
Effect of Chromium Carbide Addition on the Microstructures and Properties in Dual Carbide Phases Reinforced Ni-Based Composite Coatings by Plasma Cladding


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
3. Results and Discussion
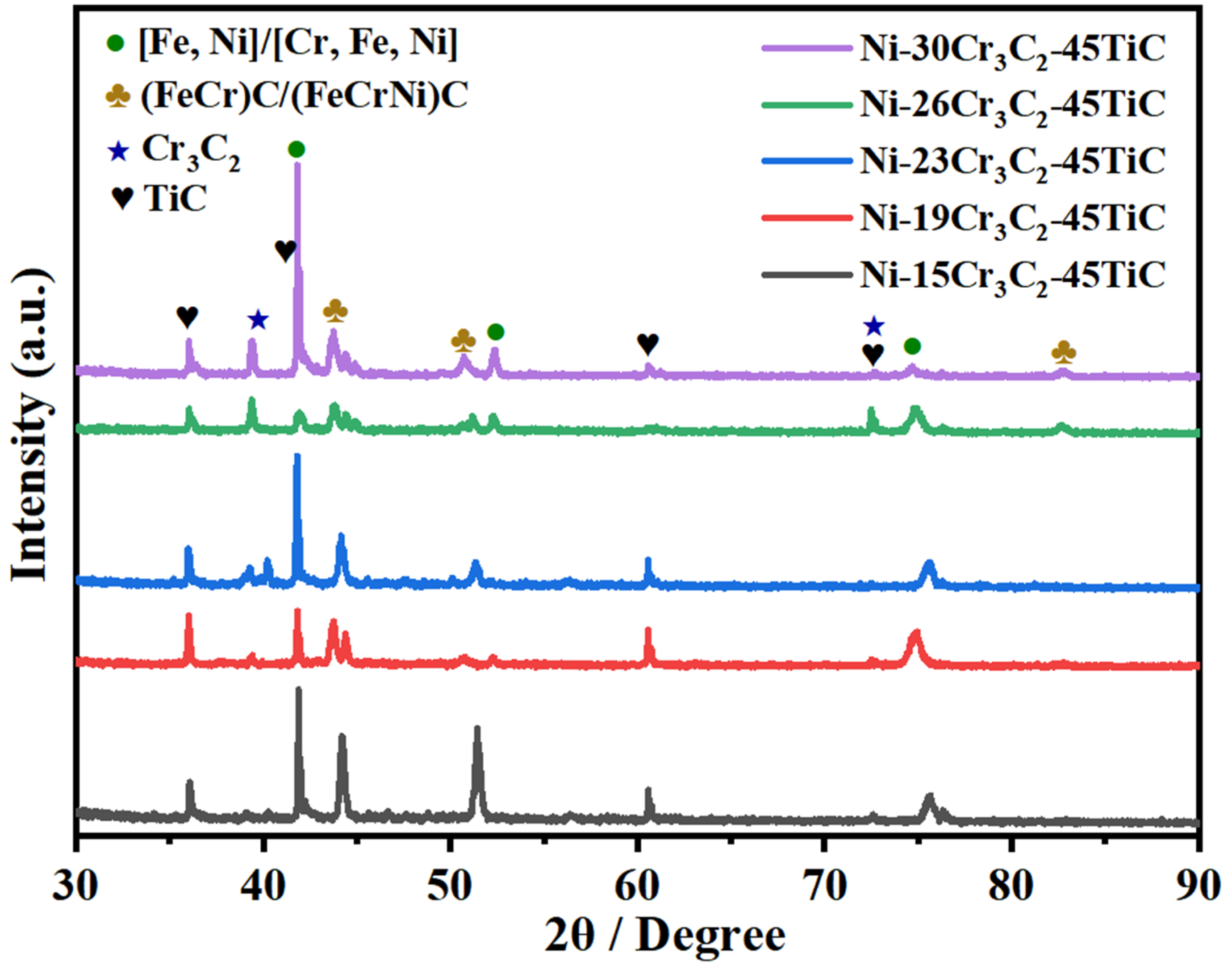
3.1. Phase Structure of the Cladding Layer
