
Effects of the Interlayer Toughening Agent Structure on the Flow Behavior during the z-RTM Process


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
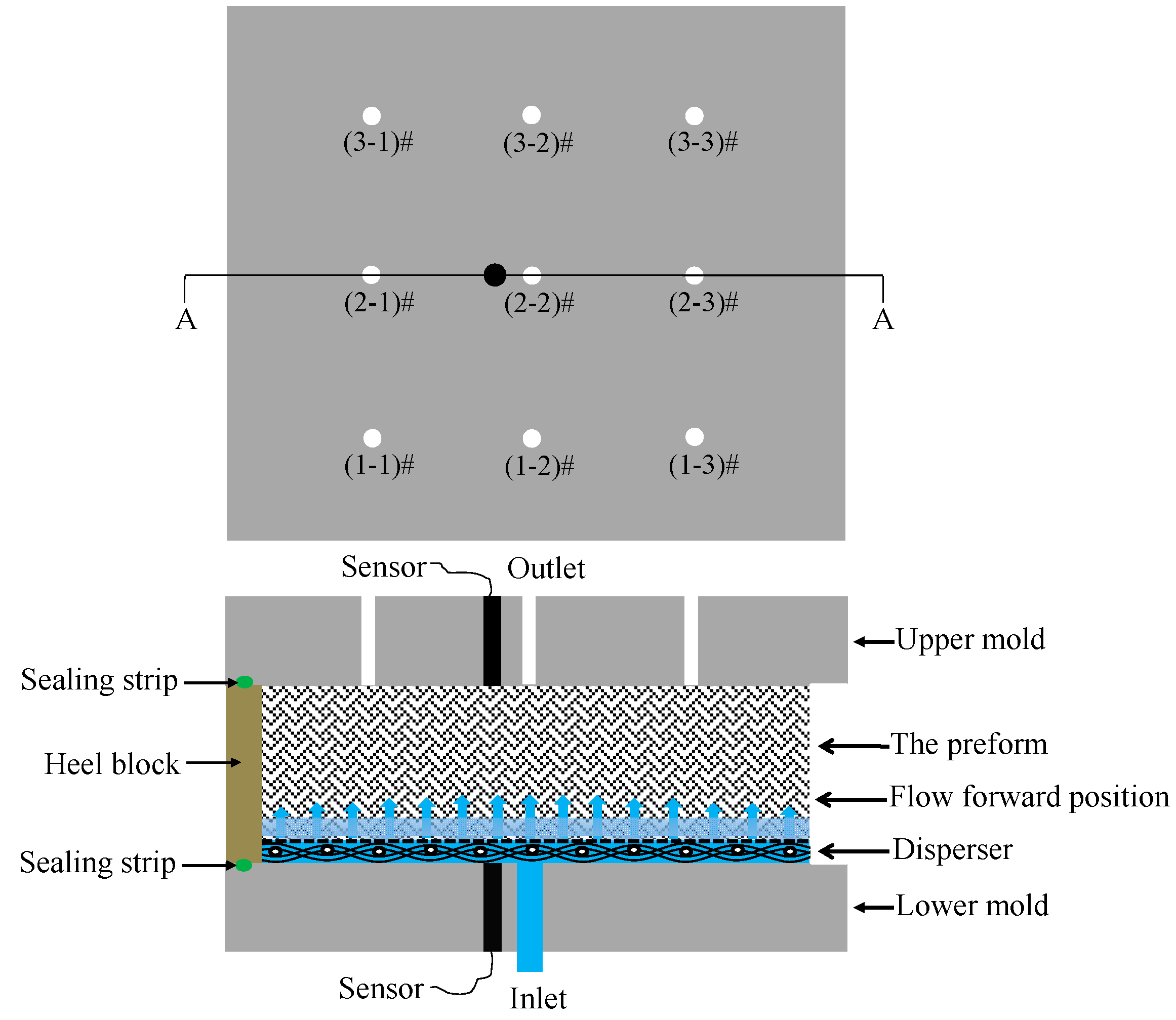
2.2. Fabric Lay-Up and z-RTM Process
2.3. Test and Characterization
2.3.1. Fitting of z-Directional Flow Front
2.3.2. Test of z-Directional Permeability
2.3.3. Test of the Interlaminar Fracture Toughness
3. Results
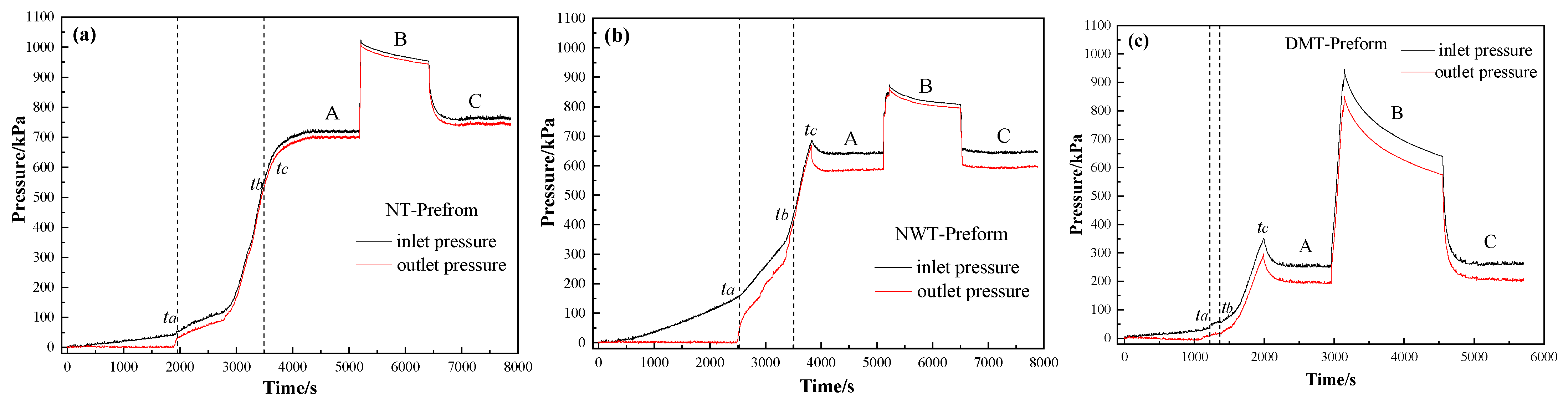
3.1. Effect of Toughening Agent Structure on the Resin Injection Pressure
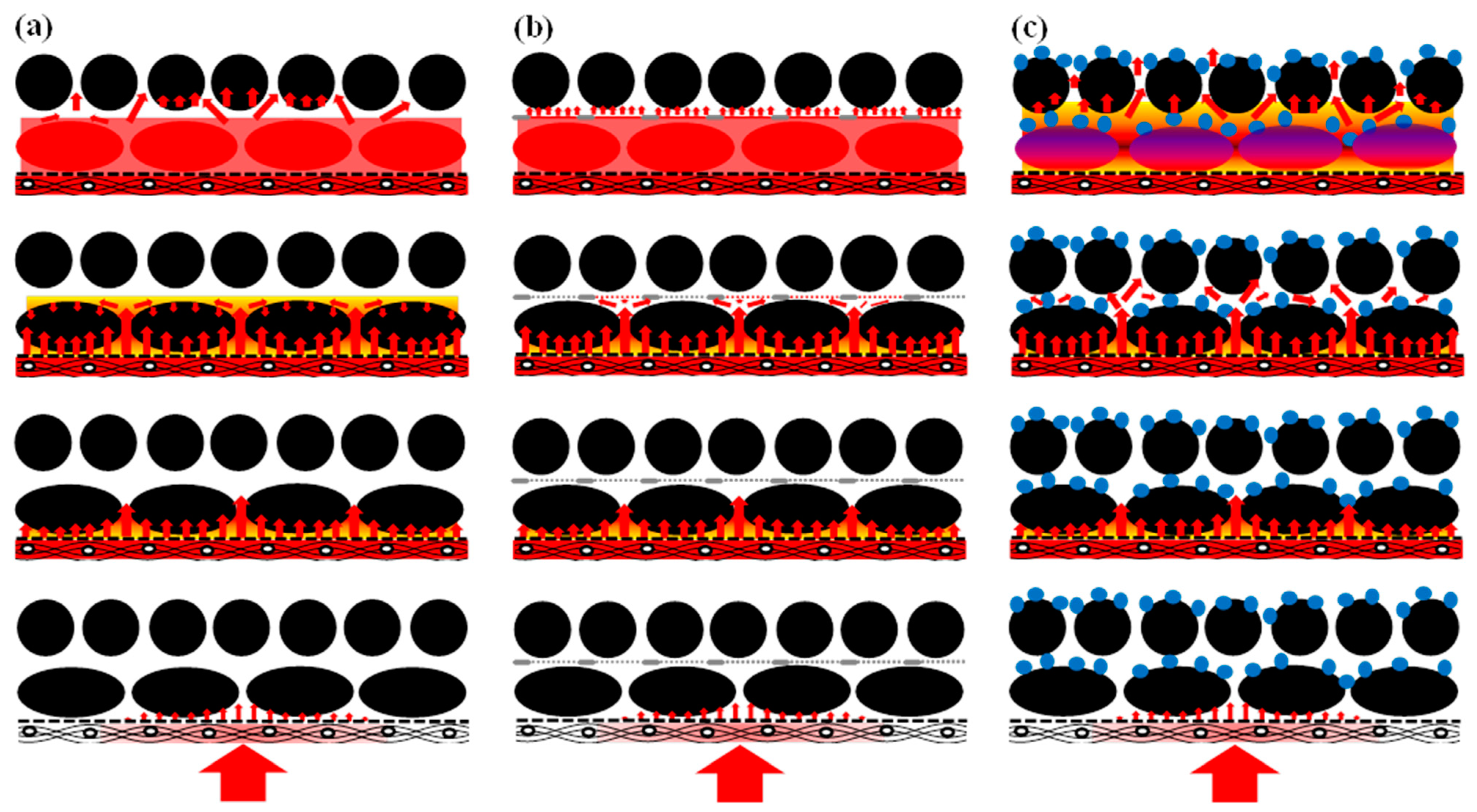
3.2. Flow Behavior of Resin in the Preforms
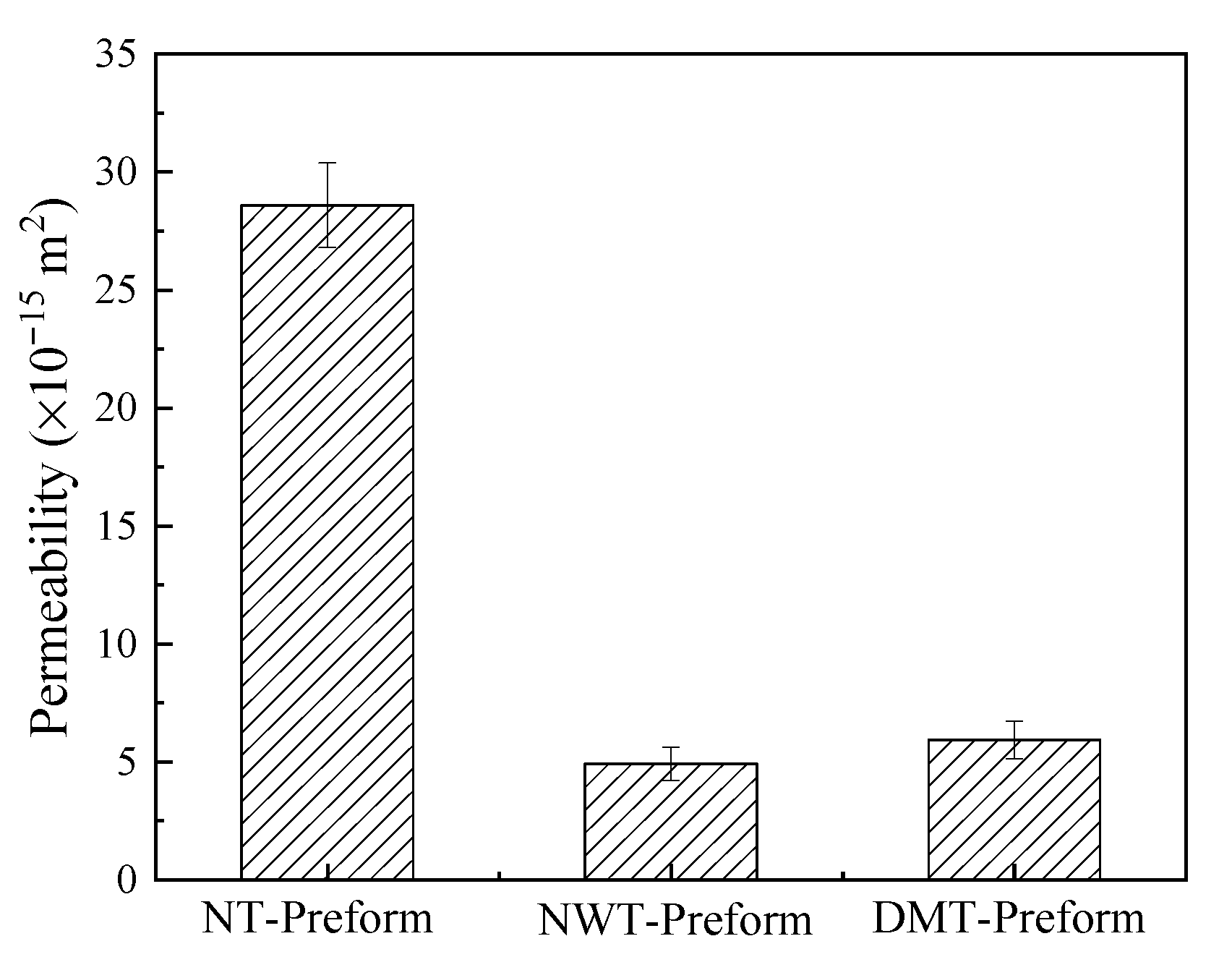
3.3. Effect of the Structure of Toughening Agents on the z-Directional Permeability of Preforms
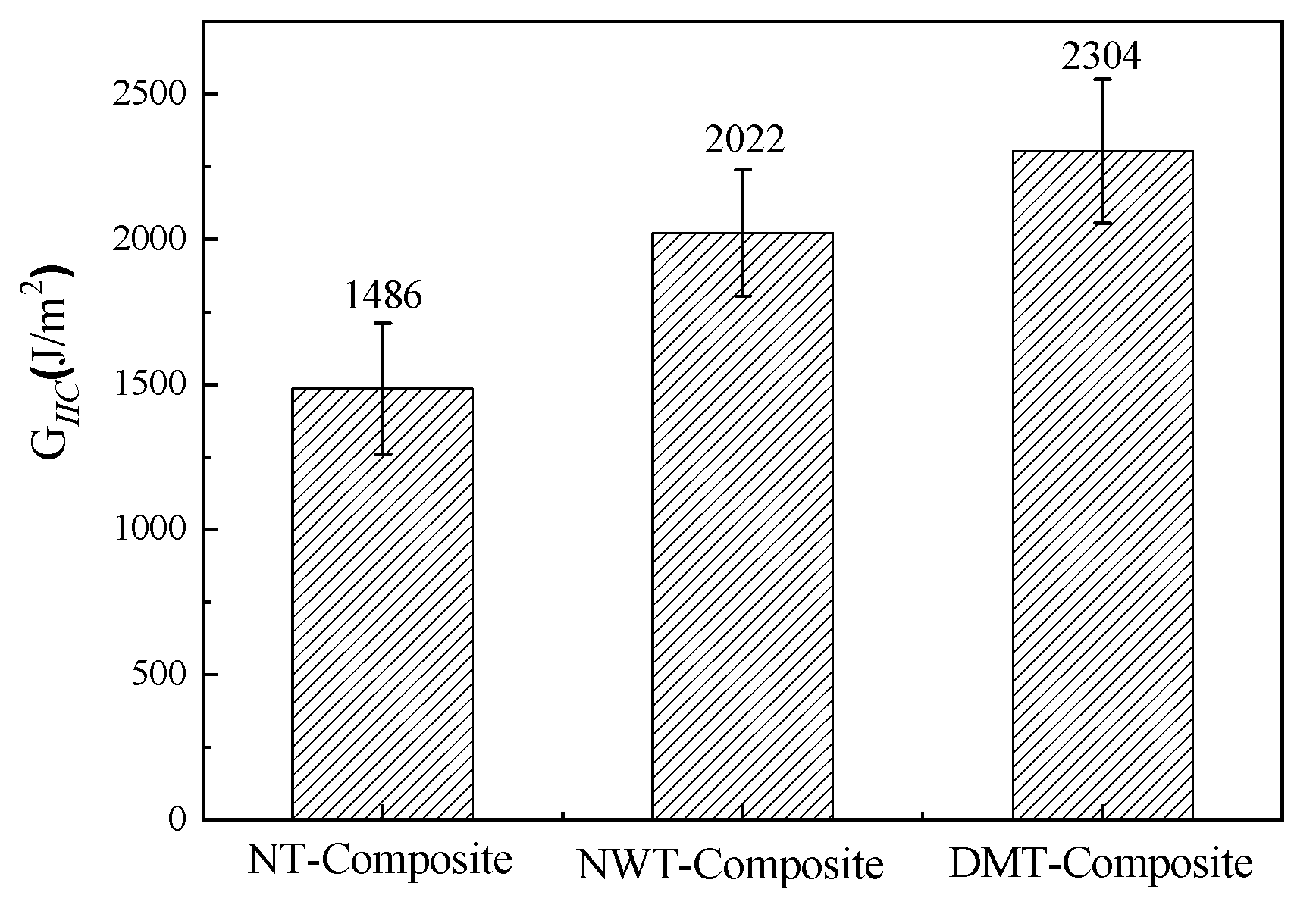
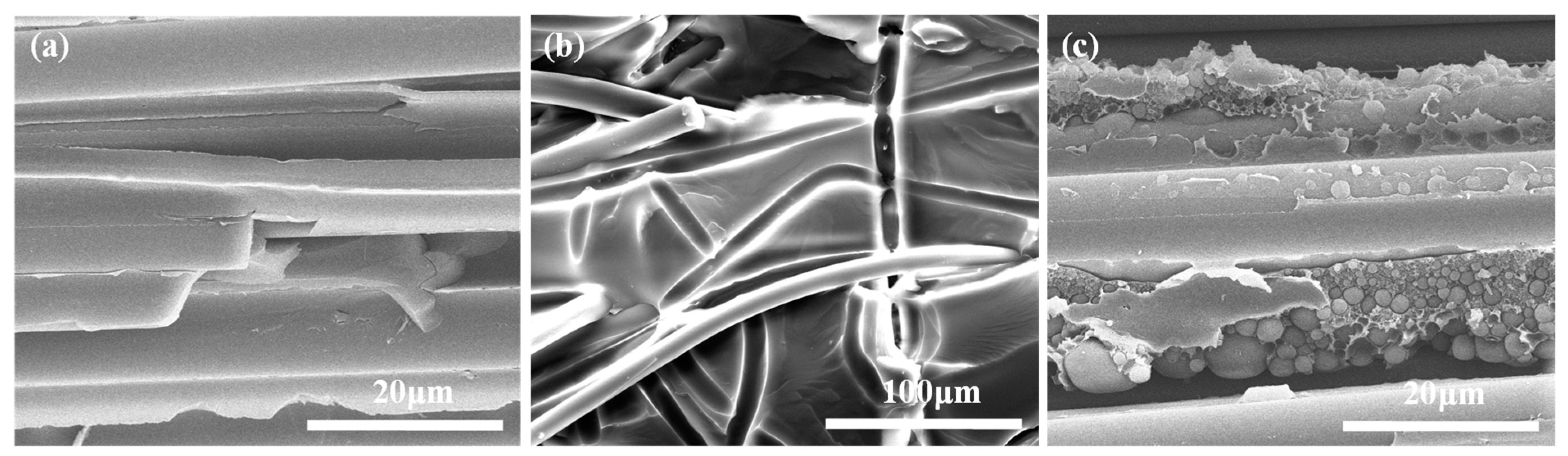
3.4. Evaluation of Toughening Effect
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, J.; Simacek, P.; Advani, S.G. Use of medial axis to find optimal channel designs to reduce mold filling time in resin transfer molding. Compos. Part A Appl. Sci. Manuf. 2017, 95, 161–172. [Google Scholar] [CrossRef]
