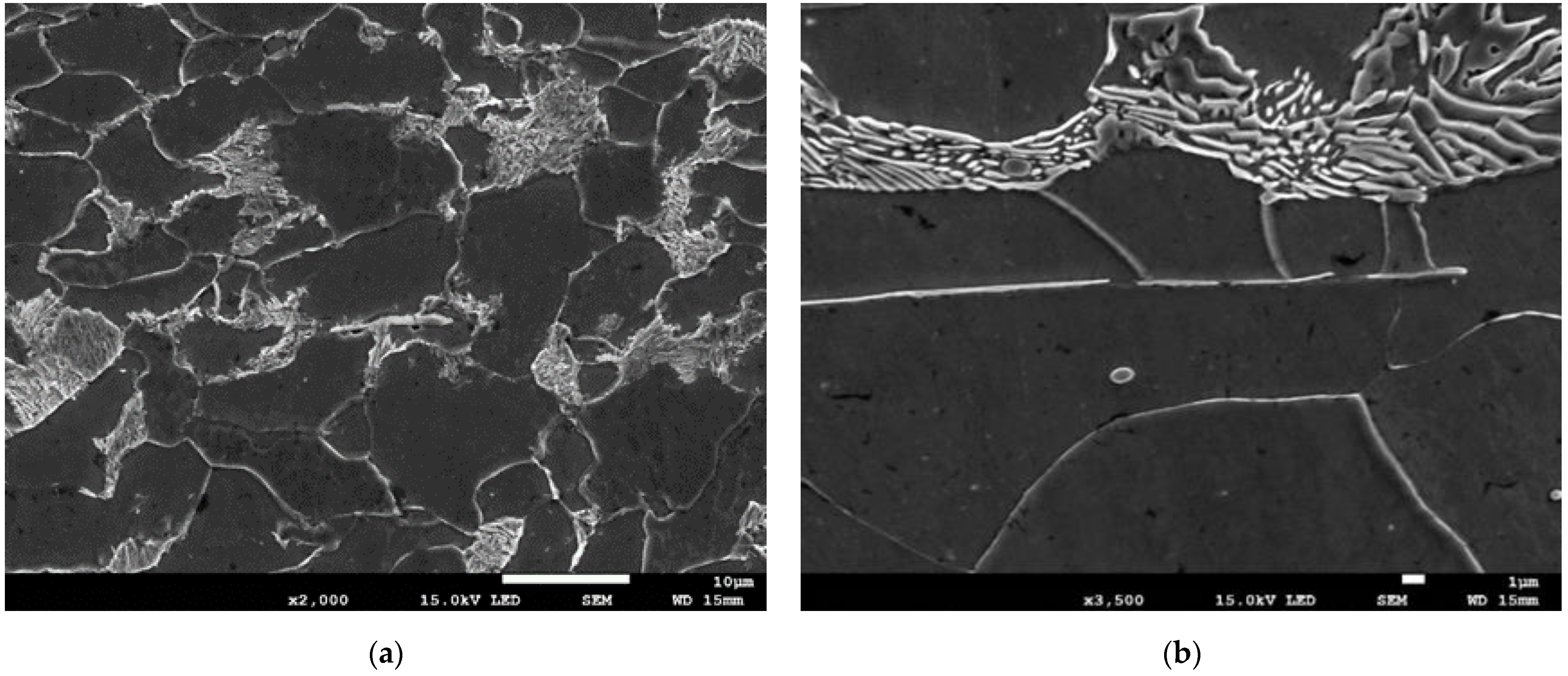
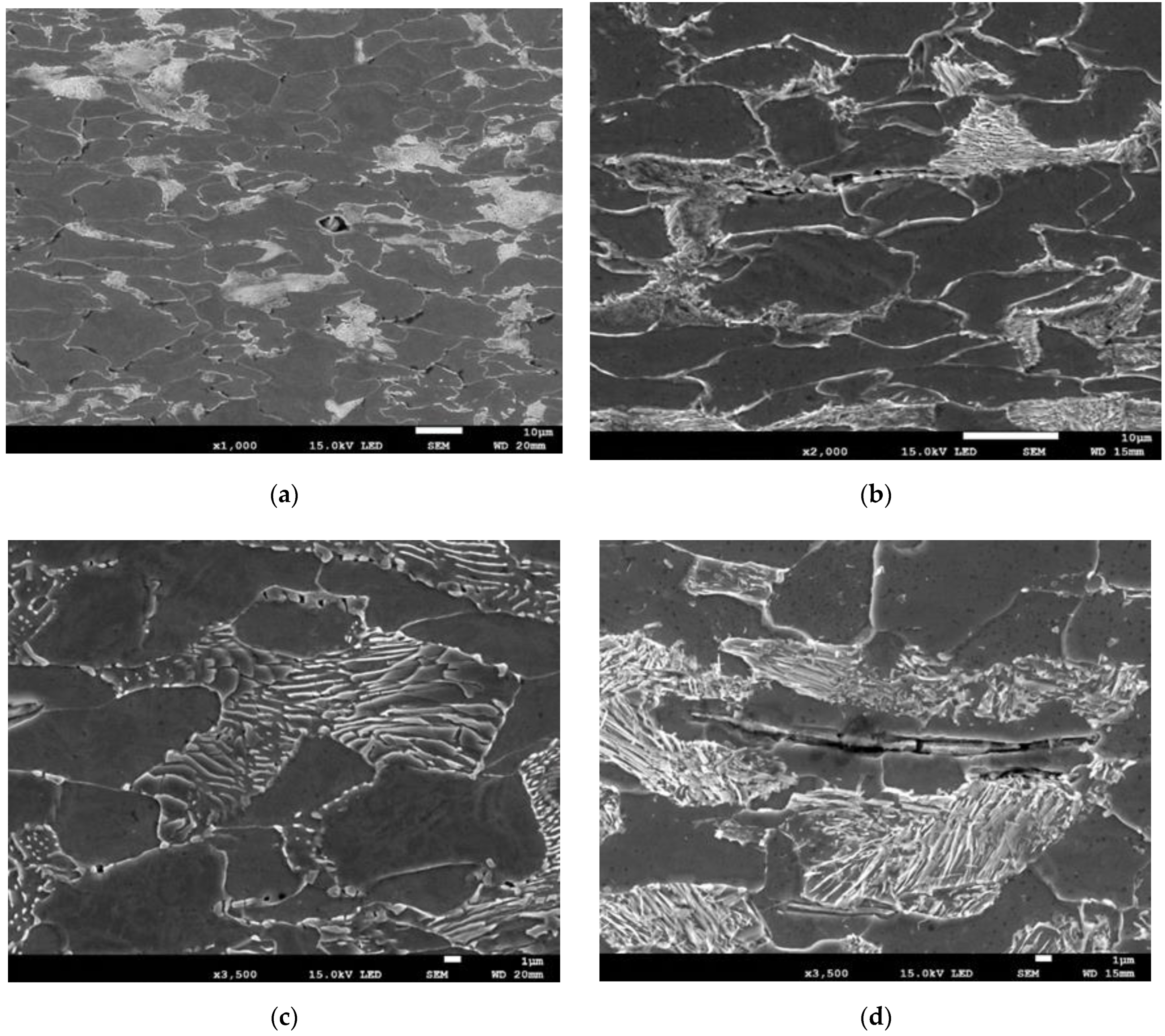
3.2. Description of the Fracture Process Based on Microstructural Examinations
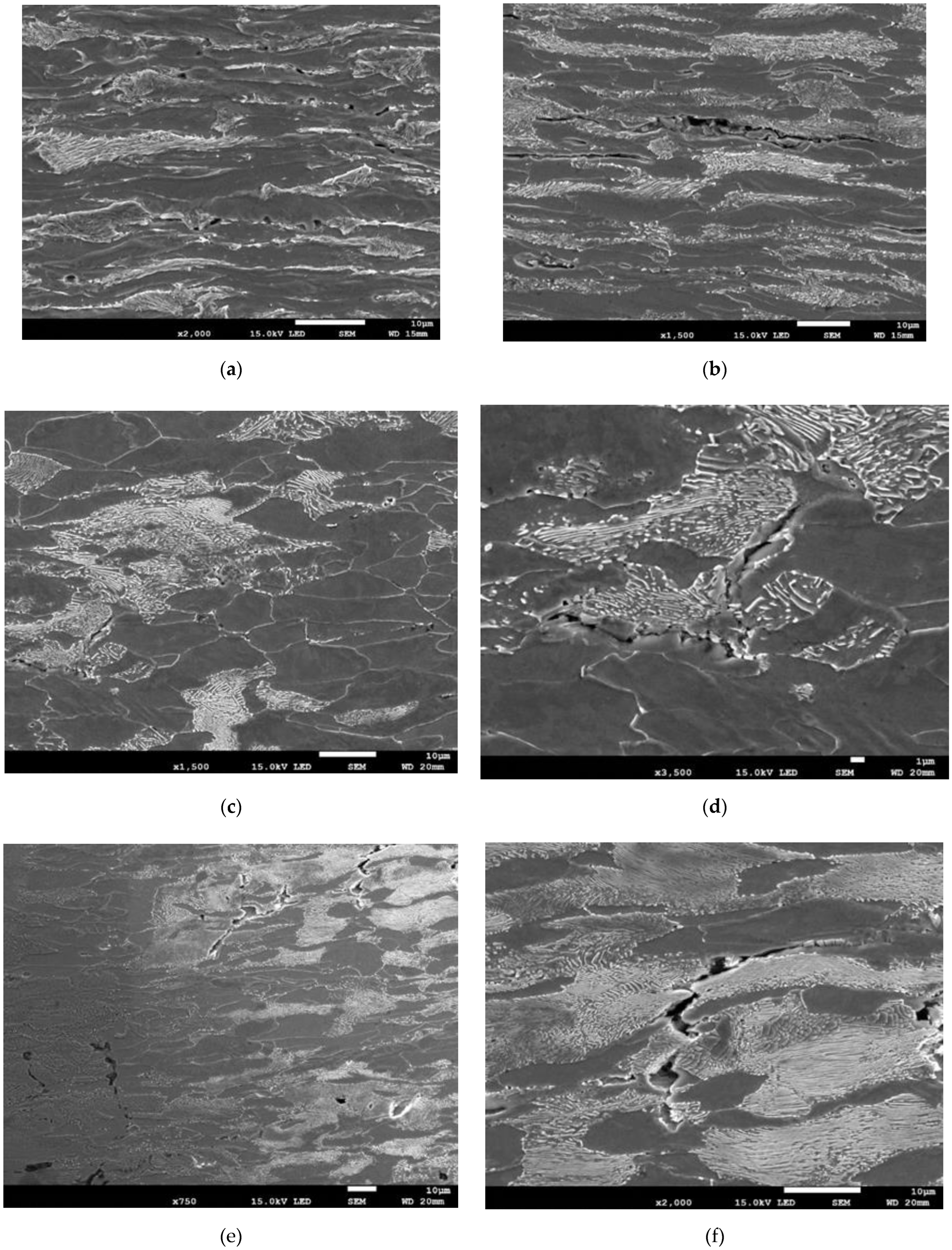
3.3. Description of the Fracture Process
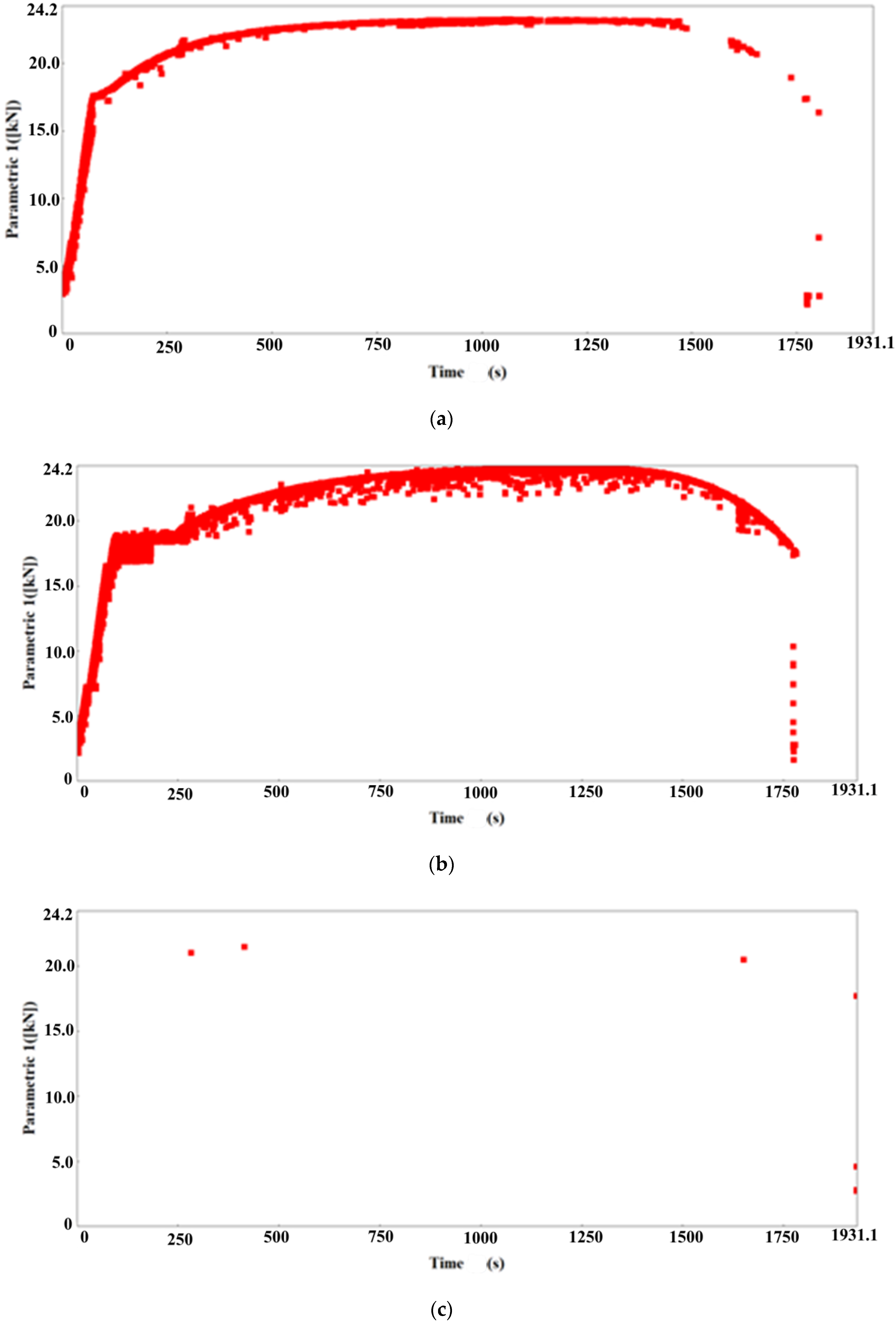
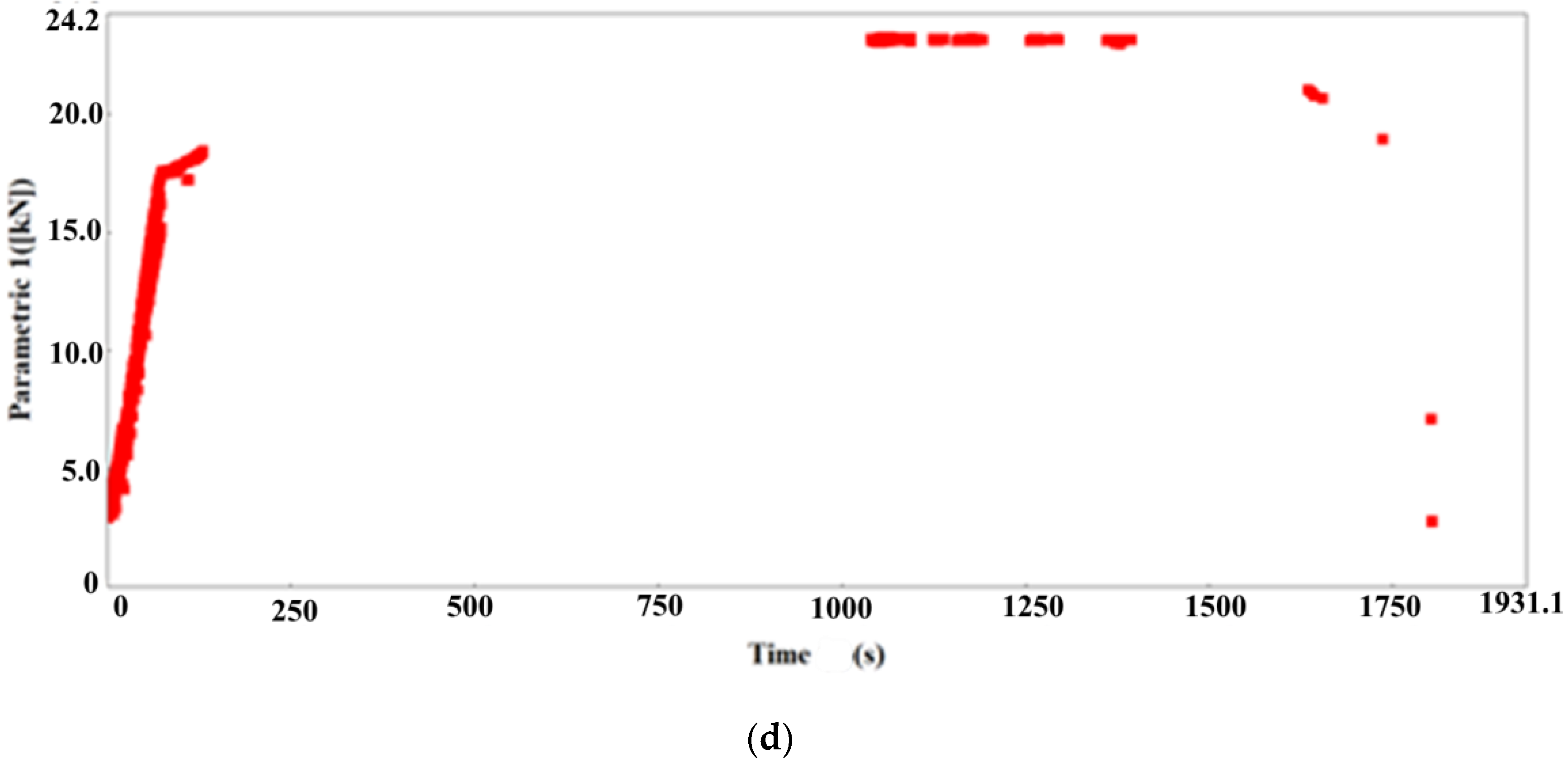
