A Novel Parameter for Fatigue Damage Assessment of Laser-Repaired Nickel-Based Alloy



Abstract
:1. Introduction
2. Experimental Procedures
2.1. Experimental Materials and Laser Repairing Process
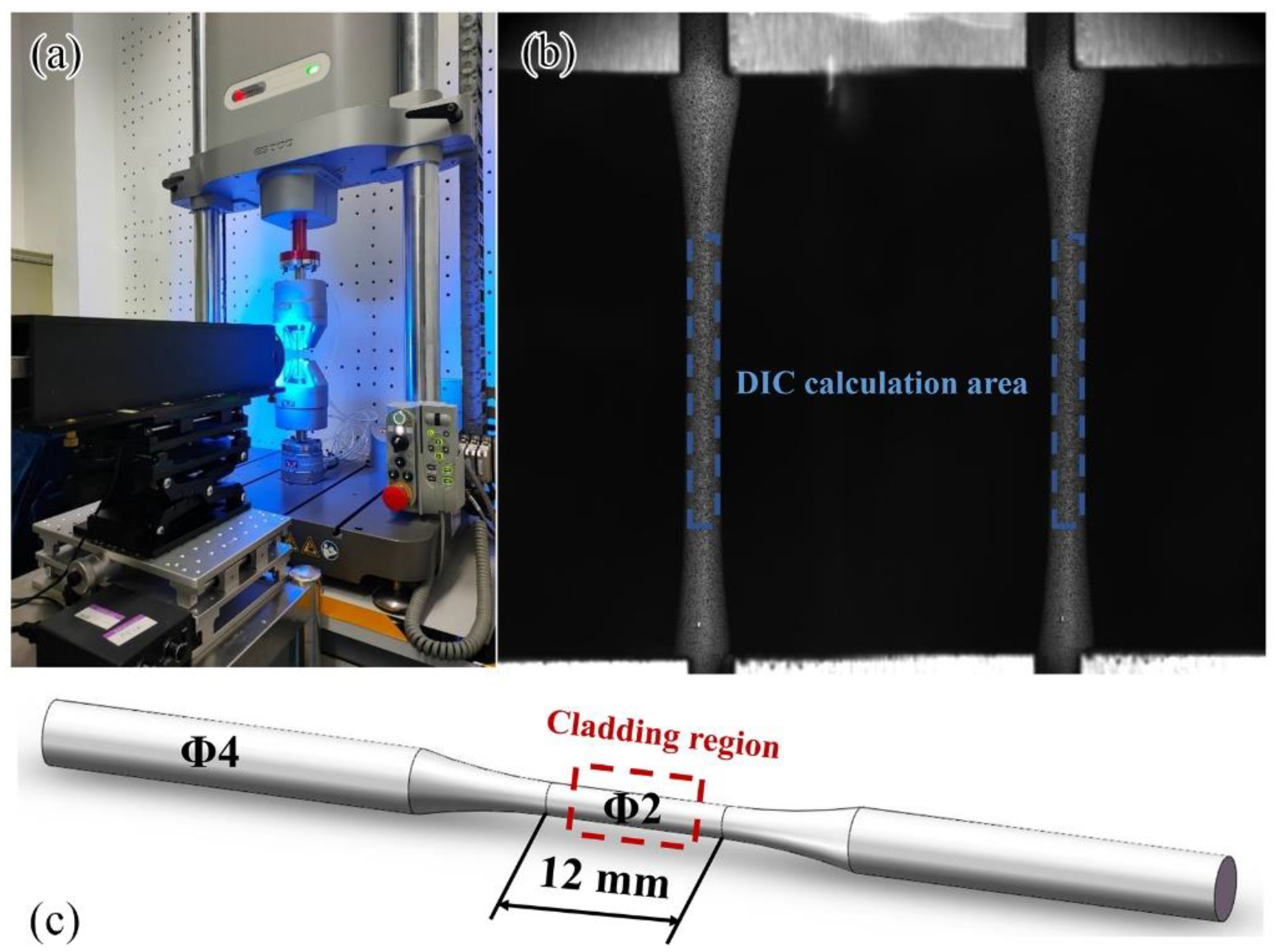
2.2. BSL 3D-DIC Measurement System
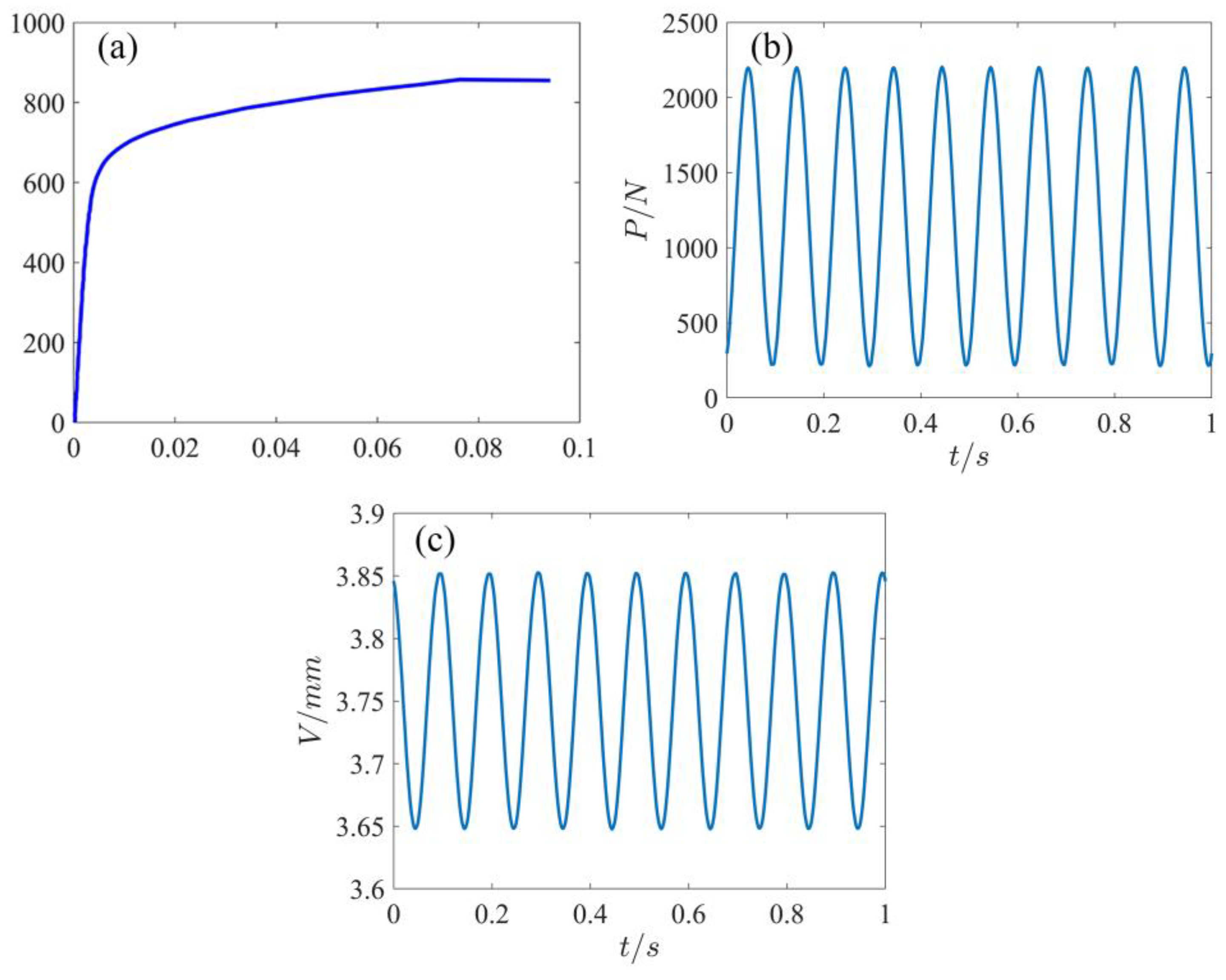
2.3. Tensile and Fatigue Testing
2.4. Microstructure Characterization
2.5. New Damage Parameters Based on Statistical Analysis of DIC Strain Field
3. Experimental Results and Discussion
3.1. Deformation Mechanism of Substrate and Laser-Repaired Nickel-Based Components during Tensile Testing
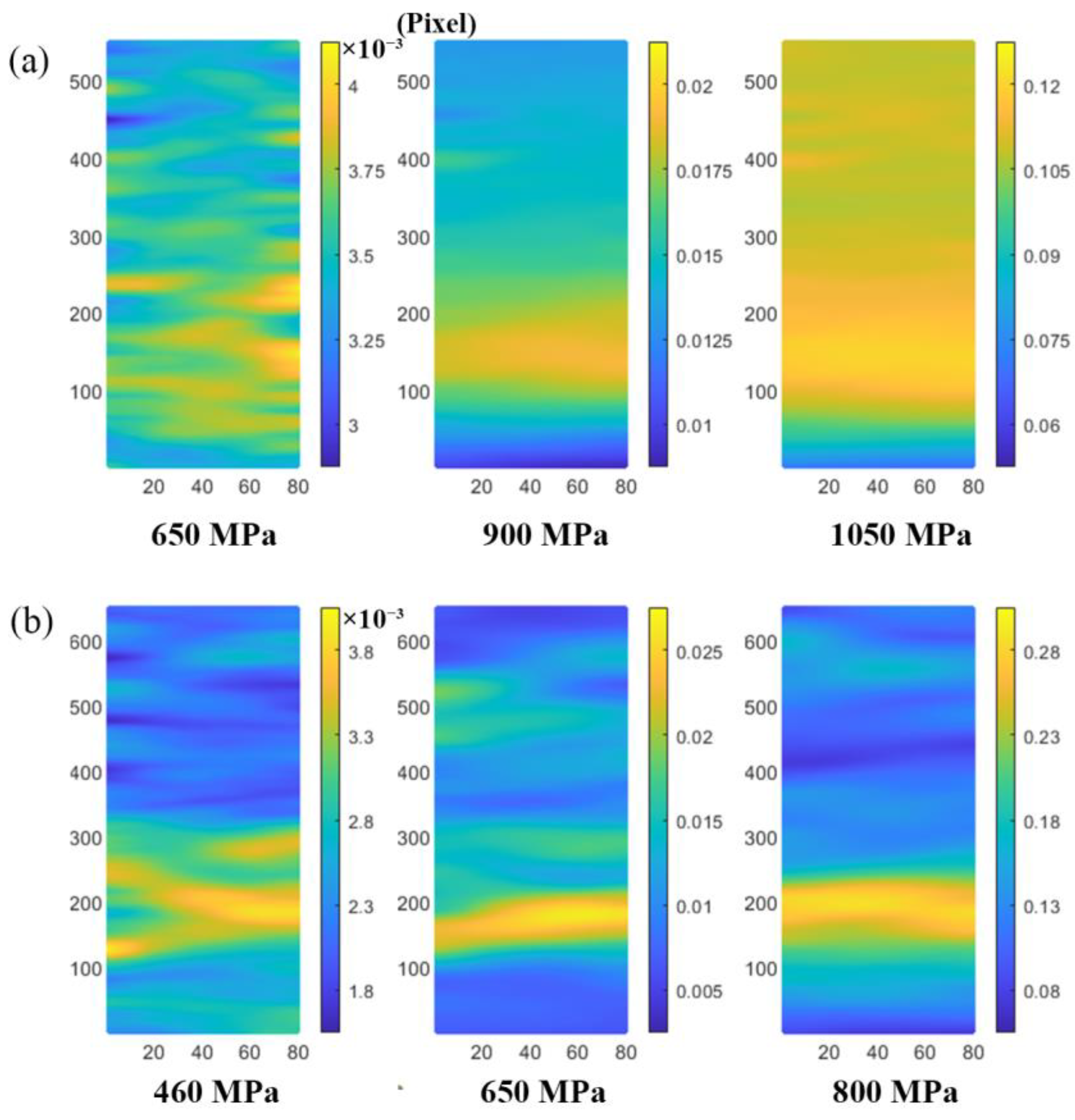
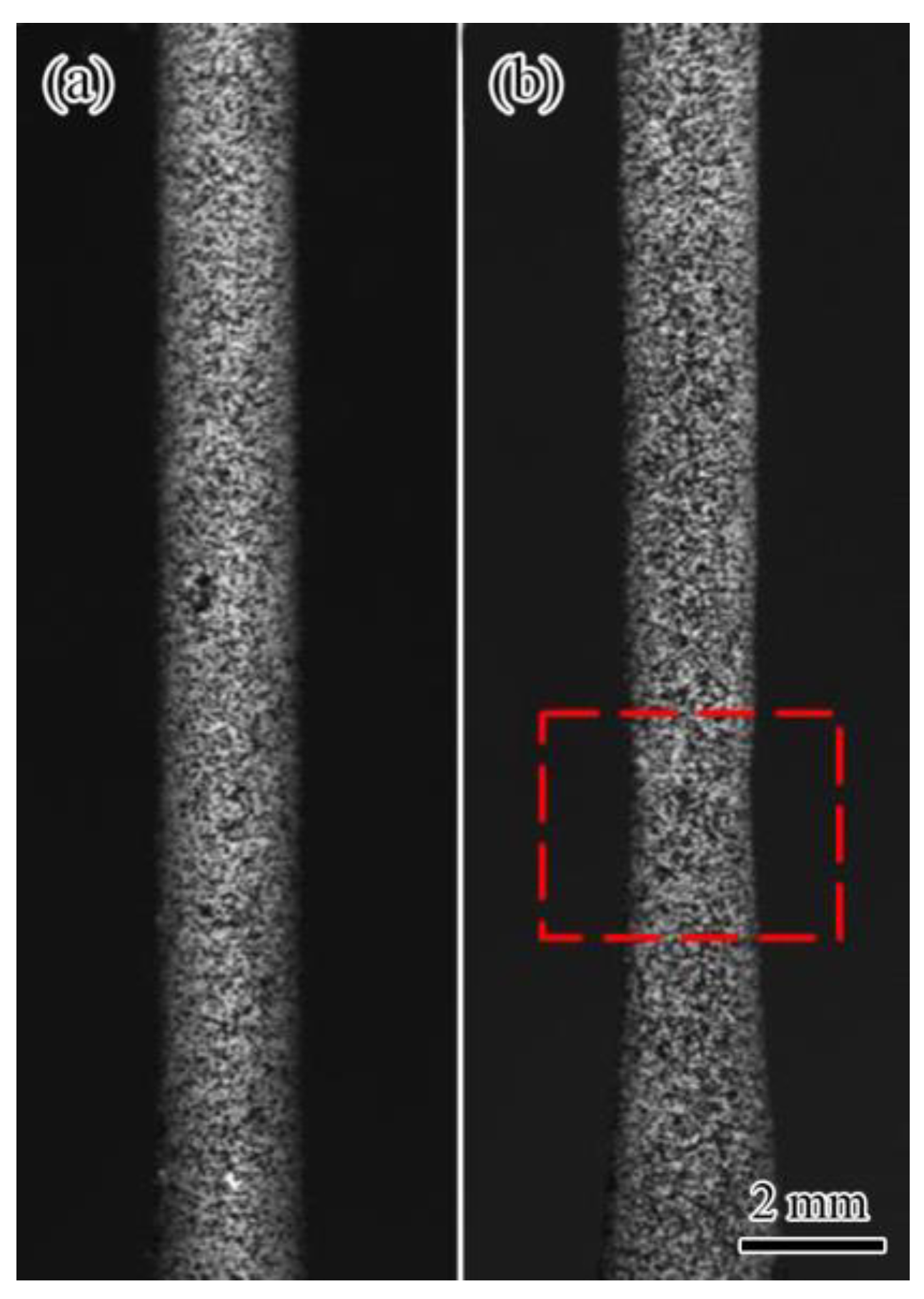
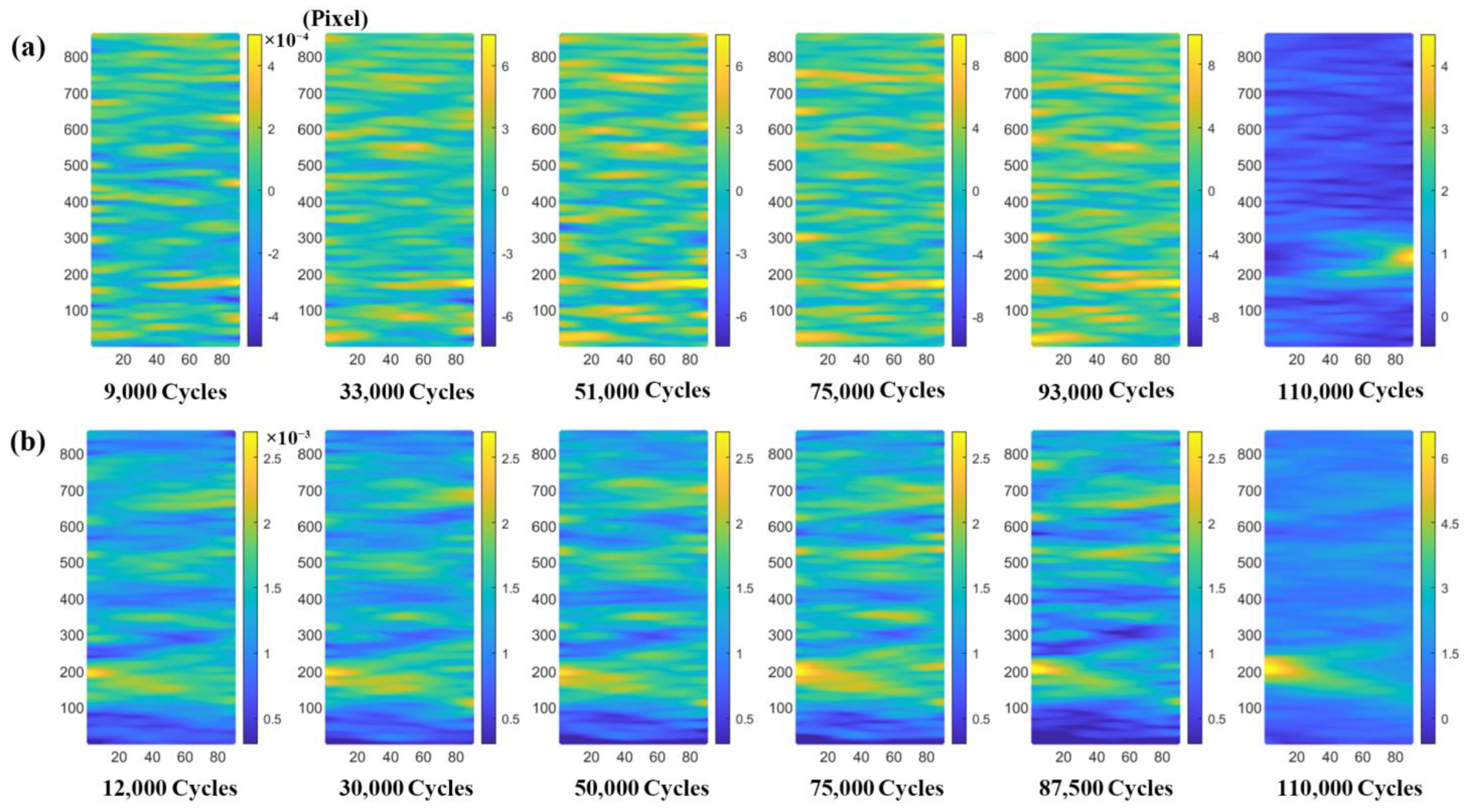
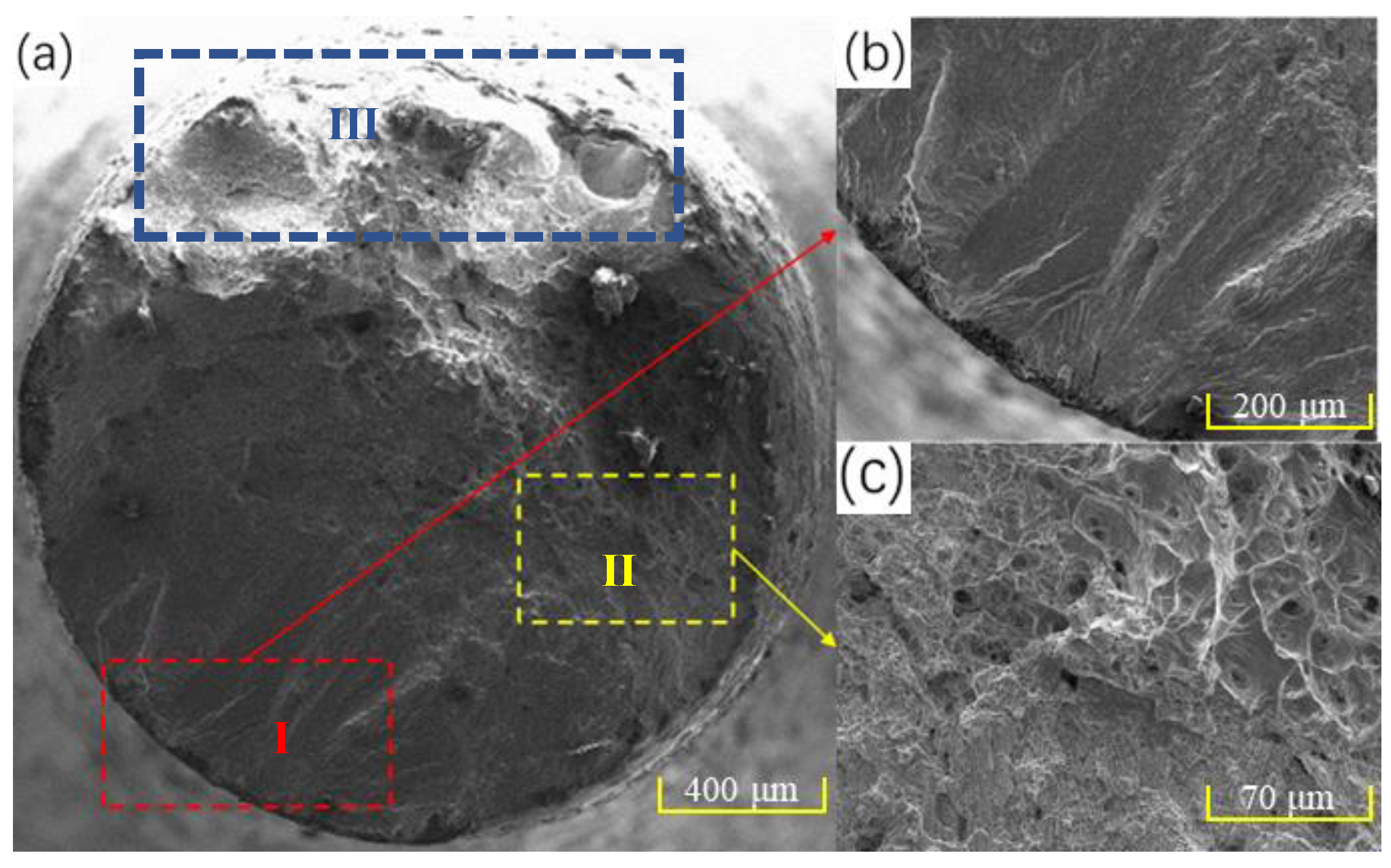
3.2. Strain Field Evolution and Fracture Mechanism of Nickel-Based Components during Fatigue Process
3.3. Fatigue Failure Analysis Based on New Damage Parameters
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Yield strength, MPa | |
| Ultimate tensile strength, MPa | |
| E | Young’s modulus |
| K | Strength coefficient |
| n | Strain-hardening exponent |
| BSL | Biprism-based single lens |
