
Green-Engineered Cementitious Composite Production with High-Strength Synthetic Fiber and Aggregate Replacement


Abstract
:1. Introduction
2. Material Design Criteria
3. Materials and Test Procedures
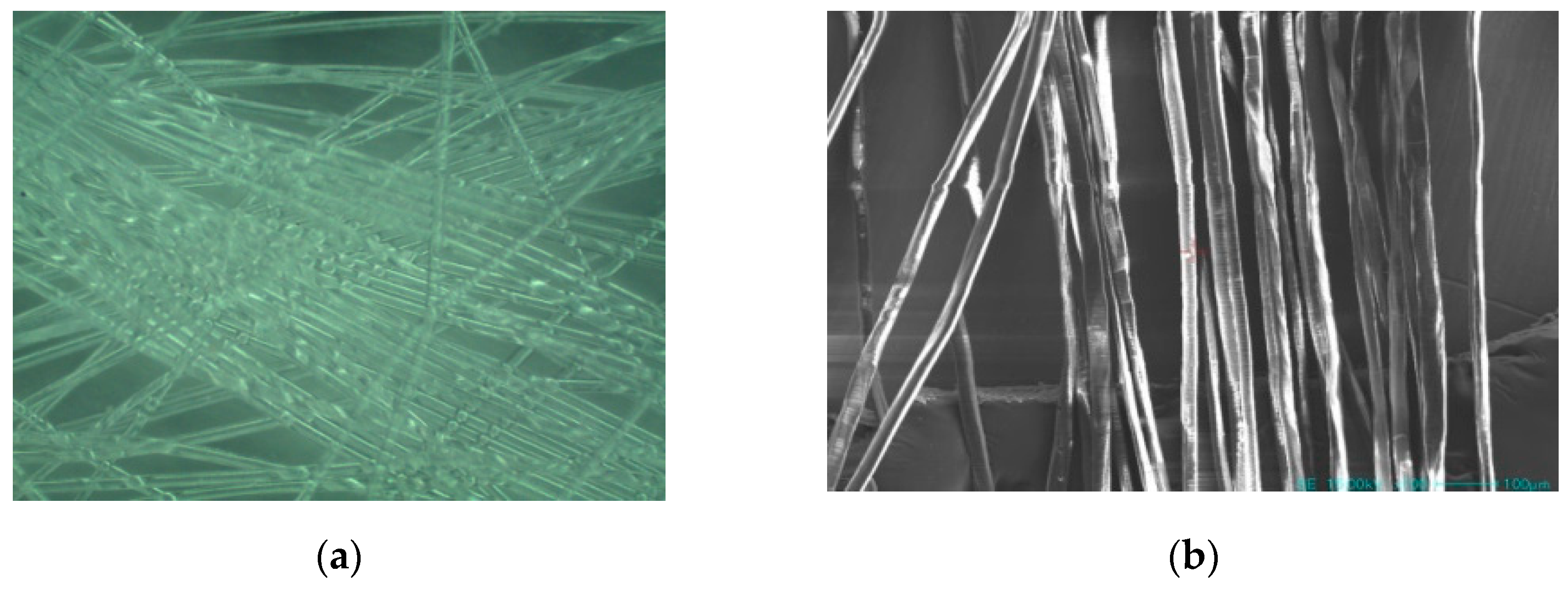
3.1. Materials and Mix Proportions
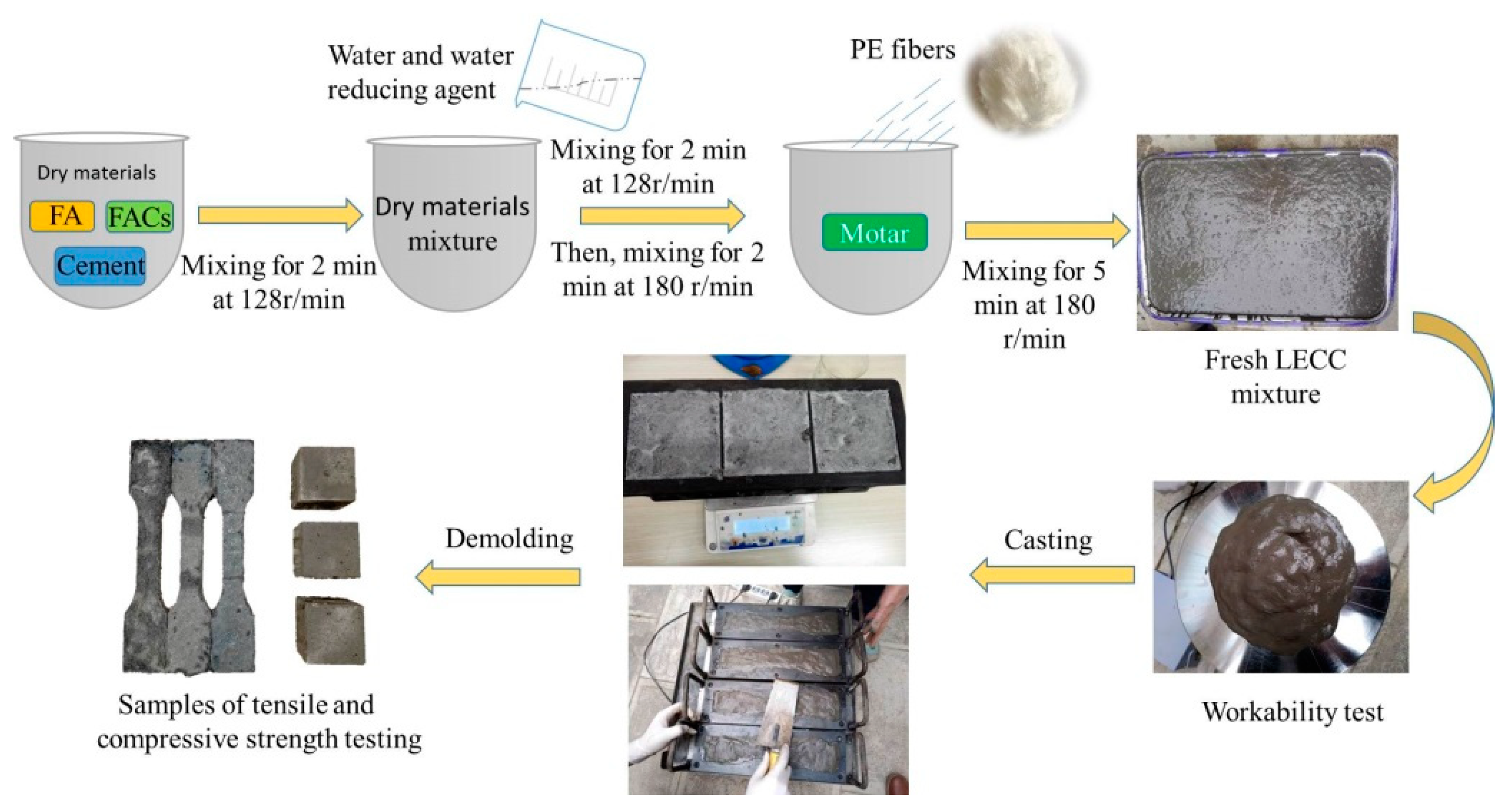
3.2. Mixing, Casting and Curing Procedures
3.3. Workability of Mixture Test
3.4. Strain Hardening Index Test
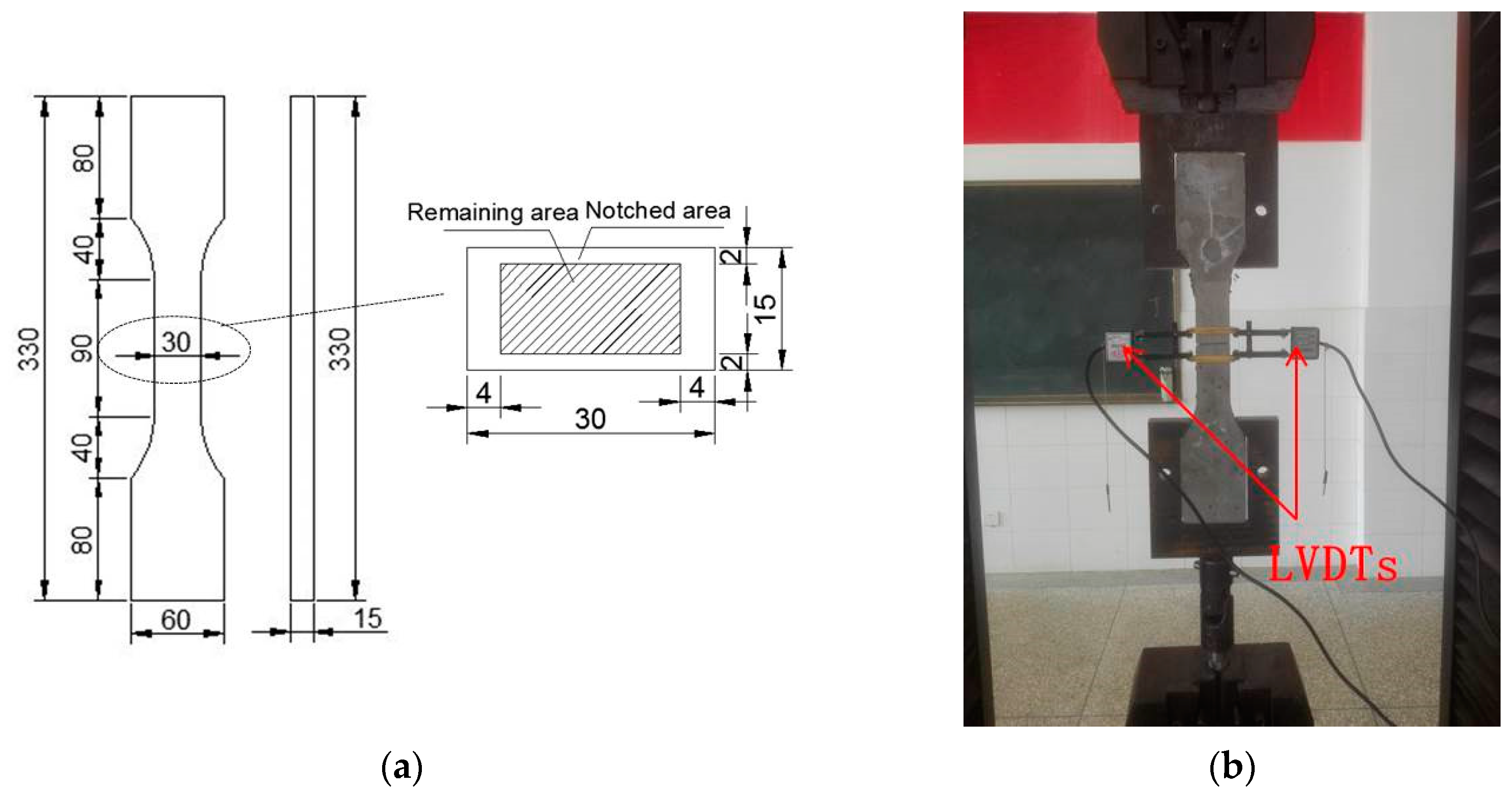
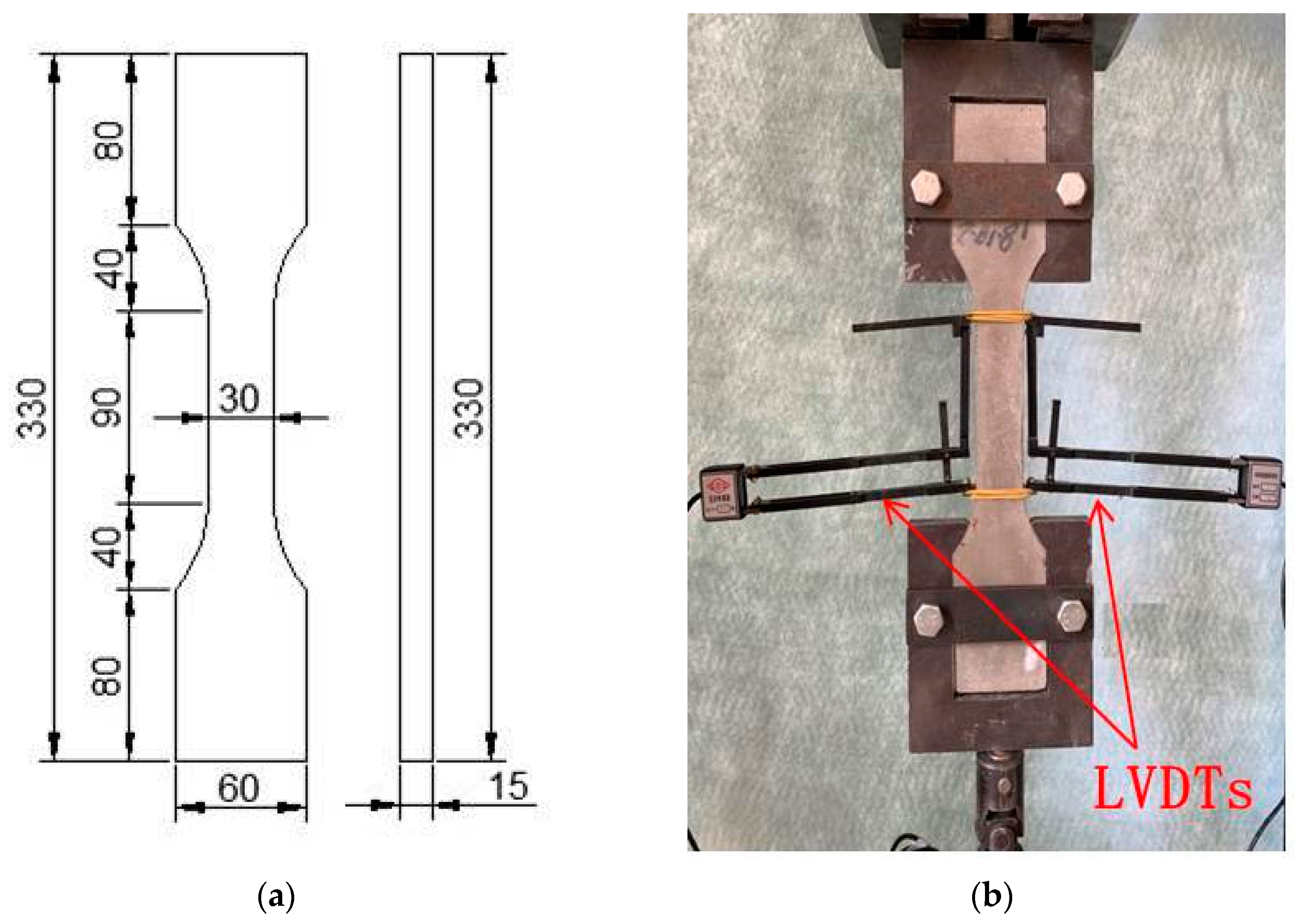