- Caydamli, Y.; Heudorfer, K.; Take, J.; Podjaski, F.; Middendorf, P.; Buchmeiser, M.R. Transparent Fiber-Reinforced Composites Based on a Thermoset Resin Using Liquid Composite Molding (LCM) Techniques. Materials 2021, 14, 6087. [Google Scholar] [CrossRef] [PubMed]
- Dong, S.H.; Liu, G.; Jia, Y.X.; Li, W.D.; Jiao, X.J. Study on correlation between permeability and structural parameters of non-crimped fabrics. J. Compos. Mater. 2016, 50, 2661–2668. [Google Scholar] [CrossRef]
- Mendikute, J.; Plazaola, J.; Baskaran, M.; Zugasti, E.; Aretxabaleta, L.; Aurrekoetxea, J. Impregnation quality diagnosis in Resin Transfer Moulding by machine learning. Compos. Part B Eng. 2021, 221, 108973. [Google Scholar] [CrossRef]
- Murray, J.J.; Robert, C.; Gleich, K.; McCarthy, E.D.; Brádaigh, C.M.Ó. Manufacturing of unidirectional stitched glass fabric reinforced polyamide 6 by thermoplastic resin transfer moulding. Mater. Des. 2020, 189, 108512. [Google Scholar] [CrossRef]
- Zahrouni, A.; Bendaoued, A.; Salhi, R. Effect of sol-gel derived TiO2 nanopowders on the mechanical and structural prop-erties of a polymer matrix nanocomposites developed by vacuum-assisted resin transfer molding (VARTM). Ceram. Int. 2021, 47, 9755–9762. [Google Scholar] [CrossRef]