| CCD | Charge-coupled device |
| CDM | Continuum damage mechanics |
| DCPD | Direct current potential drop |
| DED | Directed energy deposition |
| DIC | Digital image correlation |
| EBSD | Electron backscatter diffraction |
| FCG | Fatigue crack growth |
| FCP | Fatigue crack propagation |
| FEM | Finite element method |
| KAM | Kernel average misorientation |
| LED | Light-emitting diode |
| SEM | Scanning electron microscope |
| TD | Tensile direction |
References
- Soo, S.; Hood, R.; Aspinwall, D.; Voice, W.; Sage, C. Machinability and surface integrity of RR1000 nickel based superalloy. CIRP Ann. 2011, 60, 89–92. [Google Scholar] [CrossRef]
- Shi, W.; Zhang, C.; Xie, H. Online deformation measurement of laser repair substrate based on orthogonal sampling moiré. Appl. Sci. 2022, 12, 5469. [Google Scholar] [CrossRef]
- Reed, R. The Superalloys: Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2008. [Google Scholar]
- Aprilia, A.; Wu, N.; Zhou, W. Repair and restoration of engineering components by laser directed energy deposition. Mater. Today Proc. 2022, 70, 206–211. [Google Scholar] [CrossRef]
- Sui, S.; Li, H.; Li, Z.; Zhao, X.; Ma, L.; Chen, J. Introduction of a new method for regulating laves phases in inconel 718 superalloy during a laser-repairing process. Engineering 2022, 16, 239–246. [Google Scholar] [CrossRef]
- Zeng, Y.; Li, L.; Huang, W.; Zhao, Z.; Yang, W.; Yue, Z. Effect of thermal cycles on laser direct energy deposition repair performance of nickel-based superalloy: Microstructure and tensile properties. Int. J. Mech. Sci. 2022, 221, 107173. [Google Scholar] [CrossRef]
- Cardoso, J.; Almeida, A.; Vilar, R. Microstructure of a coated single crystalline René N5 part repaired by epitaxial laser deposition. Addit. Manuf. 2022, 49, 102515. [Google Scholar] [CrossRef]
- Ci, S.; Liang, J.; Li, J.; Zhou, Y.; Sun, X. Microstructure and tensile properties of DD32 single crystal Ni-base superalloy repaired by laser metal forming. J. Mater. Sci. Technol. 2020, 45, 23–34. [Google Scholar] [CrossRef]
- Anand Kumar, S.; Rajkumar, V.; Nagesha, B.; Amit, K.; Sanjay, B.; Suresh, T. Single crystal metal deposition using laser additive manufacturing technology for repair of aero-engine components. Mater. Today Proc. 2021, 45, 5395–5399. [Google Scholar]
