
Proposition of New Testing Procedure for the Mechanical Properties of Bulk-Fill Materials

 , , ,
, , ,  ,
,  , and
, and
Abstract
:1. Introduction
- 1.
- There is no difference between 2 mm specimens (polymerised according to the ISO standard) and 4 mm specimens (polymerised according to the rapid 3 s or 10 s protocol).
- 2.
- There is no difference in the investigated properties when comparing different polymerisation protocols.
- 3.
- There is no difference in FS, FM, or MH after 24 h, 10,000 thermocycles, and 10,000 thermocycles followed by 7 days of immersion in absolute ethanol.
- 4.
- There is no difference among the materials in the investigated properties.
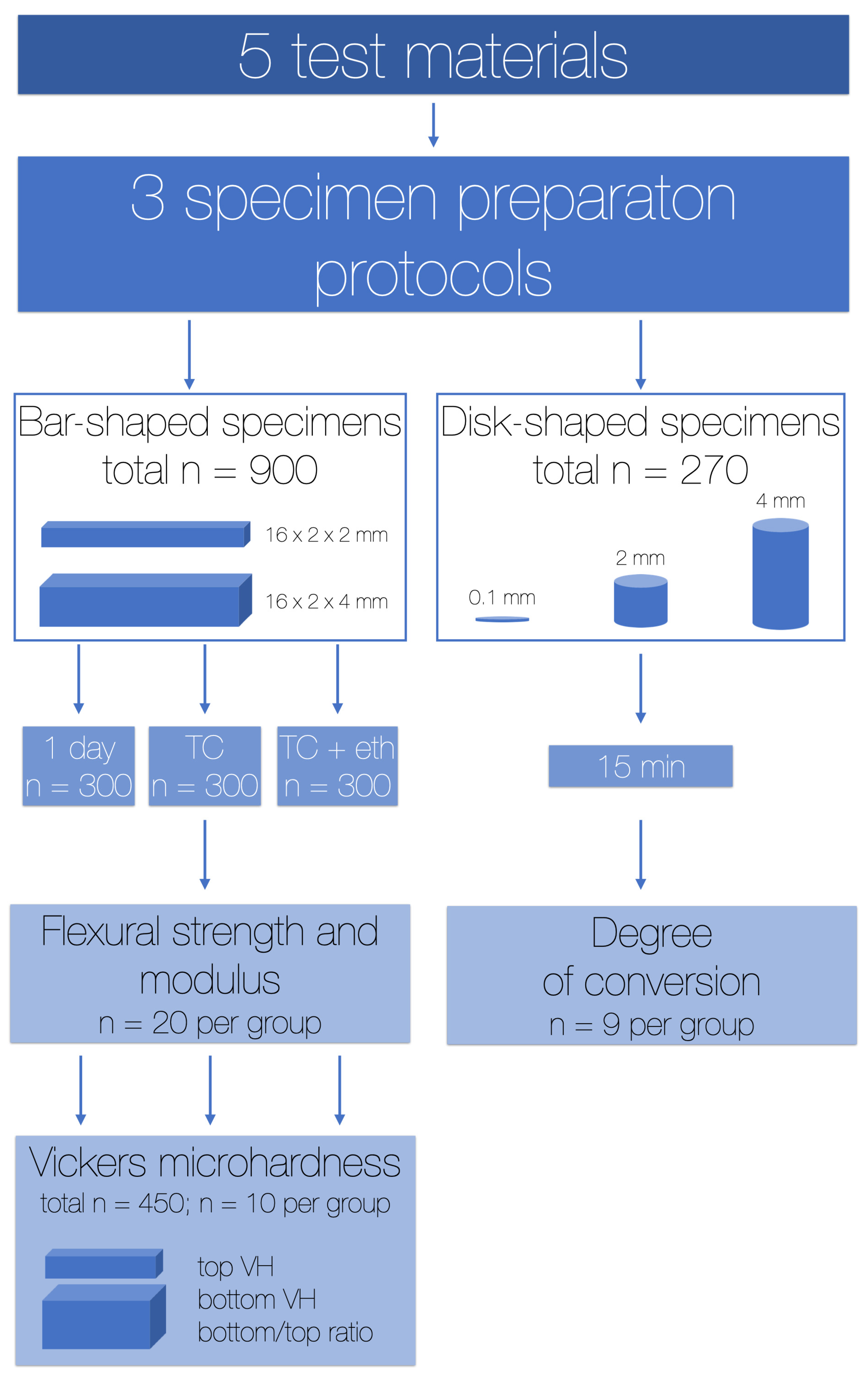
2. Materials and Methods
2.1. Materials
2.2. Testing Methods
- 1.
