1. Introduction
Natural fibers are diverse and plentiful, as they can be obtained from a wide range of plants, trees, crops, and waste products [
1]. Natural fibers have a (relatively) low density and cost, minimal energy consumption, and are biodegradable [
2,
3]. As a result, natural fibers have several technological advantages for use in composite materials. Incorporating natural fibers into cementitious composites further slows the release of carbon-rich elements into the atmosphere by storing their stored energy [
4,
5].
The most extensively used material in road construction and maintenance industry is Hot Mix Asphalt (HMA). Depending upon the aggregate gradation, the mix is divided into three major categories, namely the well-graded mix, gap-graded mix, and open-graded mix [
6,
7]. In the 1960s, Stone Matrix Asphalt (SMA) was developed in Germany, which is capable of preventing and resisting the wear and cracks in bituminous pavement caused by vehicle wheel load. It is composed of 70–80% coarse aggregates, 20–25% fine aggregates, 9–13% filler, 6–7% bitumen content and 0.3–0.5% stabilizing additives [
8]. Various national and international investigations also showed that the SMA is more rutting-resistant and durable than dense-graded mixtures. It encouraged other countries, especially European countries, to use this unique mixture. Moreover, in the USA, in 1960, some transportation agencies made an investigative journey to Europe, and the performance of SMA was evaluated [
9]. This led to detailed experimental and field investigations on SMA, and its excellent performance makes it one of the first to be selected for pavement designers. The high capacity and resistance to deformation, shear strength, and effective wheel load distribution in heavy traffic conditions in SMA mixtures are due to the high percentage of coarse aggregate availability, which results in more stone-to-stone contact and binder content than in dense-graded bituminous mixtures [
10,
11]. The higher binder content, thicker bitumen film, and lower air void content improve durability and flexibility. The addition of a small quantity of cellulose or mineral fibers prevents the drainage of bitumen during transport and placement [
12]. The essential aspects, such as coarse aggregate skeleton, mastic composition, surface texture, and mixture stability, are related to the selection of aggregate gradation, filler and binder type, and proportion. SMA yields good rut resistance, durability, fatigue, and tensile strength, due to its coarse aggregate surface texture; it can be used in wet areas and locations where low-noise is expected [
13,
14,
15]. Mineral fillers and additives have helped in the maximization of the binder by reducing binder drain down and improves durability as well.
In bituminous mixes, fillers and additives participate in two ways, based on their particle size; finer particles help enhance viscosity and consistency while coarser particles act as inert elements that fill voids and provide strength and impermeability [
16]. Various researchers suggested that additives and fillers could demonstrate a different level of performance under pavement distresses based on their physical (gradation, porosity, specific gravity) and chemical (mineralogy) characterization [
16,
17,
18,
19]. Thus, a selection of the best additives and fillers and their proportions is vital, as it affects the cost (construction and maintenance) and performance of the pavement during its service life [
20]. In the past two decades, various researchers have emphasized replacement of conventional materials and suggested industrial, commercial, agricultural, and domestic wastes as fully or partially replacement for the development of advanced materials. The most common waste materials suggested are coal fly ash [
21], rice husk ash [
22,
23], brick dust [
17,
22], borogypsum [
24], phosphogypsum [
25], and green liquor dregs [
18]. Although most of the waste (except phosphor-gypsum and green liquor dregs) showed promising performance in laboratory testing, it mostly depends on the origin or generation process, along with gradation and proportion of clay [
26]. Intensive characterization of waste plays a vital role in defining its role as required [
23].
In the present study, an attempt was made to gauge the performance of natural fibers (coir fiber, sisal fiber, and rice strew fiber) in a stone matrix asphalt mixture using waste marble as filler. The first phase of the study constitutes material characterization (via gradation analysis, physical properties of aggregates, and binder (VG30), along with SEM analysis for additives). Afterward, Marshall testing was performed to determine the optimum bitumen content (OBC), optimum fiber content (OFC), and volumetric analysis of mixes. The observed data were examined using multi-criteria decision-making (MCDM) methods by calculating subjective, objective, and equal weights of attributes. Thereafter, to evaluate the tensile strength and moisture susceptibility, an indirect tensile strength test (ITS) and tensile strength ratio (TSR) test were conducted. Subsequently, to gauge the drain down of the binder for loose mixture, a drain down test (as per MoRTH Specification) was performed.