- Santecchia, E.; Hamouda, A.; Musharavati, F.; Zalnezhad, E.; Cabibbo, M.; El Mehtedi, M.; Spigarelli, S. A review on fatigue life prediction methods for metals. Adv. Mater. Sci. Eng. 2016, 2016, 9573524. [Google Scholar] [CrossRef] [Green Version]
- Whittaker, M.; Barnard, N.; Cockings, B.; Duffy, E.; Williams, S.; Hardy, M. Approaches to fatigue lifing in a high strength polycrystalline nickel alloy. Int. J. Fatigue 2023, 166, 107239. [Google Scholar] [CrossRef]
- Basquin, O. The exponential law of endurance test. Am. Soc. Test. Mater. 1910, 10, 625–630. [Google Scholar]
- Morrow, J. Fatigue properties of metals, Section 3.2. In Fatigue Design Handbook; Pub. No. AE-4; SAE: Warrendale, PA, USA, 1968. [Google Scholar]
- Coffin, L. Fatigue at high temperatures. In Fatigue at Elevated Temperatures; ASTM International: West Conshohocken, PA, USA, 1973; Volume 520, pp. 5–34. [Google Scholar]
- Manson, S. Fatigue: A complex subject-some simple approximations. Exp. Mech. 1965, 5, 193–226. [Google Scholar]
- Shao, S.; Khonsari, M.; Guo, S.; Meng, W.; Li, N. Overview: Additive manufacturing enabled accelerated design of ni-based alloys for improved fatigue life. Addit. Manuf. 2019, 29, 100779. [Google Scholar] [CrossRef]