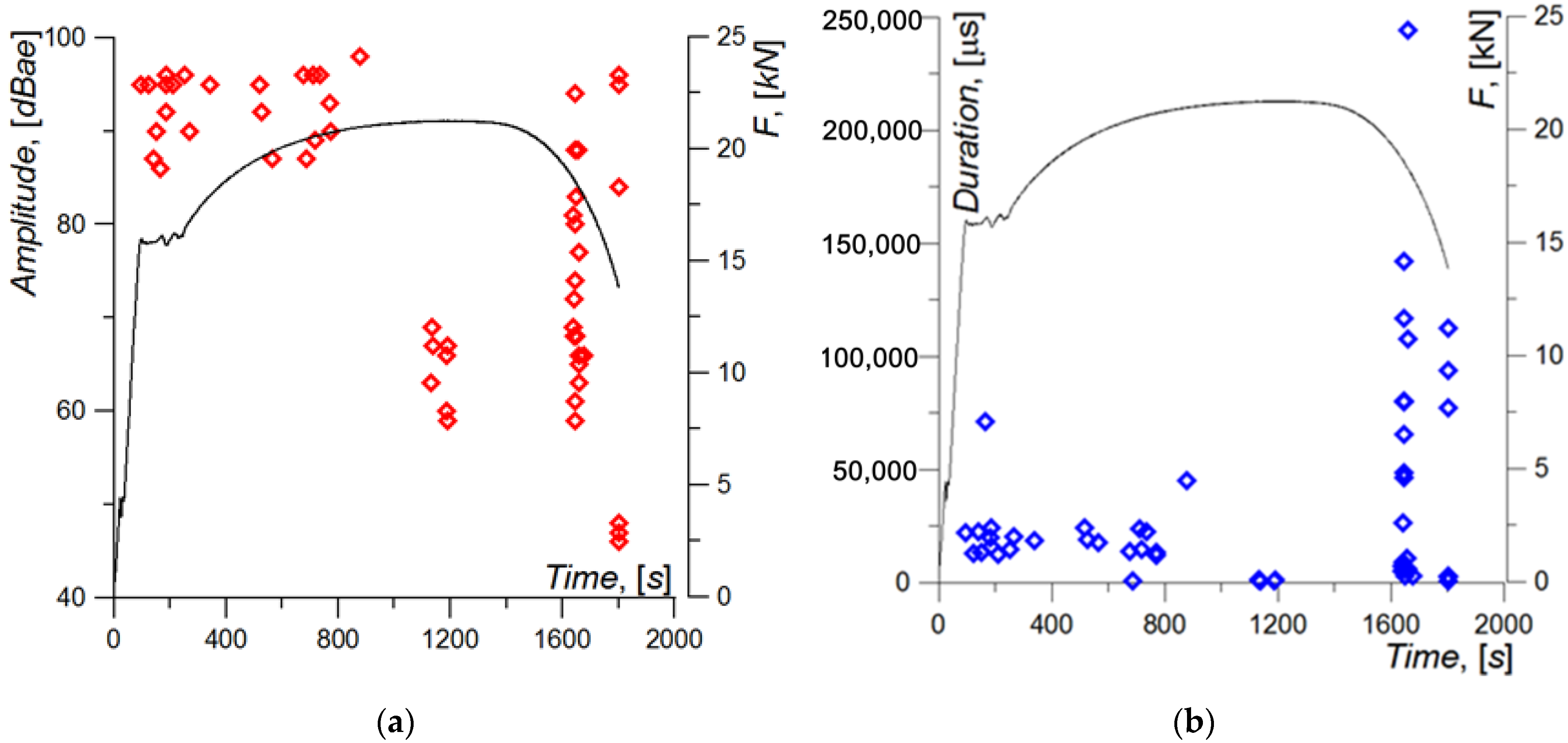
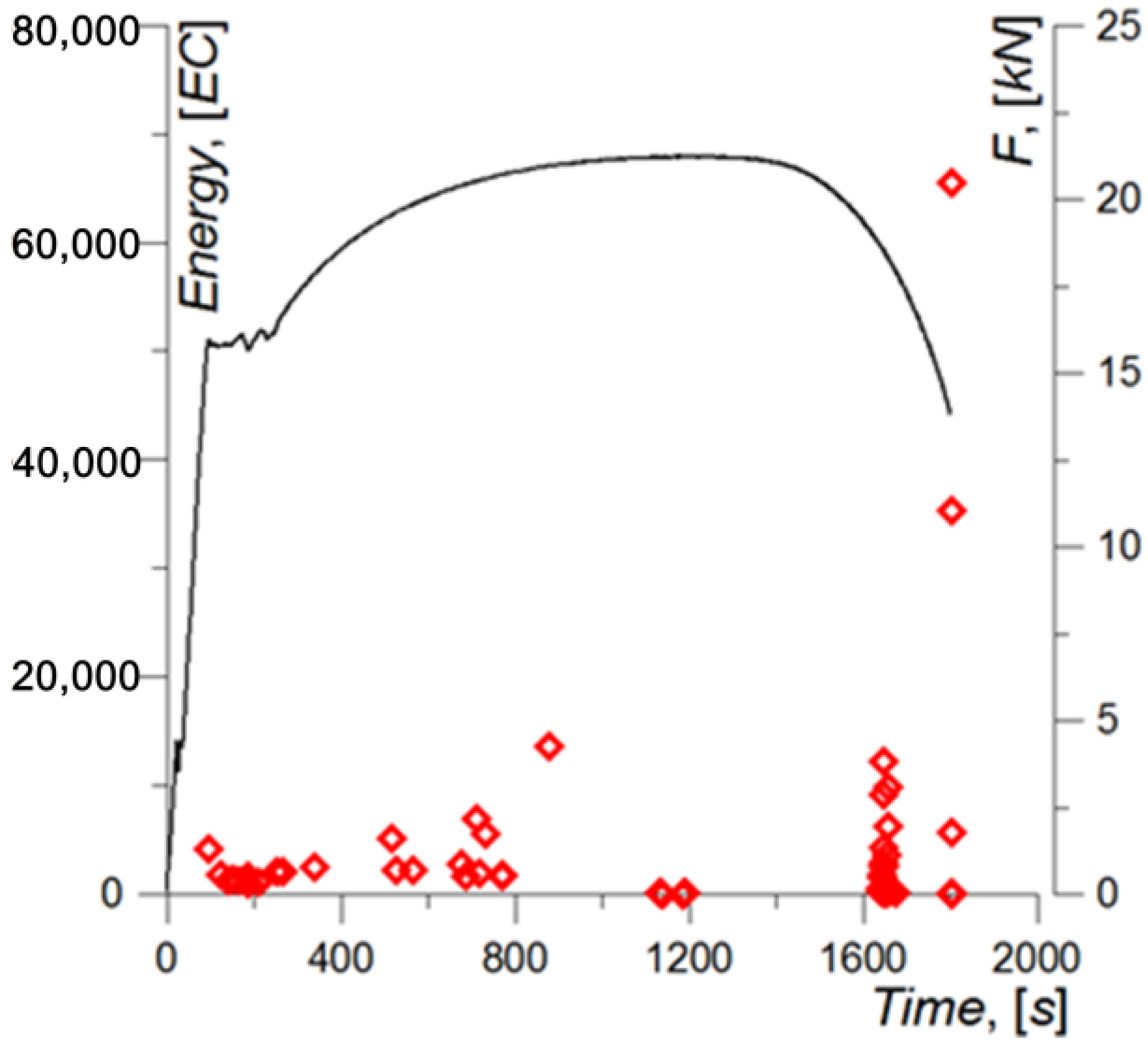
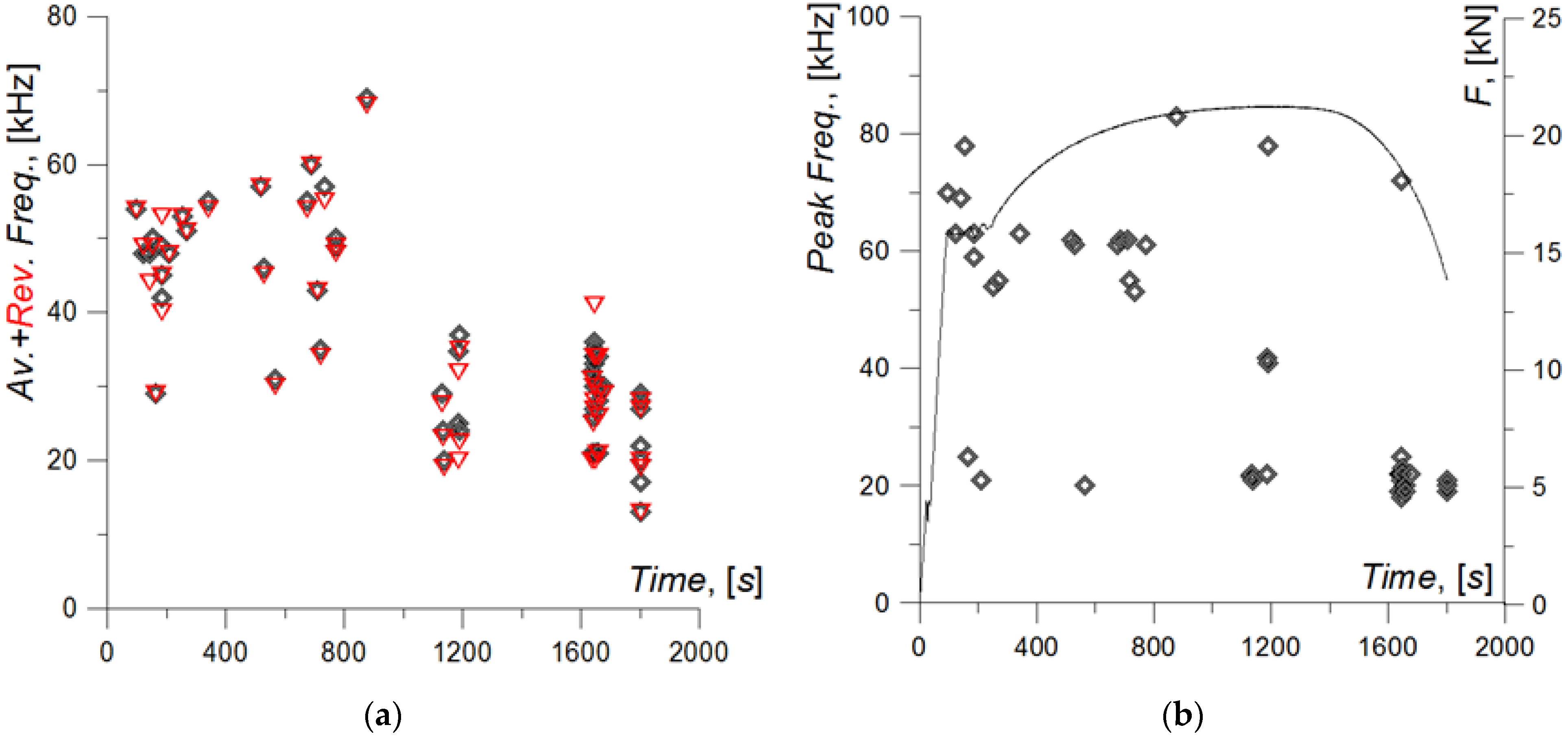
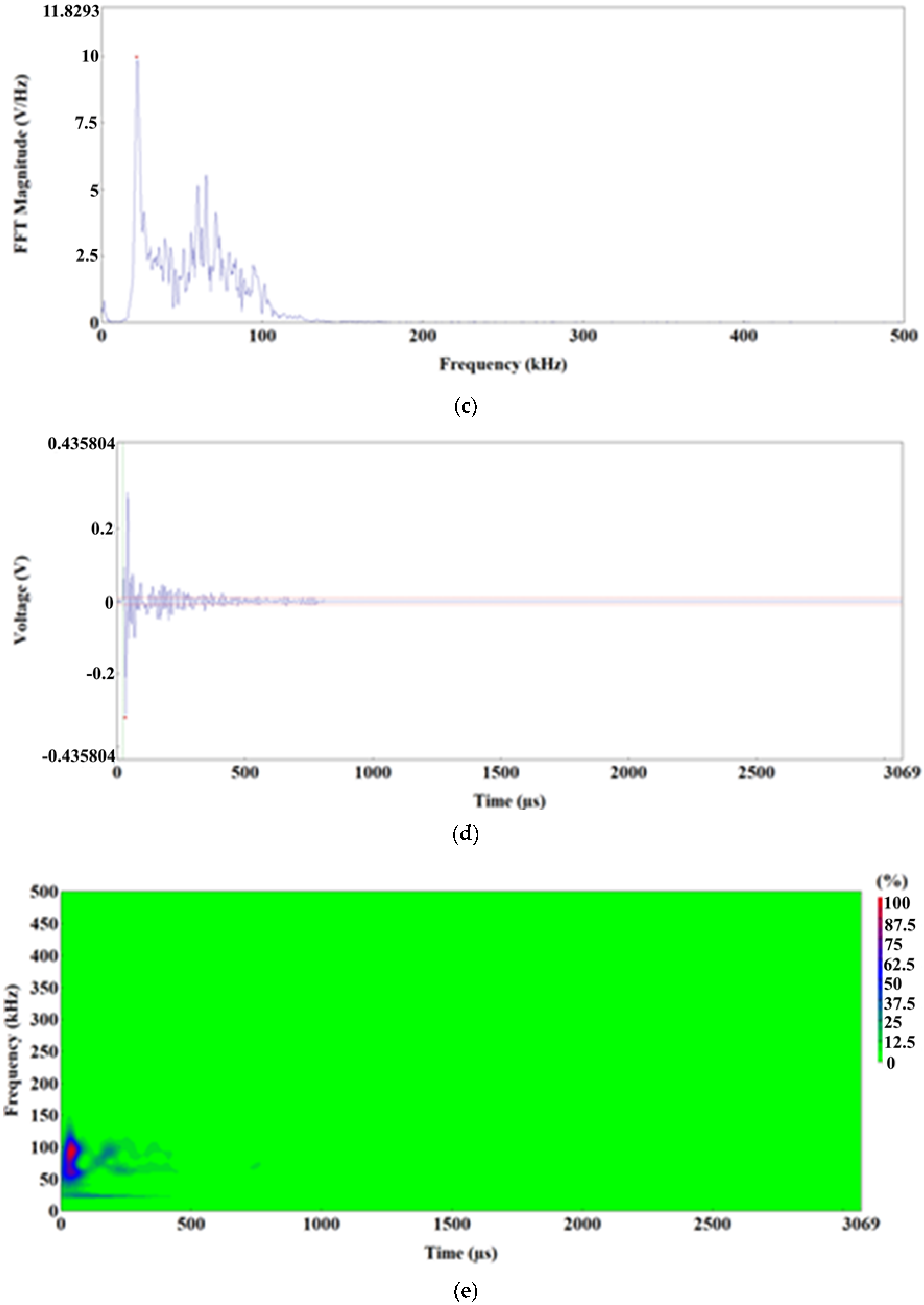
3.4. Acoustic Emission (AE) Signals Analysis
4. Conclusions
- Various material damage mechanisms can be observed during the uniaxial tensile loading of the specimen: plastic strain in the matrix (primarily in ferrite grains), decohesion between the inclusions and the ferritic matrix of the material, fracture of MnS inclusions and coagulated precipitates at grain interfaces and fracture of ferrite grains.
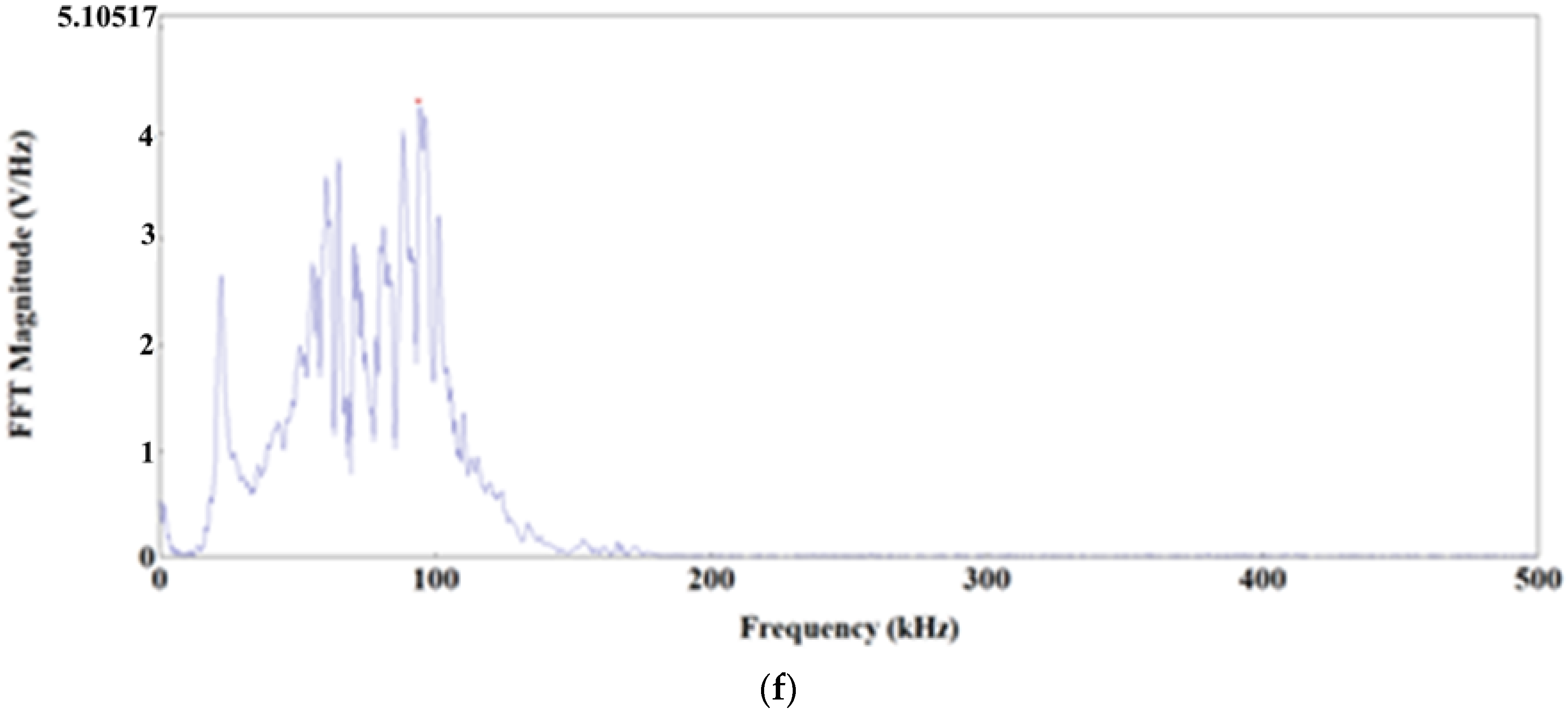
- Plastic strain is present at every stage of damage evolution in the material (S235 steel) during specimen elongation. It is also the dominant process at the stage of uniform elongation in the specimen until the maximum strength is reached. The band of dominant frequencies of typical AE signals in that range corresponds to 50–100 kHz. Sporadically, lower frequencies were also observed in the spectra of the signals, but the magnitudes for the lower frequencies were also significantly lower. Consequently, it was found that signals with a frequency of 50–100 kHz characterized plastic strain in the material. Plastic strain at this stage was accompanied by local fractures or decohesion, but these phenomena occurred sporadically, and their intensity was low.
