From the review of the literature, it is clear that there have been many studies on the relationship between the cutting parameters and the hole-making accuracy for aluminum alloys. Szwajka and Zielińska-Szwajka [
6], for example, dealt with hole roundness and diameter errors as a linear function of the feed rate for constant values of the cutting speed (7, 24, or 28 m/min). The results show that the most accurate hole was obtained at
vc = 7 m/min and the highest feed rate. Giasin et al. [
7,
8] analyzed roundness and diameter errors, measured at the hole entrance and exit, in relation to two process parameters: the spindle speed (
n = 1000, 3000, 6000, and 9000 rpm) and the feed rate (
f = 100, 300, 600, and 900 mm/min). They found that the roundness error increased at
n = 3000 or 6000 rpm, and decreased at
n = 1000 or 9000 rpm. Angelone et al. [
9] investigated how one constant value of the feed per revolution and two values of the spindle speed (
n = 3000 or 4500 rpm) affected the hole drilling accuracy and roundness error. They reported the highest accuracy and the smallest error of holes at
n = 4500 rpm and
= 0.15 mm/rev. Gowda et al. [
10,
11] considered the impact of the process parameters (
n = 360, 490, 680 rpm,
= 0.095, 0.19, 0.285 mm/rev), the drill bit diameter (d = 6, 8, and 10 mm), and the drilling time (t = 30, 60, and 90 sec) on the hole roundness and cylindricity. They show that the use of the lowest spindle speed of 360 rpm and the lowest feed per revolution of 0.095 mm/rev resulted in the lowest roundness error; however, the same spindle speed and
= 0.285 mm/rev gave the lowest cylindricity error. Prakash et al. [
12] proposed a mathematical model to predict the relationship between the hole accuracy and the type (M2 HSS, M35 HSS) and diameter (d = 4, 8, and 12mm) of the drill bit. They studied the influence of three different values of each process parameter (
n = 80, 160, and 244 rpm,
= 0.1, 0.125, 0.15 mm/rev). Çiçek, Kivak, and Ekici [
13] analyzed the influence of the process parameters (