2. Material and Experimentation
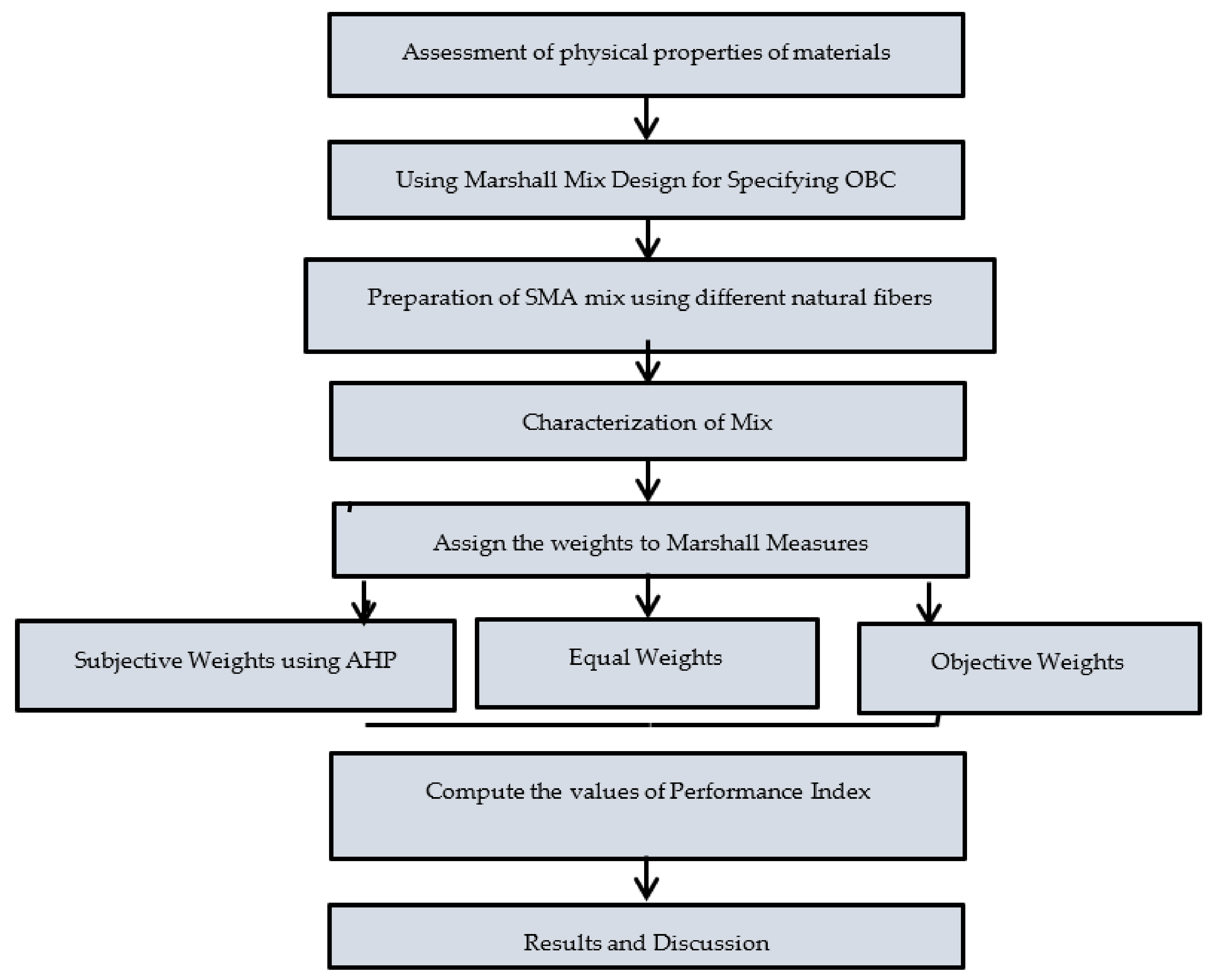
The design process was based on the Marshall Mix design for specifying OBC and OFC of SMA mixtures, on the basis of Marshall Parameters as max stability, max flow, and specified range of air voids (MoRTH (5th revision)). As per the institute of asphalt manual (MS-2) and the Ministry of Road Transport and Highways (MoRTH) for SMA mixes, to reduce rutting influence and to improve mix performance, the considered range for air void is four percent [
26,
27]. The strategy flow diagram of the present study is shown in
Figure 1.