3.5. Physical and Mechanical Performance Test
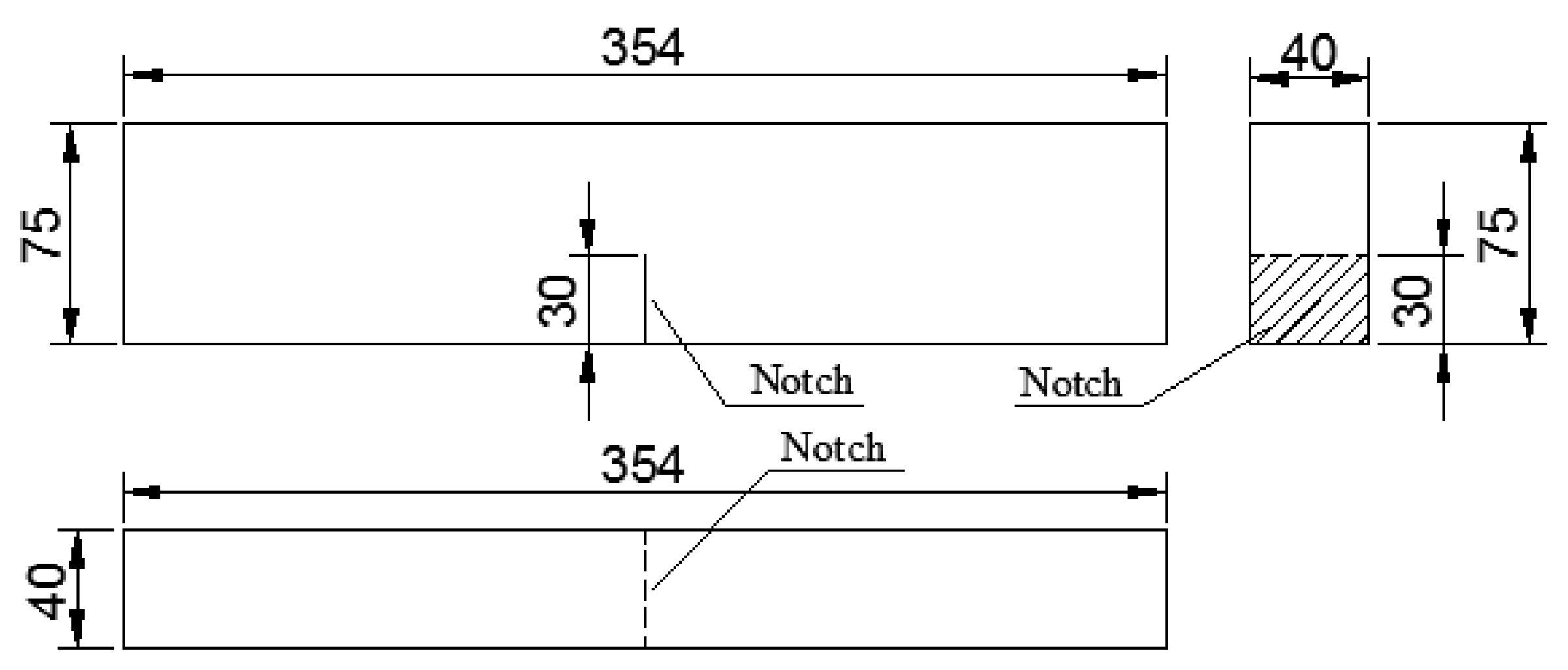
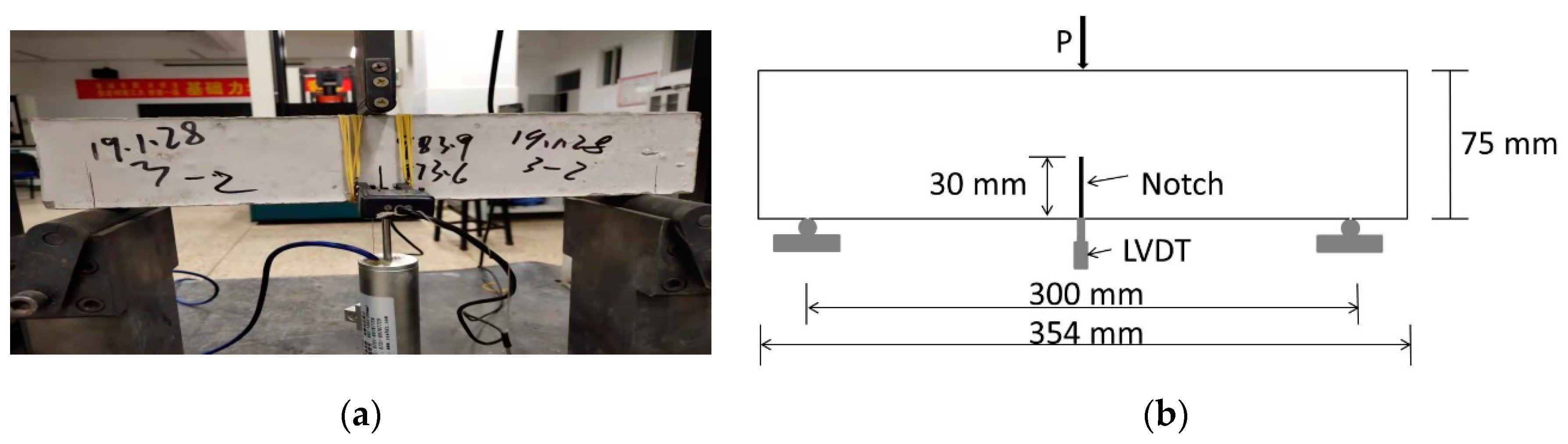
3.6. Crack Characteristic Analysis
4. Results and Discussion
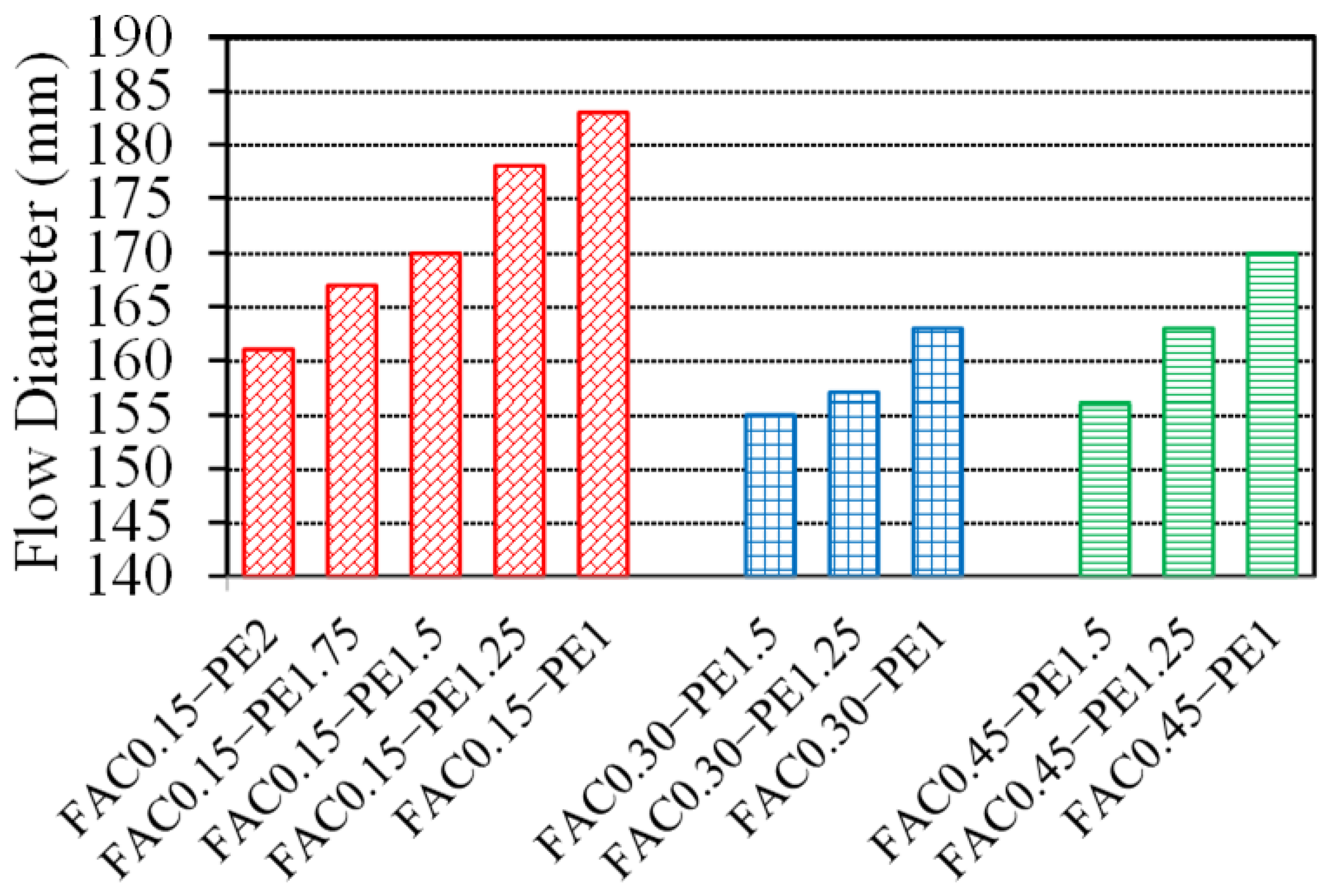
4.1. Workability
4.2. Bulk Density and Compressive Property
4.3. Strain Hardening Index
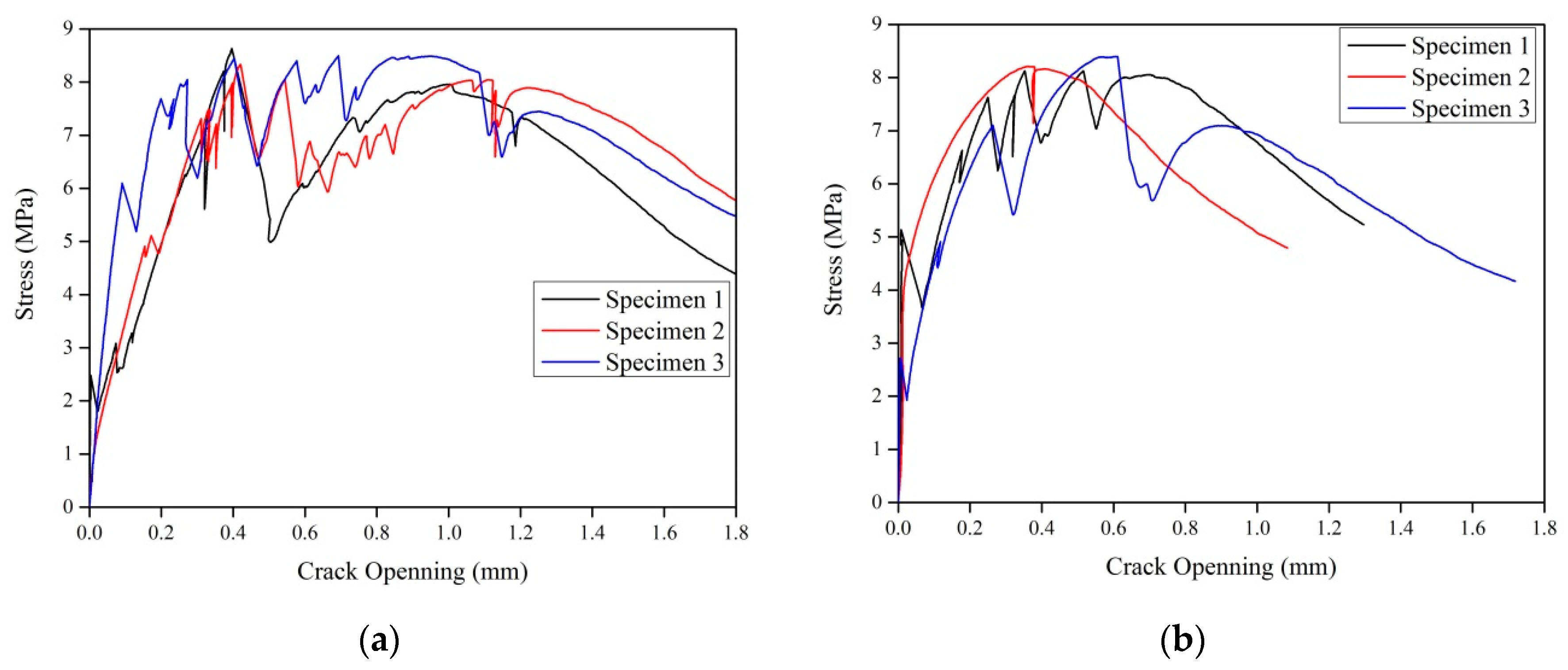
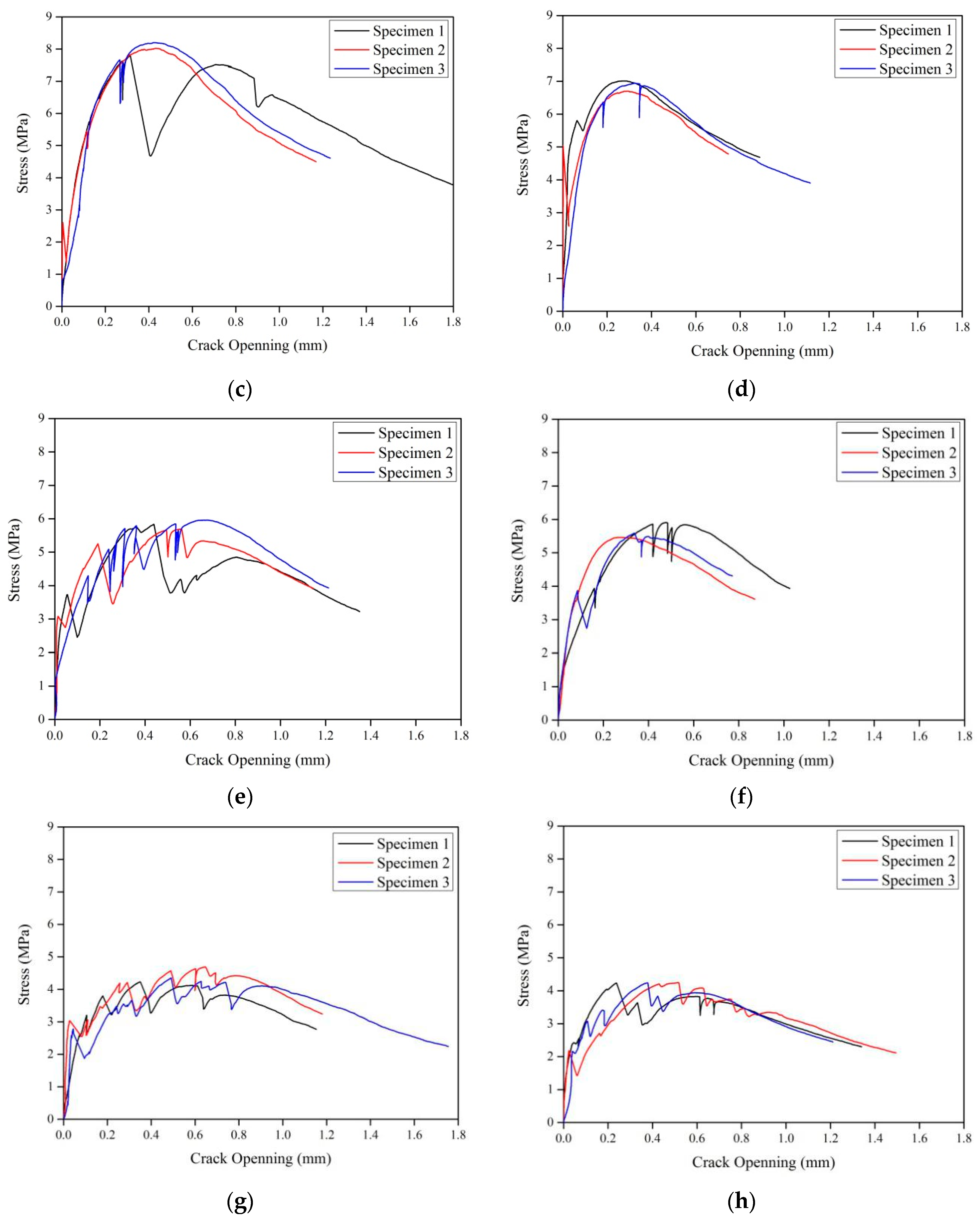
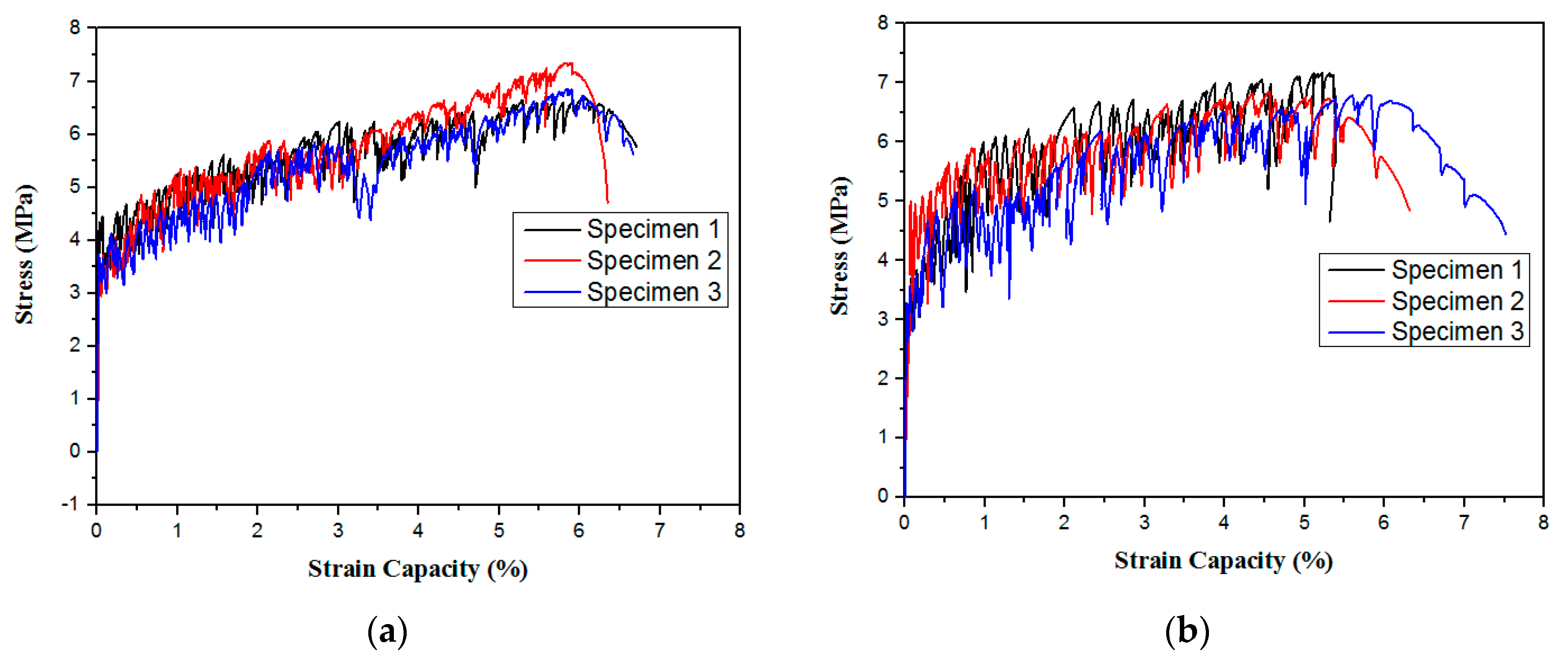
4.4. Tensile Performance
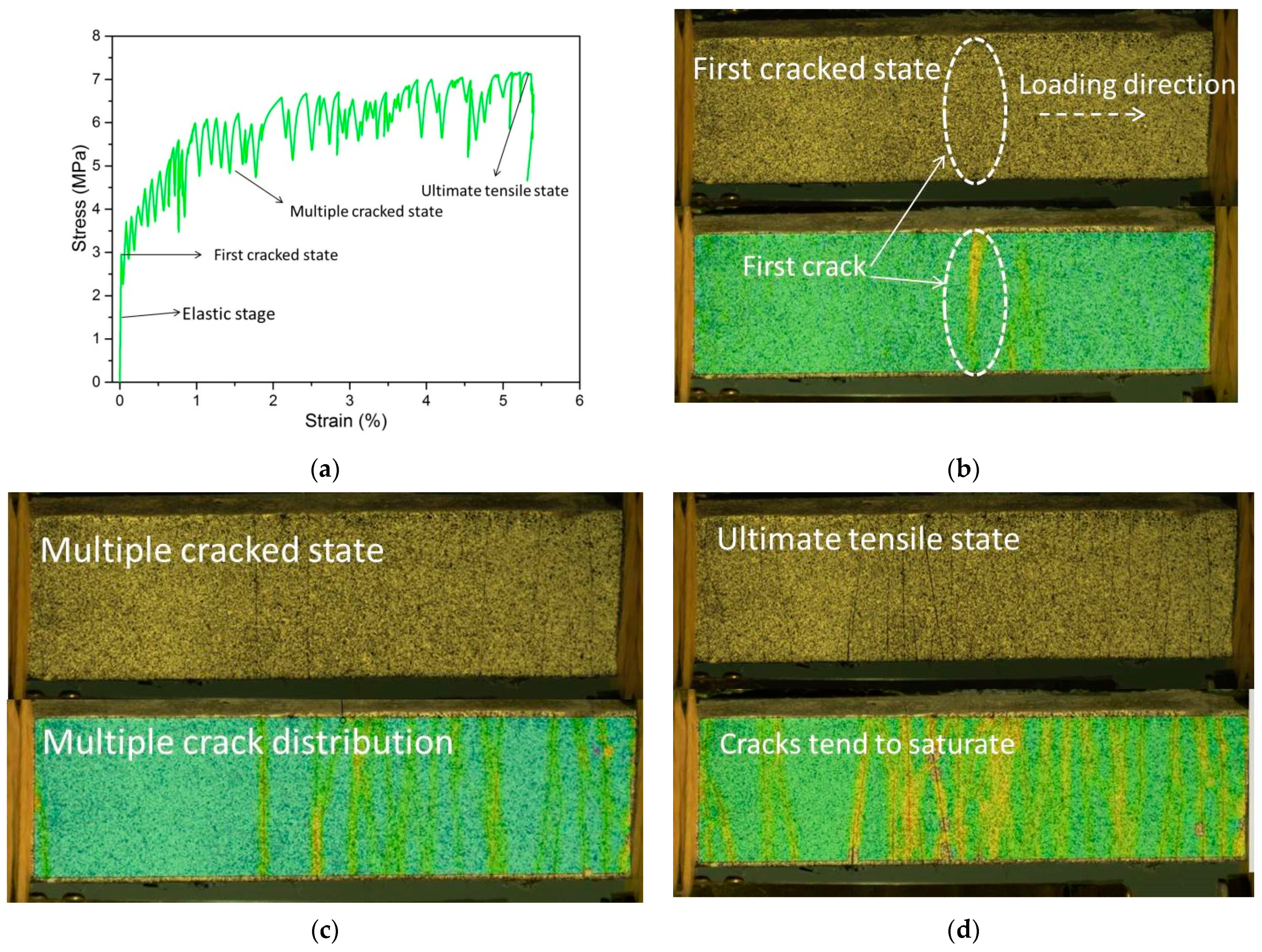
