
Glass Frit Jetting for Advanced Wafer-Level Hermetic Packaging



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results
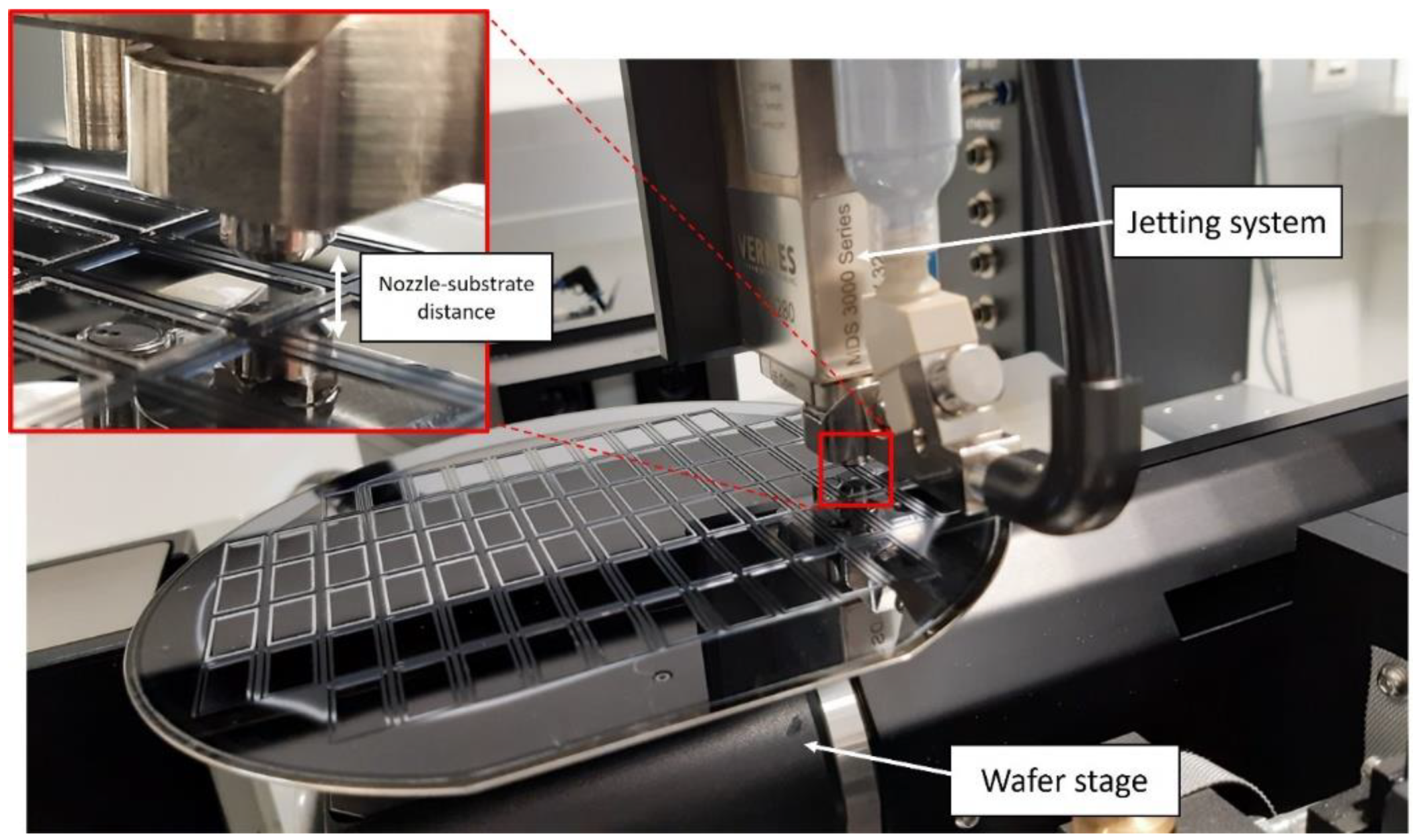
3.1. Nozzle Distance Effect
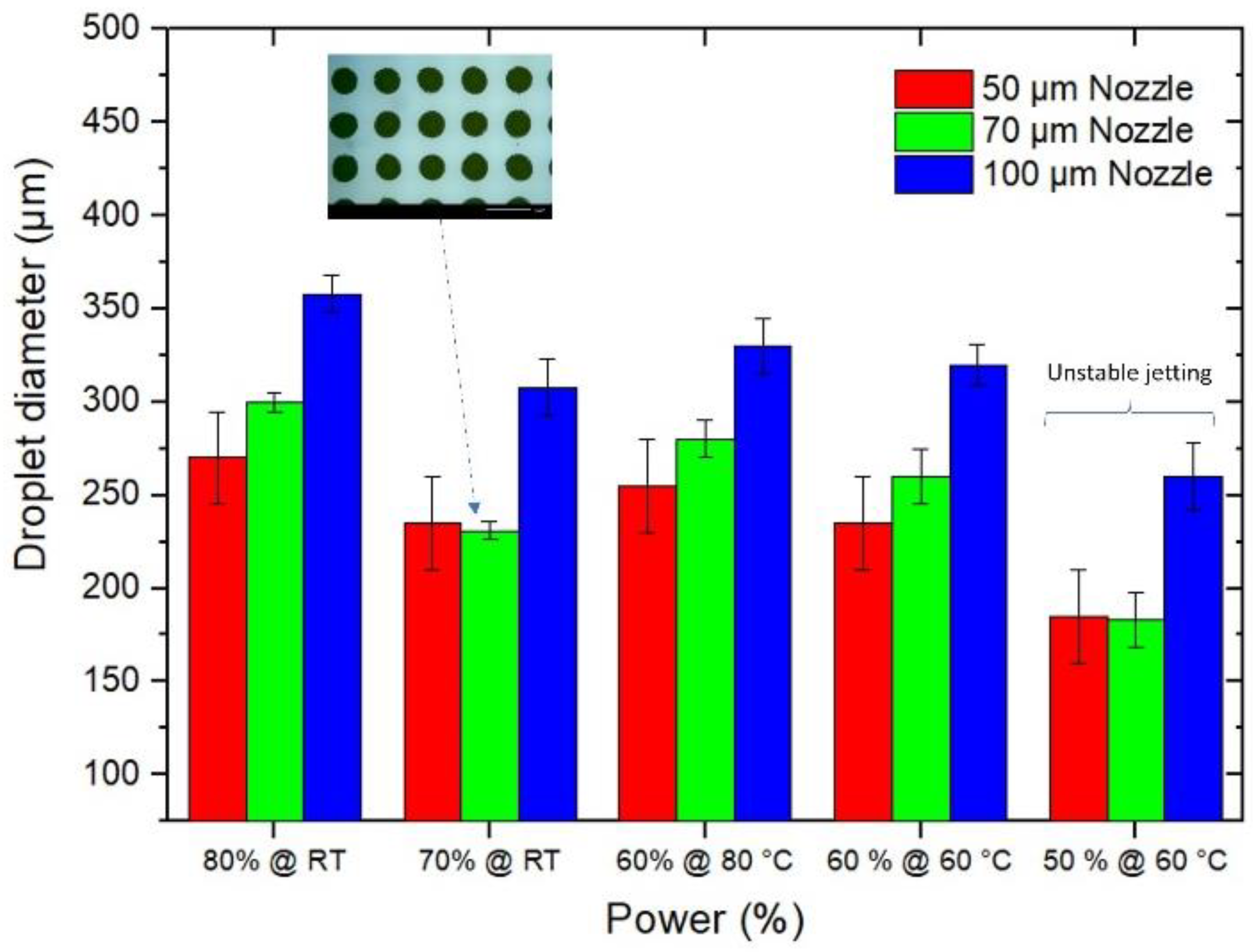
3.2. Droplet Size Analysis
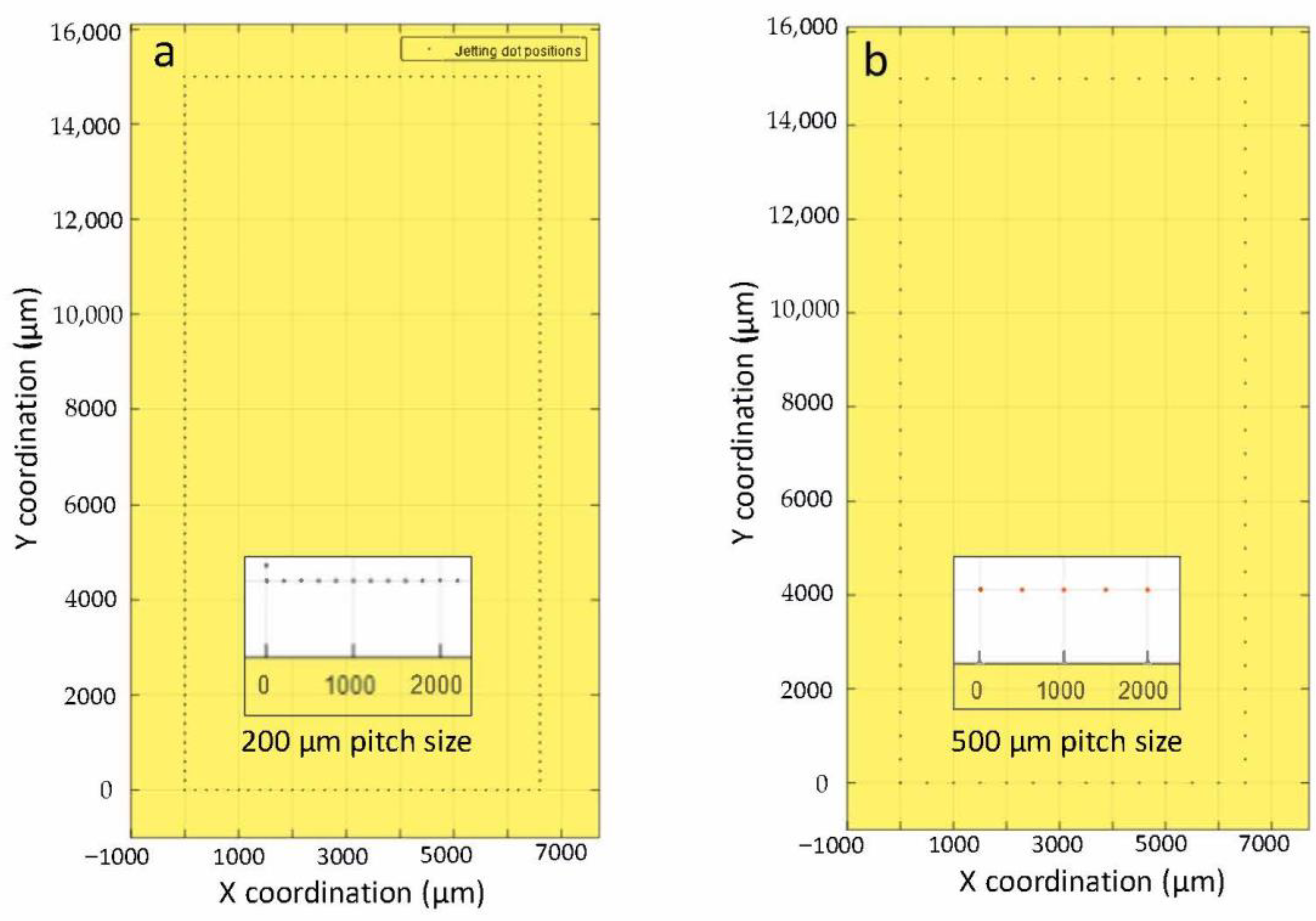
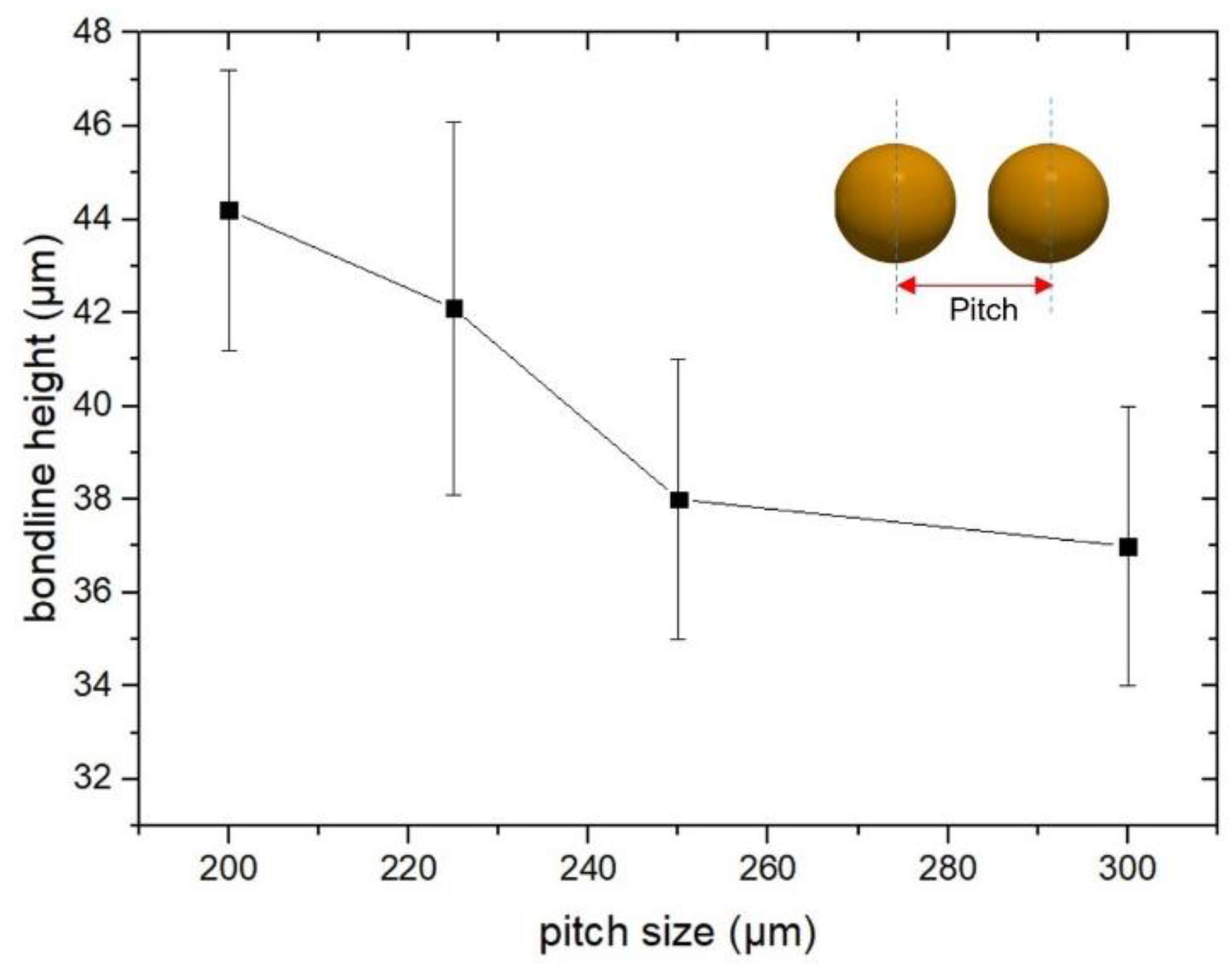
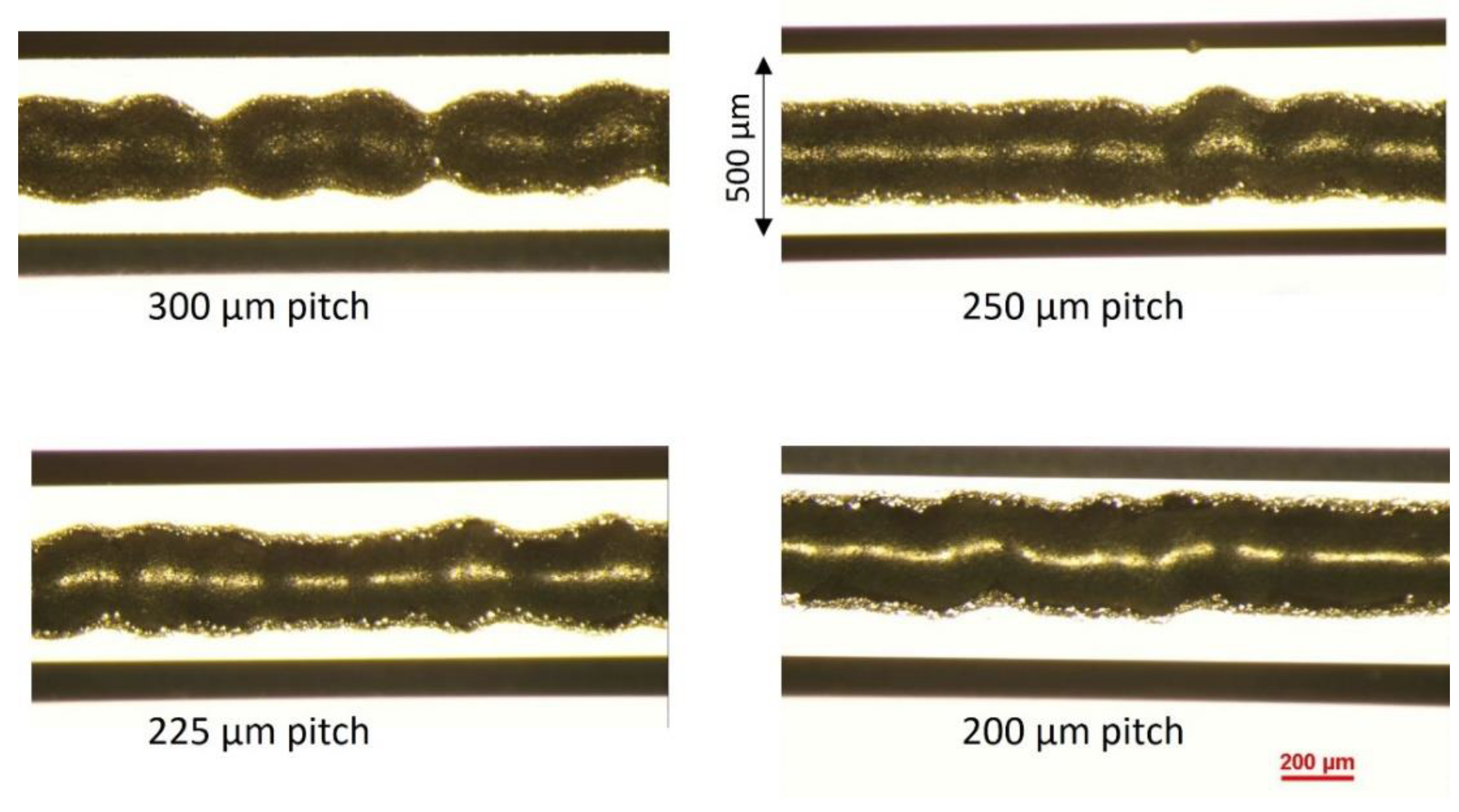
3.3. Pitch Size Analysis
4. Future Implications
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ramm, P.; Lu, J.J.Q.; Taklo, M.M. (Eds.) Handbook of Wafer Bonding; John Wiley & Sons: Hoboken, NJ, USA, 2011. [Google Scholar]
- Tilli, M.; Paulasto-Krockel, M.; Petzold, M.; Theuss, H.; Motooka, T.; Lindroos, V. (Eds.) Handbook of Silicon Based MEMS Materials and Technologies; Elsevier: Amsterdam, The Netherlands, 2020. [Google Scholar]
