
Microstructures and Mechanical Properties of Al-Zn-Mg-Cu Alloys under Multi-Directional Severe Strain and Aging

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
4. Conclusions
- (1)
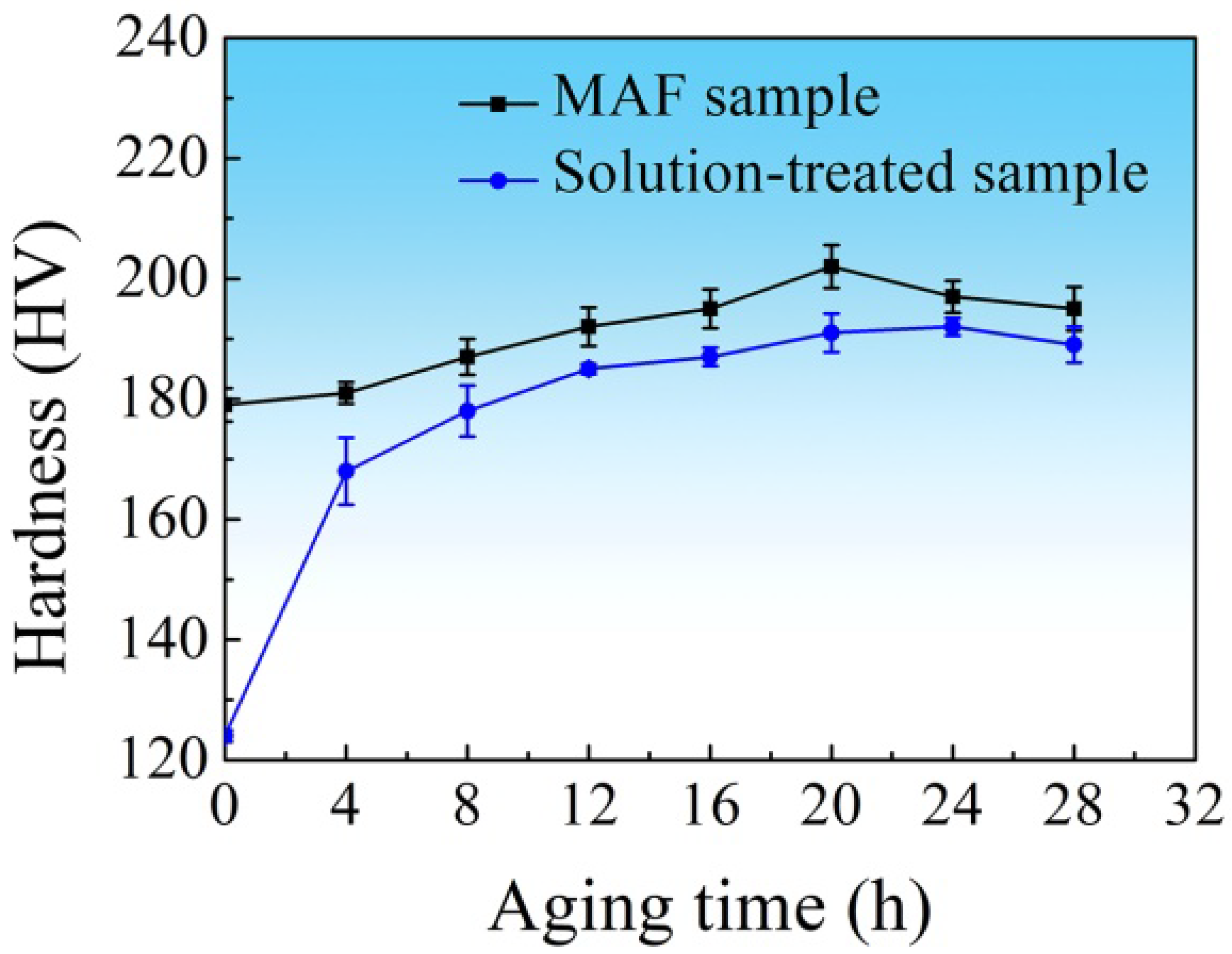
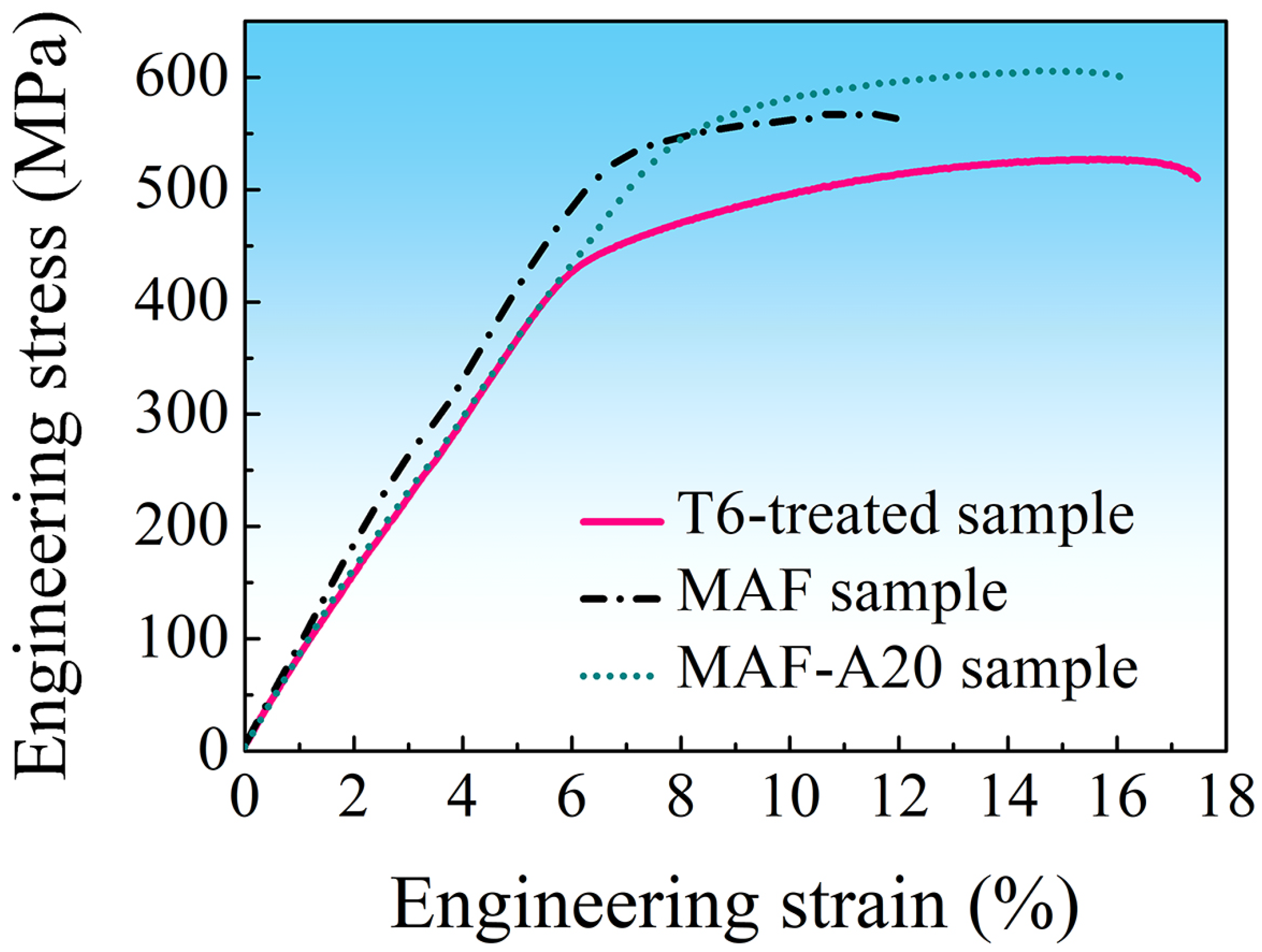
- After MAF and aging, the alloy shows higher strength and ductility. Its strength is 15% higher than that of the T6-treated sample, while its elongation is 7% lower. The strengthening mechanism is due to dislocation strengthening, grain refinement strengthening and precipitation strengthening. The alloy with higher ductility results from reducing residual stress and dispersing precipitates within fine grains.