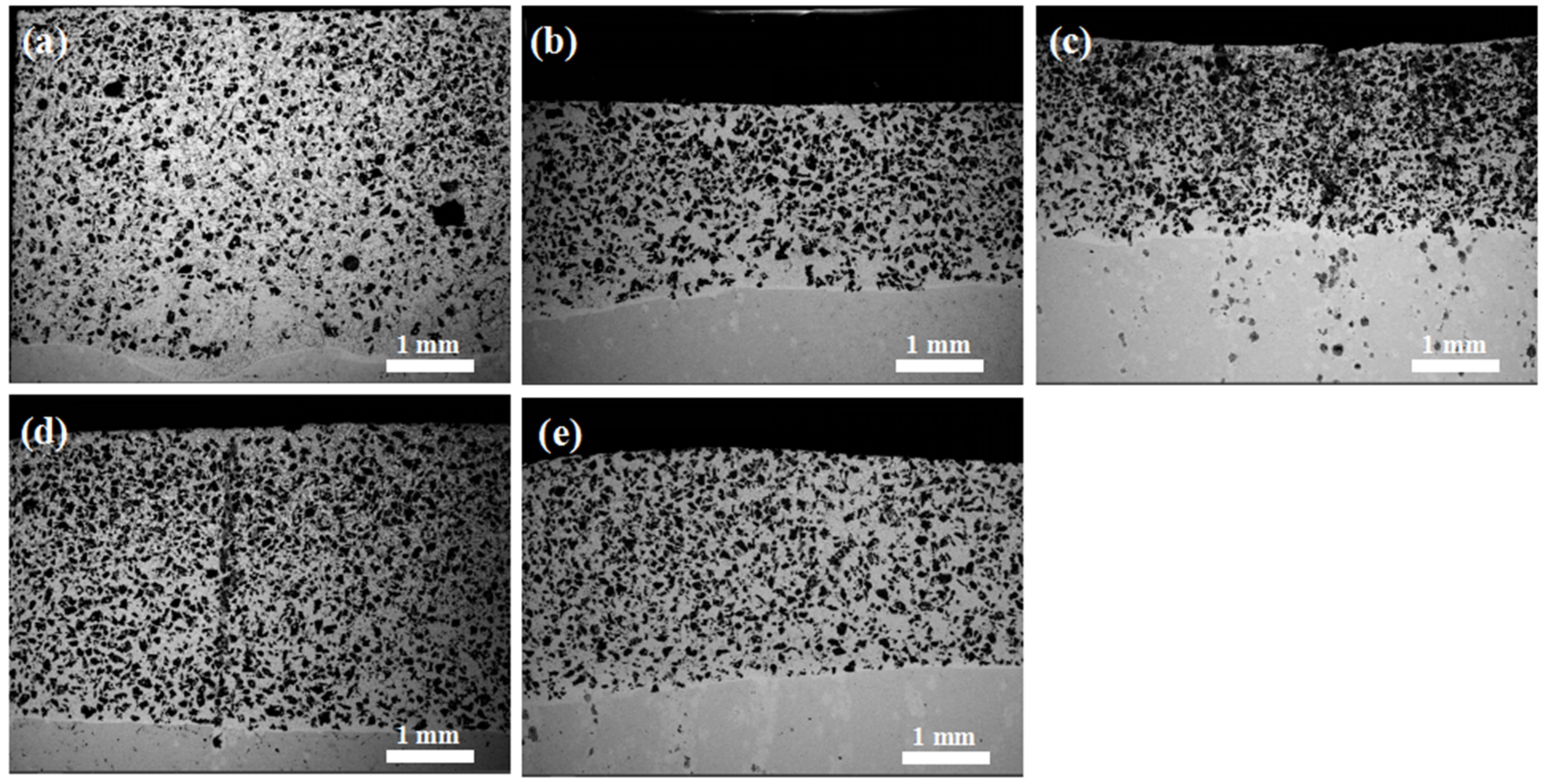
3.2. Morphology of the Cladding Layer
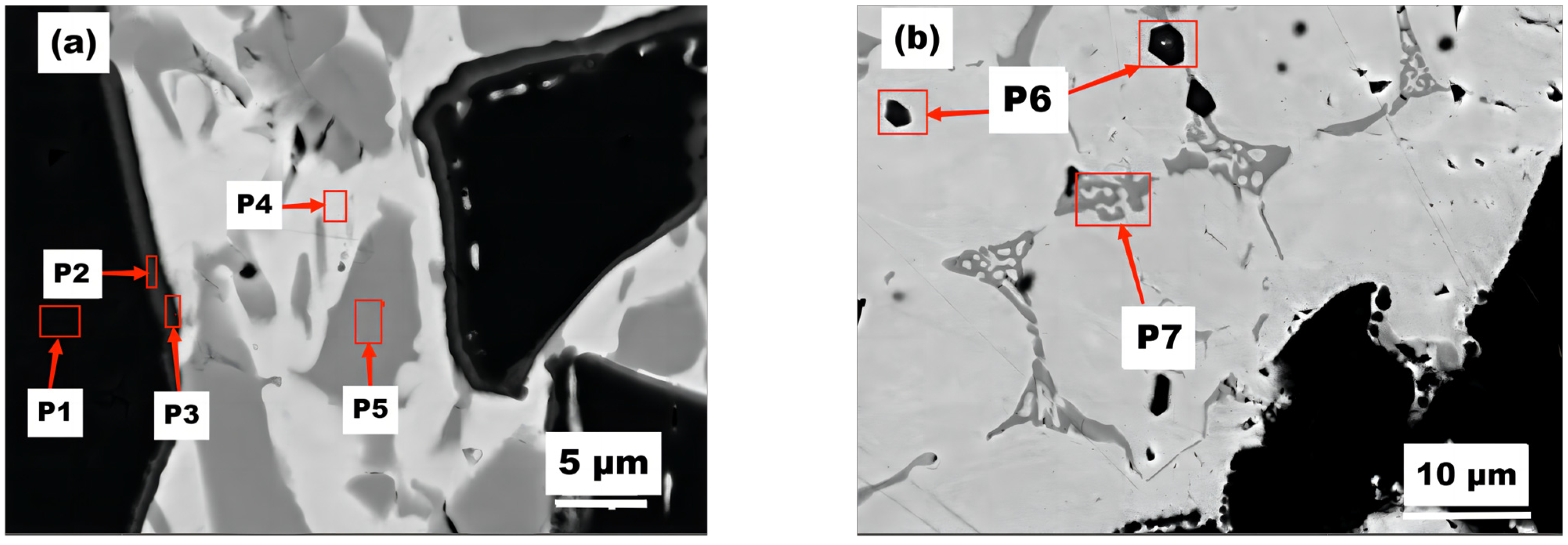
3.3. Microstructure of the Cladding Layer
3.4. Mechanical Properties of the Cladding Layers
3.4.1. Microhardness
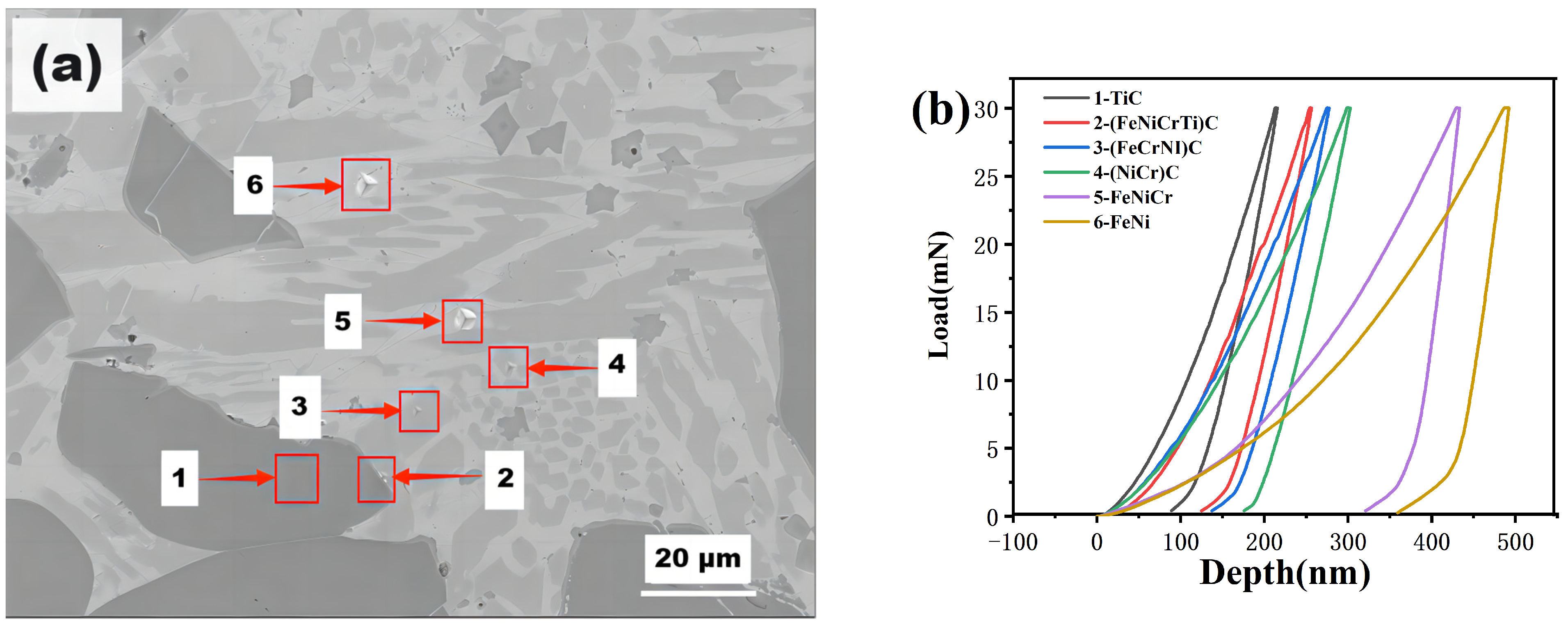
3.4.2. Nanoindentation
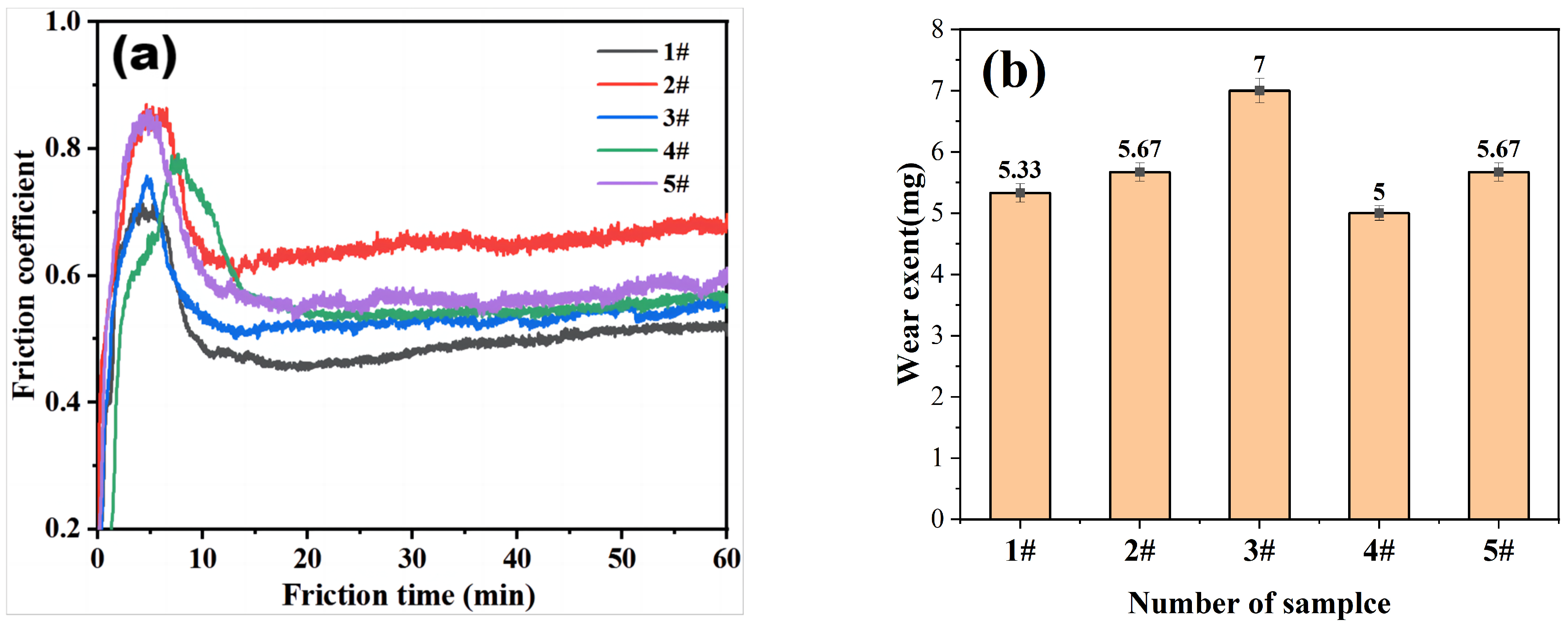