- Hu, G. Mechanism of glass-frit fracture in MEMS packaging. In Proceedings of the 2012 13th International Conference on Electronic Packaging Technology & High Density Packaging, Guilin, China, 13–16 August 2012; pp. 1564–1568. [Google Scholar]
- Hilton, A.; Temple, D.S. Wafer-level vacuum packaging of smart sensors. Sensors 2016, 16, 1819. [Google Scholar] [CrossRef] [PubMed]
- Boettge, B.; Dresbach, C.; Graff, A.; Petzold, M.; Bagdahn, J. Mechanical characterization and micro structure diagnostics of glass frit bonded interfaces. ECS Trans. 2008, 16, 441. [Google Scholar] [CrossRef]
- Chang, J.S.; Lin, J.Y.; Ho, S.C.; Lee, Y.J. Wafer level glass frit bonding for MEMS hermetic packaging. In Proceedings of the 2010 5th International Microsystems Packaging Assembly and Circuits Technology Conference, Taipei, Taiwan, 20–22 October 2010; pp. 1–4. [Google Scholar]
- Wu, G.; Xu, D.; Sun, X.; Xiong, B.; Wang, Y. Wafer-level vacuum packaging for microsystems using glass frit bonding. IEEE Trans. Compon. Packag. Manuf. Technol. 2013, 3, 1640–1646. [Google Scholar] [CrossRef]
- Wiemer, M.; Frömel, J.; Jia, C.; Gessner, T. Bonding and contacting of MEMS-structures on wafer level. In Proceedings of the Electrochemical Society-203rd Meeting, Paris, France, 27 April–2 May 2003; pp. 58–60. [Google Scholar]