2.1. Use of Aggregates
Aggregate is the major component of bituminous mixes; 95 percent of SMA mixture is aggregate. In the preparation of SMA mixture, the first gradation of SMA mixture (the ingredients for SMA mixture i.e., Aggregates and Bitumen, were supplied by Singh Construction Materials Pvt. Ltd., Ludhiana, India) with a nominal maximum size (NMAS) of 19 mm was used, as per the guidelines of MoRTH (5th revision), which is presented in
Table 1. Thereafter, aggregate that is to be used for road construction should withstand the physical requirements described by MoRTH; the limitations and results of the considered sample are incorporated in
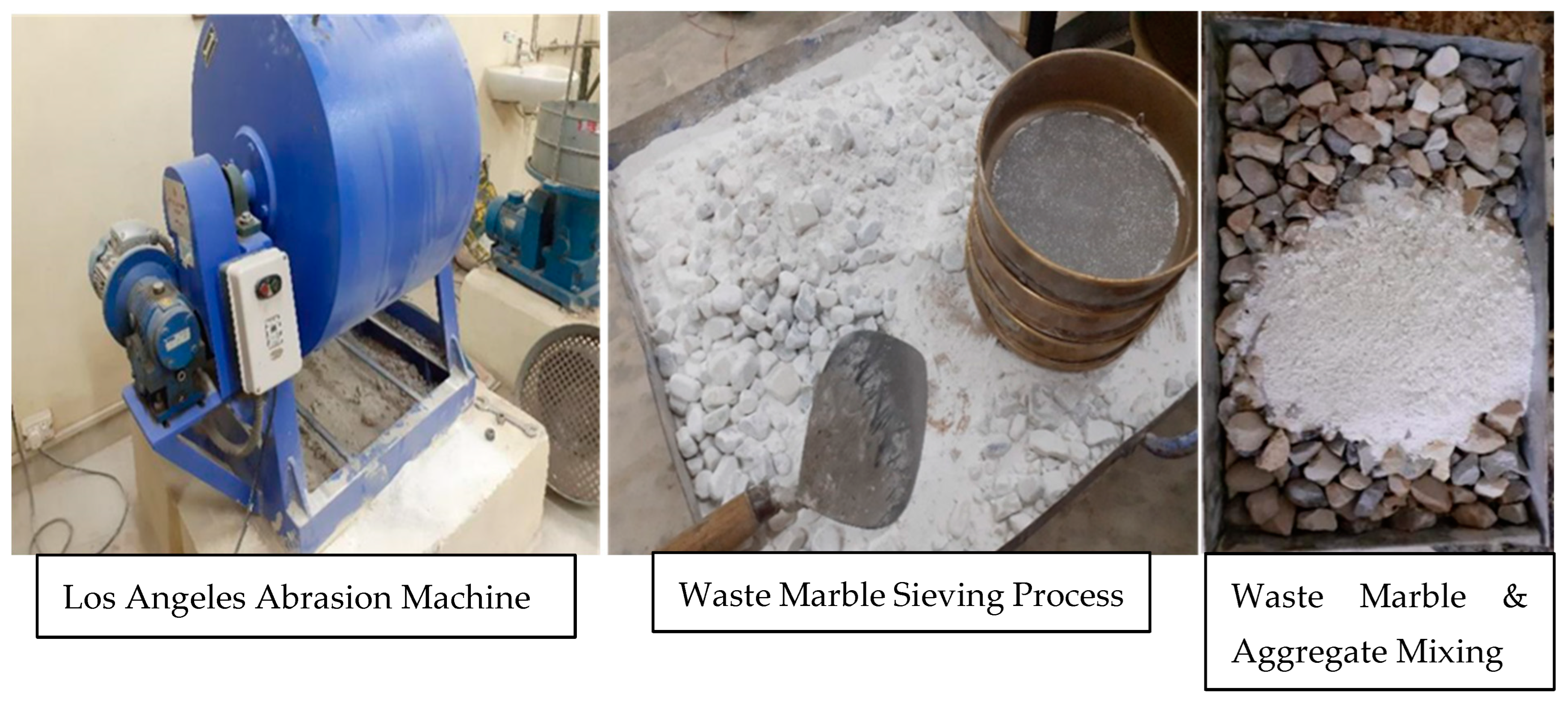
Table 2. Similarly, the fine aggregate considered has a bagged specific gravity of 2.48 and is procured in a laboratory by crushing stone in the Los Angeles abrasion test machine. Waste marble with a specific gravity of 2.63 as mineral filler is processed from construction waste by crushing in the Los Angeles abrasion test machine (Supplied by AIMCO Solutions Llp, Mohali, India, Model No.—AI714); details are shown in
Figure 2. VG 30 grade bitumen (Supplied by Singh Construction Materials Pvt. Ltd., Ludhiana, India) is used in examination and results of specified physical properties (as described in MoRTH), for traffic loads of 20 to 50 MSA (according to IRC 37: 2018) and temperatures of 38–45 °C (as per IS 73); this is summarized in
Table 3 [
28,
29].