4.5. Analysis of Crack Characteristics
4.5.1. Cracking Pattern
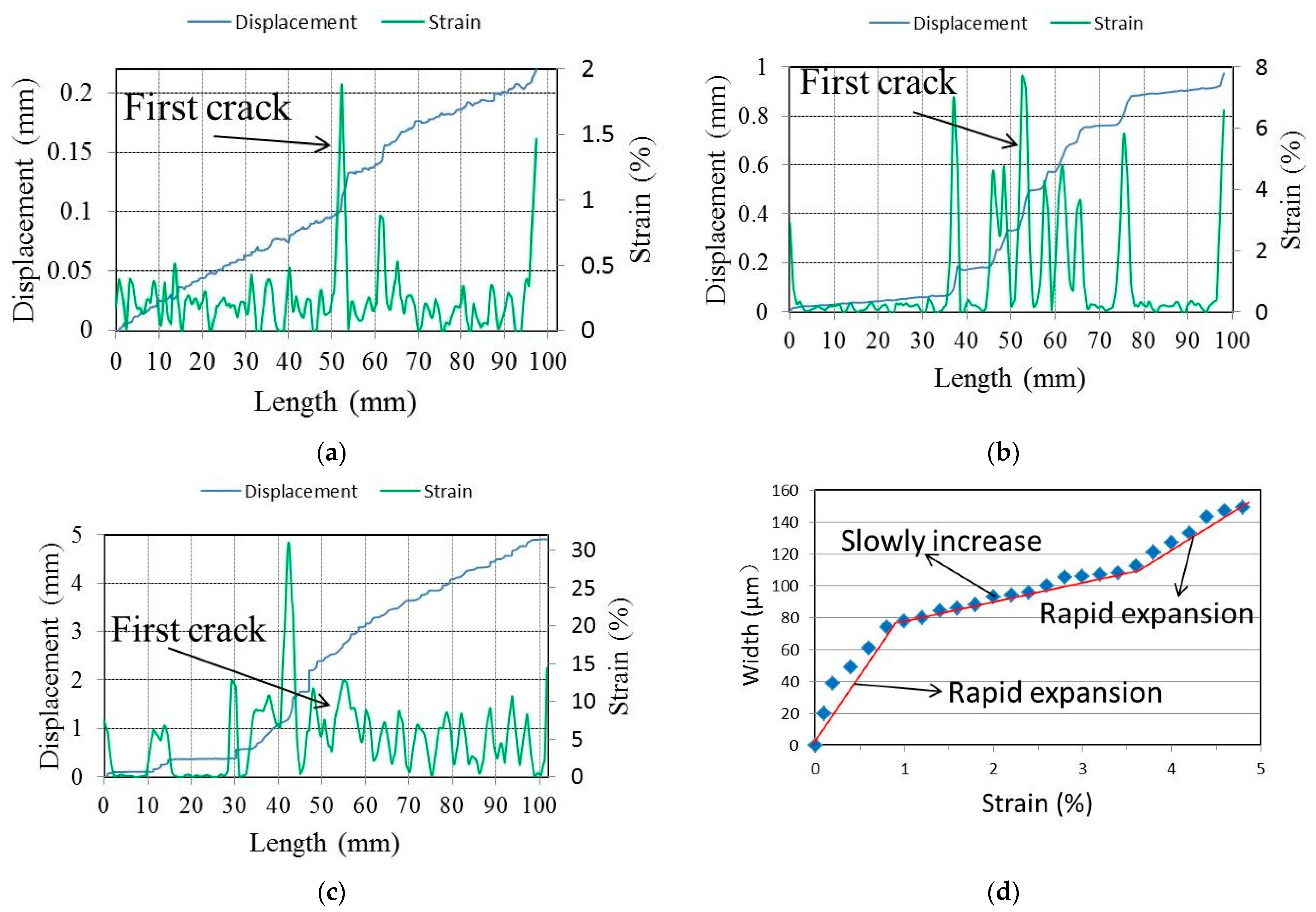
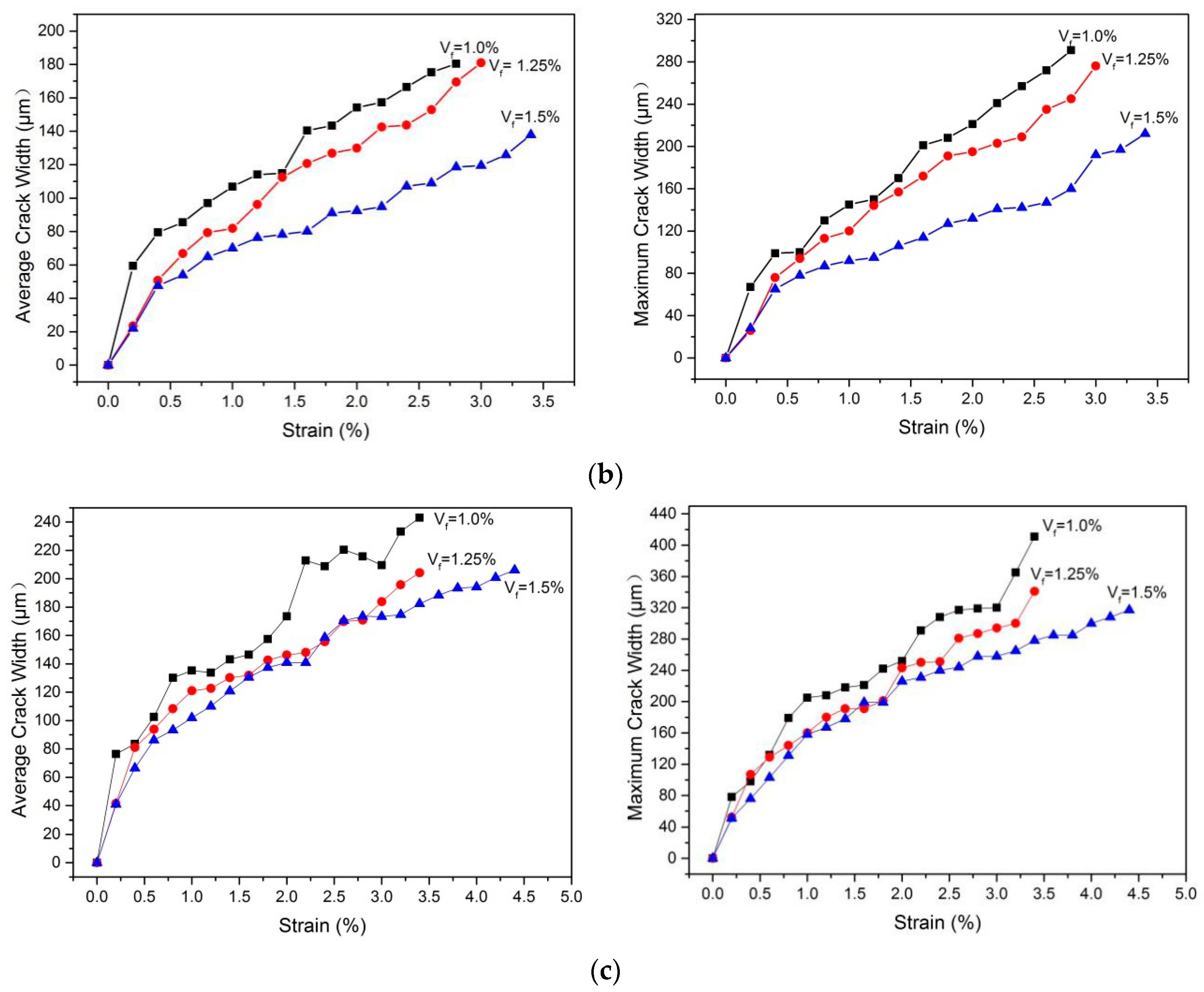
4.5.2. Crack Width Development Behavior
4.6. Cost and Carbon Emission Analysis
5. Conclusions
- (1)
- FACs were effective in reducing the density of GLECCs. However, they also weakened the mechanical properties of GLECCs. With an increase in the FAC content, the compressive and tensile strengths showed a decreasing trend. However, the obtained compressive and