- (2)
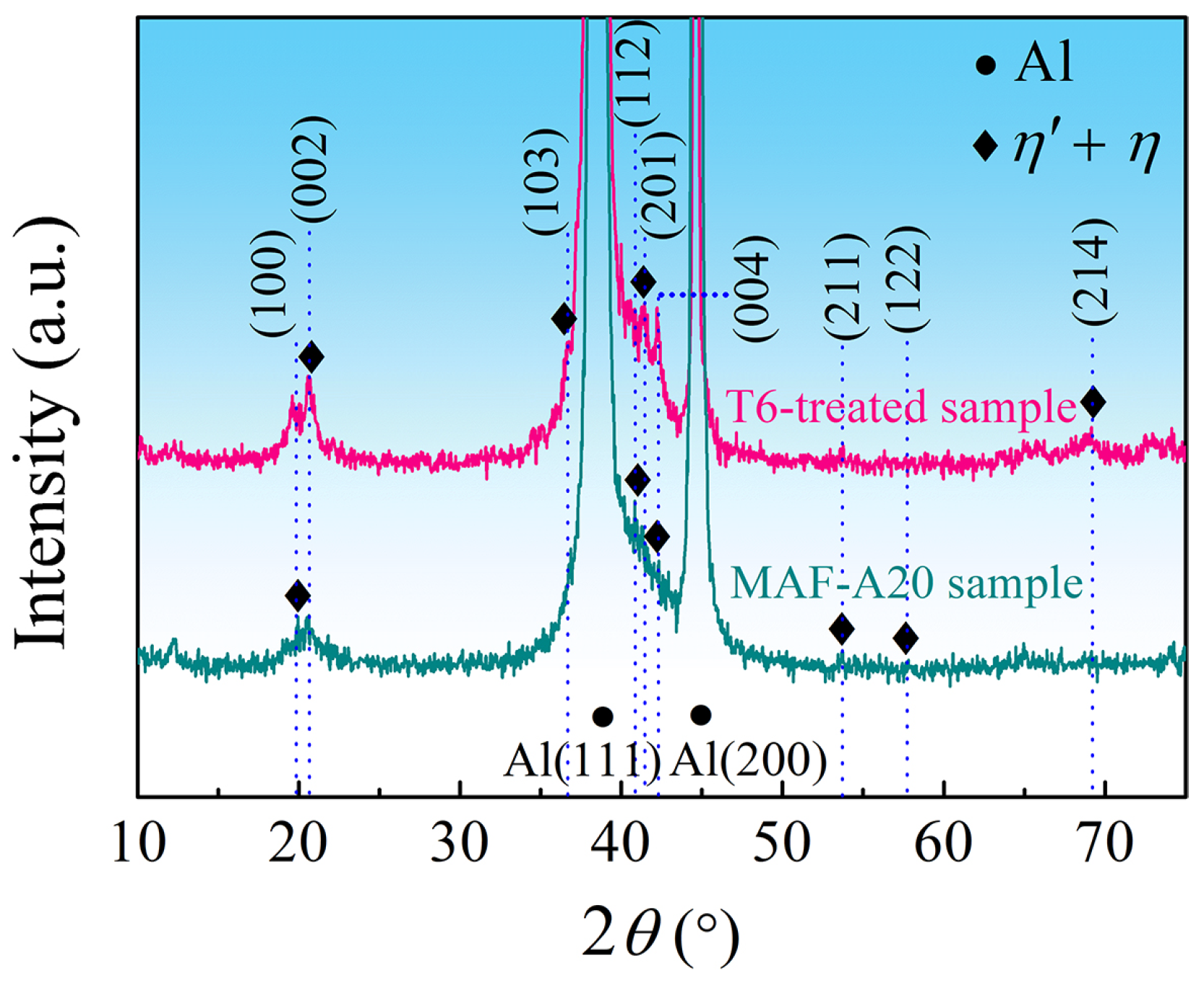
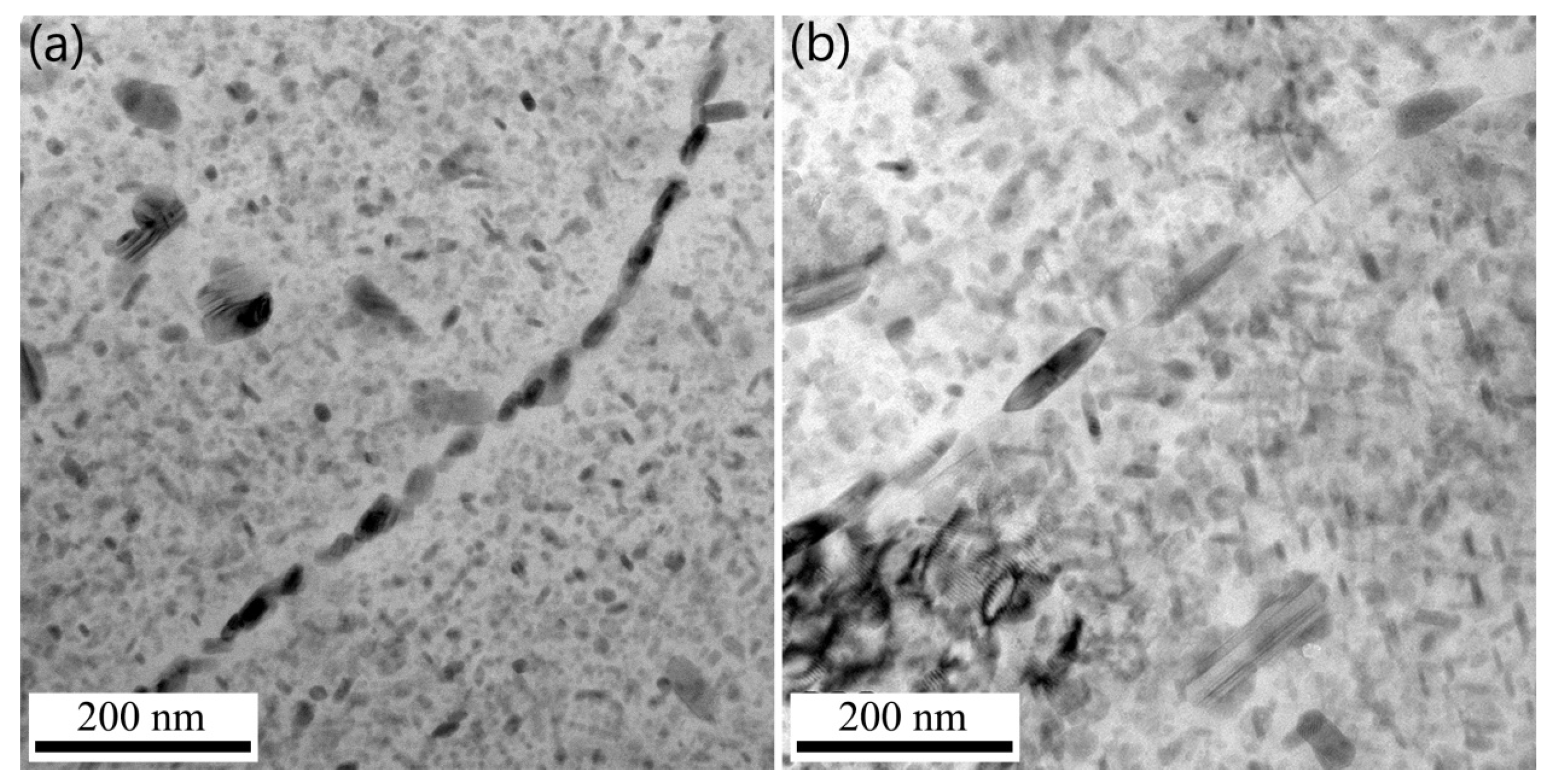
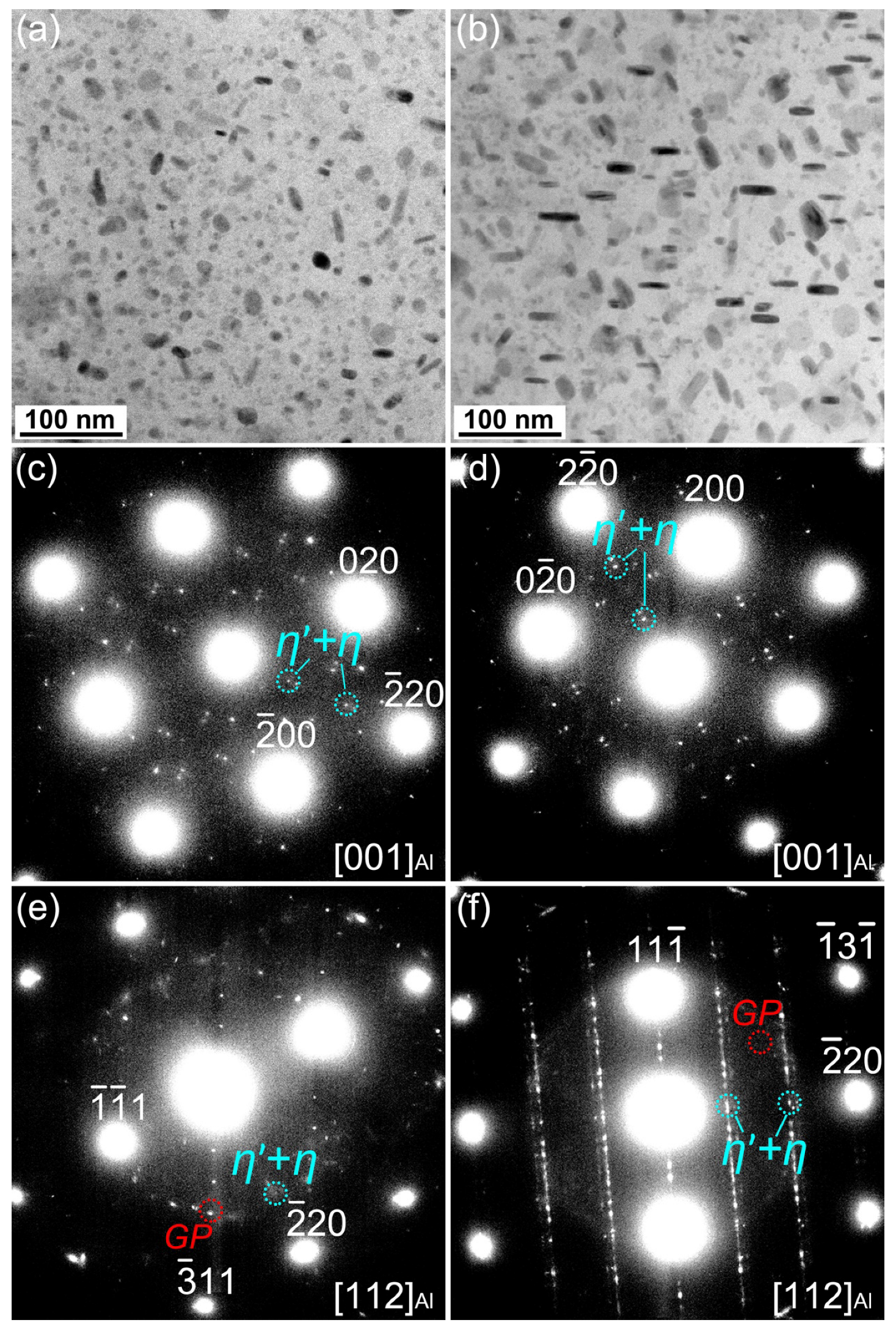
- After MAF processing, a high density of dislocations is produced, resulting in significant acceleration of the nucleation and growth of precipitated phases. The GP-zones almost transform into precipitated phases in the subsequent aging. Both dislocation and grain boundary are beneficial to the nucleation, growth and coarsening of the precipitates, which result in those on the grain boundaries being coarse and discontinuously distributed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Heinz, A.; Haszler, A.; Keidel, C.; Moldenhauer, S.; Benedictus, R.; Miller, W.S. Recent Development in Aluminium Alloys for Aerospace Applications. Mater. Sci. Eng. A 2000, 280, 102–107. [Google Scholar] [CrossRef]
- Williams, J.C.; Starke, E.A., Jr. Progress in Structural Materials for Aerospsace Systems. Acta Mater. 2003, 51, 5775–5799. [Google Scholar] [CrossRef]
- Tsai, T.C.; Chuang, T.H. Role of Grain Size on the Stress Corrosion Cracking of 7475 Aluminum Alloys. Mater. Sci. Eng. A 1997, 225, 135–144. [Google Scholar] [CrossRef]
- Oliveira, A.F., Jr.; De Barros, M.C.; Cardoso, K.R.; Travessa, D.N. The Effect of RRA on the Strength and SCC Resistance on AA7050 and AA7150 Aluminium Alloys. Mater. Sci. Eng. A 2004, 379, 321–326. [Google Scholar] [CrossRef]
