
Effects of Ti Target Purity and Microstructure on Deposition Rate, Microstructure and Properties of Ti Films

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
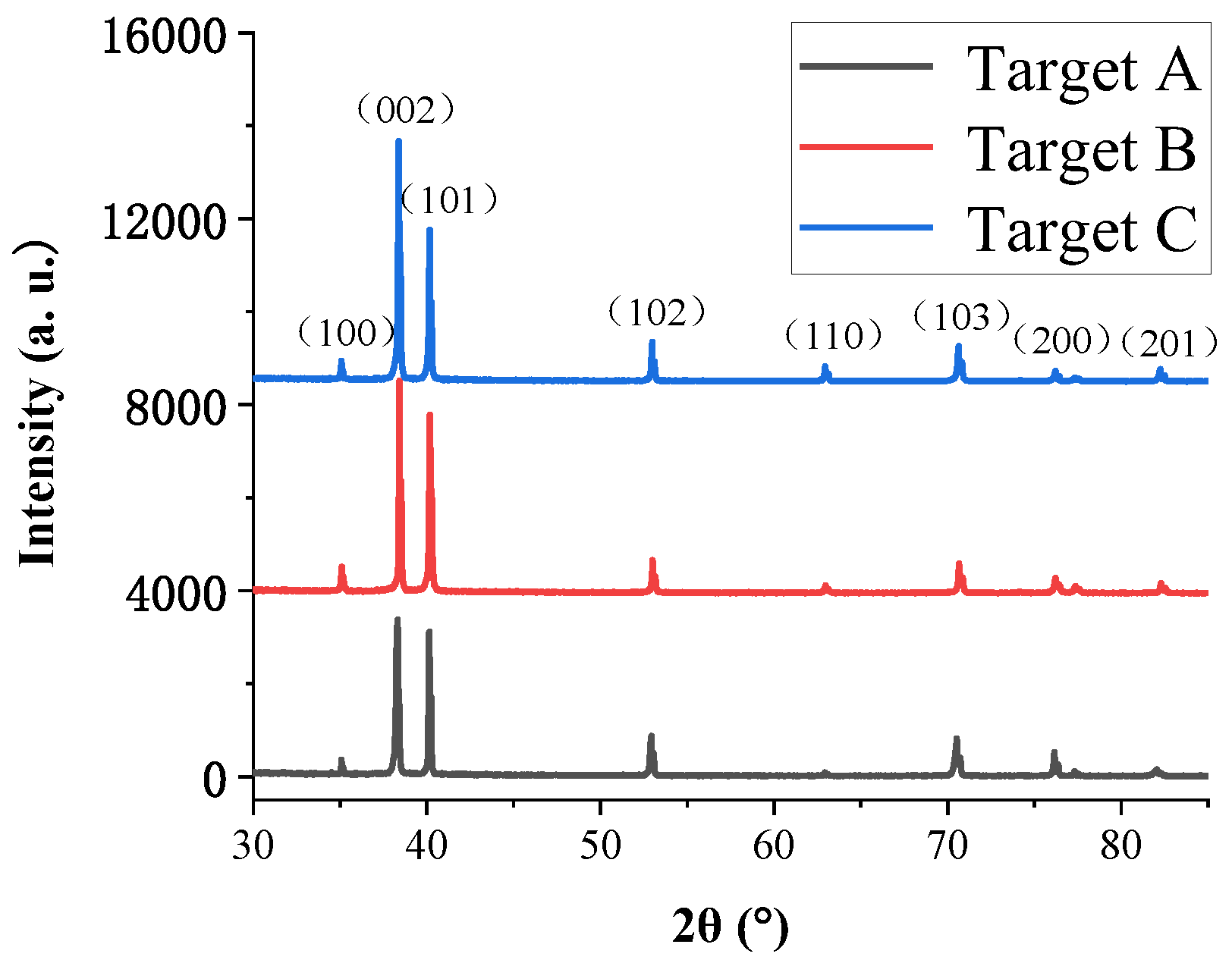
