

Influence of Martensite/Bainite Dual Phase-Content on the Mechanical Properties of EA4T High-Speed Axle Steel

Abstract
:1. Introduction
2. Experimental Material and Procedure
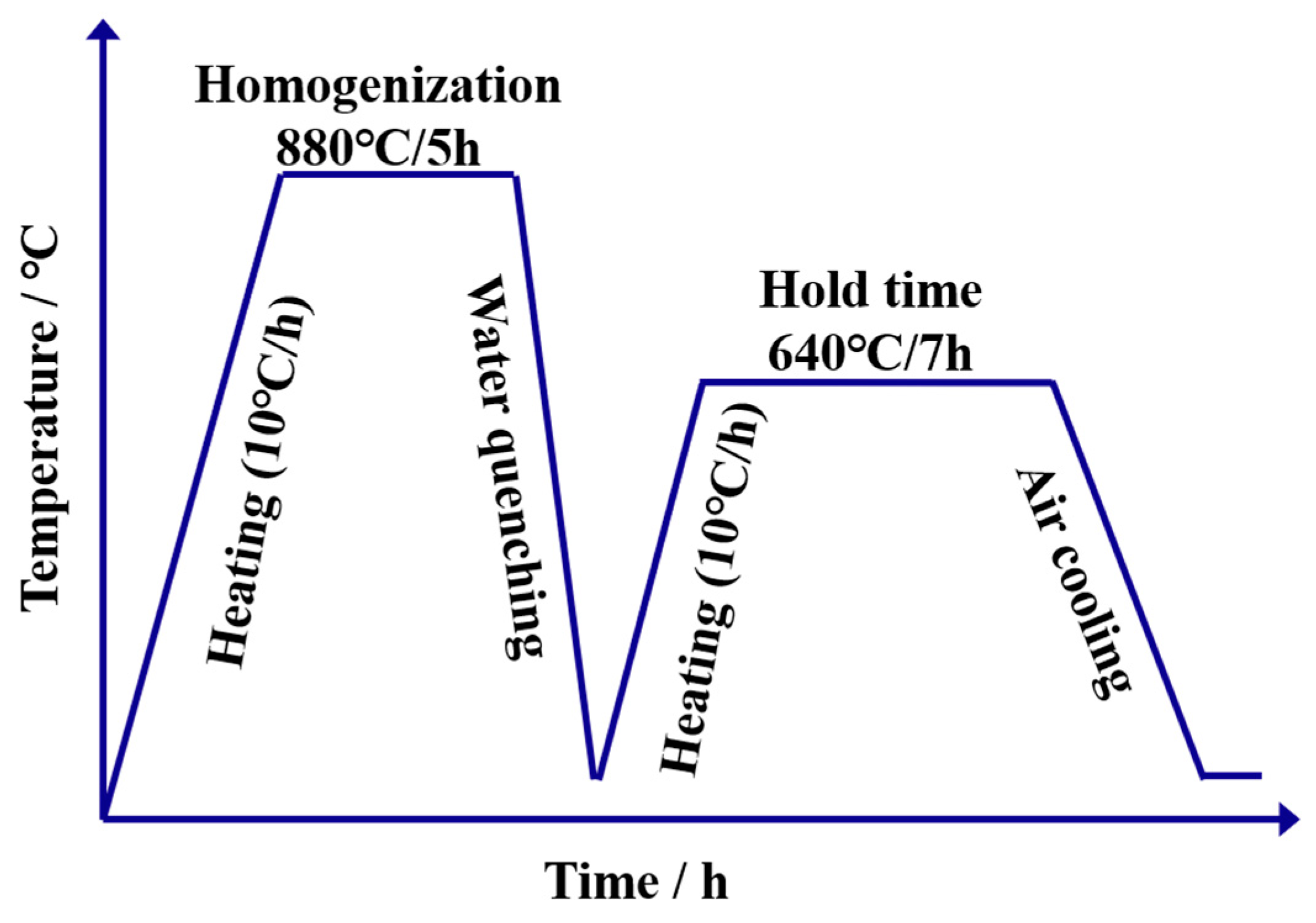
2.1. Material Preparation
2.2. Investigation of Microstructure and Hardness
2.3. Tensile and Impacting Tests
3. Results
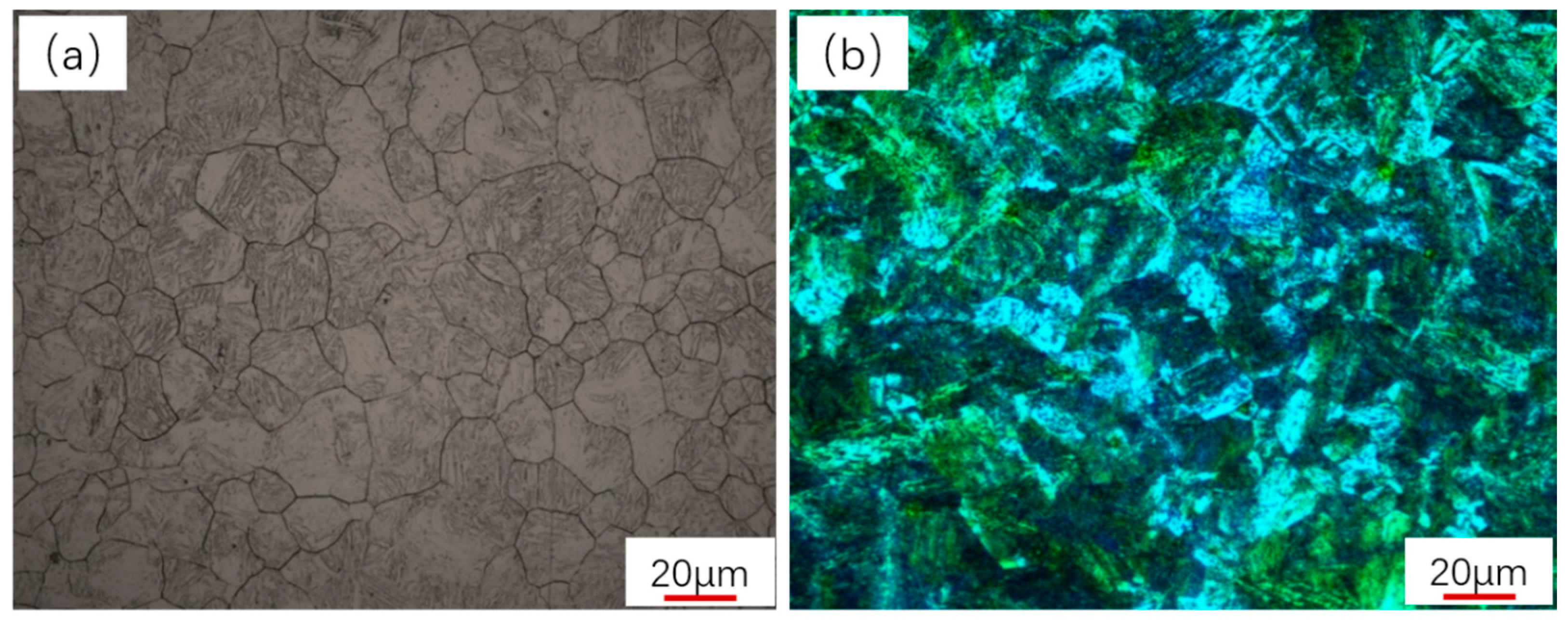
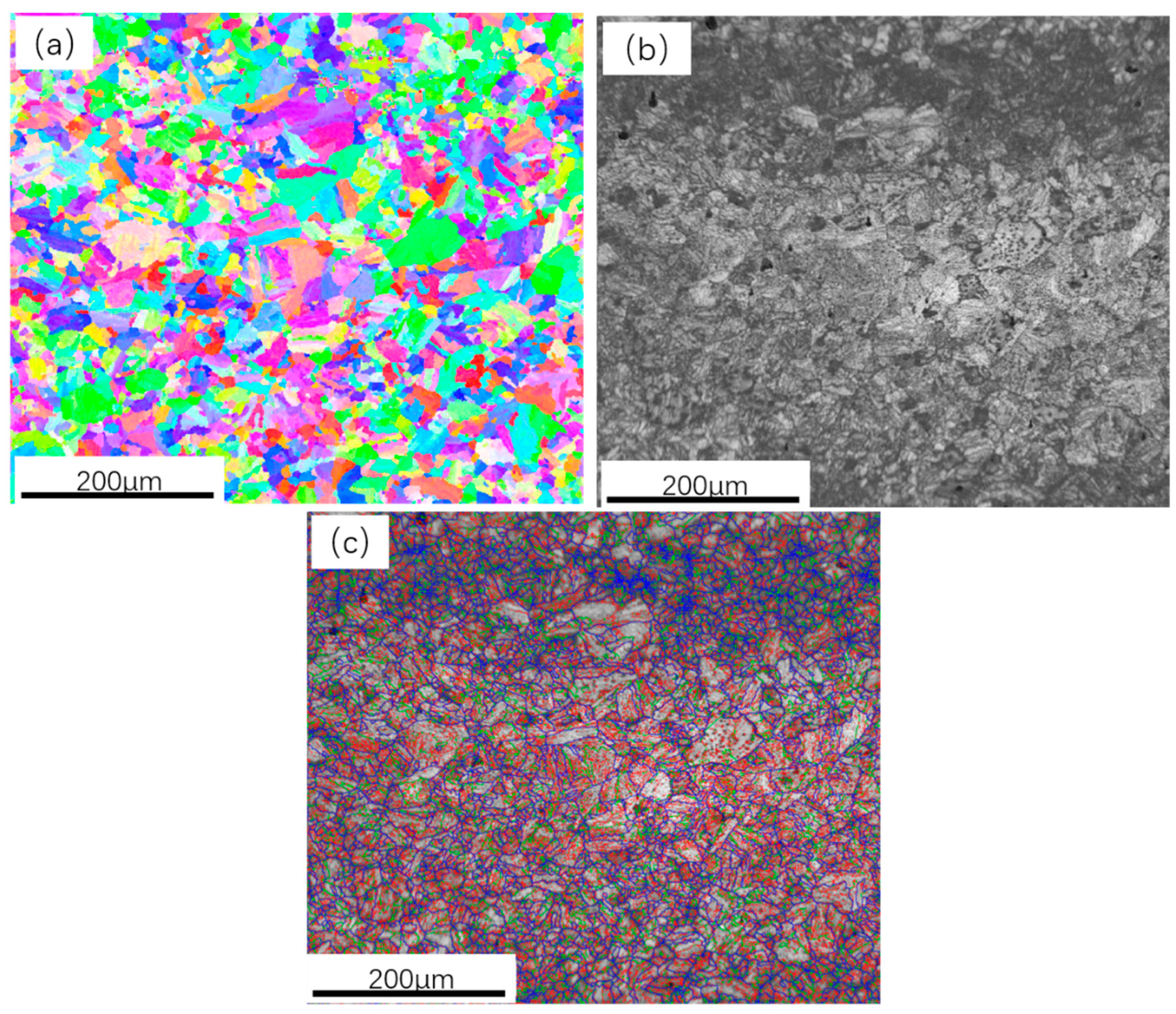
3.1. Microstructure and Hardness of LM-GB Steel
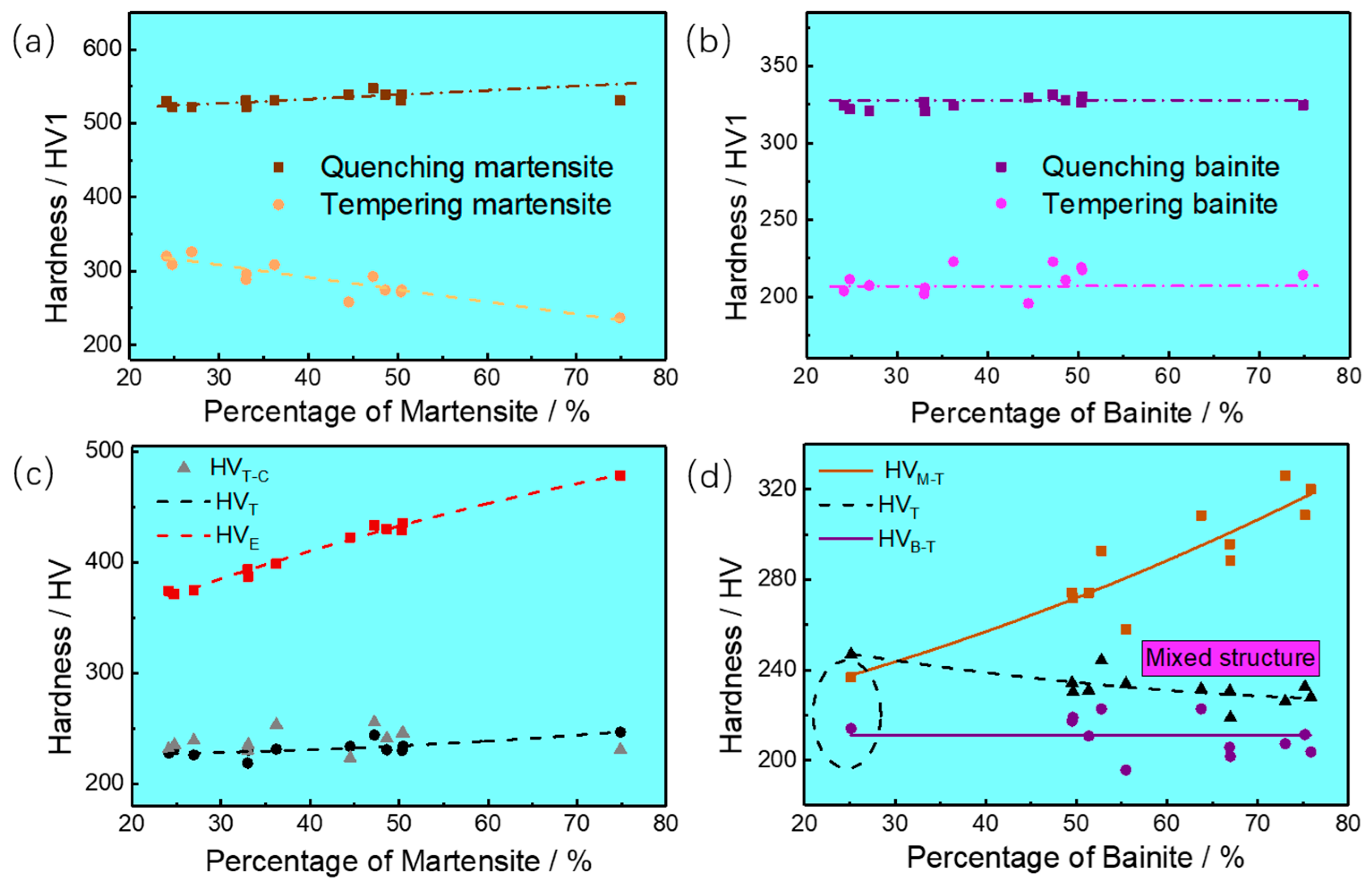
3.2. Effect of Martensitic/Bainitic Dual Phase Structure on the Hardness