- In the range of maximum specimen strength (beginning of neck formation), the frequency spectra of AE signals also include 50–100 kHz frequencies. The same spectra also had a significant content of 18–36 kHz frequencies. In the case of some signals, there was a dominance of the 50–100 kHz frequency range, and in others—18–36 kHz. Therefore, it was found that the recorded signals were generated by two mechanisms: plastic strain and, most likely, decohesion and fracture of some of the largest MnS inclusions. The fracture of these inclusions reduces the effective cross-section of the specimen, increasing stresses and strains in the local area. The increase in stresses and strains in this local area, in turn, causes the fracture of small precipitates.
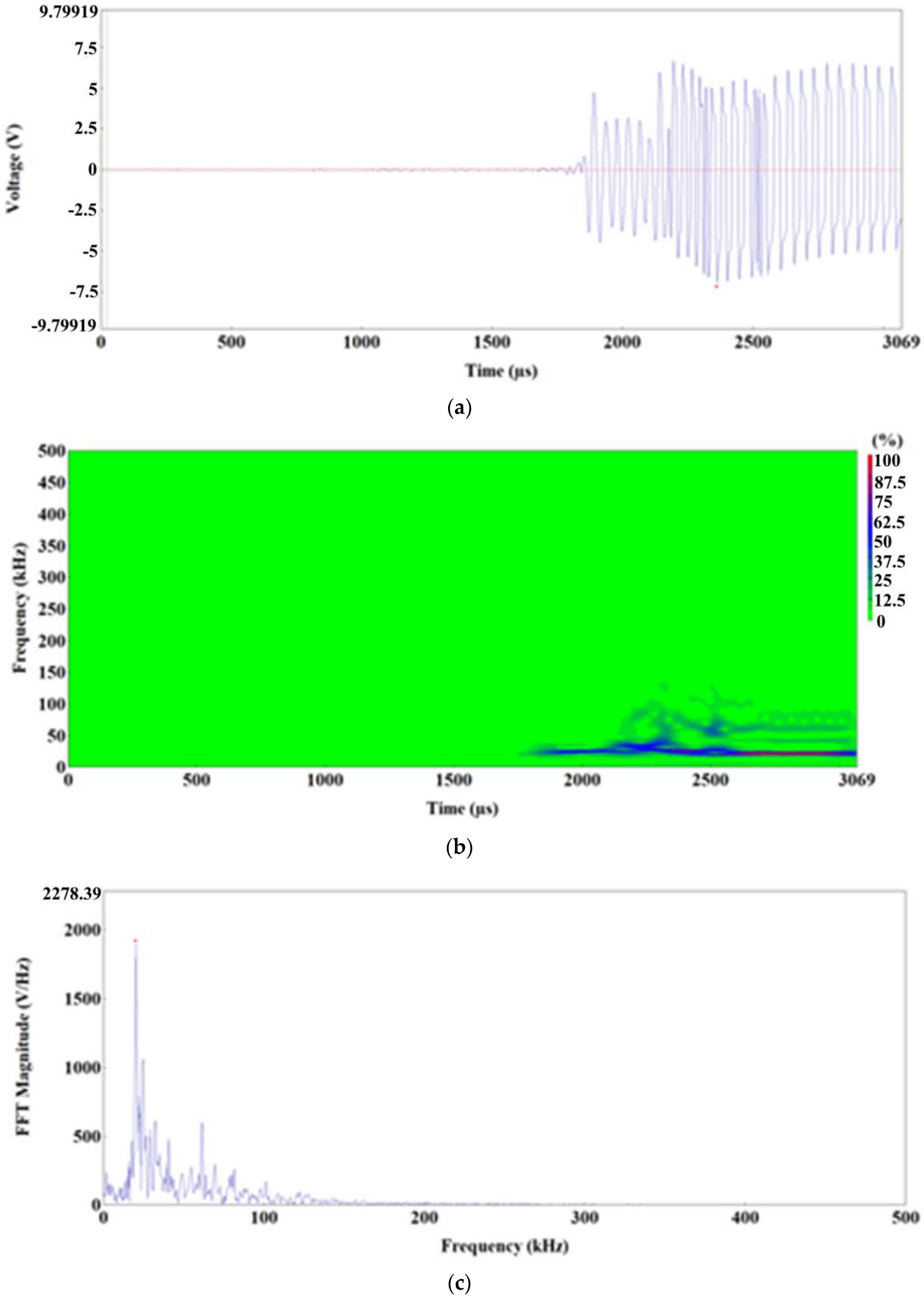
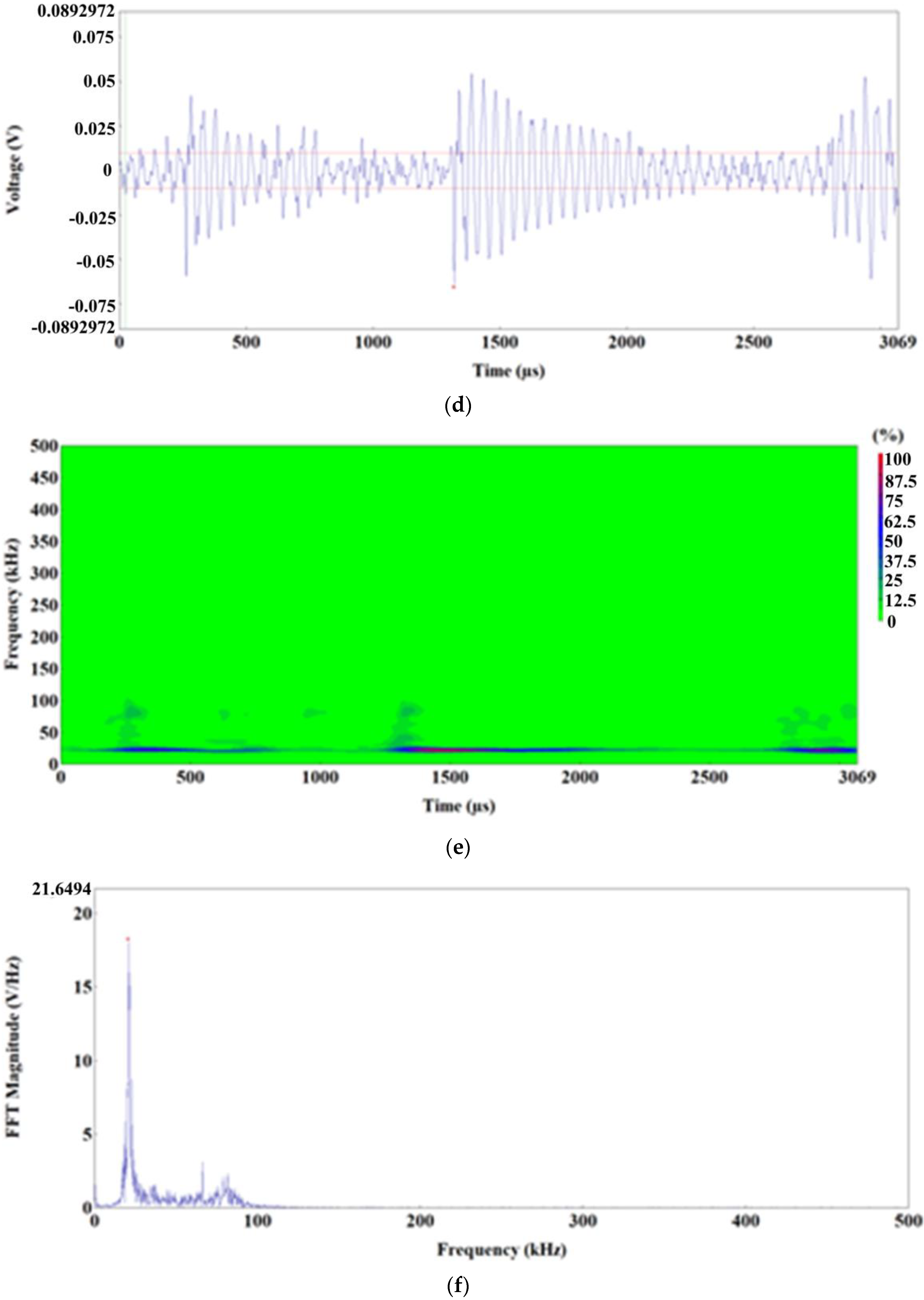
- At the next stage of loading (when the neck is already well formed and visible), the fracture mechanism of MnS inclusions intensifies significantly. The spectra become dominated by the 18–36 kHz frequency range. Frequencies in the range of 50–100 kHz are also present to a small extent, which indicates the development of plastic strains in local areas. It was found that AE signals recorded at this stage were primarily caused by the fracture of MnS inclusions and decohesion between MnS inclusions and precipitates at the grain interface. These mechanisms generate frequencies in the range of 18–36 kHz. They are accompanied by plastic strains, which generate signals with a frequency of 50–100 kHz.