- Kim, T.-W.; Kang, D.-H.; Yeom, J.-T.; Park, N.-K. Continuum damage mechanics-based creep–fatigue-interacted life prediction of nickel-based superalloy at high temperature. Scr. Mater. 2007, 57, 1149–1152. [Google Scholar] [CrossRef]
- Lemaitre, J.; Chaboche, J. Mechanics of Solid Materials; Cambridge University Press: Cambridge, UK, 1990. [Google Scholar]
- Chaboche, J.; Lesne, P. A nonlinear continuous fatigue damage model. Fatigue Fract. Eng. Mater. Struct. 1988, 11, 1–17. [Google Scholar] [CrossRef]
- Gao, H.; Lin, Z.; Huang, X.; Shang, H.; Zhan, J. In situ measurement of cyclic plastic zone and internal strain response of Q&P steel near fatigue crack tip region based on micro-DIC. Materials 2022, 15, 6114. [Google Scholar]
- Mcneill, S.R.; Peters, W.H.; Sutton, M.A. Estimation of stress intensity factor by digital image correlation. Eng. Fract. Mech. 1987, 28, 101–112. [Google Scholar]
- Sánchez, M.; Mallor, C.; Canales, M.; Calvo, S.; Núñez, J. Digital Image Correlation parameters optimized for the characterization of fatigue crack growth life. Measurement 2021, 174, 109082. [Google Scholar] [CrossRef]