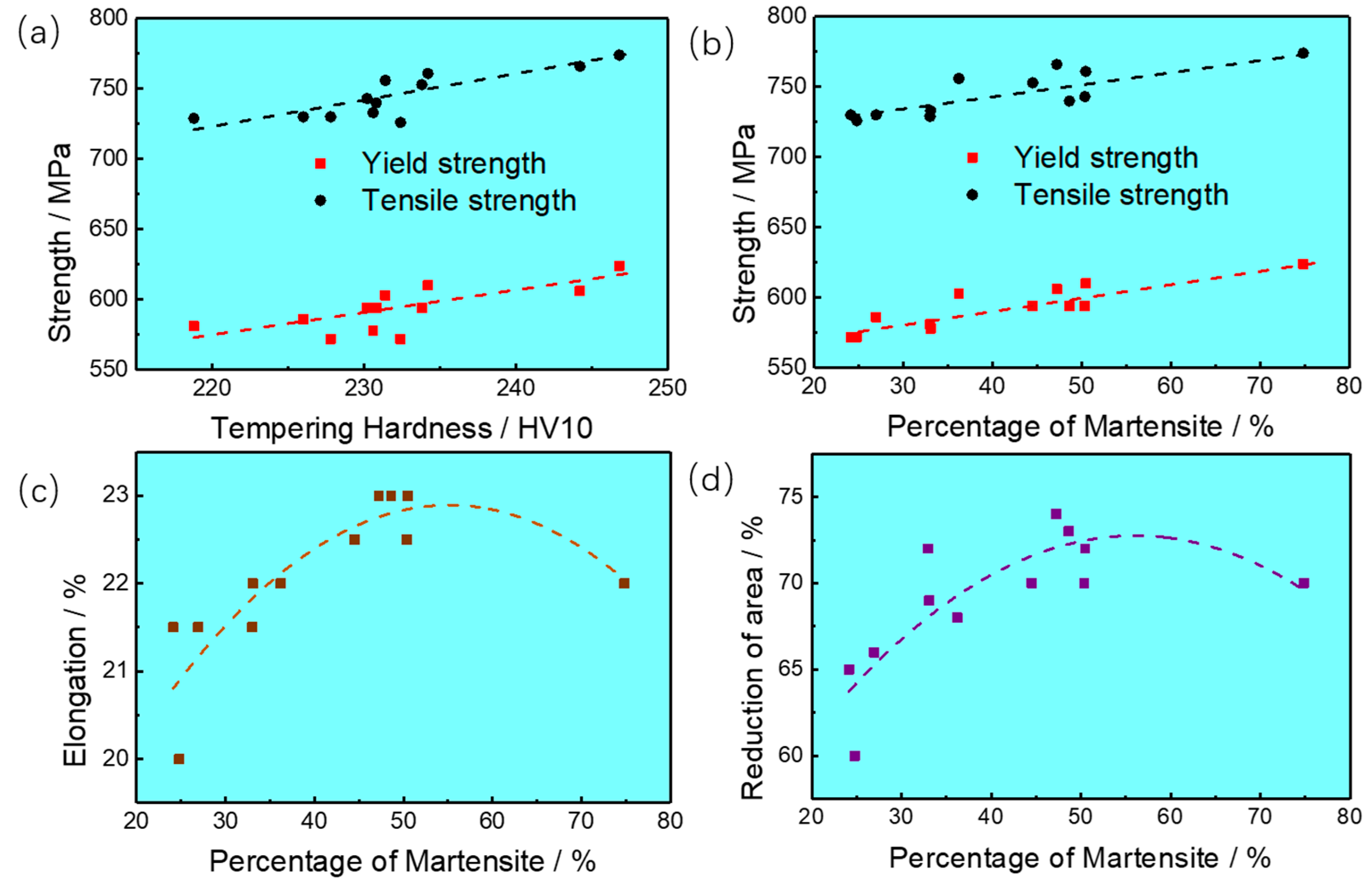
3.3. Effect of Martensite/Bainite Dual Phase Structure on Mechanical Properties
3.4. Prediction Model of Mechanical Properties
4. Discussion
4.1. Effect of Microstructure Evolution on Tensile Properties
4.2. Influence of the Mechanism of Martensilte/Bainite Structure on Mechanical Properties
5. Conclusions
- (1)
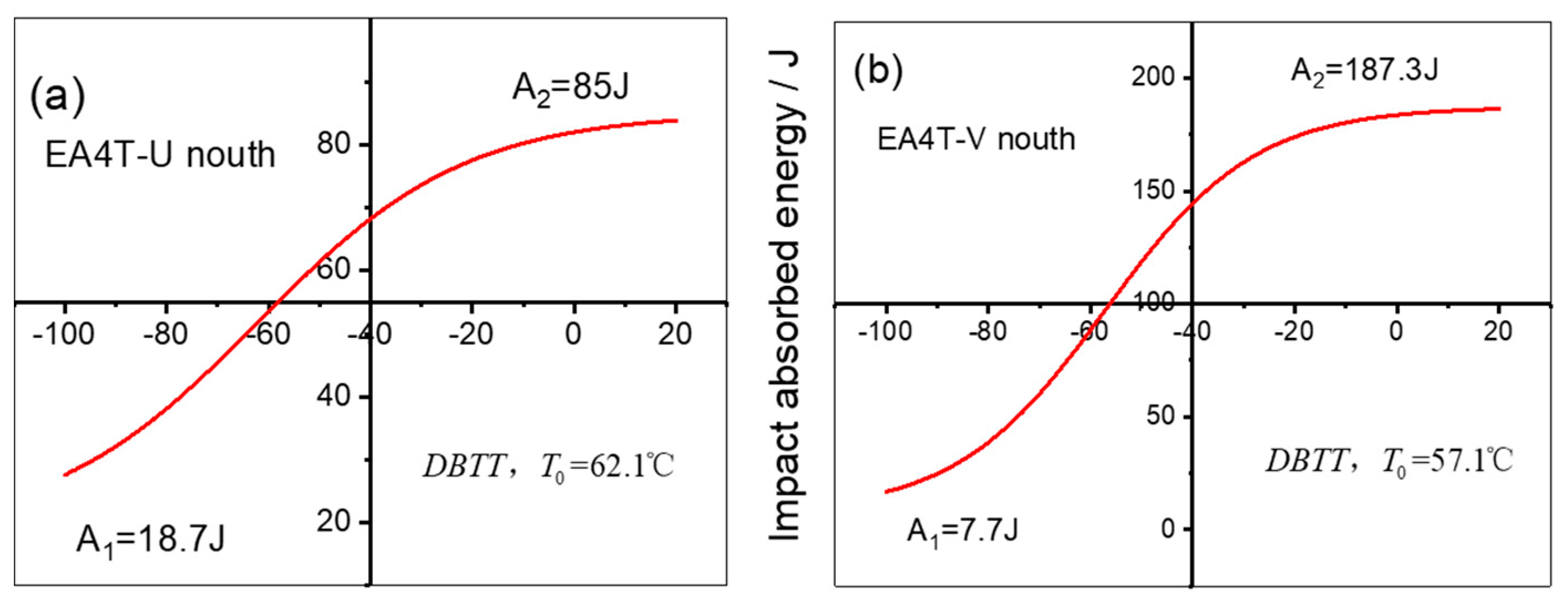
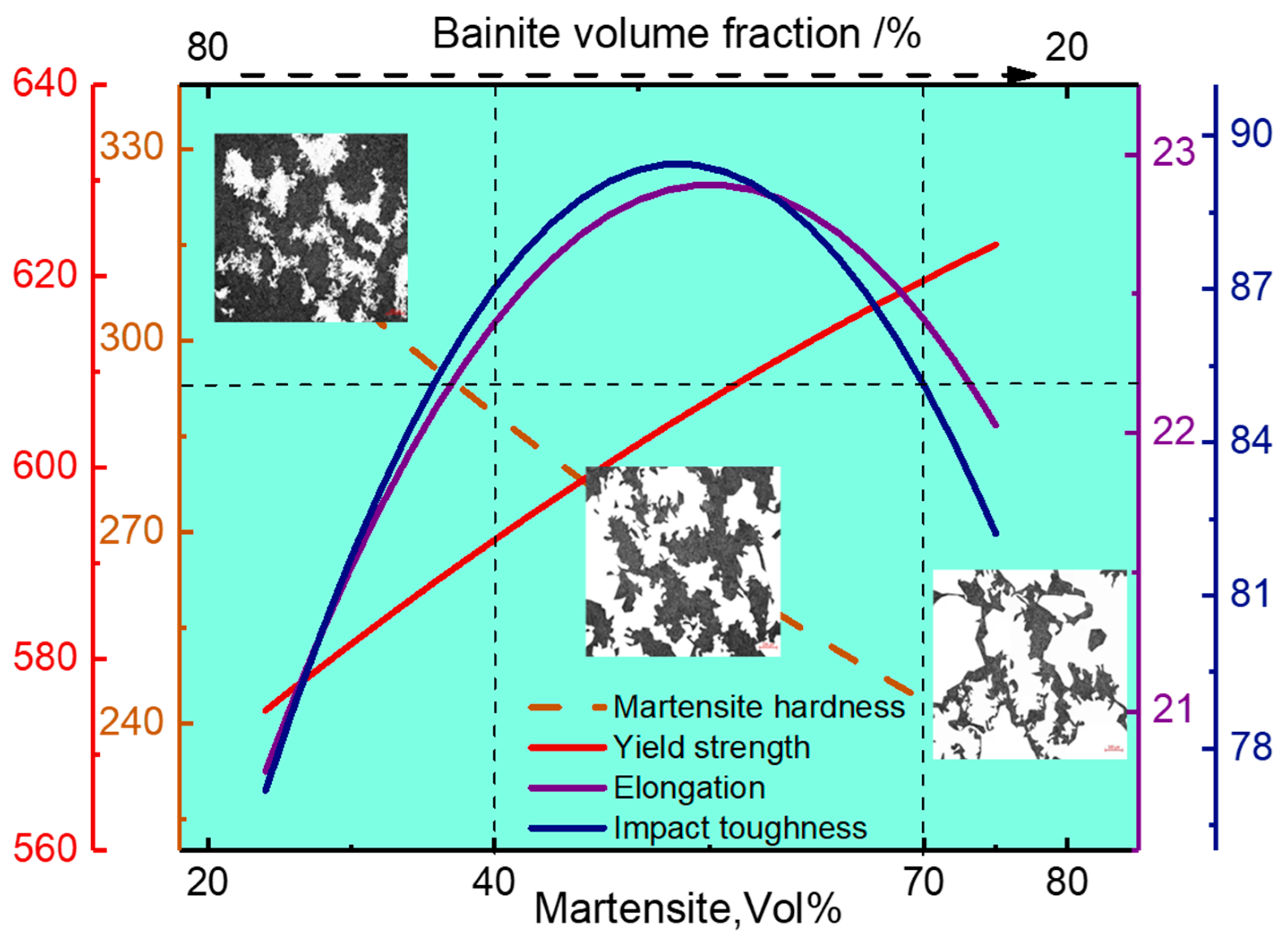
- The mechanical property prediction model of EA4T steel was established according to the volume fraction of martensite and bainite. The mathematical model can be used to rapidly predict the mechanical properties of EA4T steel. When the volume fraction of martensite in steel is 40–70%, the yield strength is 590–620 MPa, and the impact toughness is ≥85 J, respectively. The combination of strength, ductility, and impact toughness is excellent when the volume fractions of martensite and bainite are closer, the impact toughness is excellent, and the 50% fraction appearance transition temperature is −60 °C.
- (2)
- The beneficial influence has been attributed to the improved mechanisms based on the interaction and different volume fractions of martensite and bainite, which could be explained by the following factors: (i) in terms of the rule of mixtures; (ii) the strength of the martensite/bainite dual phase structure increases linearly with increasing the volume fraction of martensite; (iii) the strength of martensite is higher than that of bainite. Simultaneously, bainite, as a relatively soft phase, plays an important role in balancing strength and toughness.