- Wang, X.; Wang, Q.; Gao, L.; Jia, Y. Effect of Heat Treatment on Curing Uniformity of Fiber Composite Laminates. Polym. Polym. Compos. 2017, 25, 29–33. [Google Scholar] [CrossRef]
- Yin, H.; Iannucci, L. An experimental and finite element investigation of compression-after-impact (CAI) behaviour of biaxial carbon fibre non-crimp-fabric (NCF) based composites. Compos. Struct. 2022, 281, 115057. [Google Scholar] [CrossRef]
- Bai, J.-B.; Dong, C.H.; Xiong, J.-J.; Luo, C.-Y.; Chen, D. Progressive damage behaviour of RTM-made composite T-joint under tensile loading. Compos. Part B Eng. 2019, 160, 488–497. [Google Scholar] [CrossRef]
- Guo, Y.L.; Dong, Q.; Chen, J.L.; Yao, X.L.; Yi, X.; Jia, Y. Comparison between temperature and pyrolysis dependent models to evaluate the lightning strike damage of carbon fiber composite laminates. Compos. Part A Appl. Sci. Manuf. 2017, 97, 10–18. [Google Scholar] [CrossRef]
- Dong, Q.; Wan, G.S.; Xu, Y.Z.; Guo, Y.L.; Du, T.X.; Yi, X.S.; Jia, Y.X. Lightning Damage of Carbon Fiber/Epoxy Laminates with Interlayers Modified by Nickel-Coated Multi-Walled Carbon Nanotubes. Appl. Compos. Mater. 2017, 24, 1339–1351. [Google Scholar] [CrossRef]