- Han, N.M.; Zhang, X.M.; Liu, S.D.; Ke, B.; Xin, X. Effects of Pre-Stretching and Ageing on the Strength and Fracture Toughness of Aluminum Alloy 7050. Mater. Sci. Eng. A 2011, 528, 3714–3721. [Google Scholar] [CrossRef]
- Chen, S.Y.; Chen, K.H.; Dong, P.X.; Ye, S.P.; Huang, L.P. Effect of Heat Treatment on Stress Corrosion Cracking, Fracture Toughness and Strength of 7085 Aluminum Alloy. Trans. Nonferr. Met. Soc. China 2014, 24, 2320–2325. [Google Scholar] [CrossRef]
- Bhat, R.S.; Shetty, S.M.; Kumar, N.V.A. Electroplating of Zn-Ni Alloy Coating on Mild Steel and Its Electrochemical Studies. J. Mater. Eng. Perform. 2021, 30, 8188–8195. [Google Scholar] [CrossRef]
- Bhat, R.S.; Venkatakrishna, K.; Hegde, A.C. Surface Structure and Electrochemical Behavior of Zinc-Nickel Anti-Corrosive Coating. Anal. Bioanal. Electrochem. 2023, 15, 90–101. [Google Scholar]
- Thangaraj, V.; Eliaz, N.; Hegde, A.C. Corrosion Behavior of Composition Modulated Multilayer Zn–Co Electrodeposits Produced Using a Single-Bath Technique. J. Appl. Electrochem. 2009, 39, 339–345. [Google Scholar] [CrossRef]
- Sha, G.; Cerezo, A. Early-Stage Precipitation in Al-Zn-Mg-Cu Alloy (7075). Acta Mater. 2004, 52, 4503–4516. [Google Scholar] [CrossRef]
- Sharma, M.M.; Amateau, M.F.; Eden, T.J. Hardening Mechanisms of Spary Formed Al-Zn-Mg-Cu Alloys with Scandium and Other Elemental Additions. J. Alloys Compd. 2006, 416, 135–142. [Google Scholar] [CrossRef]