3.1. Phase Structures of the Three Targets
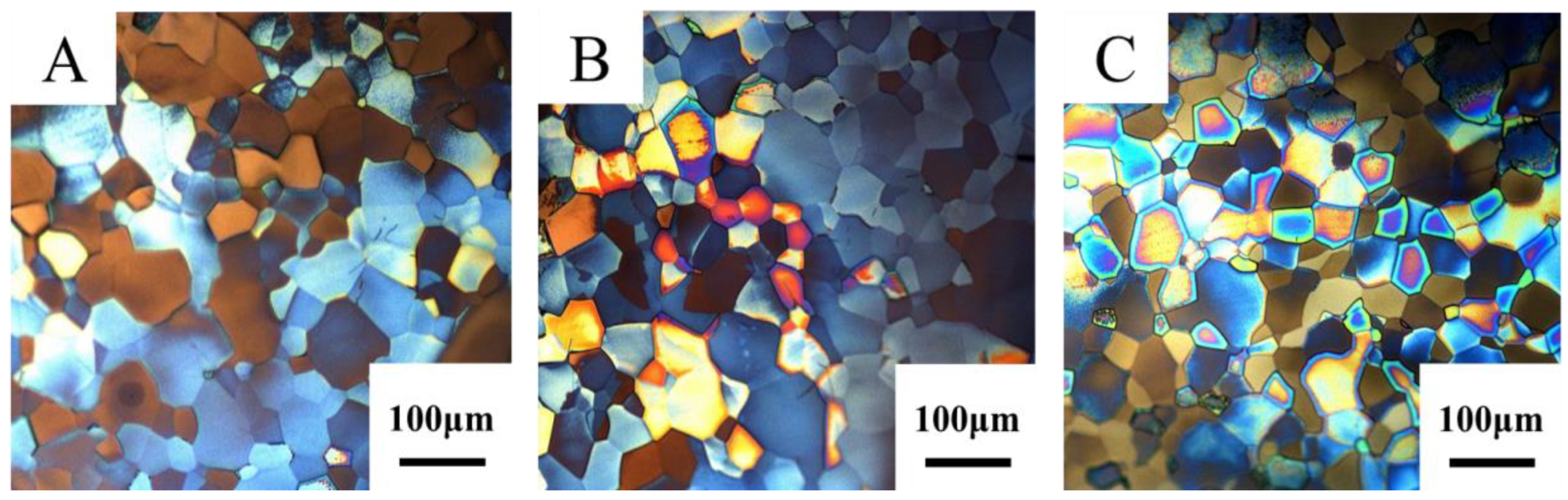
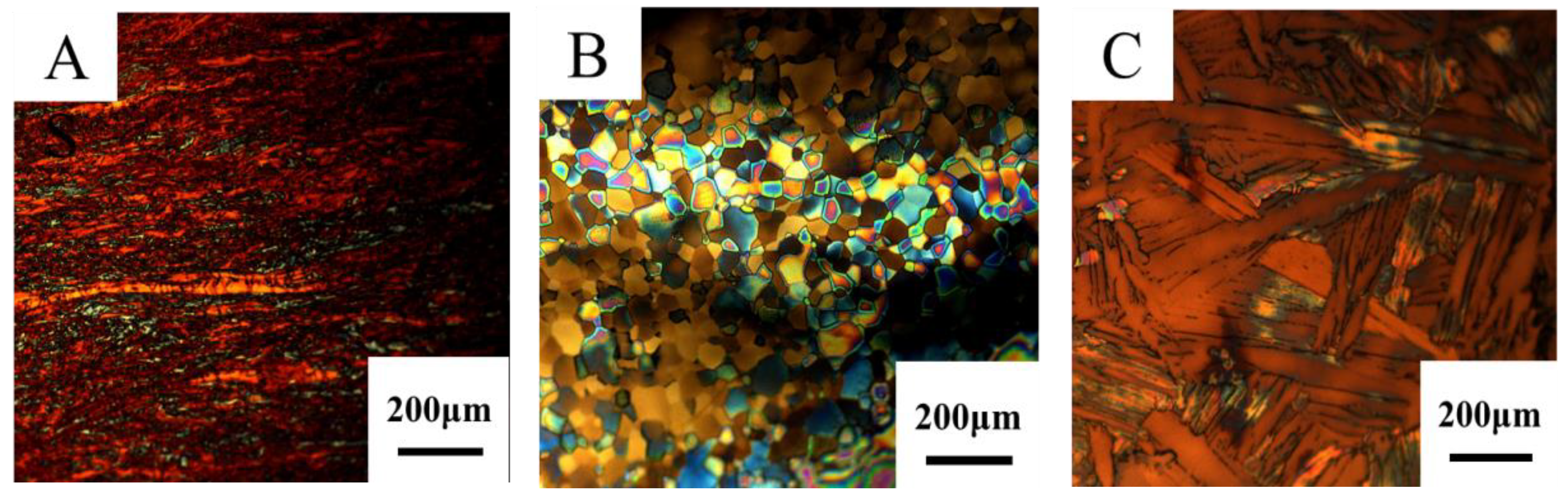
3.2. Microstructure of Target
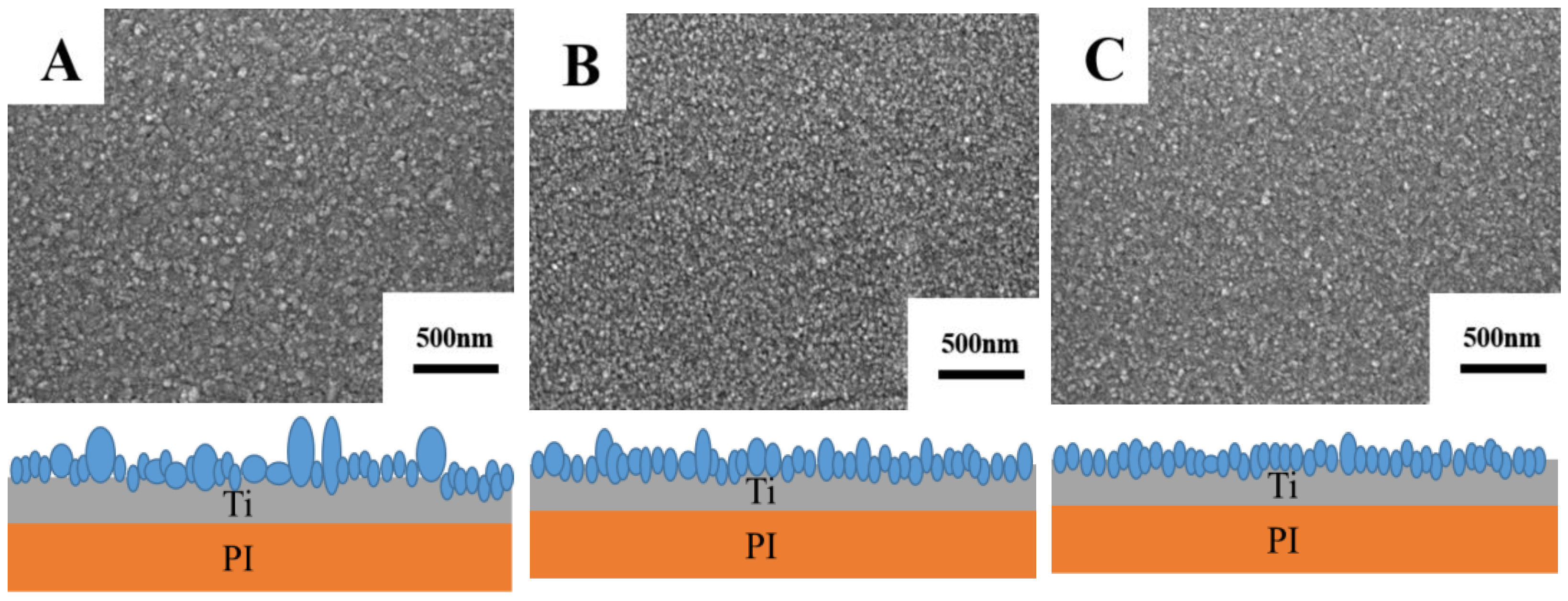
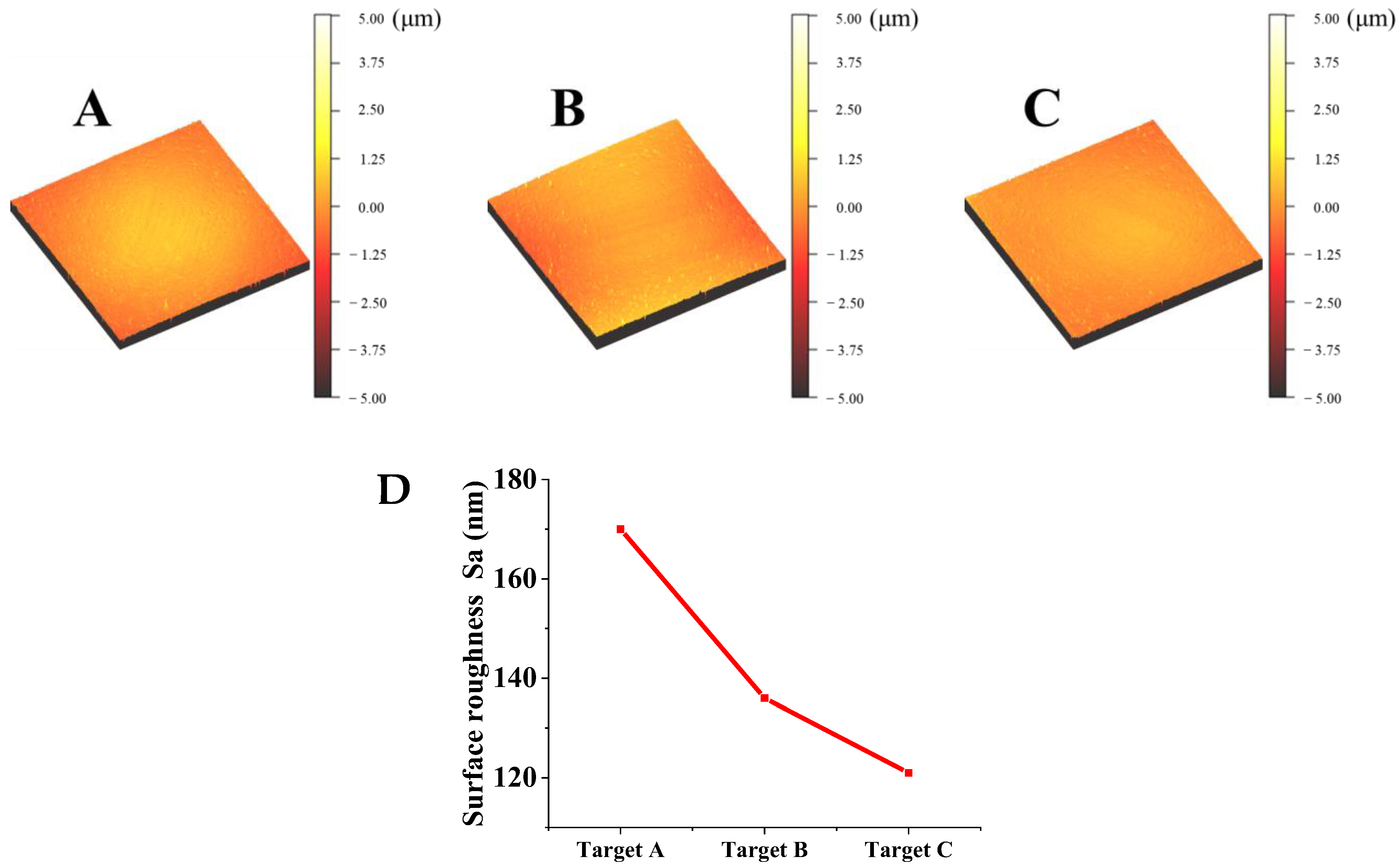