- Pegoretti, A.; Cristelli, I.; Migliaresi, C. Experimental optimization of the impact energy absorption of epoxy-carbon laminates through controlled delamination. Compos. Sci. Technol. 2008, 68, 2653–2662. [Google Scholar] [CrossRef] [Green Version]
- Yi, X.-S.; An, X.F.; Tang, B.M.; Pan, Y. Ex-situ Formation Periodic Interlayer Structure to Improve Significantly the Impact Damage Resistance of Carbon Laminates. Adv. Eng. Mater. 2003, 5, 729–732. [Google Scholar] [CrossRef]
- Cheng, Q.F.; Fang, Z.P.; Yi, X.S.; An, X.F.; Tang, B.M.; Xu, Y.H. “Ex-situ” concept for toughening the RTMable BMI matrix composites, Part I: Improving the interlaminar fracture toughness. J. Appl. Polym. Sci. 2008, 109, 1625–1634. [Google Scholar] [CrossRef]
- Wu, W.Q.; Klunker, F.; Xie, L.; Jiang, B.Y.; Ziegmann, G. Simultaneous binding and ex situ toughening concept for textile re-inforced pCBT composites: Influence of preforming binders on interlaminar fracture properties. Compos. Part A Appl. Sci. Manuf. 2013, 53, 190–203. [Google Scholar] [CrossRef]