tensile strengths of GLECCs were still greater than 30 MPa and 3.5 MPa, respectively.
- (2)
- The PE fiber affects the workability of GLECC adversely. As the fiber content increased, the flow diameter showed a decreasing trend. Additionally, it was observed that as the fiber content increased, the compressive strength of GLECCs showed a decreasing trend. In GLECCs with an FAC content of 0.15, the compressive strength of FAC0.15−PE2.25 was 44.2 MPa, which is approximately 16% lower than the 52.8 MPa of FAC0.15−PE1.
- (3)
- Reducing the amount of fiber will result in a decrease in the fiber’s bridging performance, resulting in a decrease in the tensile properties. All GLECCs exhibited obvious strain hardening, with a tensile strength of 3.5–7.5 MPa and a tensile strain of 2.5–5.5%. In GLECCs of any density, even when the fiber content was as low as 1%, the strain hardening behavior was still obvious. The tensile strain was close to 3%, whereas the tensile strength was greater than 3.5 MPa.
- (4)
- The width of the crack is positively correlated with the FAC content and negatively correlated with the fiber content. Although a change in FAC and fiber dosage resulted in a change in the crack width, the durability of GLECCs was not affected within a certain strain range. Even when the fiber content was as low as 1%, in the 0.8% strain range, the average crack width and maximum crack width remained at 100 μm and 150 μm, respectively, thus meeting the durability requirements of conventional applications.