- Knechtel, R.; Zellmer, M.; Schikowski, M.; Behmueller, M.; Van Buggenhout, C.; Petropoulos, A. Glass frit wafer bonding for encapsulating monolithic integrated CMOS-MEMS Devices. ECS Trans. 2018, 86, 111. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, D.; Zhan, Z.; Li, C.; Zheng, J.; Sun, D. Research on Glass Frit Deposition Based on the Electrospray Process. Materials 2016, 9, 292. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Knechtel, R. Glass frit bonding: An universal technology for wafer level encapsulation and packaging. Microsyst. Technol. 2005, 12, 63–68. [Google Scholar] [CrossRef]
- Langa, S.; Drabe, C.; Kunath, C.; Dreyhaupt, A.; Schenk, H. Wafer level vacuum packaging of scanning micro-mirrors using glass-frit and anodic bonding methods. In Reliability, Packaging, Testing, and Characterization of MOEMS/MEMS and Nanodevices XII; International Society for Optics and Photonics: Bellingham, WA, USA, 2013; Volume 8614, p. 86140F. [Google Scholar]
- Bargiel, S.; Jia, C.; Barański, M.; Frömel, J.; Passilly, N.; Gorecki, C.; Wiemer, M. Vertical integration technologies for optical transmissive 3-D microscanner based on glass microlenses. Procedia Eng. 2012, 47, 1133–1136. [Google Scholar] [CrossRef]
- Chen, X.; Yan, P.; Tang, J.; Xu, G.; Luo, L. Development of wafer level glass frit bonding by using barrier trench technology and precision screen printing. Microelectron. Eng. 2012, 100, 6–11. [Google Scholar] [CrossRef]
- Heinrich, A. (Ed.) 3D Printing of Optical Components; Springer: Cham, Switzerland, 2021; Volume 233. [Google Scholar]
- Roshanghias, A.; Ma, Y.; Gaumont, E.; Neumaier, L. Inkjet printed adhesives for advanced M (O) EMS packaging. J. Mater. Sci. Mater. Electron. 2019, 30, 20285–20291. [Google Scholar] [CrossRef]
- Liu, Y.F.; Tsai, M.H.; Pai, Y.F.; Hwang, W.S. Control of droplet formation by operating waveform for inks with various viscosities in piezoelectric inkjet printing. Appl. Phys. A 2013, 111, 509–516. [Google Scholar] [CrossRef]
- Shimoda, T.; Morii, K.; Seki, S.; Kiguchi, H. Inkjet printing of light-emitting polymer displays. MRS Bull. 2003, 28, 821–827. [Google Scholar] [CrossRef]
- Available online: https://www.vermes.com/products/micro-dispensing-system-mds-3280-series (accessed on 20 February 2022).