- Du, Z.W.; Sun, Z.M.; Shao, B.L.; Zhou, T.T.; Chen, C.Q. Quantitative Evaluation of Precipitates in an Al-Zn-Mg-Cu Alloy after Isothermal Aging. Mater. Charact. 2006, 56, 121–128. [Google Scholar] [CrossRef]
- Han, N.M.; Zhang, X.M.; Liu, S.D.; Song, F.X. Effect of Prestretching on Fracture Toughness of 7050 Aluminum Alloy. Chin. J. Nonferr. Met. 2010, 20, 2088–2093. [Google Scholar]
- Cai, Y.; Lang, Y.; Cao, L.; Zhang, J. Enhanced Grain Refinement in AA7050 Al Alloy by Deformation-Induced Precipitation. Mater. Sci. Eng. A 2012, 549, 100–104. [Google Scholar] [CrossRef]
- Vzliev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk Nanostructured Materials from Severe Plastic Deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar]
- Zhao, Y.H.; Liao, X.Z.; Jin, Z.; Valiev, R.Z.; Zhu, Y.T. Microstructures and Mechanical Properties of Ultrafine Grained 7075 Al alloy Processed by ECAP and their evolutions during annealing. Acta Mater. 2004, 52, 4589–4599. [Google Scholar] [CrossRef]
- Horita, Z.; Ohashi, K.; Fujita, T.; Kaneko, K.; Langdon, T.G. Achieving High Strength and High Ductility in Precipitation-Hardened Alloys. Adv. Mater. 2005, 17, 1599–1602. [Google Scholar] [CrossRef]
- Zhao, Y.H.; Liao, X.Z.; Cheng, S.S.; Ma, E.; Zhu, Y.T. Simultaneously Increasing the Ductility and Strength of Nanostructured Alloys. Adv. Mater. 2006, 18, 2280–2283. [Google Scholar] [CrossRef]