Considering the importance of the additives in the SMA mixture, which has been proved by numerous studies, this study used three natural additives (sisal, coir, and rice straw fiber). To evaluate the presence of these additives with the presence of waste, marble dust (is powder waste, produced during the cutting of marble, so collected from Bhagwati Marble Store, Dhanas, Chandigarh) has been used as a filler in the mixture. Bituminous mixes’ overall performance is influenced by the mineral composition and microstructure of aggregate. The scanning electron microscope (SEM) is one of the most effective and extensively used electron microscopy technologies for obtaining images of a specimen by scanning the surface of the object with electron-focused beams. By interacting with atoms, SEM produces various signals that encompass related information about surface topography and chemical composition of the sample. To gather information regarding the chemical composition and microstructure morphology of aggregate samples, a JSM-IT500 SEM was used, which is a new model from JEOL’s TouchScopeTM Scanning Electron Microscope line, with resolution of 1.0 nm @ 15 kV and magnification of 12 to 1,000,000 times. The properties, characteristics, and effects of each are discussed below:
2.1.1. Sisal Fiber
Sisal fiber is a champion among the most comprehensively used common fibers. It is processed from the sisal plant; it is cellulose and yellowish. For an examination of the influence on engineering properties, a locally available modifier has been used.
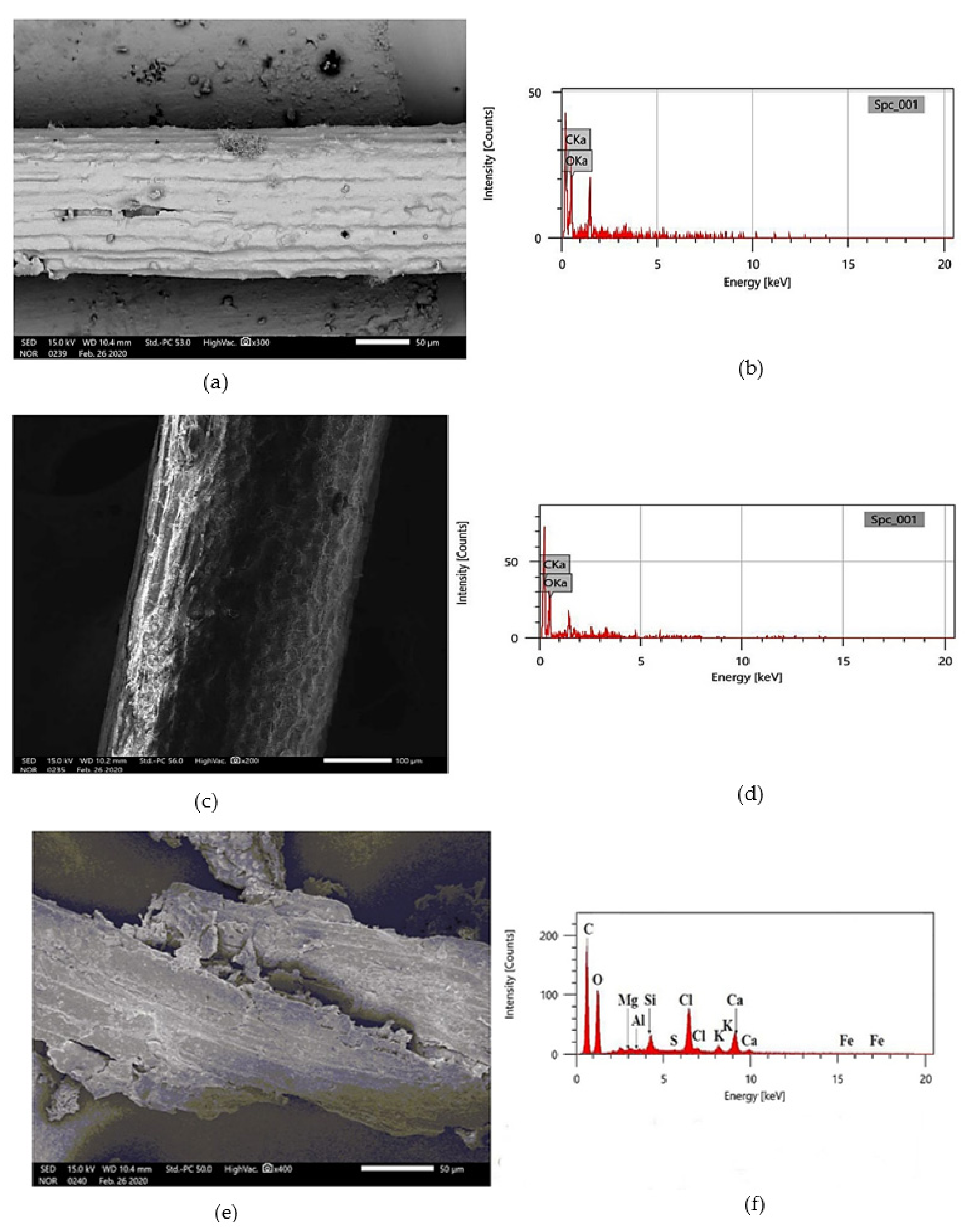
Figure 3a,b shows the result of the SEM and EDS analysis (feature of JEOL’s TouchScope
TM line) of sisal fiber.
Figure 3a shows the magnified images of fiber at 300 times magnification at 50 μm scale. Through the EDS analysis of samples, which is available in
Figure 3b, we show the chief amount of Cka and Oka.
2.1.2. Coir Fiber