- Ni, X.C.; Furtado, C.; Fritz, N.K.; Kopp, R.; Camanho, P.P.; Wardle, B.L. Properties of toughened RTM composites by structural toughening layer. Compos. Sci. Technol. 2020, 190, 108014. [Google Scholar] [CrossRef]
- Li, W.D.; Liu, G.; An, X.F.; Yi, X.S. Investigation of resin flowing and infiltration behavior during Z direction flowing RTM process. Acta Mater. Compos. Sin. 2013, 30, 82–89. [Google Scholar]
- Ameri, E.; Lebrun, G.; Laperrière, L. In-plane permeability characterization of a unidirectional flax/paper reinforcement for liquid composite molding processes. Compos. Part A Appl. Sci. Manuf. 2016, 85, 52–64. [Google Scholar] [CrossRef]
- Lee, D.H.; Lee, W.I.; Kang, M.K. Analysis and minimization of void formation during resin transfer molding process. Compos. Sci. Technol. 2006, 66, 3281–3289. [Google Scholar] [CrossRef]
- Salvatori, D.; Caglar, B.; Teixidó, H.; Michaud, V. Permeability and capillary effects in a channel-wise non-crimp fabric. Compos. Part A Appl. Sci. Manuf. 2018, 108, 41–52. [Google Scholar] [CrossRef]
- Ngo, N.D.; Tamma, K.K. Computational developments for simulation based design: Multi-scale physics and flow/thermal/cure/stress modeling, analysis, and validation for advanced manufacturing of composites with complex micro-structures. Arch. Comput. Methods. Eng. 2003, 10, 3–206. [Google Scholar] [CrossRef]