vc = 12, 14, and 16 m/min,
= 0.04, 0.06, and 0.08 mm/rev) and the drill bit categories (conventionally heat treated—CHT, cryogenically treated, CT—cryotempered—CTT) on the hole roundness. The coefficient of determination obtained for the hole roundness error reached 0.91. They concluded that the hole roundness was dependent mainly on the feed per revolution and the cutting speed (64.365%). The best results were obtained for the cryotempered drill at
vc = 12 m/min and
= 0.06 mm/rev. The research described in [
14,
15] focused on the influence of the drill bit coating on the hole straightness, roundness and diameter errors, measured as a function of the number of drill bits used. Four types of drill bits were considered: uncoated HSS, HSS+TiAlN, HSS+TiN, and HSS+%5Co. The HSS+%5Co tool was reported to reduce the hole roundness and diameter errors considerably. Sandeep, Ajay, and Jagadesh [
16] studied the influence of the spindle speed (
n = 400, 800, 1200, 1600, 2000, and 2300 rpm) and the type of cutting fluid (none present, blasocut, graphite, and molybdenum disulfide) on the hole roundness error. The most accurate holes were made when the cutting was performed with no coolant or in the presence of blasocut. The effects of the kinematic systems and the process parameters on the dimensional and geometrical accuracy of holes were discussed in [
17,
18,
19]. From the experimental data, it was clear that the kinematic system had a significant impact only on some of the output parameters related to the geometrical and dimensional hole accuracy. Yoon Par et al. [
20] investigated how the process parameters, i.e., the spindle speed (
n = 600, 1800, or 3000 rpm), the feed per revolution (
= 0.04, 0.12, and 0.2 mm/rev) and the type of drill bit (HSS; sintered carbide) affected the hole roundness and the hole accuracy. Çiçek and Uçak [
21] made a step forward; they extended their research by adding another factor, i.e., the type of cooling (dry, LN
2, and cryogenic conditions). The presence of LN