- DL11-210 Datasheet. Available online: https://www.ferro.com/-/media/files/resources/electronic-materials/ferro-electronic-materials-dl11-210-lead-free-sealing-glass-paste.pdf (accessed on 20 February 2022).
- Huang, Q.; Dong, X.; Cui, W.; Huang, Y.; Lai, P.; Yang, S.; Wang, Y. Hermeticity evaluation of MEMS wafer packages by Raman spectroscopy. Int. J. Mod. Phys. B 2020, 34, 2050107. [Google Scholar] [CrossRef]
- Costello, S.; Desmulliez, M.P.; McCracken, S. Review of test methods used for the measurement of hermeticity in packages containing small cavities. IEEE Trans. Compon. Packag. Manuf. Technol. 2012, 2, 430–438. [Google Scholar] [CrossRef] [Green Version]
- Cho, D.-W.; Lee, J.-S.; Jang, J.; Jung, J.W.; Park, J.H.; Pati, F. Organ Printing—Chapter 4: Dispensing-Based 3D Printing; Morgan & Claypool Publishers: San Rafael, CA, USA, 2015; ISBN 978-1-6817-4079-9. [Google Scholar]
- Gu, S.; Jiao, X.; Liu, J.; Yang, Z.; Jiang, H.; Lv, Q. Design and experiment of a solder paste jetting system driven by a piezoelectric stack. Micromachines 2016, 7, 112. [Google Scholar] [CrossRef] [Green Version]
- Becker, K.F.; Koch, M.; Voges, S.; Thomas, T.; Fliess, M.; Bauer, J.; Braun, T.; Aschenbrenner, R.; Schneider-Ramelow, M.; Lang, K.D. Precision Jetting of Solder Paste–A Versatile Tool for Small Volume Production. Int. Symp. Microelectron. 2014, 2014, 438–443. [Google Scholar] [CrossRef]




Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Roshanghias, A.; Bardong, J.; Binder, A. Glass Frit Jetting for Advanced Wafer-Level Hermetic Packaging. Materials 2022, 15, 2786. https://doi.org/10.3390/ma15082786
Roshanghias A, Bardong J, Binder A. Glass Frit Jetting for Advanced Wafer-Level Hermetic Packaging. Materials. 2022; 15(8):2786. https://doi.org/10.3390/ma15082786
Chicago/Turabian StyleRoshanghias, Ali, Jochen Bardong, and Alfred Binder. 2022. "Glass Frit Jetting for Advanced Wafer-Level Hermetic Packaging" Materials 15, no. 8: 2786. https://doi.org/10.3390/ma15082786
APA StyleRoshanghias, A., Bardong, J., & Binder, A. (2022). Glass Frit Jetting for Advanced Wafer-Level Hermetic Packaging. Materials, 15(8), 2786. https://doi.org/10.3390/ma15082786