- (5)
- The use of recycled FACs and PE can significantly reduce the cost and environmental impact of GLECCs. As the FAC content increased from 0.15 to 0.45, the carbon emissions of GLECCs were reduced by as much as 36%, and as the fiber content was reduced from 2% to 1%, the cost was reduced by approximately 40%. Nevertheless, the performances of the GLECCs are sufficient for many applications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shi, T.; Lan, Y.; Hu, Z.; Wang, H.; Xu, J.; Zheng, B. Tensile and Fracture Properties of Silicon Carbide Whisker-Modified Cement-Based Materials. Int. J. Concr. Struct. Mater. 2022, 16, 2. [Google Scholar] [CrossRef]
- Xu, J.; Wu, Z.; Chen, H.; Shao, L.; Zhou, X.; Wang, S. Study on Strength Behavior of Basalt Fiber-Reinforced Loess by Digital Image Technology (DIT) and Scanning Electron Microscope (SEM). Arab. J. Sci. Eng. 2021, 46, 11319–11338. [Google Scholar] [CrossRef]
- Frazãoa, C.; Díazb, B.; Barrosc, J.; Bogasd, A.; Toptan, F. An experimental study on the corrosion susceptibility of Recycled Steel Fiber Reinforced Concrete. Cem. Concr. Compos. 2019, 96, 138–153. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, Q. Matrix Tailoring of Engineered Cementitious Composites (ECC) with non-oil-coated, low tensile strength PVA fiber. Constr. Build. Mater. 2018, 161, 420–431. [Google Scholar] [CrossRef]
- Wang, Q.; Lai, M.H.; Zhang, J.; Wang, Z.; Ho, J.C.M. Greener engineered cementitious composite (ECC)—The use of pozzolanic fillers and unoiled PVA fibers. Constr. Build. Mater. 2020, 247, 118211. [Google Scholar] [CrossRef]
- Gohari, S.; Sharifi, S.; Burvill, C.; Mouloodi, S.; Izadifar, M.; Thissen, P. Localized failure analysis of internally pressurized laminated ellipsoidal woven GFRP composite domes: Analytical, numerical, and experimental studies. Arch. Civ. Mech. Eng. 2019, 19, 1235–1250. [Google Scholar] [CrossRef]
- Ekoi, E.J.; Dickson, A.N.; Dowling, D.P. Investigating the fatigue and mechanical behaviour of 3D printed woven and nonwoven continuous carbon fibre reinforced polymer (CFRP) composites. Compos. Part B Eng. 2021, 212, 108704. [Google Scholar] [CrossRef]
- Saghir, F.; Gohari, S.; Mozafari, F.; Moslemi, N.; Burvill, C.; Smith, A.; Lucas, S. Mechanical characterization of particulated FRP composite pipes: A comprehensive experimental study. Polym. Test. 2020, 93, 107001. [Google Scholar] [CrossRef]
- El-Sayed, T.A. Flexural behavior of RC beams containing recycled industrial wastes as steel fibers. Constr. Build. Mater. 2019, 212, 27–38. [Google Scholar] [CrossRef]
- El-Sayed, T.A.; Shaheen, Y.B.I. Flexural performance of recycled wheat straw ash-based geopolymer RC beams and containing recycled steel fiber. Structures 2020, 28, 1713–1728. [Google Scholar] [CrossRef]
- Mohammadhassani, M.; Akib, S.; Shariati, M.; Shariati, M.; Suhatril, M.; Khanouki, M.M.A. An experimental study on the failure modes of high strength concrete beams with particular references to variation of the tensile reinforcement ratio. Eng. Fail. Anal. 2014, 41, 73–80. [Google Scholar] [CrossRef]
- Grzymski, F.; Musial, M.; Trapko, T. Mechanical properties of fibre reinforced concrete with recycled fibres. Constr. Build. Mater. 2019, 198, 323–331. [Google Scholar] [CrossRef]
- El-Sayed, T.A.; Medhat, A.; El-Naby, R.M.A. Recycled Rice & Wheat Straw Ash as Cement Replacement Materials. J. Eng. Res. Rep. 2019, 5, 49005. [Google Scholar]
- Tan, K.; Qin, Y.; Du, T.; Li, L.; Zhang, L.; Wang, J. Biochar from waste biomass as hygroscopic filler for pervious concrete to improve evaporative cooling performance. Constr. Build. Mater. 2021, 287, 123078. [Google Scholar] [CrossRef]
- Liu, W.; Guo, Z.; Wang, C.; Niu, S. Physico-mechanical and microstructure properties of cemented coal Gangue-Fly ash backfill: Effects of curing temperature. Constr. Build. Mater. 2021, 299, 124011. [Google Scholar] [CrossRef]
- Booya, E.; Gorospe, K.; Das, S.; Loh, P. The influence of utilizing slag in lieu of fly ash on the performance of engineered cementitious composites. Constr. Build. Mater. 2020, 256, 119412. [Google Scholar] [CrossRef]
- Ahmat, H.O.; Tagnit-Hamou, A. Development of ecological strain-hardening cementitious composites incorporating high-volume ground-glass pozzolans. Constr. Build. Mater. 2019, 238, 117740. [Google Scholar]
- Ashraf, M.; Kumar, R.; Khan, K.; Saqib, D.; Ali, S.S.; Khan, S. Role of Sugarcane Bagasse Ash in Developing Sustainable Engineered Cementitious Composites. Front. Mater. 2020, 7, 65. [Google Scholar]
- Yu, J.; Wu, H.; Leung, C.K.Y. Feasibility of using ultrahigh-volume limestone-calcined clay blend to develop sustainable medium-strength Engineered Cementitious Composites (ECC). J. Clean. Prod. 2020, 262, 121343. [Google Scholar] [CrossRef]
- Farooq, M.; Bhutta, A.; Banthia, N. Tensile performance of eco-friendly ductile geopolymer composites (EDGC) incorporating different micro-fibers. Cem. Concr. Compos. 2019, 103, 183–192. [Google Scholar] [CrossRef]
- Adesina, A.; Das, S. Performance of engineered cementitious composites incorporating crumb rubber as aggregate. Constr. Build. Mater. 2021, 274, 122033. [Google Scholar] [CrossRef]
- Adesina, A.; Das, S. Sustainable utilization of recycled asphalt as aggregates in engineered cementitious composites. Constr. Build. Mater. 2021, 283, 122727. [Google Scholar] [CrossRef]
- Zhou, Y.; Gong, G.Q.; Huang, Y.; Chen, C.; Huang, D.; Chen, Z.; Guo, M. Feasibility of incorporating recycled fine aggregate in high performance green lightweight engineered cementitious composites. J. Clean. Prod. 2020, 280, 124445. [Google Scholar] [CrossRef]
- Lin, C.; Wang, S.; Chen, M.; Lu, Y. Experimental study on the mechanical properties of different fiber-reinforced seawater sea-sand engineered cementitious composites. Constr. Build. Mater. 2021, 304, 124562. [Google Scholar] [CrossRef]
- Pan, Z.; Wu, C.; Liu, J.; Wang, W.; Liu, J. Study on mechanical properties of cost-effective polyvinyl alcohol engineered cementitious composites (PVA-ECC). Constr. Build. Mater. 2015, 78, 397–404. [Google Scholar] [CrossRef]
- Tosun-Felekoglu, K.; Godek, E.; Keskinates, M.; Felekoglu, B. Utilization and Selection of Proper Fly Ash in Cost Effective Green HTPP-ECC Design. J. Clean. Prod. 2017, 149, 557–568. [Google Scholar] [CrossRef]
- Lin, X.; Yu, J.; Li, H.; Lam, J.Y.K.; Shih, K.; Sham, J.M.L. Recycling polyethylene terephthalate wastes as short fibers in Strain-Hardening Cementitious Composites (SHCC). J. Hazard. Mater. 2018, 357, 40–52. [Google Scholar] [CrossRef]
- Yu, J.; Yao, J.; Lin, X.; Li, H.; Lam, J.Y.K.; Leung, C.K.Y.; Sham, I.M.L.; Shih, K. Tensile performance of sustainable Strain-Hardening Cementitious Composites with hybrid PVA and recycled PET fibers. Cem. Concr. Res. 2018, 107, 110–123. [Google Scholar] [CrossRef]
- Zhong, H.; Zhang, M. Effect of recycled tyre polymer fibre on engineering properties of sustainable strain hardening geopolymer composites. Cem. Concr. Compos. 2021, 122, 104167. [Google Scholar] [CrossRef]
- Yu, J.; Leung, C.K.Y. Strength Improvement of Strain-Hardening Cementitious Composites with Ultrahigh-Volume Fly Ash. J. Mater. Civ. Eng. 2017, 29, 05017003. [Google Scholar] [CrossRef]
- Yu, K.; Wang, Y.; Yu, J.; Xu, S. A strain-hardening cementitious composites with the tensile capacity up to 8%. Constr. Build. Mater. 2017, 220, 410–419. [Google Scholar] [CrossRef]
- Ding, Y.; Yu, J.; Yu, K.; Xu, S. Basic mechanical properties of ultra-high ductility cementitious composites: From 40 MPa to 120 MPa. Compos. Struct. 2018, 185, 634–645. [Google Scholar] [CrossRef]
- Lei, D.Y.; Guo, L.P.; Chen, B.; Curosu, I.; Mechtcherine, V. The connection between microscopic and macroscopic properties of ultra-high strength and ultra-high ductility cementitious composites (UHS-UHDCC). Compos. Part B 2019, 164, 144–157. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, F.; Yu, J.; Dong, F.; Ye, J. Effect of polyethylene fiber content on physical and mechanical properties of engineered cementitious composites. Constr. Build. Mater. 2020, 251, 118917. [Google Scholar] [CrossRef]
- Huang, X.; Ranade, R.; Zhang, Q.; Ni, W.; Li, V.C. Mechanical and thermal properties of green lightweight engineered cementitious composites. Constr. Build. Mater. 2013, 48, 954–960. [Google Scholar] [CrossRef]
- Marshall, D.B.; Cox, B.N. AJ-integral method for calculating steady-state matrix cracking stresses in composites. Mech. Mater. 1988, 7, 127–133. [Google Scholar] [CrossRef]
- Fu, C.; Guo, R.; Lin, Z.; Xia, H.; Yang, Y.; Ma, Q. Effect of nanosilica and silica fume on the mechanical properties and microstructure of lightweight engineered cementitious composites. Constr. Build. Mater. 2021, 298, 123788. [Google Scholar] [CrossRef]
- Kanda, T.; Li, V.C. Multiple Cracking Sequence and Saturation in Fiber Reinforced Cementitious Composites. Concr. Res. Technol. 1998, 9, 19–32. [Google Scholar] [CrossRef] [Green Version]
- Li, M.; Li, V.C. Rheology, fiber dispersion, and robust properties of Engineered Cementitious Composites. Mater. Struct. 2013, 45, 405–420. [Google Scholar] [CrossRef] [Green Version]
- Chinese Standard GB/T2419-2005; Test Method for Fluidity of Cement Mortar. Standardization Administration of China: Beijing, China, 2005. (In Chinese)
- ASTM E399; Standard Test Method for Linear-Elastic Plane-Strain Fracture Toughness KIc of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2012.