- (3)
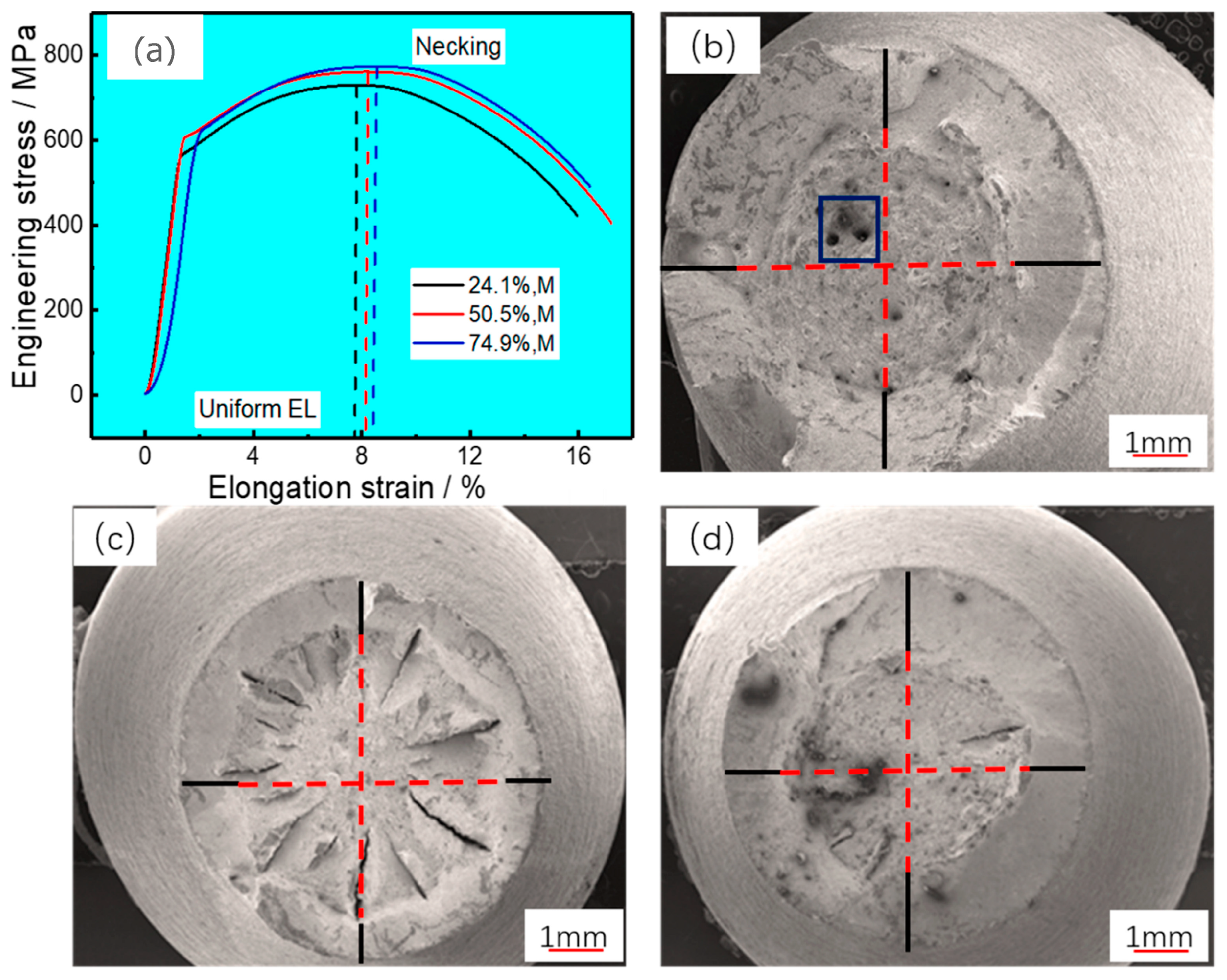
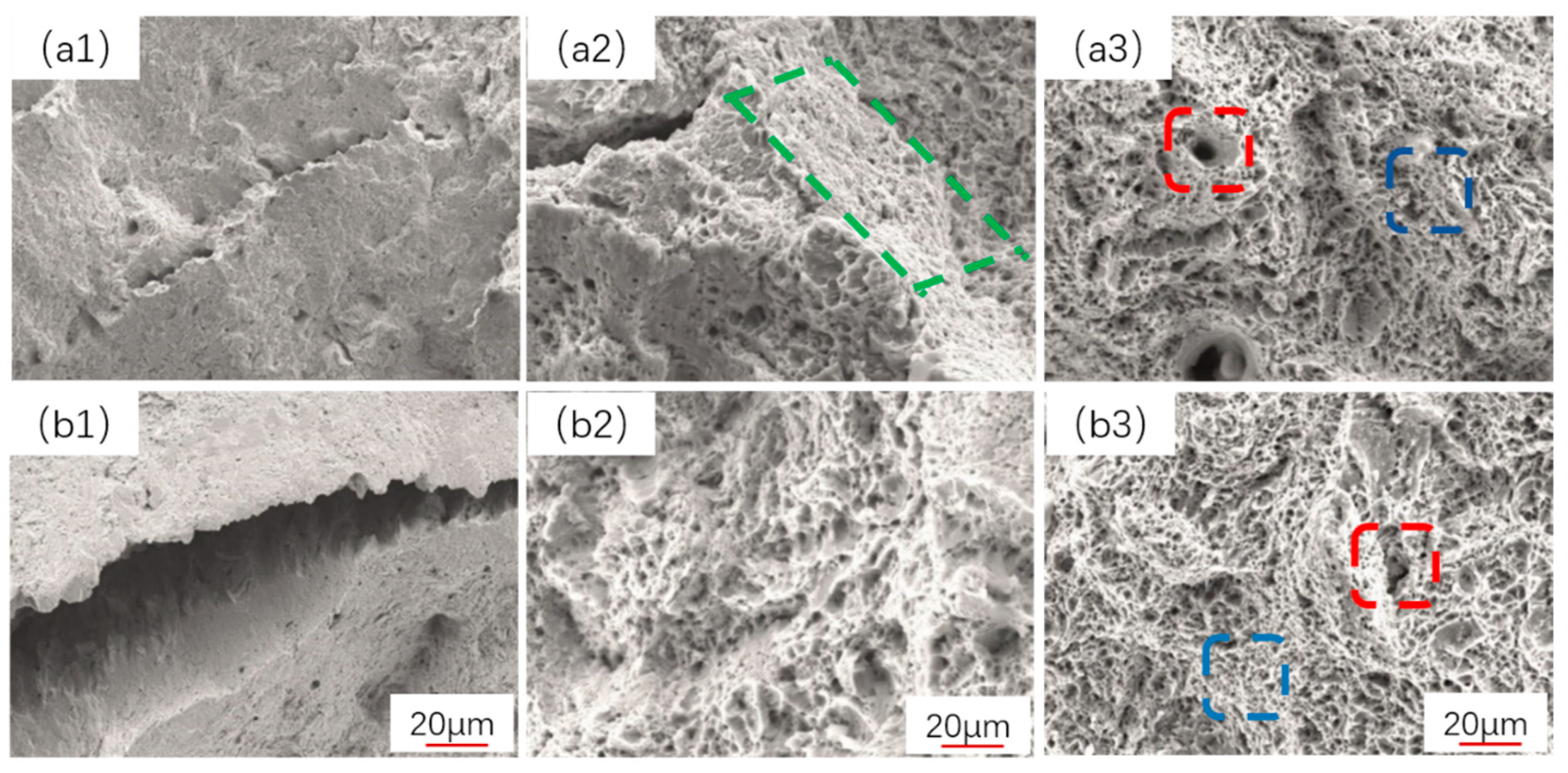
- The fracture morphology of tensile specimens has shown that the necking behavior of the specimen occurred at significant levels and that the fracture surfaces exhibited a dimple rupture mode. The 50.5% martensitic specimen has more intense plastic deformation under tensile stress, and its dampers are larger and deeper, thus its plasticity is excellent.