3.3. Surface Morphologies of Films Prepared from Ti Targets with Different Purities
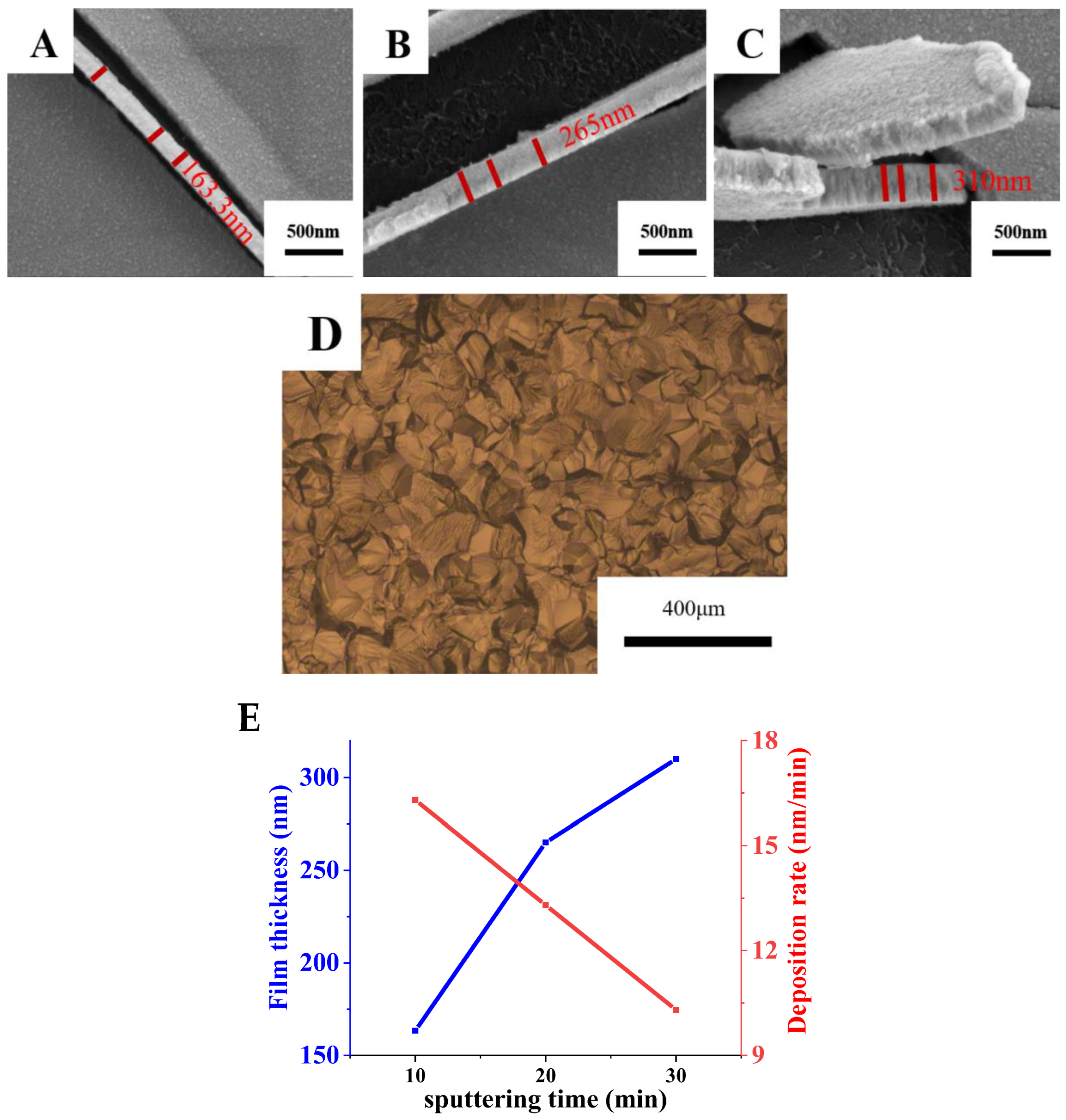
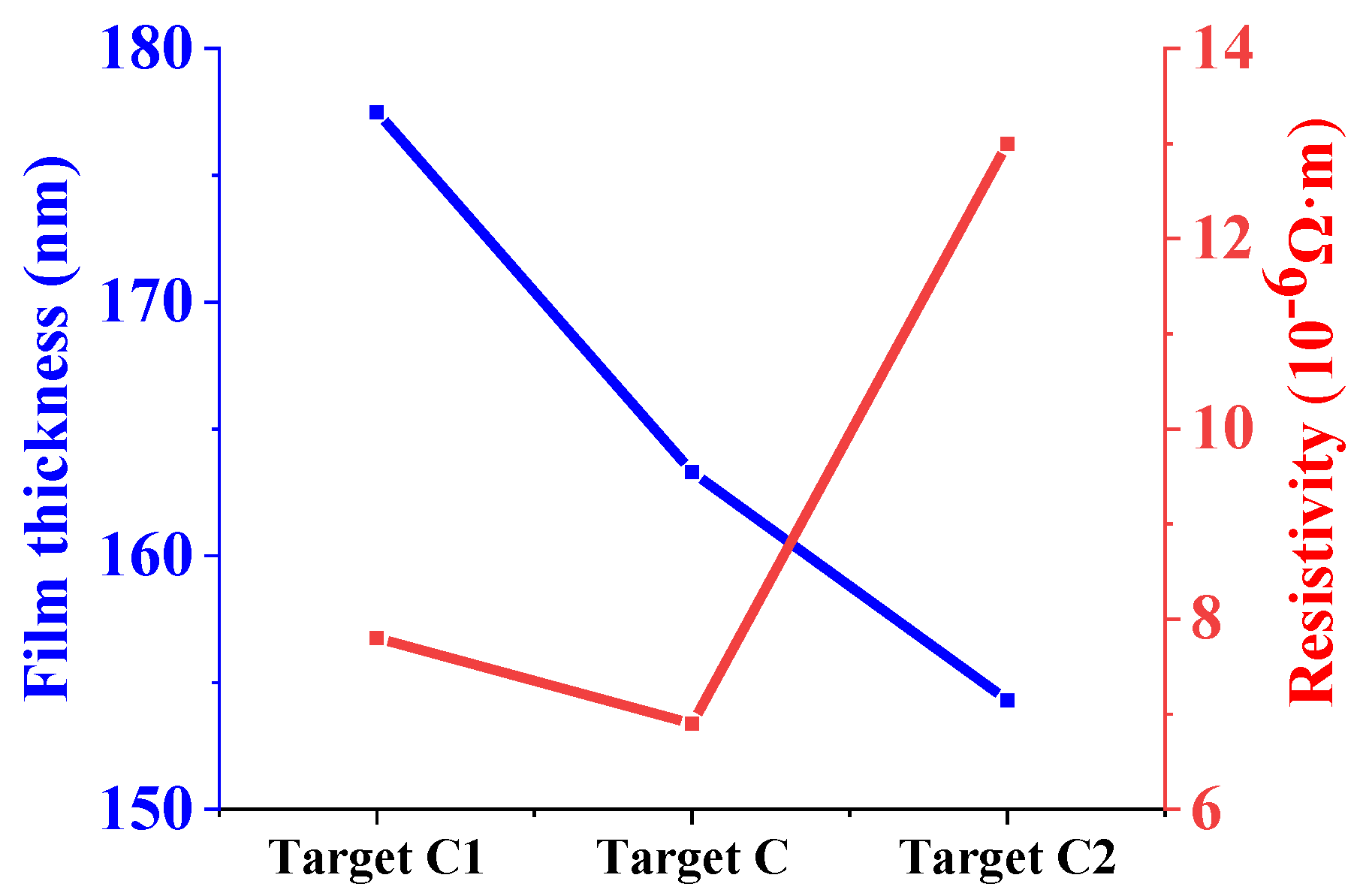
3.4. Cross-Sectional Morphology, Film Thickness and Resistivity of Films Prepared by Different-Purity Ti Targets
3.5. Morphology and Resistivity of Films Prepared at Different Annealing Temperatures on High-Purity Ti Targets
4. Conclusions
- Compared to the low-purity Ti target (99.7%) and the industrial Ti target (99.99%), the high-purity Ti target (99.999%) annealed at 700 °C under argon protection presents better crystallinity and more uniform equiaxed α-phase grains.