- AE signals in the range of 18–35 kHz were recorded at the last stage, i.e., specimen failure (fracture), and they made up a significant portion of the frequency spectrum. This spectrum also included the highest signal voltage magnitudes. Frequencies of 50–100 kHz are also present in the spectra to a small extent, indicating a small contribution of the signals emitted by the plastic strains in the material to the fracture mechanism.
- Class 1 acoustic emission signals can be related to the onset of neck formation before component failure.
- Correlation was found between the recorded frequency spectra and the mechanical parameters of the steel material.
- The analysis of the acoustic emission signal classes and the frequency of the event spectra enables the assessment of the steel condition and the detection of a potential hazard to an element or structure at an early stage.
Author Contributions
Funding

Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nykyforchyn, H.; Lunarska, E.; Tsyrulnyk, O.; Nikiforov, K.; Gabetta, G. Effect of the long-term service of the gas pipeline on the properties of the ferrite–pearlite steel. Mater. Corros. 2009, 9, 716–725. [Google Scholar] [CrossRef]
- Quej-Ake, L.M.; Rivera-Olvera, J.N.; Domínguez-Aguilar, Y.D.R.; Avelino-Jiménez, I.A.; Garibay-Febles, V.; Zapata-Peñasco, I. Analysis of the physicochemical, mechanical, and electrochemical parameters and their impact on the internal and external SCC of carbon steel pipelines. Materials 2020, 13, 5771. [Google Scholar] [CrossRef] [PubMed]
- Vodenicharov, S. Degradation of the physical and mechanical properties of pipeline material depending on exploitation term. In Safety, Reliability and Risks Associated with Water, Oil and Gas Pipelines; Pluvinage, G., Elwany, M.H., Eds.; Springer: Dordrecht, The Netherlands, 2008; pp. 299–315. [Google Scholar]
- López, D.; Pérez, T.; Simison, S. The influence of microstructure and chemical composition of carbon and low alloy steels in CO2 corrosion. A state-of-the-art appraisal. Mater. Des. 2003, 24, 561–575. [Google Scholar] [CrossRef]
- Nagumo, M. Hydrogen related failure of steels a new aspect. Mater. Sci. Technol. 2004, 20, 940–950. [Google Scholar] [CrossRef]
- Jiang, Y.; Zhang, B.; Zhou, Y.; Wang, J.; Han, E.-H.; Ke, W. Atom probe tomographic observation of hydrogen trapping at carbides/ferrite interfaces for a high strength steel. J. Mater. Sci. Technol. 2017, 34, 1344–1348. [Google Scholar] [CrossRef]
- Ebihara, K.-I.; Sugiyama, Y.; Matsumoto, R.; Takai, K.; Suzudo, T. Numerical Interpretation of Hydrogen Thermal Desorption Spectra for Iron with Hydrogen-Enhanced Strain-Induced Vacancies. Metall. Mater. Trans. A 2020, 52, 257–269. [Google Scholar] [CrossRef]
- Nykyforchyn, H.; Zvirko, O.; Tsyrulnyk, O.; Kret, N. Analysis and mechanical properties characterization of operated gas main elbow with hydrogen assisted large-scale delamination. Eng. Fail. Anal. 2017, 82, 364–377. [Google Scholar] [CrossRef]
- Shadravan, A.; Amani, M. Impacts of Hydrogen Embrittlement on Oil and Gas Wells: Theories behind Premature Failures. In Proceedings of the Society of Petroleum Engineers SPE Gas and Oil Technology Showcase and Conference 2019, Dubai, United Arab Emirates, 21–23 October 2019. [Google Scholar]
- Alvaro, A.; Wan, D.; Olden, V.; Barnoush, A. Hydrogen enhanced fatigue crack growth rates in a ferritic Fe-3 wt% Si alloy and a X70 pipeline steel. Eng. Fract. Mech. 2019, 219, 106641. [Google Scholar] [CrossRef]
- Ohaeri, E.; Eduok, U.; Szpunar, J. Hydrogen related degradation in pipeline steel: A review. Int. J. Hydrogen Energy 2018, 43, 14584–14617. [Google Scholar] [CrossRef]
- Nykyforchyn, H.; Zvirko, O.; Dzioba, I.; Krechkovska, H.; Hredil, M.; Tsyrulnyk, O.; Student, O.; Lipiec, S.; Pala, R. Assessment of Operational Degradation of Pipeline Steels. Materials 2021, 14, 3247. [Google Scholar] [CrossRef]
- Witek, M. Structural integrity of steel pipeline with clusters of corrosion defects. Materials 2021, 14, 852. [Google Scholar] [CrossRef] [PubMed]
- Zvirko, O.; Tsyrulnyk, O.; Lipiec, S.; Dzioba, I. Evaluation of Corrosion, Mechanical Properties and Hydrogen Embrittlement of Casing Pipe Steels with Different Microstructure. Materials 2021, 14, 7860. [Google Scholar] [CrossRef] [PubMed]
- Dzioba, I. Properties of 13KHMF steel after operation and degradation under the laboratory conditions. Mater. Sci. 2010, 46, 357–364. [Google Scholar] [CrossRef]
- Nair, A.; Cai, C.S. Acoustic emission monitoring of bridges: Review and case studies. Eng. Struct. 2010, 32, 1704–1714. [Google Scholar] [CrossRef]
- Oskouei, A.R.; Zucchelli, A.; Ahmadi, M.; Minak, G. An integrated approach based on acoustic emission and mechanical information to evaluate the delamination fracture toughness at mode I in composite laminate. Mater. Des. 2011, 32, 1444–1555. [Google Scholar] [CrossRef]
- Casey, N.F.; Laura, P.A.A. A review of the acoustic emission monitoring of wire rope. Ocean Eng. 1997, 24, 935–947. [Google Scholar] [CrossRef]
- Adamczak-Bugno, A.; Świt, G.; Krampikowska, A. Application of the Acoustic Emission Method in the Assessment of the Technical Condition of Steel Structures. IOP Conf. Ser. Mater. Sci. Eng. 2019, 471, 032041. [Google Scholar] [CrossRef]