- Tong, J. Full--field characterisation of crack tip deformation and fatigue crack growth using digital image correlation—A review. Fatigue. Fract. Eng. Mater. Struct. 2018, 41, 1855–1869. [Google Scholar] [CrossRef] [Green Version]
- Mokhtarishirazabad, M.; Lopez-Crespo, P.; Moreno, B.; Lopez-Moreno, A.; Zanganeh, M. Evaluation of crack-tip fields from DIC data: A parametric study. Int. J. Fatigue 2016, 89, 11–19. [Google Scholar] [CrossRef]
- Hosdez, J.; Witz, J.-F.; Martel, C.; Limodin, N.; Najjar, D.; Charkaluk, E.; Osmond, P.; Szmytka, F. Fatigue crack growth law identification by Digital Image Correlation and electrical potential method for ductile cast iron. Eng. Fract. Mech. 2017, 182, 577–594. [Google Scholar] [CrossRef] [Green Version]
- Roux-Langlois, C.; Gravouil, A.; Baietto, M.-C.; Réthoré, J.; Mathieu, F.; Hild, F.; Roux, S. DIC identification and X-FEM simulation of fatigue crack growth based on the Williams’ series. Int. J. Solids Struct. 2015, 53, 38–47. [Google Scholar] [CrossRef]
- Besel, M.; Breitbarth, E. Advanced analysis of crack tip plastic zone under cyclic loading. Int. J. Fatigue 2016, 93, 92–108. [Google Scholar] [CrossRef]