- Compared with films prepared by low-purity Ti target (99.7%) and industrial Ti target (99.99%), Ti films prepared by sputtering high-purity Ti target (99.999%) for 10 min have a smoother surface, evenly distributed small particles, increased and more uniform film thickness (film thickness = 163.3 nm), lower surface roughness (Ra = 121 nm), lower resistivity (6.9 × 10−6 Ω∙m) and better comprehensive performance. Deposition rates of Ti films prepared by high-purity Ti targets gradually decrease with an increase in sputtering time. Deposition rates of Ti film with sputtering for 10, 20 and 30 min are 16.3, 13.3 and 10.3 nm/min, respectively.
- Compared with the high-purity Ti target without annealing treatment and annealed at 1000 °C, Ti films prepared by the Ti target annealed at 700 °C have better overall performance.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Geetha, M.; Singh, A.K.; Asokamani, R.; Gogia, A.K. Ti based biomaterials, the ultimate choice for orthopaedic implants—A review. Prog. Mater. Sci. 2009, 54, 397–425. [Google Scholar] [CrossRef]
- Thakur, V.K.; Vennerberg, D.; Kessler, M.R. Green aqueous surface modification of polypropylene for novel polymer nanocomposites. ACS Appl. Mater. Interfaces 2014, 6, 9349–9356. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Deng, B.; Ye, T.; Guo, D. Effects of vanadium ion implantation on microstructure, mechanical and tribological properties of TiN coatings. Appl. Surf. Sci. 2012, 258, 9080–9086. [Google Scholar] [CrossRef]
- Fortin, V.; Gujrathi, S.C.; Gagnon, G.; Gauvin, R.; Currie, J.F.; Ouellet, L.; Tremblay, Y. Effect of in situ plasma oxidation of TiN diffusion barrier for AlSiCu/TiN/Ti metallization structure of integrated circuits. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. Process. Meas. Phenom. 1999, 17, 423–431. [Google Scholar] [CrossRef]
- Nguyen, Q.D.; Phan, Q.D.; Tran, Đ.; Pham, D.C. Effects of Ti Target Poisoning to Titanium Nitride Coating Fabricated by a Physical Vapor Deposition Technique. Appl. Mech. Mater. 2019, 889, 185–189. [Google Scholar] [CrossRef]
- Osifa, B.; Iga, C.; Opa, A.; Obf, D. New Trend in Thin Film Composite Coating Deposition: A Mini Review. Procedia Manuf. 2019, 35, 1007–1012. [Google Scholar]
- Chamorro, W.; Shyju, T.S.; Boulet, P.; Migot, S.; Ghanbaja, J.; Miska, P.; Kuppusami, P.; Pierson, J.F. Role of Cu+ on ZnS:Cu p-type semiconductor films grown by sputtering: Influence of substitutional Cu in the structural, optical and electronic properties. Rsc Adv. 2016, 6, 43480–43488. [Google Scholar] [CrossRef]
- Lim, J.W.; Bae, J.W.; Zhu, Y.F.; Lee, S.; Mimura, K.; Isshiki, M. Improvement of Zr film purity by using a purified sputtering target and negative substrate bias voltage. Surf. Coat. Technol. 2006, 201, 1899–1901. [Google Scholar] [CrossRef]
- Noboru, K.; Toshiki, K.; Masaru, K.; Eiji, K.; Hidehito, N.; Akira, K. Energy distribution of particles generated by magnetron sputtering enhanced additional rf plasma. J. Vac. Soc. Jpn. 2009, 41, 155–158. [Google Scholar]
- Boydens, F.; Leroy, W.P.; Persoons, R.; Depla, D. The influence of target surface morphology on the deposition flux during direct-current magnetron sputtering. Thin Solid Film. 2013, 531, 32. [Google Scholar] [CrossRef] [Green Version]
- Bingxun, C.; Weidong, W.; Zhibing, H.; Hua, X.; Yongjian, T.; Tiecheng, L. Effects of sputtering power on structure and properties of Ti films deposited by DC magnetron sputtering. High Power Laser Part. Beams 2006, 18, 961–964. [Google Scholar]