3.4.3. Analysis of Friction and Wear Performance of the Composite Coating
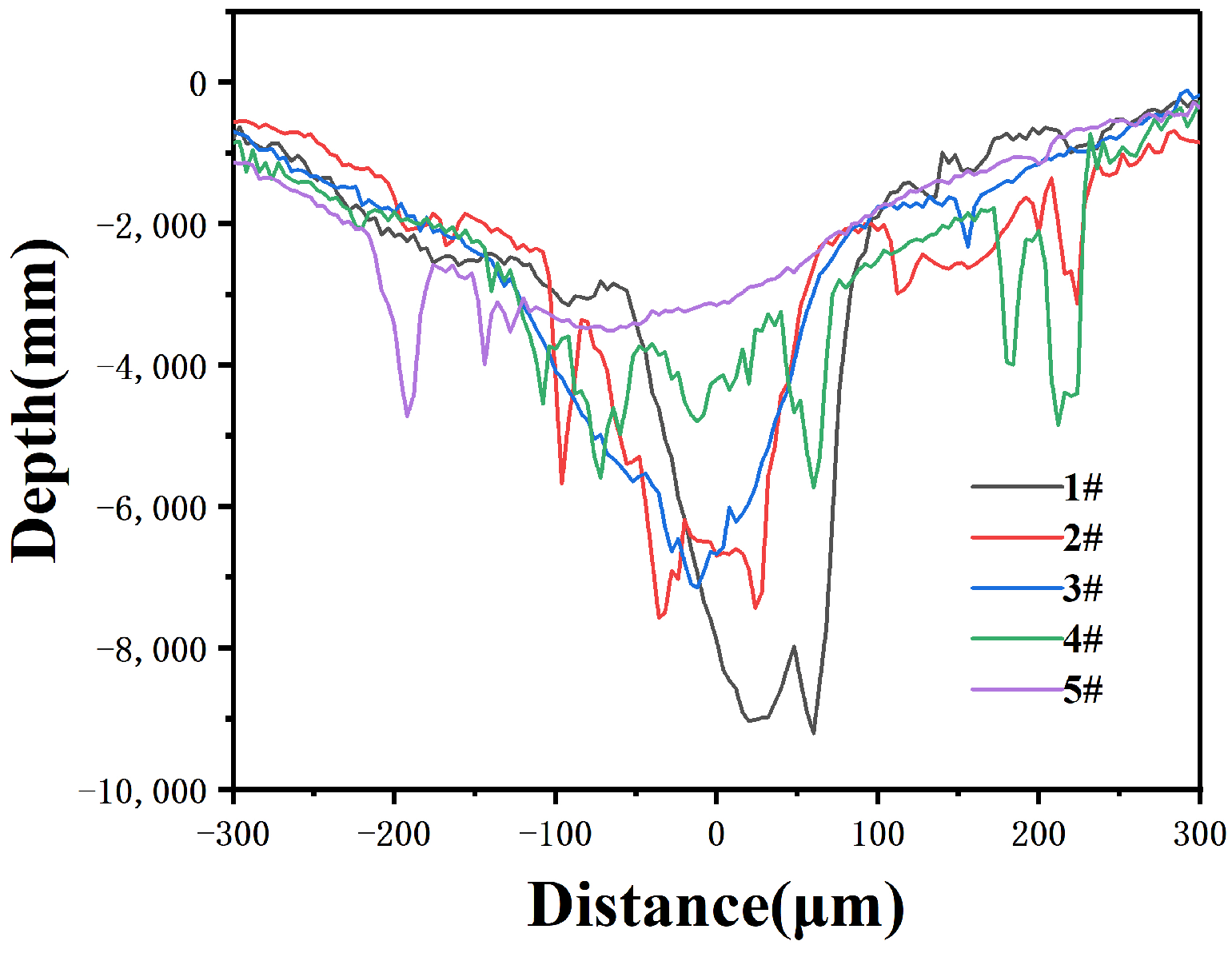
3.4.4. Wear Morphology
- Table data in Table 8 indicate that the wear resistance of the composite coating is exceptional. This improvement in wear performance aligns with Archard’s wear theory [13], which suggests that the wear volume (Vw) is directly proportional to the wear load, but inversely proportional to the material’s hardness (Figure 5). The composite coating exhibits higher hardness and thus superior wear resistance. Additionally, the lower friction coefficients contribute to further the wear performance of these coatings.