- ASTM C192/C192M-16; Standard Practice for Making and Curing Concrete Test 624 Specimens in the Laboratory. ASTM International: West Conshohocken, PA, USA, 2007.
- Ohno, M.; Li, V.C. A feasibility study of strain hardening fiber reinforced fly ash-based geopolymer composites. Constr. Build. Mater. 2014, 57, 163–168. [Google Scholar] [CrossRef]
- Sutton, M.; Orteu, J.; Schreier, H. Image Correlation for Shape, Motion and Deformation Measurements: Basic Concepts, Theory and Applications; Springer US: Boston, MA, USA, 2009. [Google Scholar]
- Chinese Standard JGJ51-2002; Light-Weight Aggregate Concrete Technical Regulations. China Architecture and Building Press: Beijing, China, 2002. (In Chinese)
- Yang, E.; Wang, S.; Yang, Y.; Li, V.C. Fiber-bridging constitutive law of engineered cementitious composites. J. Adv. Concr. Technol. 2008, 6, 181–193. [Google Scholar] [CrossRef] [Green Version]
- Wang, K.; Jansen, D.C.; Shah, S.P.; Karr, A.F. Permeability study of cracked concrete. Cem. Concr. Res. 1997, 27, 381–393. [Google Scholar] [CrossRef] [Green Version]
- Lepech, M.; Li, V.C. Water permeability of cracked cementitious composites. In Proceedings of the 11th International Conference on Fracture 2005, Turin, Italy, 20–25 March 2005; pp. 20–25. [Google Scholar]
- Jang, S.Y.; Kim, B.S.; Oh, B.H. Effect of crack width on chloride diffusion coefficients of concrete by steady-state migration tests. Cem. Concr. Res. 2011, 41, 9–19. [Google Scholar] [CrossRef]
- Yang, Y.; Lepech, M.D.; Yang, E.H.; Li, V.C. Autogenous healing of engineered cementitious composites under wet–dry cycles. Cem. Concr. Res. 2009, 39, 382–390. [Google Scholar] [CrossRef]
- Lu, C.; Yu, J.; Leung, C.K.Y. An improved image processing method for assessing multiple cracking development in strain hardening cementitious composites (SHCC). Cem. Concr. Compos. 2016, 74, 191–200. [Google Scholar] [CrossRef]
- Zhu, H.; Zhang, D.; Wang, T.; Wu, H.; Li, V.C. Mechanical and self-healing behavior of low carbon engineered cementitious composites reinforced with PP-fibers. Constr. Build. Mater. 2020, 259, 119805. [Google Scholar] [CrossRef]
- Ohno, M.; Li, V.C. An integrated design method of Engineered Geopolymer Composite. Cem. Concr. Compos. 2018, 88, 73–85. [Google Scholar] [CrossRef]
- Zhang, D.; Jaworska, B.; Zhu, H.; Dahlquist, K.; Li, V.C. Engineered Cementitious Composites (ECC) with limestone calcined clay cement (LC3). Cem. Concr. Compos. 2020, 114, 103766. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Analysis | Cement (wt. %) | FA (wt. %) | FACs (wt. %) |
|---|---|---|---|
| CaO | 65.41 | 3.3 | 1.06 |
| Fe2O3 | 3.2 | 8.09 | 1.96 |
| MgO | 1.58 | 1.34 | - |
| SO3 | 5.72 | 0.67 | 0.42 |
| K2O | 0.5 | 1.37 | 3.94 |
| SiO2 | 19.47 | 53 | 73.1 |
| Na2O | - | 0.34 | 2.42 |
| Al2O3 | 3.86 | 24.19 | 16.7 |
| TiO2 | 0.26 | - | 0.35 |
| Others | - | 7.7 | 0.05 |
| Particle size | 15 µm | 10 µm | 0.01–0.5 mm |
| Specific gravity (g/cm3) | 3.18 | 2.68 | 0.53 |
| Specific surface area (m2/g) | 0.438 | 0.663 | - |
| PE Fiber | |
|---|---|
| Length/mm | 12 |
| Aspect ratio | 460 |
| Tensile strength/GPa | 2.9 |
| Young’s modulus/GPa | 116 |
| Density/g/cm3 | 0.97 |
| Mix ID | Cement (kg/m3) | FA (kg/m3) | FACs (kg/m3) | Water (kg/m3) | WR (kg/m3) | PE (Vf) (%) |
|---|---|---|---|---|---|---|
| FAC0.15−PEn | 913 | 391.5 | 195.8 | 251.7 | 101.7 | n |
| FAC0.30−PEn | 685.1 | 293.6 | 293.6 | 225 | 87.5 | n |
| FAC0.45−PEn | 511.9 | 219.4 | 330 | 213.3 | 86.6 | n |
| Mix ID | FQ (N) | Km (MPa·m1/2) | Jtip (J/m2) | σ0 (MPa) | PSH (Strength) | Jb′ (J/m2) | PSH (Energy) |
|---|---|---|---|---|---|---|---|
| FAC0.15−PE2 | 751.7 | 0.6 | 18.63 | 9.43 | 2.48 | 1295.6 | 66.6 |
| FAC0.15−PE1.75 | 8.48 | 2.23 | 1280.9 | 65.9 | |||
| FAC0.15−PE1.5 | 8.25 | 2.17 | 930.8 | 47.9 | |||
| FAC0.15−PE1.25 | 7.57 | 1.99 | 777.1 | 39.9 | |||
| FAC0.15−PE1 | 6.88 | 1.81 | 380.1 | 19.5 | |||
| FAC0.3−PE1.5 | 576.4 | 0.46 | 15.35 | 5.9 | 1.9 | 827.8 | 49.8 |
| FAC0.3−PE1.25 | 5.82 | 1.88 | 703.2 | 42.3 | |||
| FAC0.3−PE1 | 5.65 | 1.82 | 581.8 | 35 | |||
| FAC0.45−PE1.5 | 481 | 0.39 | 13.85 | 4.44 | 1.96 | 594.8 | 44.9 |
| FAC0.45−PE1.25 | 4.42 | 1.92 | 557.4 | 42.1 | |||
| FAC0.45−PE1 | 4.24 | 1.84 | 438.9 | 33.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fu, C.; Chen, M.; Guo, R.; Qi, R. Green-Engineered Cementitious Composite Production with High-Strength Synthetic Fiber and Aggregate Replacement. Materials 2022, 15, 3047. https://doi.org/10.3390/ma15093047
Fu C, Chen M, Guo R, Qi R. Green-Engineered Cementitious Composite Production with High-Strength Synthetic Fiber and Aggregate Replacement. Materials. 2022; 15(9):3047. https://doi.org/10.3390/ma15093047
Chicago/Turabian StyleFu, Chaoshu, Mingzhao Chen, Rongxin Guo, and Rongqing Qi. 2022. "Green-Engineered Cementitious Composite Production with High-Strength Synthetic Fiber and Aggregate Replacement" Materials 15, no. 9: 3047. https://doi.org/10.3390/ma15093047