After soaking the coconut for three months, the outer skin is pulled out, called coir fiber. Based on the color, the coir fibers are bifurcated into two categories (white and brown fiber). Brown coir consists of more essence of lignin and is obtained from mature coconuts. As per the previous examination, it has been shown that coir fibers are thick, strong, and have high abrasion resistance.
Figure 3c,d shows the result of the SEM and EDS analysis of coir fiber.
Figure 3c shows the magnified images of fiber at 200 times magnification at a 100 μm scale. Through the EDS analysis of samples, which is available in
Figure 3d, we show the chief amount of Cka and Oka.
2.1.3. Rice Straw Fiber
Rice straw, which is a by-product of rice production, is another natural and sustainable resource, each kilogram of milled rice produces 0.7–1.4 kg (Approximately) of rice straw depending on varieties, the stubble’s cutting height, and moisture content in the course of the harvest. It is generally used for concrete as reinforcement, but in this study, it will be used in an SMA mixture with a bulk density of 50 kg/m
3.
Figure 3e,f shows the result of the SEM and EDS analysis of rice straw fiber.
Figure 3e shows the magnified images of fiber at 400 times magnification at a 500 μm scale. Through the EDS analysis of samples, which is available in
Figure 3f, we show the chief amount of C, O along with Chloride (Cl), Calcium (Ca), Silica (Si), Magnesium (Mg), Aluminum (Al), Potassium (K) followed by a little essence of Iron (Fe).
3. Volumetric Analysis and Marshall Characterizations
The Marshall Mix design standard ASTM-D 1559 (via Marshall Testing Machine (
AIM 550-6), manufactured by AIMIL Instrumentation and Technology) is used for the preparation of SMA specimens [
30]. As per the specification of MoRTH, selected gradation (such as coarse aggregate, fine aggregate, and waste marble dust as filler in appropriate quantities) for stone matrix asphalt (SMA) (presented in
Table 2), is heated in the range of 154–160 °C.