- Godbole, M.G.; Gururaja, S.; Joshi, M.; Advani, S. Semi-analytical formulation of effective permeability of a dual scale unidi-rectional fabric. Compos. Part A Appl. Sci. Manuf. 2021, 150, 106630. [Google Scholar] [CrossRef]
- Merotte, J.; Simacek, P.; Advani, S.G. Resin flow analysis with fiber preform deformation in through thickness direction during Compression Resin Transfer Molding. Compos. Part A Appl. Sci. Manuf. 2010, 41, 881–887. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Stacking Sequence | Thickness/mm | Fiber Volume Fraction/% | Preforming Parameters |
|---|---|---|---|---|
| NT-Preform | [45°/0°/−45°/90°]6S | 9 | 57.5 | Vacuumed for 1 h at 80 °C |
| NWT-Preform | [45°/0°/−45°/90°]6S | 9 | 57.5 | Vacuumed for 1 h at 80 °C |
| DMT-Preform | [45°/0°/−45°/90°]6S | 9 | 57.5 | Vacuumed for 1 h at 80 °C |
| Time (s) | (1-1)# | (2-1)# | (3-1)# | (1-2)# | (2-2)# | (3-2)# | (1-3)# | (2-3)# | (3-3)# |
|---|---|---|---|---|---|---|---|---|---|
| NT-Preform | 3384 | 2472 | 2976 | 2448 | 1950 | 2292 | 3108 | 2574 | 3492 |