- (4)
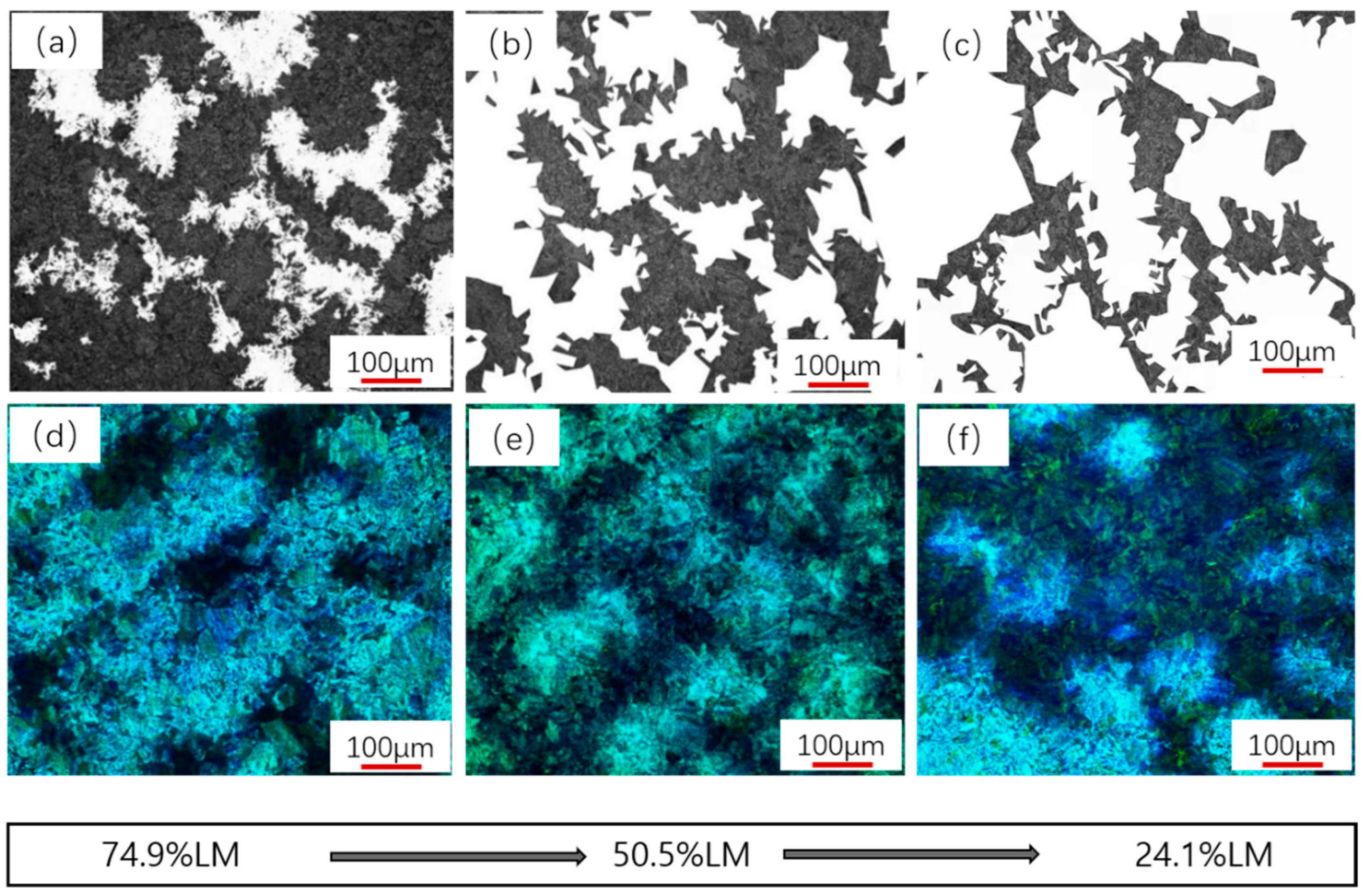
- According to the concept of mixtures rule, the yield strengths of martensite and bainite structures were approximately calculated for three group dates of martensite fraction, which were 24.1–36.2%, 47.2–50.5%, and 50.5–74.9%, respectively. With the increasing volume fraction of bainite, the strength and hardness of the martensite microstructure are gradually improved.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- EN 13261:2020; Railway Applications—Wheelsets and Bogies-Axles-Produce Requirements. iTech: Toronto, ON, Canada, 2020.
- Xu, Y.; Zhang, Y.; Zhuang, X.; Cao, Z.; Lu, Y.; Zhao, Z. Numerical modeling and anvil design of high-speed forging process for railway axles. Int. J. Mater. Form. 2021, 14, 813–832. [Google Scholar] [CrossRef]
- Li, X.; Zhang, J.; Yang, B. Effect of mico-shot peening, conventional shot peening and their combination on fatigue property of EA4T axle steel. J. Mater. Process. Tech. 2020, 272, 116320. [Google Scholar] [CrossRef]
- Klinger, C.; Bettge, D. Axle fracture of an ICE high-speed train. Eng. Fail. Anal. 2013, 35, 66–81. [Google Scholar] [CrossRef]
- Zerbst, U.; Beretta, S.; Kohler, G.; Lawton, A.; Vormwald, M.; Beier, H.; Klinger, C. Safe life and damage tolerance aspects of railways axles—A review. Eng. Fract. Mech. 2013, 98, 214–271. [Google Scholar] [CrossRef]
- Pan, T.; Zhu, J.; Liu, S.; Gu, J.; Cai, M.; Liu, S.; Zhou, H.; Shi, H.; Lin, J. Experimental Analysis on Comprehensive Properties of Axle for High-Speed Trains. China Railw. Sci. 2014, 35, 71–76. [Google Scholar]
- Defries, R.S.; Nolan, C.J.; Brassard, T.V. Some Observations on the Relationship between Microstructure and Mechanical Properties in Large Cylindrical Gun Tube Foreigns; AD-702912; Watervliet Arsenal: Watervliet, NY, USA, 1970. [Google Scholar]
- Kendall, D.P. The Effect of Loading Rate and Temperature on the Fracture Toughness of High Strength Steels; AD-713357; Watervliet Arsenal: Watervliet, NY, USA, 1970. [Google Scholar]
- Liang, Y.; Long, S.; Xu, P.; Lu, Y.; Jiang, Y.; Liang, Y.; Yang, M. The important role of martensite laths to fracture toughness for the ductile fracture controlled by the strain in EA4T axle steel. Mater. Sci. Eng. A 2017, 695, 154–164. [Google Scholar] [CrossRef]
- Long, S.; Liang, Y.; Jiang, Y.; Liang, Y.; Yang, M.; Yi, Y.-L. Effect of quenching temperature on martensite multi-level microstructures and properties of strength and toughness in 20CrNi2Mo steel. Mater. Sci. Eng. A 2016, 276, 38–47. [Google Scholar] [CrossRef]
- Wang, C.; Wang, M.; Shi, J.; Hui, W.; Dong, H. Effect of microstructure refinement on the toughness of low carbon martensitic steel. Scr. Mater. 2008, 58, 492–495. [Google Scholar] [CrossRef]
- Wang, C.; Wang, M.; Shi, J.; Hui, W.; Dong, H. Effect of Microstructure Refinement on the Strength and Toughness of Low Alloy Martensitic Steel. J. Mater. Sci. Technol. 2007, 23, 659–665. [Google Scholar]
- Avishan, B.; Khoshkebari, S.M.; Yazdani, S. Effect of pre-existing martensite within the microstructure of nano bainitic steel on its mechanical properties. Mater. Chem. Phys. 2021, 260, 124160. [Google Scholar] [CrossRef]
- Gao, G.; Anb, B.; Zhang, H. Concurrent enhancement of ductility and toughness in an ultrahigh strength ean alloy steel treated by bainite-based quenching-partitioning-tempering process. Mater. Sci. Eng. 2017, 702, 104–105. [Google Scholar] [CrossRef]
- Gao, G.; Zhang, B.; Cheng, C.; Zhao, P.; Zhang, H.; Bai, B. Very high cycle fatigue behaviors of bainite/martensite multiphase steel treated by quenching partitioning tempering process. Int. J. Fatigue 2016, 92, 203–210. [Google Scholar] [CrossRef]
- Zhao, P.; Gao, G.; Misra, R.D.K.; Bai, B. Effect of microstructure on the very high cycle fatigue behavior of a bainite/martensite multiphase steel. Mater. Sci. Eng. A 2015, 630, 1–7. [Google Scholar]
- Long, X.Y.; Sun, D.Y.; Wang, K.; Zhang, F.; Yang, Z.; Li, Y.; Zheng, C. Effect of carbon distribution range in mixed bainite/martensite/retained austenite microstructure on mechanical properties. J. Mater. Res. Technol. 2022, 17, 898–912. [Google Scholar]
- Park, K.Y.-T.; Kwon, H.-J. Interpretation of the Strengthening of Steel with Lower Bainite and Martensite Mixed Microstructure. Met. Mater. Int. 2001, 7, 95–99. [Google Scholar] [CrossRef]