- Deschamps, A.; De Geuser, F.; Horita, Z.; Lee, S.; Renou, G. Precipitation Kinetics in a Severely Plastically Deformed 7075 Aluminium Alloy. Acta Mater. 2014, 66, 105–117. [Google Scholar] [CrossRef] [Green Version]
- Li, H.; Chen, P.; Wang, Z.; Zhu, F.; Song, R.; Zheng, Z. Tensile Properties, Microstructures and Fracture Behaviors of an Al-Zn-Mg-Cu Alloy During Ageing after Solution Treating and Cold-Rolling. Mater. Sci. Eng. A 2019, 742, 798–812. [Google Scholar] [CrossRef]
- Wang, L.; Yang, X.; Robson, J.D.; Sanders, R.E.; Liu, Q. Microstructural Evolution of Cold-Rolled AA7075 Sheet during Solution Treatment. Materials 2020, 13, 2734. [Google Scholar] [CrossRef] [PubMed]
- Huang, T.; Deng, W.; Zhou, Y.; Cao, Y.; Wei, C.; Yan, W. Effect of Multi-Directional Forging and Ageing on Fracture Toughness of Al–Zn–Mg–Cu Alloys. Mater. Sci. Technol. 2020, 36, 1648–1654. [Google Scholar] [CrossRef]
- Aoba, T.; Kobayashi, M.; Miura, H. Effects of Aging on Mechanical Properties and Microstructure of Multidirectionally Forged 7075 Aluminum Alloy. Mater. Sci. Eng. A 2017, 700, 220–225. [Google Scholar] [CrossRef]
- GB/T 228.1-2010; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. Standardization Administration of the People’s Republic of China: Beijing, China, 2010.