2 improved the hole roundness from 20% to 70%, depending on the values of the process parameters. Kurt et al. [
22] proposed a model to predict the hole diameter accuracy relative to the drilling depth (d = 15; 25 mm), the drill bit coating (HSS+TiN, HSS+TiAlN, or uncoated HSS), the cutting speed (
vc = 30, 45, and 60 m/min), and the feed per revolution (
= 0.15, 0.2, or 0.25 mm/rev). There was a good fit (88%) of the predicted data to the measured data. A completely different approach was proposed in [
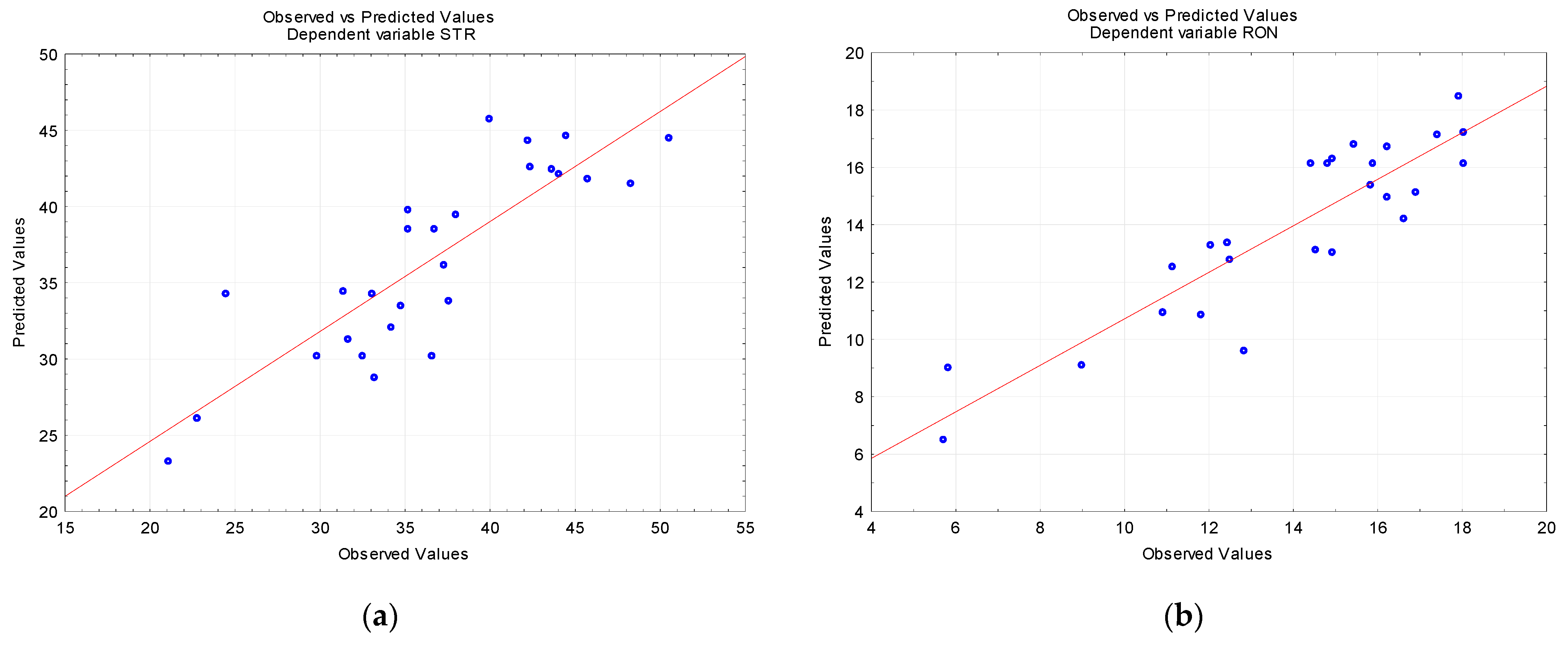
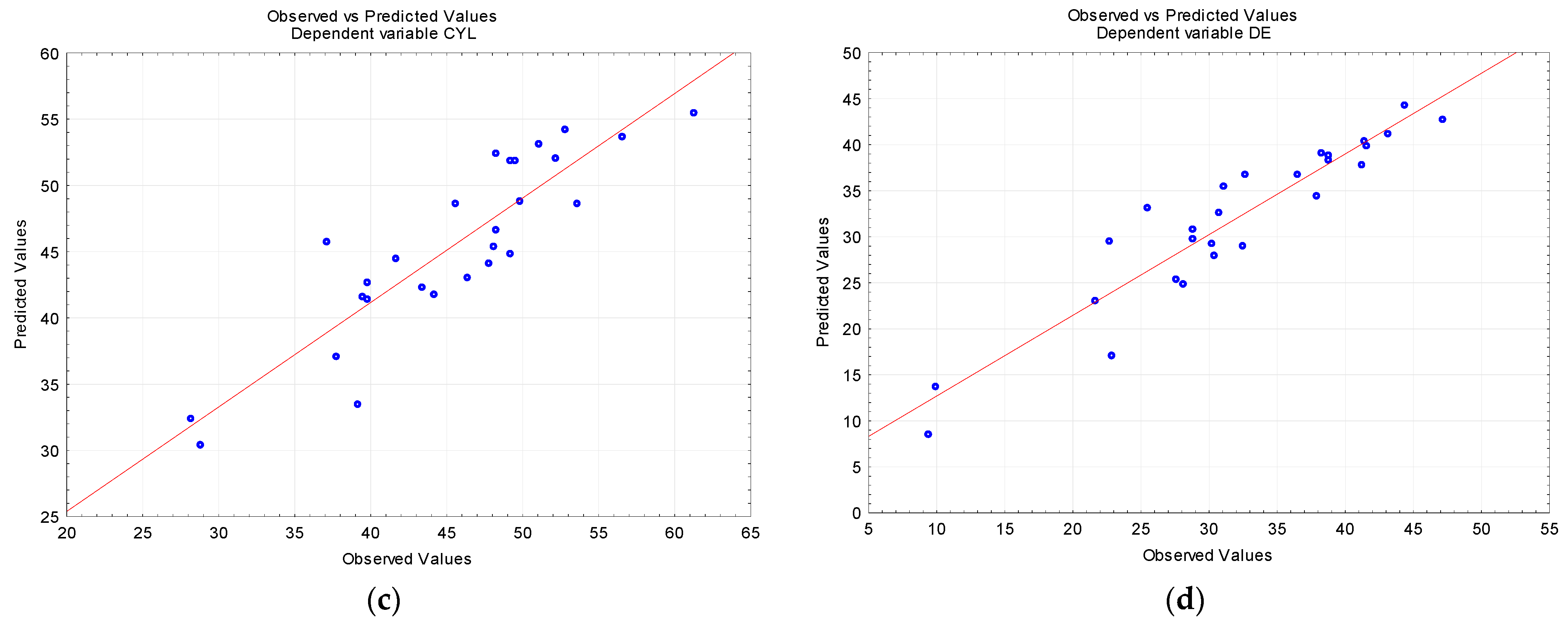
23], where the study involved developing mathematical models to determine if the spindle speed (
n = 2000, 3500, and 5000 rpm), the feed rate (
f = 5, 10, and 15 mm/min), and the drill bit pressure (P = 2, 4, and 6 bars) on the hole cylindricity and diameter errors. It was found that the most important input parameter was the spindle speed (42% for DE and 50.48% for RON). Khanna et al. [
24] investigated how the type of cooling (dry or cryogenic conditions) affected the hole quality (cylindricity and roundness errors). They used a constant value of the cutting speed
vc = 19 m/min and a constant value of the feed per revolution
= 0.02 mm/rev. They indicated that cryogenic cooling reduced the cylindricity and roundness errors by 77% and 51%, respectively. Aized and Amjad [
25] formulated models for determining the hole diameter, roundness, and cylindricity errors in relation to the spindle speed (
n = 100, 200, 400, 600, 800, and 1000 rpm), feed rate (
f = 5, 10, 15, 20, and 25 mm/min), and the drilling method (single and multiple pass penetration). The relationship between the spindle speed and the hole cylindricity and diameter errors was discussed in [
26]. Singh, Kumar and Saini [
27] analyzed the impact of the spindle speed (
n = 800, 1200, and 1600 rpm), feed per revolution (
= 0.1, 0.14, and 0.18 mm/rev), and the drill tip point angle (118, 127, and 135 degrees) on the hole diameter error. The research data indicated that the hole making accuracy was dependent mainly on the point angle.