- Pent, K.; Yang, C.; Fan, C.; Lin, S. In situ observation and electron backscattered diffraction analysis of granular bainite in the simulated heat-affected zone of high-strength low alloy steel. Sci. Technol. Weld. Join. 2018, 23, 158–163. [Google Scholar]
- Soleimani, M.; Mirzadeh, H.; Dehghanias, C. Phase transformation mechanism and kinetics during step quenching of st37 low carbon steel. Mater. Res. Express 2019, 6, 116562. [Google Scholar] [CrossRef]
- Baek, M.-S.; Kim, K.-S.; Park, T.-W.; Ham, J.; Lee, K.-A. Quantitative phase analysis of martensite-bainite steel using EBSD and its microstructure, tensile and high-cycle fatigue behaviors. Mater. Sci. Eng. A 2020, 785, 0139375. [Google Scholar] [CrossRef]
- Chen, S.; Hu, J.; Shan, L.; Wang, C.; Zhao, X.; Xu, W. Characteristics of bainitic transformation and its effects on the mechanical properties in quenching and partitioning steels. Mater. Sci. Eng. A 2021, 803, 140706. [Google Scholar]
- Samuel, F.H.; Daniel, D.; Sudre, O. Further Investigations on the Microstructure and Mechanical Behaviour of Granular Bainite in a High Strength, Low Alloy Steel: Comparison of Ferrite Pearlite and Ferrite Martensite Microstructures. Mater. Sci. Eng. 1987, 92, 43–62. [Google Scholar] [CrossRef]
- Tomita, Y.; Okabaysshi, K. Improvement in lower temperature mechanical properties of 0.40 pct C-Ni-Cr-Mo ultrahigh strength steel with the second phase lower bainite. Metall. Trans. A 1983, 14, 485–492. [Google Scholar] [CrossRef]
- Tomita, Y.; Okabaysshi, K. Mechanical properties of 0.40Pct C-Ni-Cr-Mo high strength steel having a mixed structure of martensite and bainite. Metall. Trans. A 1985, 16, 73–82. [Google Scholar] [CrossRef]
- Tomita, Y.; Okabaysshi, K. Effect of Microstructure on strength and toughness of heat-treated low alloy structure steel. Metall. Trans. A 1986, 17A, 1203–1210. [Google Scholar]
- Tomita, Y.; Okabaysshi, K. Effect of continuous-cooling transformation structure on mechanical properties of 0.4C-Cr-Mo-Ni steel. J. Mater. Sci. 1994, 29, 1612–1616. [Google Scholar]
- Katsumate, M.; Ishiyama, O.; Inoue, T.; Tanaka, T. Microstructure and Mechanical Properties of Bainite Containing Martensite and Retained Austenite in Low Carbon HSLA Steels. Mater. Trans. JIM 1991, 32, 715–728. [Google Scholar]
- Krauss, G. Martensite in steel: Strength and structure. Mater. Sci. Eng. A 1999, 273–275, 40–57. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, Q.; Ren, J.; Li, R.; Wang, M.; Zhang, F.; Sun, K. Effect of martensitic morphology on mechanical properties of an as-quenched and tempered 25crmo48v steel. Mater. Sci. Eng. A 2012, 534, 339–346. [Google Scholar]
- Abbaszadeh, K.; Saghafian, H.; Kheirandish, S. Effect of Bainite Morphology on Mechanical Properties of the Mixed Bainite-martensite Microstructure in D6AC Steel. J. Mater. Sci. Technol. 2012, 28, 336–342. [Google Scholar] [CrossRef]
- Luo, Z.; Shen, J.; Su, H.; Ding, Y.-H.; Yang, C.-F.; Zhu, X. Effect of substructure on toughness of lath martensite/bainite mixed structure in low carbon steels. J. Iron Steel Res. Int. 2010, 17, 44–48. [Google Scholar] [CrossRef]
- Sun, X.J.; Yuan, S.F.; Xie, Z.J.; Dong, L.; Shang, C.; Misra, R. Microstructure property relationship in a high strength high toughness combination ultra heavy gauge offshore plate steel: The significance of multiphase microstructure. Mater. Sci. Eng. A 2017, 689, 212–219. [Google Scholar]
- Gao, G.; Xu, Q.; Guo, H.; Gui, X.; Zhang, B.; Bai, B. Effect of inclusion and microstructure on the very high cycle fatigue behaviors of high strength bainite/martensite multiphase steels. Mater. Sci. Eng. A 2019, 739, 404–414. [Google Scholar] [CrossRef]
- Chen, J.; Zhang, B.; Zeng, L.; Song, Z.-M.; She, Y.-Y.; Zhang, G.-P. Optimal Bainite Contents for Maximizing Fatigue Cracking Resistance of Bainite/Martensite Dual-Phase EA4T Steels. Steel Res. Int. 2018, 89, 1700562. [Google Scholar] [CrossRef]
- Sun, D.; Wang, H.; An, X.; Wang, G.; Huang, S.; Huang, X. Quantitative evaluation of the contribution of carbide-free bainite, lath martensite, and retained austenite on the mechanical properties of C-Mn-Si high-strength steels. Mater. Charact. 2023, 199, 112802. [Google Scholar] [CrossRef]
- Smoljan, B. Prediction of mechanical properties and microstructure distribution of quenched and tempered steel shaft. J. Mater. Process. Technol. 2006, 175, 393–397. [Google Scholar] [CrossRef]
- Smoljan, B.; Iljkic, D.; Traven, F. Predictions of Mechanical Properties of Quenched and Tempered Steel. J. Mech. Eng. 2010, 56, 115–120. [Google Scholar]