- Aznilinda, Z.; Herman, S.H.; Bakar, R.A.; Rusop, M. In Physical characteristic of room-temperature deposited Ti thin films by RF magnetron sputtering at different RF power. In Proceedings of the 2012 10th IEEE International Conference on Semiconductor Electronics (ICSE), Kuala Lumpur, Malaysia, 19–21 September 2012. [Google Scholar]
- Chen, A.Y.; Bu, Y.; Tang, Y.T.; Wang, Y.; Liu, F.; Xie, X.F.; Gu, J.F. Deposition-rate dependence of orientation growth and crystallization of Ti thin films prepared by magnetron sputtering. Thin Solid Film. 2015, 574, 71–77. [Google Scholar] [CrossRef]
- Peng, J.; Chen, G.Q.; Song, Y.C.; Gu, K.M.; Tang, J.N. Study on electrical performance of metal copper films deposited by magnetron sputtering on polyimide flexible substrates. Acta Phys. Sin. 2014, 63, 138101. [Google Scholar] [CrossRef]
- Omran, A.; Woo, K.; Kim, D.; Kim, S.; Moon, M.; Barakat, N.; Zhang, D. Effect of Nb and Sn on the transformation of α-Ti to β-Ti in Ti-35 Nb-2.5 Sn nanostructure alloys using mechanical alloying. Met. Mater. Int. 2008, 14, 321–325. [Google Scholar] [CrossRef]
- Geiculescu, A.C.; Strange, T.F. A microstructural investigation of low-temperature crystalline alumina films grown on aluminum. Thin Solid Film. 2003, 426, 160–171. [Google Scholar] [CrossRef]
- Duan, Y.; Wang, X.; Liu, D.; Bao, W.; Peng, M. Characteristics, wear and corrosion properties of borided pure titanium by pack boriding near α → β phase transition temperature. Ceram. Int. 2020, 46, 16380–16387. [Google Scholar] [CrossRef]
- Kim, J.H.; Semiatin, S.L.; Chong, S.L. High-temperature deformation and grain-boundary characteristics of titanium alloys with an equiaxed microstructure. Mater. Sci. Eng. A 2008, 485, 601–612. [Google Scholar] [CrossRef]
- Lin, J.; Zhang, J.L.; Yu, G.W. Magnetron Sputtering Target Structure Optimization Research Status. Appl. Mech. Mater. 2013, 318, 356–359. [Google Scholar] [CrossRef]
- Jo, Y.J.; Zhang, T.F.; Son, M.J.; Kim, K.H. Synthesis and electrochemical properties of Ti-doped DLC films by a hybrid PVD/PECVD process. Appl. Surf. Sci. 2018, 433, 1184–1191. [Google Scholar] [CrossRef]
- Hong, I.; Chiu, C.; Huang, H.-S.; Hsieh, R.-I. A study of the microstructure, texture and sputtering properties of 5N high-purity aluminum target. China Steel Tech. Rep. 2011, 24, 56. [Google Scholar]
- Jang, K.-H.; Hwang, S.-J.; Joo, Y.-C. Effect of capping layer on hillock formation in thin Al films. Met. Mater. Int. 2008, 14, 147–150. [Google Scholar] [CrossRef]
- Liu, X.W.; Guo, H.B.; Liang-Liang, L.I.; Guo, Z.J.; Hao, Z.H. Effect of sputter temperature on hillock formation in pure Al film and thin film transistor array process yield. Chin. J. Liq. Cryst. Disp. 2014, 29, 548–552. [Google Scholar]
- Liang, H.; Xu, J.; Zhou, D.; Sun, X.; Chu, S.; Bai, Y. Thickness dependent microstructural and electrical properties of TiN thin films prepared by DC reactive magnetron sputtering. Ceram. Int. 2016, 42, 2642–2647. [Google Scholar] [CrossRef]
- Waterman, E.; Dunlop, J.; Brat, T. In Tungsten-titanium sputtering target processing effects on particle generation and thin film properties for vlsi applications. In Proceedings of the Seventh International IEEE Conference on VLSI Multilevel Interconnection, IEEE, Santa Clara, CA, USA, 12–13 June 1990; pp. 329–331. [Google Scholar]