- 3 s protocol: during 3 s with an average value of 2600 mW/cm2;
- 2.
- 10 s protocol: during 10 s with an average value of 1000 mW/cm2;
- 3.
- ISO protocol: during 20 s with an average value of 1000 mW/cm2.
- 1.
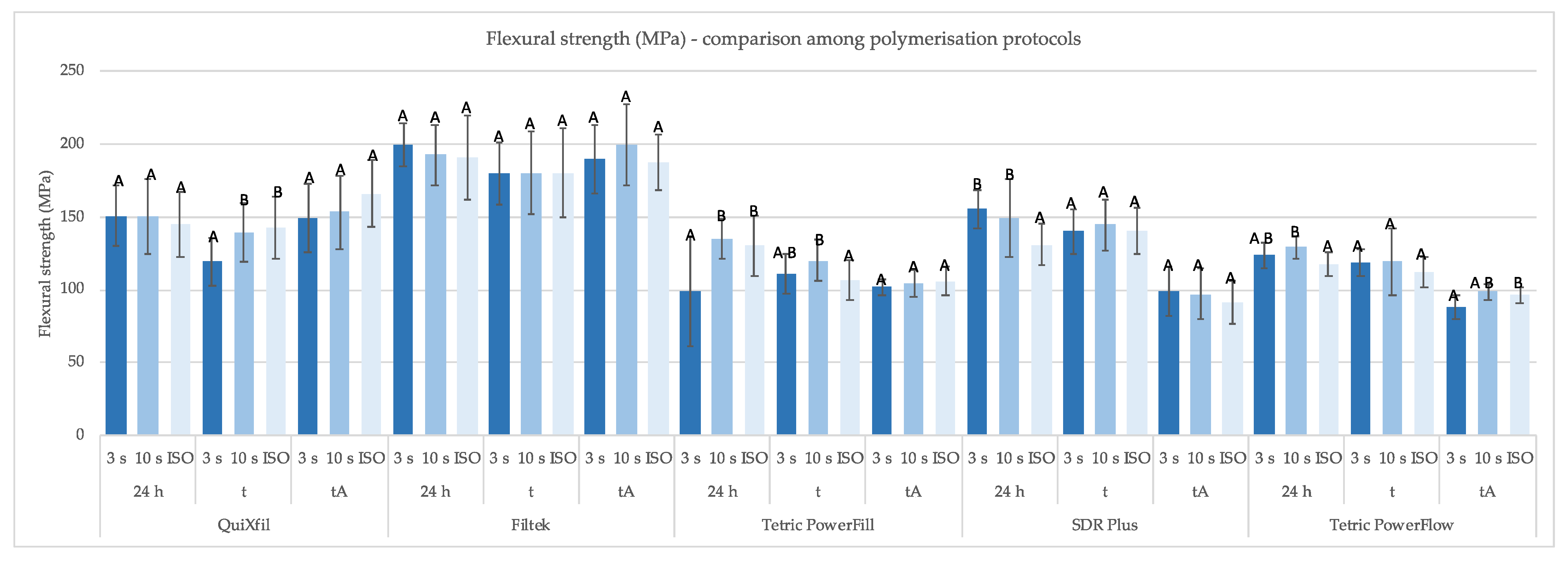
- Three-point bending test: FS and FM (2 and 4 mm, short-term and after accelerated ageing);
- 2.
- MH (2 and 4 mm, short-term and after accelerated ageing);
- 3.
- Degree of conversion (0.1 and 2 or 4 mm).

2.2.1. Specimens for Three-Point Bending Test and Microhardness
- 1.