- Wang, Y.; Hua, J.; Kong, M.; Zeng, Y.; Liu, J.; Liu, Z. Quantitative Analysis of Martensite and Bainite Microstructure Using Electron Backscatter Diffraction. Microsc. Res. Tech. 2016, 79, 814–819. [Google Scholar] [CrossRef] [PubMed]
- Douglasv, D. Application of Hardenability Concepts in Heat Treatment of Steel. Am. Soc. Met. 1979, 1, 5–30. [Google Scholar]
- Qiu, J.; Zhang, M.; Gao, G.; Tan, Z.; Bai, B. Research and modeling on the correlation among microstructure, yield strength, and process of bainite/martensite steel. J. Iron Steel Res. Int. 2020, 27, 834–841. [Google Scholar] [CrossRef]
- Liu, K.; He, T.Q.; Wan, X.L. The effect of isothermal holding on the microstructures and mechanical properties of a low carbon alloy steel. Mater. Charact. 2011, 62, 340–345. [Google Scholar] [CrossRef]
- Ray, K.; Mondal, D. Some aspects of deformation behavior of coarse multiphase metallic materials. Metall. Mater. Trans. A 1992, 120, 3309–3315. [Google Scholar] [CrossRef]
- Ankem, S.; Margolin, H. A rationalization of stress-strain behavior of two-ductile phase alloys. Metall. Trans. A 1986, 17, 2209–2226. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; Honeycombe, S.R. Modelling of microstructure and properties. In Steel; Elsevier: Amsterdam, The Netherlands, 2006; p. 321. [Google Scholar]
- Abbaszadeh, P.; Kheirandish, S.; Saghafian, H.; Goodarzy, M.H. Effect of Austenitizing Temperature on Mechanical Properties of the Mixed Bainite Martensite Microstructure in CrMoV Steel. Mater. Res. 2018, 21, 1–7. [Google Scholar] [CrossRef] [Green Version]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | C | Si | Mn | P | S | Cr | Ni | Cu | V | Mo | W |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1# | 0.27 | 0.29 | 0.72 | 0.011 | 0.0014 | 1.15 | 0.24 | 0.035 | 0.038 | 0.24 | 0.004 |
| 5# | 0.26 | 0.29 | 0.70 | 0.011 | 0.0019 | 1.11 | 0.24 | 0.034 | 0.037 | 0.24 | 0.004 |
| 10# | 0.28 | 0.30 | 0.74 | 0.013 | 0.0025 | 1.13 | 0.25 | 0.041 | 0.039 | 0.25 | 0.004 |
| No. | M /% | B /% | HVT /HV1 | HVT-M /HV1 | HVT-B /HV1 | HVE /HV1 | HVE-M /HV1 | HVE-B /HV1 | Rp0.2 /MPa | Rm /MPa | A /% | Z /% | KU2 /J |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1# | 24.1 | 75.9 | 228 | 320 | 204 | 374 | 530 | 325 | 572 | 730 | 21.5 | 65 | 78 |
| 2# | 24.8 | 75.2 | 232 | 309 | 211 | 371 | 522 | 322 | 572 | 726 | 20.0 | 60 | 77 |
| 3# | 27.0 | 73.0 | 226 | 326 | 207 | 375 | 522 | 321 | 586 | 730 | 21.5 | 66 | 82 |
| 4# | 33.0 | 67.0 | 219 | 288 | 202 | 394 | 531 | 326 | 581 | 729 | 21.5 | 72 | 79 |
| 5# | 33.1 | 66.9 | 231 | 296 | 206 | 387 | 522 | 321 | 578 | 733 | 22.0 | 69 | 83 |
| 6# | 36.2 | 63.8 | 231 | 308 | 223 | 399 | 531 | 324 | 603 | 756 | 22.0 | 68 | 88 |
| 7# | 44.5 | 55.5 | 234 | 258 | 196 | 423 | 539 | 329 | 594 | 753 | 22.5 | 70 | 88 |
| 8# | 47.2 | 52.8 | 244 | 293 | 223 | 433 | 547 | 331 | 606 | 766 | 23.0 | 74 | 88 |
| 9# | 48.6 | 51.4 | 231 | 274 | 211 | 430 | 539 | 328 | 594 | 740 | 23.0 | 73 | 89 |
| 10# | 50.4 | 49.6 | 230 | 272 | 219 | 429 | 531 | 326 | 594 | 743 | 22.5 | 70 | 88 |
| 11# | 50.5 | 49.5 | 234 | 274 | 217 | 436 | 539 | 330 | 610 | 761 | 23.0 | 72 | 93 |
| 12# | 74.9 | 25.1 | 247 | 237 | 214 | 479 | 530 | 324 | 624 | 774 | 22.0 | 70 | 82 |
| Equations (9)–(13) | Equations (14)–(18) | |||
|---|---|---|---|---|
| ρ | δ/% | ρ | δ/% | |
| Rm | 0.90 | 0.93 | 0.83 | 0.93 |
| ReH | 0.92 | 0.62 | 0.89 | 1.02 |
| A | 0.89 | 2.94 | 0.88 | 1.42 |
| Z | 0.93 | 1.70 | 0.83 | 2.44 |
| KU2 | 0.93 | 1.63 | 0.90 | 1.85 |
| M% | HVT-M/HVT-B | |||
|---|---|---|---|---|
| 24.1–36.2 | 766.5 | 510.3 | 1.50 | 1.44–1.57 |
| 47.2–50.5 | 670.0 | 548.8 | 1.22 | 1.26–1.31 |
| 50.5–74.9 | 638.4 | 581.0 | 1.10 | 1.11–1.26 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Cao, Y.; Huang, G.; Wang, Y.; Li, Q.; He, J. Influence of Martensite/Bainite Dual Phase-Content on the Mechanical Properties of EA4T High-Speed Axle Steel. Materials 2023, 16, 4657. https://doi.org/10.3390/ma16134657
Zhang Y, Cao Y, Huang G, Wang Y, Li Q, He J. Influence of Martensite/Bainite Dual Phase-Content on the Mechanical Properties of EA4T High-Speed Axle Steel. Materials. 2023; 16(13):4657. https://doi.org/10.3390/ma16134657
Chicago/Turabian StyleZhang, Yan, Yu Cao, Guangjie Huang, Yanyang Wang, Qilei Li, and Jie He. 2023. "Influence of Martensite/Bainite Dual Phase-Content on the Mechanical Properties of EA4T High-Speed Axle Steel" Materials 16, no. 13: 4657. https://doi.org/10.3390/ma16134657