| NWT-Preform | 3486 | 3168 | 3450 | 3114 | 2502 | 3138 | 3468 | 3192 | 3474 |
| DMT-Preform | 1363 | 1278 | 1345 | 1302 | 1224 | 1315 | 1345 | 1290 | 1368 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, W.; Liu, G.; Bao, J.; Dong, S.; Hu, X.; Yi, X.; Lin, Z. Effects of the Interlayer Toughening Agent Structure on the Flow Behavior during the z-RTM Process. Materials 2022, 15, 3265. https://doi.org/10.3390/ma15093265
Li W, Liu G, Bao J, Dong S, Hu X, Yi X, Lin Z. Effects of the Interlayer Toughening Agent Structure on the Flow Behavior during the z-RTM Process. Materials. 2022; 15(9):3265. https://doi.org/10.3390/ma15093265
Chicago/Turabian StyleLi, Weidong, Gang Liu, Jianwen Bao, Shuhua Dong, Xiaolan Hu, Xiaosu Yi, and Zhitao Lin. 2022. "Effects of the Interlayer Toughening Agent Structure on the Flow Behavior during the z-RTM Process" Materials 15, no. 9: 3265. https://doi.org/10.3390/ma15093265
APA StyleLi, W., Liu, G., Bao, J., Dong, S., Hu, X., Yi, X., & Lin, Z. (2022). Effects of the Interlayer Toughening Agent Structure on the Flow Behavior during the z-RTM Process. Materials, 15(9), 3265. https://doi.org/10.3390/ma15093265