- Yang, W.-H.; Tang, B.; Bao, M.-D.; Chang, Y.-Q.; Wang, Y.-P.; Zhao, G.-H.; Zhang, L.-J. Surface Morphology and Sputtering Mechanism of Etched Areas of a Metallic Target by Magnetron Sputtering. J. Electron. Mater. 2021, 50, 2409–2416. [Google Scholar] [CrossRef]
- Esparza-Contro, C.; Berthomé, G.; Renou, G.; Robaut, F.; Coindeau, S.; Vachey, C.; Cambin, J.; Mantel, M.; Latu-Romain, L. Microstructures of titanium oxide thin films grown continuously on stainless steel wires by PVD in an inverted cylindrical magnetron: Towards an industrial process. Surf. Coat. Technol. 2020, 389, 125643. [Google Scholar] [CrossRef]
- Reza, M.; Sajuri, Z.; Yunas, J.; Syarif, J. In Effect of sputtering target’s grain size on the sputtering yield, particle size and coercivity (Hc) of Ni and Ni20Al thin films. In Materials Science and Engineering; IOP Publishing: Bristol, UK, 2016; p. 012116. [Google Scholar]
- Lu, Y.M.; Hwang, W.S.; Liu, W.Y.; Yang, J.S. Effect of RF power on optical and electrical properties of ZnO thin film by magnetron sputtering. Mater. Chem. Phys. 2001, 72, 269–272. [Google Scholar] [CrossRef]
- Wang, Y.; Teramoto, T.; Ohkawa, K. Effects of intentional oxygen and carbon doping in MOVPE-grown GaN layers on photoelectric properties. Phys. Status Solidi 2015, 252, 1116–1120. [Google Scholar] [CrossRef]
- Ghate, P.B.; Blair, J.C.; Fuller, C.R.; Mcguire, G.E. Application of Ti: W barrier metallization for integrated circuits. Thin Solid Film. 1978, 53, 117–128. [Google Scholar] [CrossRef]
- Mengqi, Y.; Aixue, S.; Kai, L.; Wangfeng, Z.; Yuhui, W. Effect of Annealing Temperature on Microstructure and Texture Evolution of TC18 Titanium Alloy. Rare Met. Mater. Eng. 2017, 46, 156–160. [Google Scholar]
- Cubero-Sesin, J.M.; Gonzalez-Hernandez, J.E.; Elena, U.K.; Kaveh, E.; Zenji, H. Superplasticity of nanostructured Ti-6Al-7Nb alloy with equiaxed and lamellar initial microstructures processed by High-Pressure Torsion. IOP Conf. Ser. Mater. Sci. Eng. 2017, 194, 012041. [Google Scholar] [CrossRef]
- Wang, P.; Chen, F.H.; Eckert, J.; Pilz, S.; Prashanth, K.G. Microstructural evolution and mechanical properties of selective laser melted Ti-6Al-4V induced by annealing treatment. J. Cent. South Univ. 2021, 28, 1068–1077. [Google Scholar] [CrossRef]
- Dunlop, J.A. Effects of aluminum silicon copper sputtering target processing methods on thin film uniformity and process control during very large scale integrated device fabrication. J. Vac. Sci. Technol. A Vac. Surf. Film. 1993, 11, 1558–1565. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti Targets Label | Annealing Temperature | Purity (Mass Fraction) |
|---|---|---|
| A | 700 °C | 99.7% |
| B | 700 °C | 99.99% |
| C | 700 °C | 99.999% |
| C1 | 99.999% | |
| C2 | 1000 °C | 99.999% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, L.; Li, W.; Sun, H.; Wang, G. Effects of Ti Target Purity and Microstructure on Deposition Rate, Microstructure and Properties of Ti Films. Materials 2022, 15, 2661. https://doi.org/10.3390/ma15072661
Liu L, Li W, Sun H, Wang G. Effects of Ti Target Purity and Microstructure on Deposition Rate, Microstructure and Properties of Ti Films. Materials. 2022; 15(7):2661. https://doi.org/10.3390/ma15072661
Chicago/Turabian StyleLiu, Liming, Wuhui Li, Haoliang Sun, and Guangxin Wang. 2022. "Effects of Ti Target Purity and Microstructure on Deposition Rate, Microstructure and Properties of Ti Films" Materials 15, no. 7: 2661. https://doi.org/10.3390/ma15072661