- Youssef, K.M.; Scattergood, R.O.; Murty, K.L.; Koch, C.C. Nanocrystalline Al–Mg alloy with ultrahigh strength and good ductility. Scr. Mater. 2006, 54, 251–256. [Google Scholar] [CrossRef]
- Ungár, T.; Dragomir-Cernatescu, I.; LoueÈr, D.; Audebrand, N. Dislocations and Crystallite Size Distribution in Nanocrystalline CeO2 Obtained from an Ammonium Cerium(IV)-Nitrate Solution. J. Phys. Chem. Solids 2001, 62, 1935–1941. [Google Scholar] [CrossRef]
- Xu, X.J.; Cao, J.Q.; Cheng, X.N.; Mo, J.P. Tensile Properties of 2024 Al Alloy Processed by Enhanced Solid-Solution and Equal-Channel Angular Pressing. Trans. Nonferr. Met. Soc. China 2006, 16, 1541–1544. [Google Scholar]
- Duchaussoy, A.; Sauvage, X.; Deschamps, A.; De Geuser, F.; Renou, G.; Horita, Z. Complex Interactions between Precipitation, Grain Growth and Recrystallization in a Severely Deformed Al-Zn-Mg-Cu Alloy and Consequences on the Mechanical Behavior. Materialia 2021, 15, 101028. [Google Scholar] [CrossRef]
- Li, H.; Cao, F.; Guo, S.; Ning, Z.; Liu, Z.; Jia, Y.; Scudino, S.; Gemming, T.; Sun, J. Microstructures and Properties Evolution of Spray-Deposited Al-Zn-Mg-Cu-Zr Alloys with Scandium Addition. J. Alloys Compd. 2017, 691, 482–488. [Google Scholar] [CrossRef]
- Wang, D.; Ni, D.R.; Ma, Z.Y. Effect of Pre-Strain and Two-Step Aging on Microstructure and Stress Corrosion Cracking of 7050 Alloy. Mater. Sci. Eng. A 2008, 494, 360–366. [Google Scholar] [CrossRef]
- Huang, Y.J.; Chen, Z.G.; Zheng, Z.Q. A Conventional Thermo-Mechanical Process of Al-Cu-Mg Alloy for Increasing Ductility while Maintaining High Strength. Scr. Mater. 2011, 64, 382–385. [Google Scholar] [CrossRef]
- Ning, A.L.; Liu, Z.Y.; Zeng, S.M. Effect of Large Cold Deformation after Solution Treatment on Precipitation Characteristic and Deformation Strengthening Aluminum of 2024 and 7A04 Alloys. Trans. Nonferr. Met. Soc. China 2006, 6, 1341–1347. [Google Scholar] [CrossRef]
- Al-Rubaie, K.S.; Del Grande, M.A.; Travessa, D.N.; Cardoso, K.R. Effect of Pre-Strain on the Fatigue Life of 7050-T7451 Aluminium Alloy. Mater. Sci. Eng. A 2007, 464, 141–150. [Google Scholar] [CrossRef]