The heated aggregate is then mixed with different bitumen percentages according to the total weight of granular material (such as 1200 g), each bitumen percentage is mixed with three specimens. The asphalt mixture was poured into a special Marshall Test cylindrical mold; the compaction process is accomplished by applying 50 blows to either side of specimens, and after 24 hr. dimensions and weights are evaluated to gauge the volumetric properties. This was followed by the Marshall Test, which was performed as per ASTM-D 6927 guidelines to gauge the stability and flow behavior of each sample [
31]. Mixtures with all binder contents were made according to the SMA mixture requirements and hence only air void-based MoRTH and asphalt institute manual (MS-2) were followed as the critical factors for optimum bitumen content (OBC), and bitumen content corresponding to 4% air voids is taken as the OBC (MS-2, 2014). The volumetric and Marshall properties are shown in
Table 4.
To test the behavior of fibers (sisal, coir, rice straw) in marble as small filler mixtures and considering the obtained optimum bitumen content (OBC), sisal, coir, and rice straw fibers are covered with slow setting emulsion (SS-1) and afterward placed in a hot air oven (procured from Anadigi Solutions Private Limited, Chandigarh, India) for 24 h at 110 °C. Thereafter, the fibers are cut to the length of 8 mm and used in the mixture base in varying percentages, the optimum fiber content according to previous studies was reported to be less than 0.3% by weight of mixture with conventional fillers. However, in this study, marble waste was used as filler, and fibers were cut manually into small pieces (8 mm in length) to ensure complete blending with aggregate and bitumen during the mixing process. This particular procedure was adopted based on the experience of a series of initial trial mixes. Furthermore, the fiber content in the mix was combined with different concentration ratios from 0.25% to 0.4% with an interval of 0.5% (i.e., 0.25%, 0.3%, 035%, and 0.4%) by weight of the mixes. Emulsion coating was adopted, based on the organic nature of the material.
Figure 1 presents the original and coated state of the fibers. The process mentioned above is repeated with the different options, such as fiber availability and bitumen content, to determine the volumetric and Marshall Properties of the fibers in different percentages and the marble as a filler corresponding to OBC is presented in
Table 5.
8. Conclusions
The examination showed the scope for effective usage of sisal, coir, and rice straw fibers, along with marble waste in SMA mixes. Marble waste as a mineral filler showed acceptable performance in SMA mixtures and is recommended for the construction of SMA roads. The present investigation draws the following conclusions:
The optimal bitumen content, shown in
Table 4. is 5.95 percent. The key considerations for the decision were Air Void (VA), which should not exceed 4 percent, minimum flow value (3.666), along with maximum stability (i.e., 8.688).
The addition of the fiber also showed a considerable impact on the performance of the SMA Mix. The flow value has considerably reduced and the stability value increased with the addition of all three natural fibers.
Table 5 shows that with the addition of sisal fiber (at 0.4 percent) the stability value has increased by almost 10 percent. Similarly, the stability value increased by 50 percent for Coir Fiber and Rice Straw at 0.35 and 0.3 percent dosage, respectively.
Table 5 also revealed that the Flow Value for SMA mixes prepared via incorporating fibers reduced considerably and results are well within the prescribed limits of MoRTH. However, in a comparative analysis of all three natural fibers used via consideration of Marshall Mix design and test criteria, it was observed that adding 0.3 fibers of rice straw to SMA mixtures significantly improve the properties of Marshall.
Along with the Marshall Characterization, ITS and TSR of modified SMA mixtures also recorded the best performance at optimum fiber content (OFC) in the conditioned and unconditioned samples. As shown in
Table 6 for Unconditioned Samples, the ITS increased by 8, 10 and 12 percent for sisal, coir, and rice straw, respectively. Consequently, ITS also increased by 7–8 percent for all three fibers, in the conditioned scenario. In line with the ITS results, the TSR has increased by 9–10 percent for modified SMA mixes.
Similarly, the drain down test result of SMA mixtures registered a reduction in value by increasing the amount of fiber; as fiber causes drain interruption in the mixture.