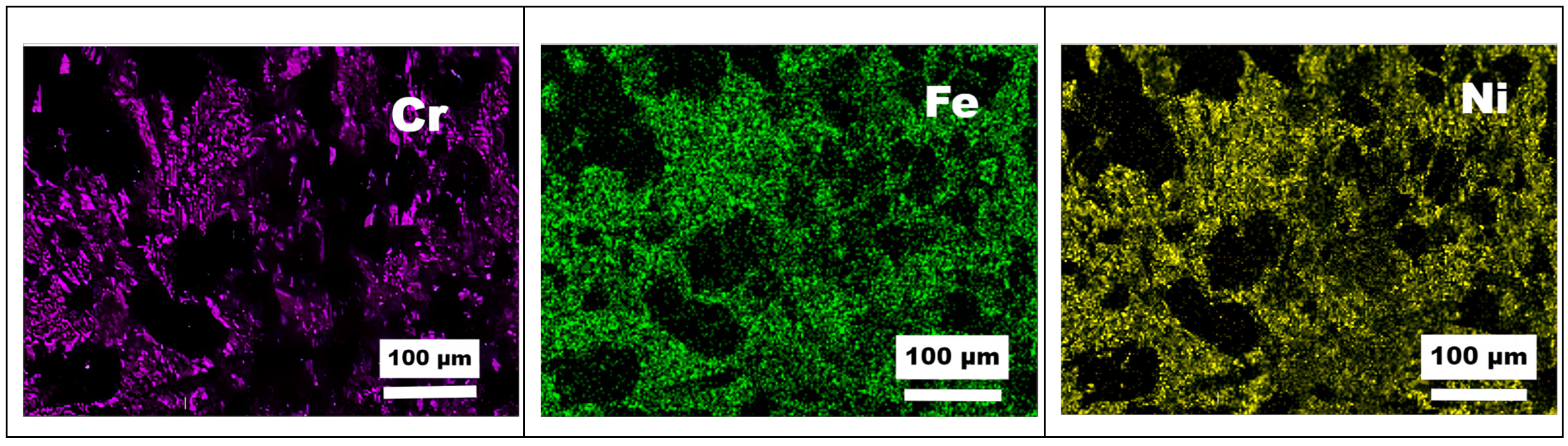
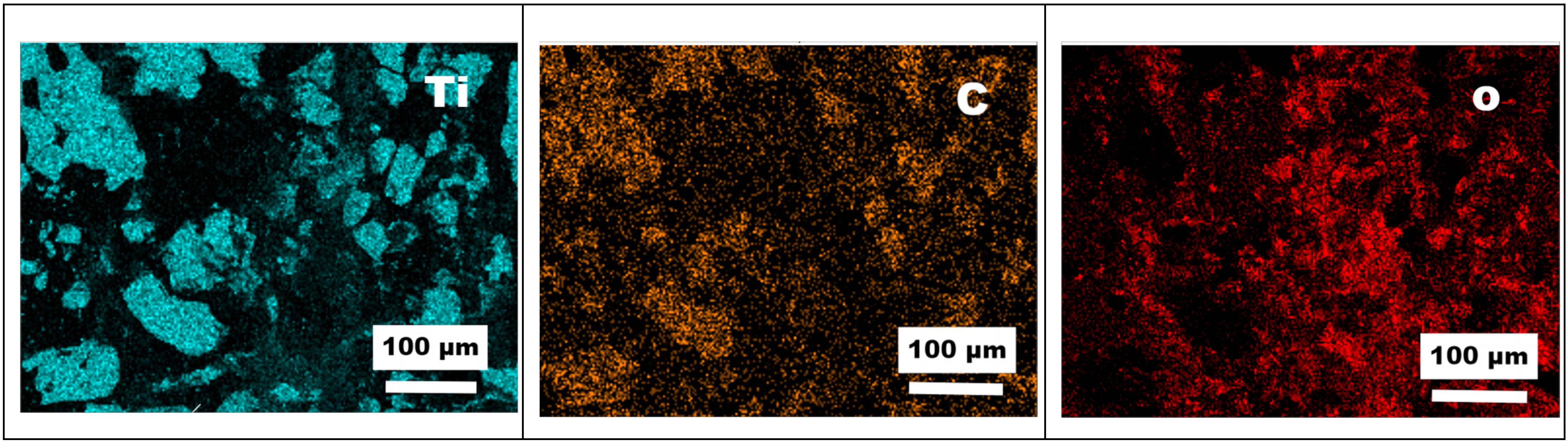
3.5. In Situ Formation of the Hard Phase
4. Conclusions
- Plasma-sprayed Ni-based TiC composite coatings with various Cr3C2 contents exhibit a smooth surface morphology, dense structure, high bonding strength, and high microhardness. The composite coatings are composed of TiC, (FeCr)C, and (Fe, Cr, Ni)C multicomponent carbides, as well as (FeCr) and (Fe, Cr, Ni) solid solutions.
- As the mass fraction of Cr3C2 increases, the microhardness of the plasma-sprayed coating also tends to increase. When the mass fraction of Cr3C2 reaches 30%, the overall hardness of the coating reaches its maximum at 825.4 HV3. Decarburization of Cr3C2 provides a source of carbon for the formation of multicomponent carbides of Fe, Ni, and other elements, resulting in the formation of ring-shaped phases (Ti, Cr, Fe, Ni)C around TiC particles that exhibit excellent wetting properties with the nickel-based binder phase.