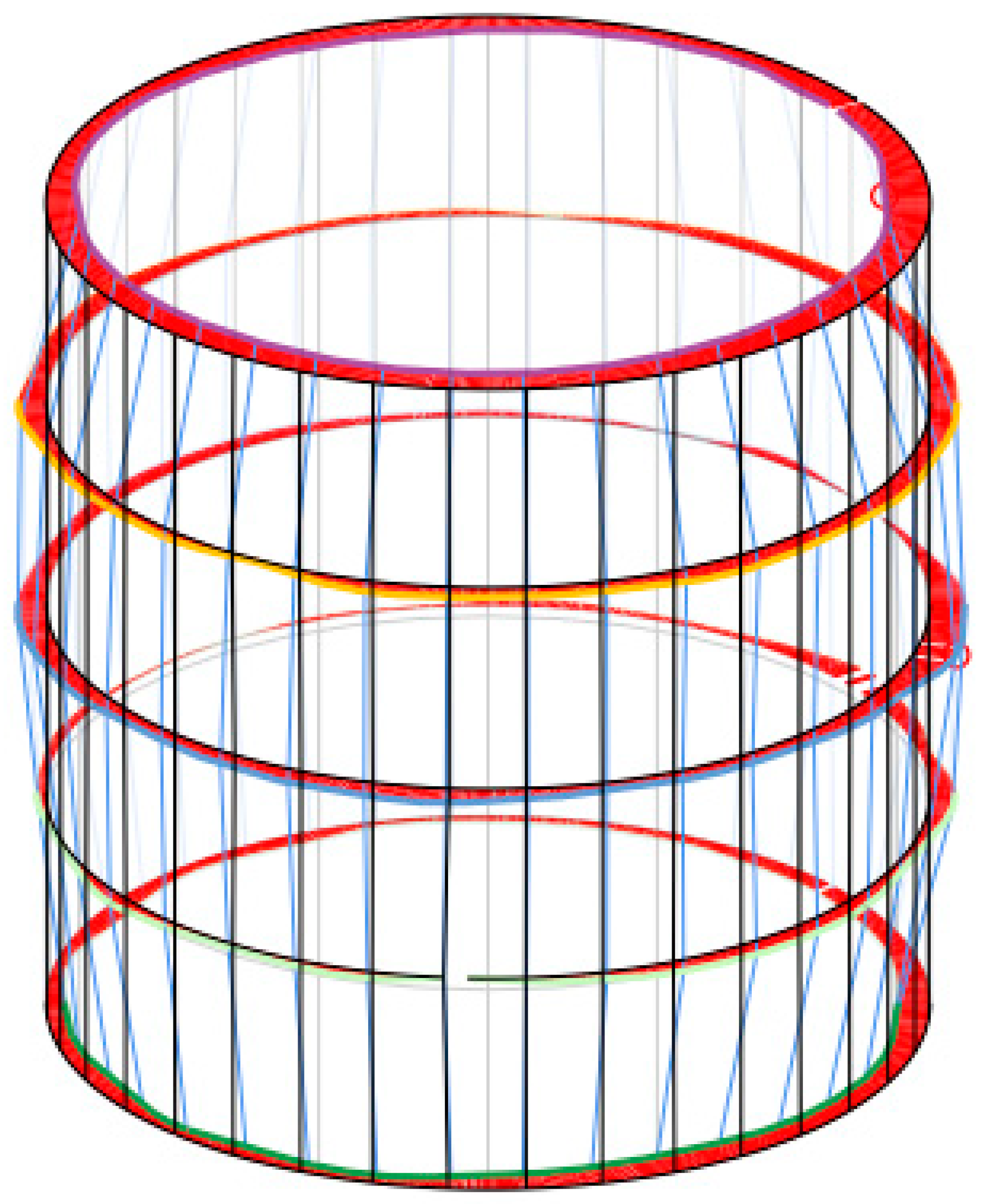
From the review of the literature, it is evident that there have been hardly any studies dealing with the effects of the drilling strategy on the accuracy of holes in PA6 aluminum alloy. The novelty of the research presented in this article is the use of statistical analysis to compare the effects of three drilling strategies. The hole-making strategy and the process parameters will be considered as the primary factors contributing to the dimensional and geometrical accuracy of holes (straightness, roundness, cylindricity, and diameter errors) drilled in PA6 aluminum alloy. The study involved employing mathematical models to predict the errors in relation to the input parameters. The most suitable input parameters were selected to obtain the desirable values of the output parameters.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}