Table 7 shows that the addition of 0.3 percent of fiber has reduced the drain value by 65, 90, and 52 percent for sisal, coir, and rice straw fiber, respectively.
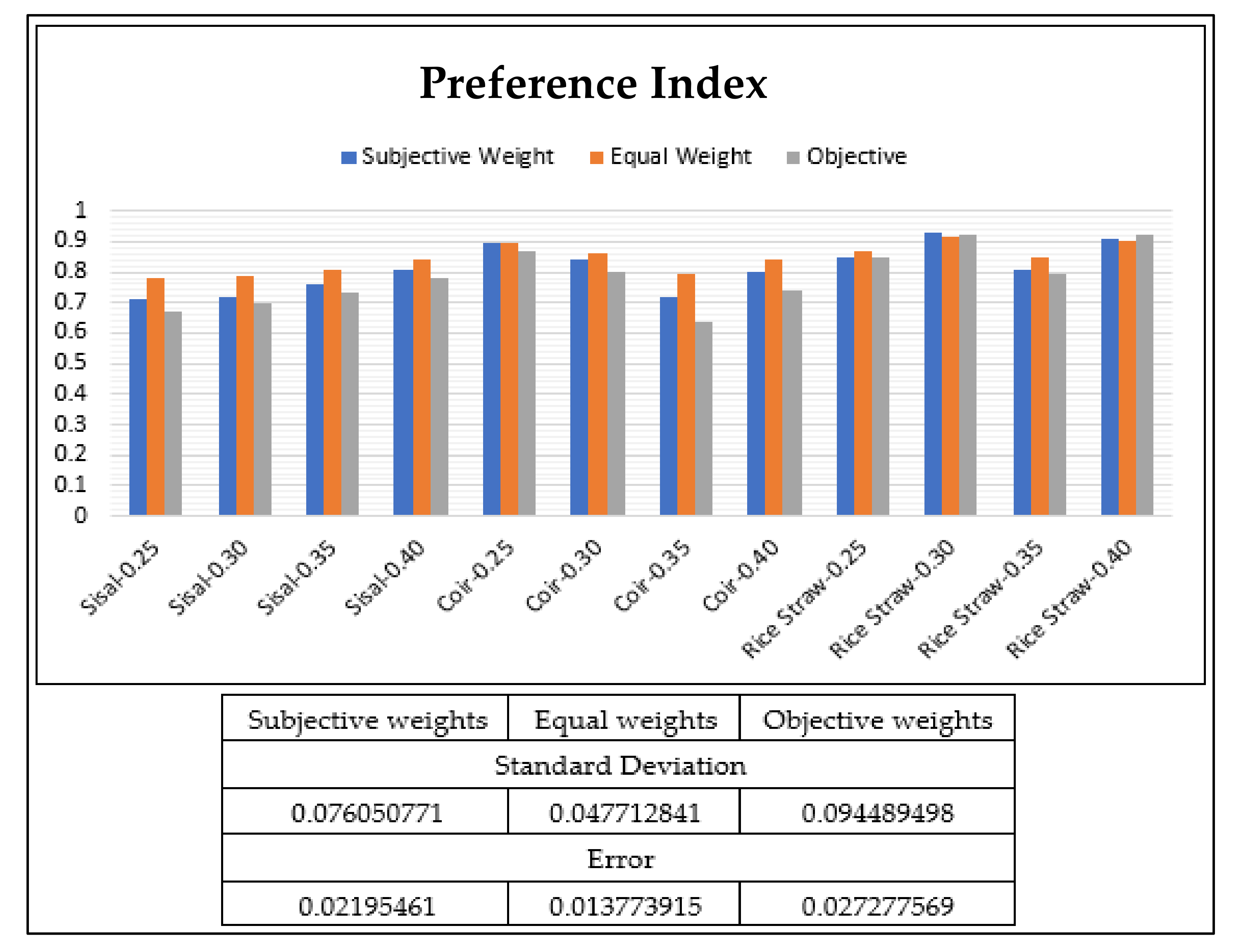
The value of the preference index is higher in rice straw at −0.3 and followed by rice straw at −0.40. The values of sisal 0.25 have the lowest preference index in all three conditions i.e., using equal, subjective, and objective weights.


 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}