- Chen, K.; Yang, Z.; Jiao, H.; Chen, S.; Chen, S. Influence of Final Thermo-mechanical Treatment on Microstructures and Properties of Al-Zn-Mg-Cu Aluminium Alloy. J. Hunan Univ. Nat. Sci. Ed. 2019, 46, 24–30. [Google Scholar]
- Sha, G.; Yao, L.; Liao, X.; Ringer, S.P.; Duan, Z.C.; Langdon, T.G. Segregation of Solute Elements at Grain Boundaries in an Ultrafine Grained Al–Zn–Mg–Cu alloy. Ultramicroscopy 2011, 111, 500–505. [Google Scholar] [CrossRef]
- Zhang, Y.; Jin, S.; Trimby, P.W.; Liao, X.; Murashkin, M.Y.; Valiev, R.Z.; Liu, J.; Cairney, J.M.; Ringer, S.P.; Sha, G. Dynamic Precipitation, Segregation and Strengthening of an Al-Zn-Mg-Cu Alloy (AA7075) Processed by High-Pressure Torsion. Acta Mater. 2019, 162, 19–32. [Google Scholar] [CrossRef]
- Wang, S.S.; Jiang, J.T.; Fan, G.H.; Panindre, A.M.; Frankel, G.S.; Zhen, L. Accelerated Precipitation and Growth of Phases in an Al-Zn-Mg-Cu Alloy Processed by Surface Abrasion. Acta Mater. 2017, 131, 233–245. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Preparation Technology |
|---|---|
| Solution-treated | 470 °C/2 h + water quench |
| T6-treated | 470 °C/2 h + water quench + 120 °C/24 h |
| MAF | 470 °C/2 h + water quench + multiaxial forging |
| MAF-A20 | 470 °C/2 h + water quench + multiaxial forging + 120 °C/20 h |
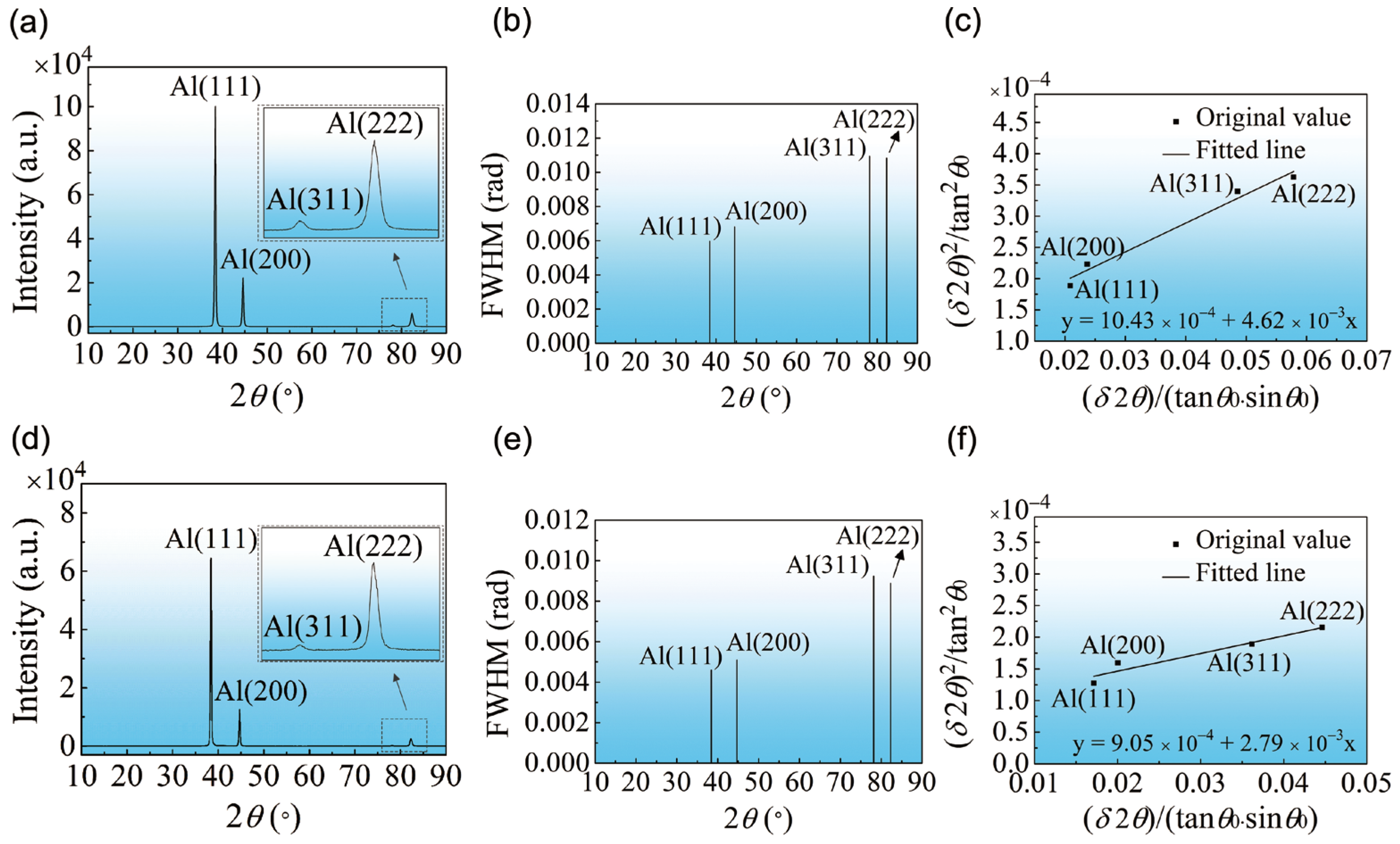
| Samples | b/nm | d/nm | <e2>/× 10−6 | ρ/× 1014 m−2 |
|---|---|---|---|---|
| MAF | 0.286 | 33.35 | 4.17 | 7.4 |
| MAF-A20 | 55.22 | 3.62 | 4.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, C.; Lei, Z.; Du, S.; Chen, R.; Yin, Y.; Niu, C.; Xu, Z. Microstructures and Mechanical Properties of Al-Zn-Mg-Cu Alloys under Multi-Directional Severe Strain and Aging. Materials 2023, 16, 4441. https://doi.org/10.3390/ma16124441
Wei C, Lei Z, Du S, Chen R, Yin Y, Niu C, Xu Z. Microstructures and Mechanical Properties of Al-Zn-Mg-Cu Alloys under Multi-Directional Severe Strain and Aging. Materials. 2023; 16(12):4441. https://doi.org/10.3390/ma16124441
Chicago/Turabian StyleWei, Chunhua, Zhixin Lei, Sijie Du, Rongyou Chen, Yutang Yin, Chenglin Niu, and Zhengbing Xu. 2023. "Microstructures and Mechanical Properties of Al-Zn-Mg-Cu Alloys under Multi-Directional Severe Strain and Aging" Materials 16, no. 12: 4441. https://doi.org/10.3390/ma16124441