- Drummond, G.; Watson, J.F.; Acarnley, P.P. Acoustic emission from wire ropes during proof load and fatigue testing. NDT E Int. 2007, 40, 94–101. [Google Scholar] [CrossRef]
- Gallego, A.; Gil, J.F.; Castro, E.; Piotrkowski, R. Identification of coati ng damage processes in corroded galvanized steel by acous tic emission wavelet analysis. Surf. Coat. Tech. 2007, 201, 4743–4756. [Google Scholar] [CrossRef]
- Świt, G.; Adamczak-Bugno, A.; Krampikowska, A. Wavelet Analysis of Acoustic Emissions during Tensile Test of Carbon Fibre Reinforced Polymer Composites. IOP Conf. Ser. Mater. Sci. Eng. 2019, 245, 022031. [Google Scholar] [CrossRef]
- Gallego, A.; Gil, J.F.; Vico, J.M.; Ruzzante, J.E.; Piotrkowski, R. Coating adherence in galvanized steel assessed by acoustic emission wavelet analysis. Scr. Mater. 2005, 52, 1069–1074. [Google Scholar] [CrossRef]
- Khamedi, R.; Fallahi, A.; Oskouei, A.R. Effect of martensite phase volume fraction on acoustic emission signals using wavelet packet analysis during tensile loading of dual phase steels. Mater. Des. 2010, 31, 2752–2759. [Google Scholar] [CrossRef]
- Świt, G.; Krampikowska, A.; Minh Chinh, L.; Adamczak, A. Nhat Tan Bridge—The Biggest Cable-Stayed Bridge in Vietnam. Procedia Eng. 2016, 161, 666–673. [Google Scholar] [CrossRef] [Green Version]
- Aggelis, D.G.; Kordatos, E.Z.; Matikas, T.E. Acoustic emission for fatigue damage characterization in metal plates. Mech. Res. Commun. 2011, 38, 106–110. [Google Scholar] [CrossRef]
- Ono, K. Application of Acoustic Emission for Structure Diagnosis. Diagn. Struct. Health Monit. 2011, 2, 3–18. [Google Scholar]
- Shehadeh, M.; Osman, A.; Elbatran, A.A.; Steel, J.; Reuben, R. Experimental Investigation Using Acoustic Emission Technique for Quasi-Static Cracks in Steel Pipes Assessment. Machines 2021, 9, 73. [Google Scholar] [CrossRef]
- Shehadeh, M.F.; Elbatran, A.H.; Mehanna, A.; Steel, J.A.; Reuben, R.L. Evaluation of Acoustic Emission Source Location in Long Steel Pipes for Continuous and Semi-continuous Sources. J. Nondestruct. Eval. 2019, 38, 40. [Google Scholar] [CrossRef]
- Adamczak-Bugno, A.; Świt, G.; Krampikowska, A. Assessment of destruction processes in fiber-cement composites using the acoustic emission method and wavelet analysis. IOP Conf. Ser. 2018, 214, 032042. [Google Scholar] [CrossRef] [Green Version]
- Calabrese, L.; Campanella, G.; Proverbio, E. Use of Cluster Analysis of Acoustic Emission Signals in Evaluating Damage Severity in Concrete Structures. J. Acoust. Emiss. 2010, 28, 129–141. [Google Scholar]
- Zhang, L.; Enpei, C.; Okudan, G.; Ozevin, D. Phased Acoustic Emission Sensor Array for Determining Radial and Axial Position of Defects in Pipe-like Structures. J. Acoust. Emiss. 2019, 36, 1–2. [Google Scholar] [CrossRef]
- ASTM E8; Standard Test Method for Tension Testing of Metallic Materials. ASTM International West: Conshohocken, PA, USA, 2013.
- Dzioba, I.; Lipiec, S.; Pala, R.; Furmanczyk, P. On Characteristics of Ferritic Steel Determined during the Uniaxial Tensile Test. Materials 2021, 14, 3117. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimens | σYS_L [MPa] | σYS_H [MPa] | σUTS [MPa] | E [GPa] | A5 [%] | Z [%] |
|---|---|---|---|---|---|---|
| S235_01 | 386.20 | 393.12 | 510.62 | 191 | 25.77 | 62.74 |
| S235_02 | 383.46 | 405.86 | 509.90 | 190 | 26.27 | 63.37 |
| S235_03 | 384.04 | 395.00 | 520.71 | 199 | 27.30 | 63.87 |
| Class | Signal Strength (pV∙s) | Max. Amplitude (V) | Max FFT Real (V) | Frequency (kHz) | Max Energy (eu) | Max. Duration (µs) |
|---|---|---|---|---|---|---|
| 0 | 2.41 × 106–2.68 × 107 | 96 | 180 | 20–76 | 4297 | 819 |
| 1 | 4.31 × 107–9.58 × 108 | 98 | 2000 | 22–69 | 65,535 | 32,523 |
| 2 | 4.36 × 105–2.42 × 106 | 90 | 20 | 16–63 | 388 | 162 |
| 3 | 8.61 × 106–7.64 × 107 | 96 | 250 | 17–61 | 12,237 | 3114 |
| 4 | 0–4.38 × 105 | 78 | 8 | 2–3000 | 70 | 31 |
| Loading Interval Time [s] | Uniform Elongation | Fmax Plateau | Neck Formation | Destruction |
|---|---|---|---|---|
| [100–900] | [1100–1200] | [1600–1700] | [1802, 1803] | |
| ASL | 50–68 | 30–50 | 35–63 | 81 |
| Amplitude | 89–98 | 59–69 | 69–80; 88; 94 | 46–48; 95; 96; 98 |
| Duration [μs] | 12,000–45,260 | 500–1277 | 50,000–244,447 | 900–2900; 112,666; 93,884 |
| Energy | 1000–13,500 | 7–30 | 240–12,237 | 14–35; 35,246; 65,535 |
| Signal Strength [pV∙s] | 5.77 × 106–8.44 × 107 | 4.57 × 104–2.32 × 105 | 6.27 × 105–7.64 × 107 | 1.0 × 105–2.25 × 105; 2.2 × 108; 9.58 × 108 |
| Frequency [kHz] | 25–35; 50–80 | 25–35; 50–100 | 25–30; 50–90 | 18–30; 50–90 |
| Frequency for Magnitude Peaks [kHz] | 50–65; 60–100 | 25–35; 50–100 | 25–30; | 18–30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Świt, G.; Dzioba, I.; Adamczak-Bugno, A.; Krampikowska, A. Identification of the Fracture Process in Gas Pipeline Steel Based on the Analysis of AE Signals. Materials 2022, 15, 2659. https://doi.org/10.3390/ma15072659
Świt G, Dzioba I, Adamczak-Bugno A, Krampikowska A. Identification of the Fracture Process in Gas Pipeline Steel Based on the Analysis of AE Signals. Materials. 2022; 15(7):2659. https://doi.org/10.3390/ma15072659
Chicago/Turabian StyleŚwit, Grzegorz, Ihor Dzioba, Anna Adamczak-Bugno, and Aleksandra Krampikowska. 2022. "Identification of the Fracture Process in Gas Pipeline Steel Based on the Analysis of AE Signals" Materials 15, no. 7: 2659. https://doi.org/10.3390/ma15072659