- The main wear mechanisms of the composite coating are abrasive wear and oxidative wear. With an increasing mass fraction of Cr3C2, both the friction and wear volume initially decreases and then increases, while the wear volume follows a similar trend. When the mass fraction of Cr3C2 reaches 26%, the friction coefficient is relatively low, the wear marks are narrower, and the wear volume is the lowest. However, at a mass fraction of 30% Cr3C2, the thermal stress increases, and the number of defects and cracks penetrating the coating surface increases, decreasing the wear resistance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sharma, A.K.; Bhandari, R.; Aherwar, A.; Rimašauskienė, R. Matrix materials used in composites: A comprehensive study. Mater. Today Proc. 2016, 21, 1559–1562. [Google Scholar] [CrossRef]
- Luo, J.; Niu, B.; Chen, J.; Yi, J.; Yi, Y.; Hu, Y.; Miao, S. Preparation Technology and Properties of Metal Matrix Composite Wear-resistant Materials Reinforced by WC Particles. J. Netshape Form. Eng. 2020, 12, 126–131. [Google Scholar]
- Pham, T.H.N.; Zhang, X.; Wang, C.; Liu, H.; Jiang, Y. Microstructure and mechanical properties of TiC/Co composite coating by laser cladding on H13 steel surface. Trans. China Weld. Inst. 2013, 34, 27–31,114. [Google Scholar]
- Sun, S.; Fu, H.; Ping, X.; Lin, J.; Lei, Y.; Wu, W.; Zhou, J. Reinforcing behavior and microstructure evolution of NbC in laser cladded Ni45 coating. Appl. Surf. Sci. 2018, 455, 160–170. [Google Scholar] [CrossRef]
- Xiao, Y.; Liu, Z. Characteristics Study on in-situ NbC Particles Reinforced Ni-based Alloy Composite Coating by Laser Cladding. J. Phys. Conf. Ser. 2020, 1635, 012076. [Google Scholar] [CrossRef]
- Obadele, B.A.; Olubambi, P.A.; Johnson, O.T. Effects of TiC addition on properties of laser particle deposited WC–Co–Cr and WC–Ni coatings. Trans. Nonferrous Met. Soc. China 2013, 23, 3634–3642. [Google Scholar] [CrossRef]
- Gao, J.J.; Jiang, L.K.; Song, J.P.; Liang, G.X.; Ang, J. Effects of TiC content on microstructure and mechanical property of WC–TiC–TaC cemented carbides. J. Inorg. Mater. 2017, 32, 891–896. [Google Scholar]
- Spriggs, G.E. A history of fine grained hardmetal. Int. J. Refract. Met. Hard Mater. 1995, 13, 241–255. [Google Scholar] [CrossRef]
- Liu, N.; Xu, Y.; Li, Z.; Chen, M.; Li, G.; Zhang, L. Influence of molybdenum addition on the microstructure and mechanical properties of TiC-based cermets with nano-TiN modification. Ceram. Int. 2003, 29, 919–925. [Google Scholar] [CrossRef]
- Lee, K.H.; Cha, S.I.; Kim, B.K.; Hong, S.H. Effect of WC/TiC grain size ratio on microstructure and mechanical properties of WC–TiC–Co cemented carbides. Int. J. Refract. Met. Hard Mater. 2006, 24, 109–114. [Google Scholar] [CrossRef]
- Guo, C.; Chen, J.; Zhou, J.; Zhao, J.; Wang, L.; Yu, Y.; Zhou, H. Effects of WC–Ni content on microstructure and wear resistance of laser cladding Ni-based alloys coating. Surf. Coat. Technol. 2011, 206, 2064–2071. [Google Scholar] [CrossRef]
- Zhao, W.; He, Q.; Han, B.; Yang, M. Formation of laser cladding layer of TiC-NiCrBSi composites. Trans. China Weld Inst. 2010, 31, 25–28+32+114. [Google Scholar]
- Zhou, D.; Guo, J.; Xiong, D.; Wang, A.; Yang, Z.; Ye, B. Effect of TiC Content on the Properties of Fe Based Coating by Laser Cladding. Appl. Laser 2021, 41, 1189–1195. [Google Scholar]
- Sun, B.; Zhang, W.Y.; Lu, J.B.; Wang, Z.X. Microstructure and Hardness of TiC/Ni-Based Coating by Plasma Cladding. Adv. Mater. Res. 2012, 510, 734–737. [Google Scholar] [CrossRef]
- Cai, Y.; Luo, Z.; Chen, Y. Effect of CeO2 on TiC morphology in Ni-based composite coating. High. Temp. Mater. Process. 2018, 37, 209–217. [Google Scholar] [CrossRef]
- Duan, H.; Liu, B.; Ao, F.; He, J.; Yang, T.; Liu, C.T.; Liu, Y. Segregation enabled outstanding combination of mechanical and corrosion properties in a FeCrNi medium entropy alloy manufactured by selective laser melting. J. Mater. Sci. Technol. 2022, 99, 207–214. [Google Scholar] [CrossRef]