- Yates, J.; Zanganeh, M.; Tai, Y. Quantifying crack tip displacement fields with DIC. Eng. Fract. Mech. 2010, 77, 2063–2076. [Google Scholar] [CrossRef]
- Zhao, J.; Xie, H. Study on fatigue damage characterization method of laser repair nickel-based alloy based on digital image correlation. J. Exp. Mech. 2023. Available online: http://sylx.ustc.edu.cn/sylx/ch/reader/view_abstract.aspx?flag=2&file_no=202203060000001&journal_id=sylx (accessed on 11 April 2022). (In Chinese) [CrossRef]
- Zhao, J. Research on Fatigue Behavior of Nickel-Based Alloy Repaired By Laser Deposition Based on Photomechanics Method. Master’s Thesis, Tsinghua University, Beijing, China, 2022. (In Chinese). [Google Scholar]
- Yu, L.; Pan, B. Overview of high-temperature deformation measurement using digital image correlation. Exp. Mech. 2021, 61, 1121–1142. [Google Scholar] [CrossRef]
- Wu, L.; Zhu, J.; Xie, H. Single-lens 3D digital image correlation system based on a bilateral tele centric lens and a bi-prism: Validation and application. Appl. Optics 2015, 54, 7842–7850. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Fe | Cr | Nb | Mo | Ti | Al | Mn |