- Qin, L. Effect of TiC dosage on properties of plasma-clad WC–TiC–Ni composite coating. Electroplat. Finish 2021, 40, 1551–1555. [Google Scholar]
- He, Y. Microstructure and Properties of NiCr-Cr3C2/TiC Coatings by Plasma/Laser Melting; Shandong University of Science and Technology: Qingdao, China, 2019. [Google Scholar] [CrossRef]
- Zhu, C.; Bai, H.; Zhang, Z.; Zheng, S. Study on wear resistance of laser cladded Ni-TiC-Cr coating. Hot Work. Technol. 2020, 49, 89–93+97. [Google Scholar]
- Ming, W.; Xiao, J.; Zhou, F.; Hu, Z. Research progress on TiC-Cr3C2 particle composites. Aerosp. Mater. Technol. 1995, 01, 27–30. [Google Scholar]
- Erdemir, A. A crystal-chemical approach to lubrication by lidoxides. Tribol. Lett. 2000, 8, 97–102. [Google Scholar] [CrossRef]
- Zhong, W.; Cao, R.; Ling, H.; Chang, L.; Qiu, S. Thermodynamic analysis of titanium oxide precipitation in titanium-containing medium carbon steel. J. Iron Steel Res. 2021, 8, 880–890. [Google Scholar]
- Zhang, J.Y.; Xia, C.; Wang, H.F.; Tang, C. Recent advances in electrocatalytic oxygen reduction for on-site hydrogen peroxide synthesis in acidic media. J. Energy Chem. 2022, 67, 432–450. [Google Scholar] [CrossRef]
- Njimou, J.R.; Pengou, M.; Tchakoute, H.K.; Sieugaing Tamwa, M.; Tizaoui, C.; Fannang, U.; Lemougna, P.N.; Nanseu-Njiki, C.P.; Ngameni, E. Removal of lead ions from aqueous solution using phosphate-based geopolymer cement composite. J. Chem. Technol. Biotechnol. 2021, 96, 1358–1369. [Google Scholar] [CrossRef]
- Godwin, J.; Njimou, J.R.; Abdus-Salam, N.; Panda, P.K.; Tripathy, B.C.; Ghosh, M.K.; Basu, S. Nanoscale ZnO-adsorbent carefully designed for the kinetic and thermodynamic studies of Rhodamine B. Inorg. Chem. Commun. 2022, 138, 109287. [Google Scholar] [CrossRef]
- Huang, Z.; Hou, Q.; Wang, P. Microstructure and properties of Cr3C2-modified nickel-based alloy coating deposited by plasma transferred arc process. Surf. Coat. Technol. 2008, 202, 2993–2999. [Google Scholar] [CrossRef]
- Xiao, Y.; Xu, C.; Ryou, M.; Cao, J. Effect of Cr3C2 grain size on the microstructure and wear performance of Fe-based alloy plasma transferred arc surfacing. Mater. Rep. 2018, 32, 4329–4333+4338. [Google Scholar]
- Murthy, J.K.N.; Venkataraman, B. Abrasive wear behaviour of WC–CoCr and Cr3C2–20 (NiCr) deposited by HVOF and detonation spray processes. Surf. Coat. Technol. 2006, 200, 2642–2652. [Google Scholar] [CrossRef]
- Tang, M.; Wang, W.; Li, G.; Feng, Z.; Yan, Z.; Zhang, N.; Zhang, R. Electrochemical Corrosion Behaviors of TiC Particles Reinforced Fe-based Composite Plasma Cladding Layers. Int. J. Electrochem. Sci. 2019, 14, 1591–1600. [Google Scholar] [CrossRef]
- Krylova, T.A.; Chumakov, Y.A. Fabrication of Cr-Ti-C composite coating by non-vacuum electron beam cladding. Mater. Lett. 2020, 274, 128022. [Google Scholar] [CrossRef]
- Pokhmurska, H.; Student, M.; Paczkowski, G.; Holovchuk, M.; Chumalo, H.; Hvozdetskyi, V.; Schuberth, S. Influence of diameter of the cored wires on abrasive wear resistance of arc sprayed coatings. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1147, 012033. [Google Scholar] [CrossRef]
- Yang, J.; Chang, W.; Miao, X.; Chen, H.; Wang, X.; Yang, F. Influence of Mn, Mo, Ti Additions on Microstructure and Magnetic Properties of WC-FeNiCr Composite Coatings. Chin. J. Laser 2015, 42, 180–185. [Google Scholar]
- Hachisuka, T. Toughening Mechanism in TiC-TiN-Mo2C-WC-HfC-Cr3C2 Multi-Component Ceramic Composite. J. Jpn. Soc. Powder Powder Metall. 1990, 37, 1029–1036. [Google Scholar] [CrossRef]
- Faber, K.T.; Evans, A.G. Crack deflection processes—I. Theory. Acta Metall. 1983, 31, 565–576. [Google Scholar] [CrossRef]
- Faber, K.T.; Evans, A.G. Crack deflection processes—II. Experiment. Acta Metall. 1983, 31, 577–584. [Google Scholar] [CrossRef]
- Zhang, W.; Wang, C.; Song, Q.; Cui, H.; Feng, X.; Zhang, C. Influence of Cr Content on the Microstructure and Electrochemical Corrosion in Plasma Cladding Ni-Cr Coatings. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. 2019, 50, 5410–5420. [Google Scholar] [CrossRef]