|---|---|---|---|---|---|---|---|---|
| Substrate Powder | 50.34 51.08 | 20.74 13.87 | 18.44 19.24 | 5.50 5.28 | 3.27 3.13 | 0.80 0.87 | 0.50 0.60 | 0.40 0.05 |
| Laser Power (W) | Scanning Rate (mm/s) | Laser Beam Diameter (mm) |
|---|---|---|
| 1100 | 5 | 3 |
| Young’s Modulus (GPa) | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Strain-Hardening Exponent (n) | Strength Coefficient (K) |
|---|---|---|---|---|
| 176 | 633 | 856 | 0.1025 | 525.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, J.; Geng, C.; Xie, H.; Liu, F. A Novel Parameter for Fatigue Damage Assessment of Laser-Repaired Nickel-Based Alloy. Materials 2023, 16, 47. https://doi.org/10.3390/ma16010047
Zhao J, Geng C, Xie H, Liu F. A Novel Parameter for Fatigue Damage Assessment of Laser-Repaired Nickel-Based Alloy. Materials. 2023; 16(1):47. https://doi.org/10.3390/ma16010047
Chicago/Turabian StyleZhao, Jianyu, Chuanqing Geng, Huimin Xie, and Fei Liu. 2023. "A Novel Parameter for Fatigue Damage Assessment of Laser-Repaired Nickel-Based Alloy" Materials 16, no. 1: 47. https://doi.org/10.3390/ma16010047