- Pang, D.; Zhang, S.; Zhou, X. Performance Analysis of Plasma Cladding Metal Matrix/Ceramic Composite Coating. J. Lanzhou Inst. Technol. 2022, 29, 65–67+92. [Google Scholar]
- Jin, M.; He, D.; Wang, Z.; Zhou, Z.; Wang, G.; Li, X. Microstructure and Properties of Laser Cladded 2205 Dual-Phase Stainless Steel/TiC Composite Coatings. Laser Optoelectron. Prog. 2018, 55, 291–296. [Google Scholar]
- Hu, R.; Qang, R.; Zhang, J.; Zhang, C.; Zhang, Y.; Li, G.; Lu, X.; Yang, Y.; Liu, Q. An in-situ synthesised TiC/Ni60A composite coating on copper by plasma cladding. Mater. Sci. Technol. 2023, 39, 729–735. [Google Scholar] [CrossRef]
- Krylova, T.A.; Chumakov, Y.A. Effect of refractory modifiers on the structure of coatings based on chromium carbide. Mater. Lett. 2021, 294, 129807. [Google Scholar] [CrossRef]
- Li, L.; Jin, T.; Fu, H.; Sun, S. Research on Microstructure and Wear Propeties of Ni45 Coatings Enhanced by Laser Cladding ln-situ(Ti, Nb)C. Hot Work. Technol. 2021, 50, 81–85+91. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Component | Cr | Fe | Ni | B | C | N | O | S | Si |
|---|---|---|---|---|---|---|---|---|---|
| Content (%) | 7.530 | 2.590 | balance | 1.660 | 0.007 | 0.005 | 0.044 | 0.005 | 3.240 |
| Samples | Binder Phase | Hard Phase (wt.%) | |
|---|---|---|---|
| Ni25A | Cr3C2 | TiC | |
| 1# | Balance | 15.00 | 45.00 |
| 2# | Balance | 19.00 | 45.00 |
| 3# | Balance | 23.00 | 45.00 |
| 4# | Balance | 26.00 | 45.00 |
| 5# | Balance | 30.00 | 45.00 |
| Power (kW) | Current (A) | Overlap Butt Diameter (mm) | Scanning Speed (mm/s) | Powder Feeding Rate (g/min) | Atmosphere |
|---|---|---|---|---|---|
| 17 | 120 | 4 | 14.0 | 75 | Argon |
| Spot | Composition (at.%) | |||||
|---|---|---|---|---|---|---|
| C | Fe | Ni | Ti | Cr | Si | |
| Point A | 45.37 | 13.94 | 6.81 | 25.53 | 9.83 | 0.35 |
| Point B | 51.51 | 4.87 | 0.38 | 39.35 | 3.05 | 0.52 |
| Spot | Composition (at.%) | |||||
|---|---|---|---|---|---|---|
| Cr | Fe | Ni | Ti | C | Si | |
| P1 | 0.78 | 0.42 | 0.21 | 48.02 | 51.01 | / |
| P2 | 2.94 | 1.74 | 0.99 | 45.18 | 48.17 | / |
| P3 | 4.52 | 13.17 | 10.14 | 36.06 | 34.99 | 0.38 |
| P4 | 4.52 | 13.17 | 10.14 | 36.06 | 38.09 | 0.26 |
| P5 | 8.15 | 40.53 | 27.65 | 1.5 | 20.57 | 1.6 |
| Spot | Composition (at.%) | ||||
|---|---|---|---|---|---|
| Cr | Fe | Ni | Ti | C | |
| P6 | 3.05 | 4.87 | 0.38 | 39.35 | 51.51 |
| P7 | 22.23 | 38.11 | 1.24 | 0.80 | 37.62 |
| Indentation Point | 1 | 2 | 3 | 4 | 5 | 6 |
|---|---|---|---|---|---|---|
| Nanohardness (GPa) | 32 | 23 | 20 | 16 | 6.6 | 5.1 |
| Elastic modulus | 368.16 | 344.62 | 283.91 | 256.87 | 274 | 225.35 |
| Sample | Friction Stroke (m) | Wear Volume (mm3) × 10−8 | Normal Force (N) | Wear Rate (mm3 N−1 m−1) × 10−8 |
|---|---|---|---|---|
| 1# | 0.005 | 1.008 | 50 | 4.032 |
| 2# | 0.005 | 1.012 | 50 | 4.048 |
| 3# | 0.005 | 1.084 | 50 | 4.337 |
| 4# | 0.005 | 0.938 | 50 | 3.750 |
| 5# | 0.005 | 0.874 | 50 | 3.497 |
| Element | Cr | Fe | Ni | Ti | C | O |
|---|---|---|---|---|---|---|
| at% | 7.33 | 4.06 | 13.07 | 15.91 | 26.53 | 29.56 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Geng, Z.; Zhang, M.; Zhu, J.; Peng, Y.; Zhang, W.; Liu, F. Effect of Chromium Carbide Addition on the Microstructures and Properties in Dual Carbide Phases Reinforced Ni-Based Composite Coatings by Plasma Cladding. Materials 2023, 16, 4580. https://doi.org/10.3390/ma16134580
Geng Z, Zhang M, Zhu J, Peng Y, Zhang W, Liu F. Effect of Chromium Carbide Addition on the Microstructures and Properties in Dual Carbide Phases Reinforced Ni-Based Composite Coatings by Plasma Cladding. Materials. 2023; 16(13):4580. https://doi.org/10.3390/ma16134580
Chicago/Turabian StyleGeng, Zhanji, Mengling Zhang, Jianyong Zhu, Yingbo Peng, Wei Zhang, and Feng Liu. 2023. "Effect of Chromium Carbide Addition on the Microstructures and Properties in Dual Carbide Phases Reinforced Ni-Based Composite Coatings by Plasma Cladding" Materials 16, no. 13: 4580. https://doi.org/10.3390/ma16134580