- “3 s” group—4 mm thick specimens polymerised 3 times for 3 s with radiant exitance of 2600 mW/cm2 only on one side (3 times in total);
- 2.
- “10 s” group—4 mm thick specimens polymerised 3 times for 10 s with radiant exitance of 1000 mW/cm2 only on one side (3 times in total);
- 3.
- “ISO group”—2 mm thick specimens polymerised according to ISO 4049 [18]—3 times for 20 s with radiant exitance of 1000 mW/cm2 on each side (6 times in total).
Measurement Time Points/Aging
- One day in distilled water (n = 20);
- Thermocycling (t) (n = 20);
- Thermocycling and 7 days in absolute alcohol (tA) (n = 20).
Thermocycling Protocol
Three-Point Bending Test
Microhardness Testing
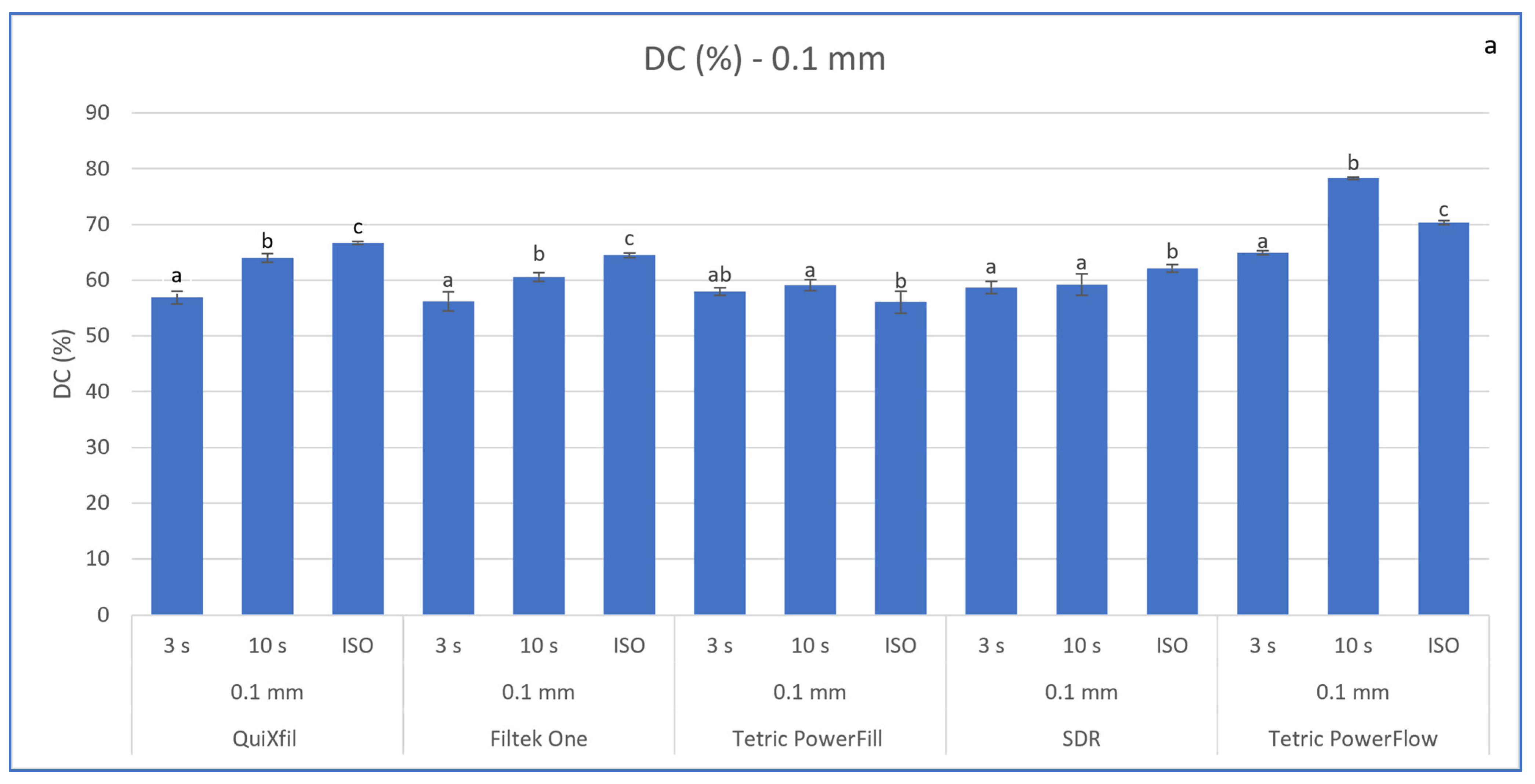
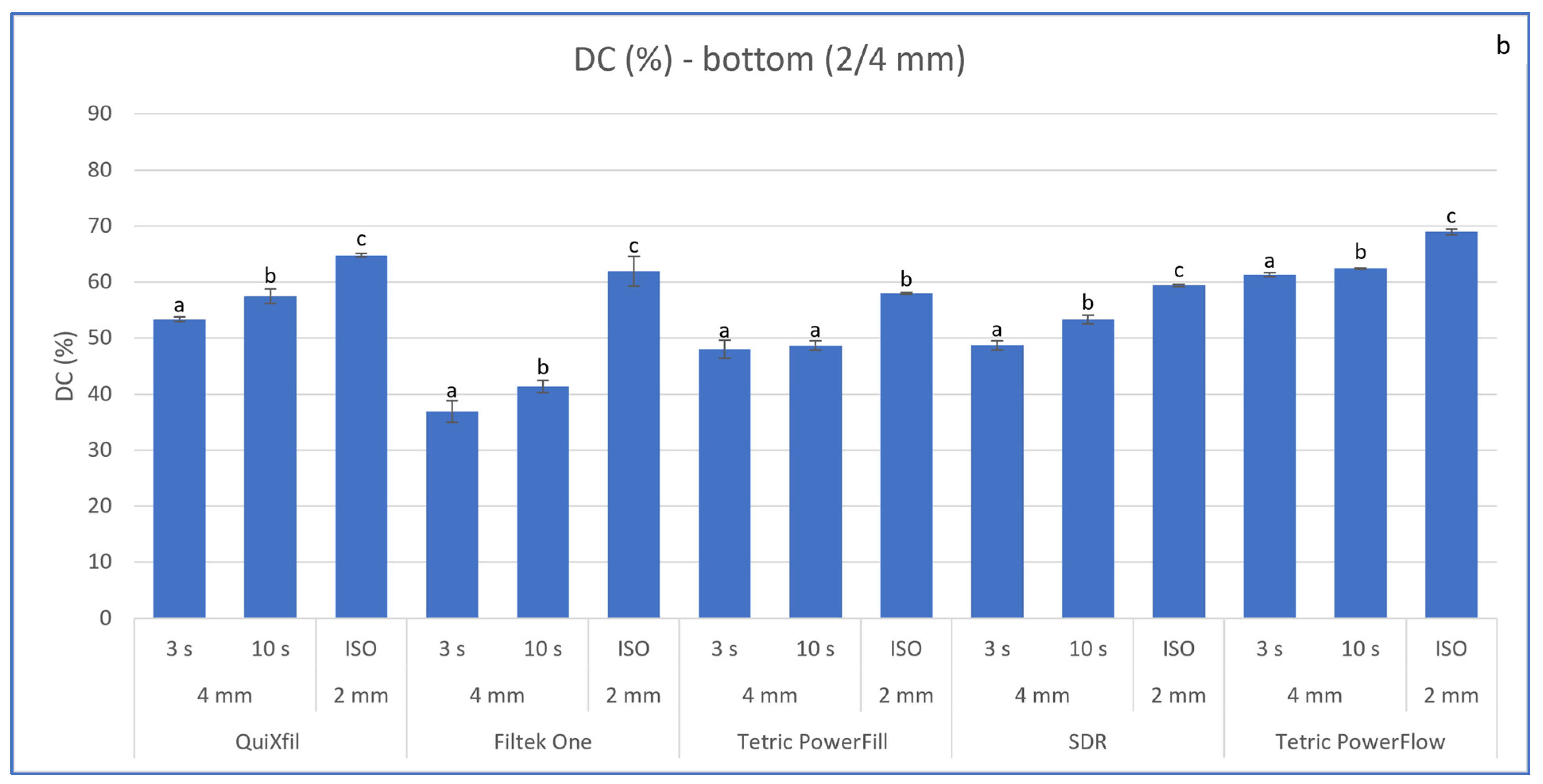
2.2.2. Degree of Conversion
2.3. Statistical Analysis
3. Results
3.1. Degree of Conversion
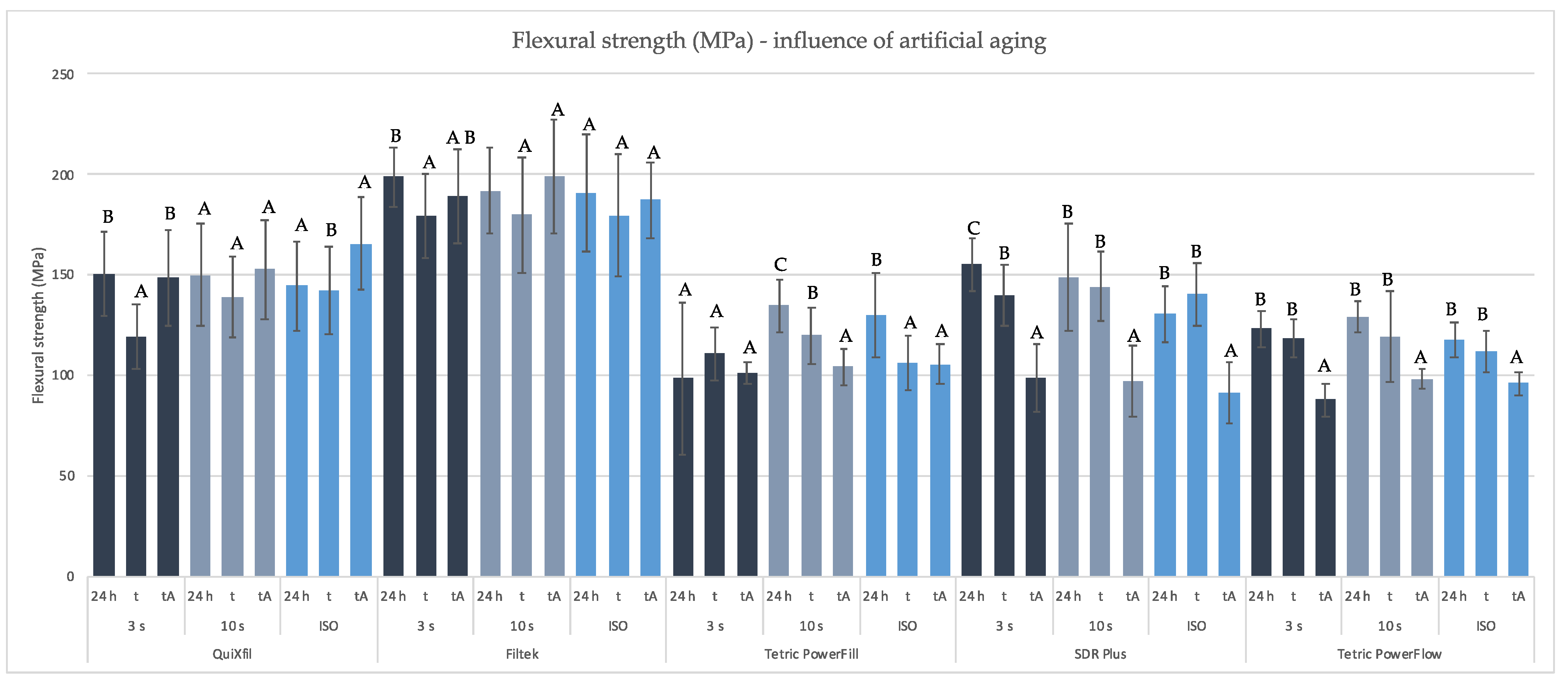
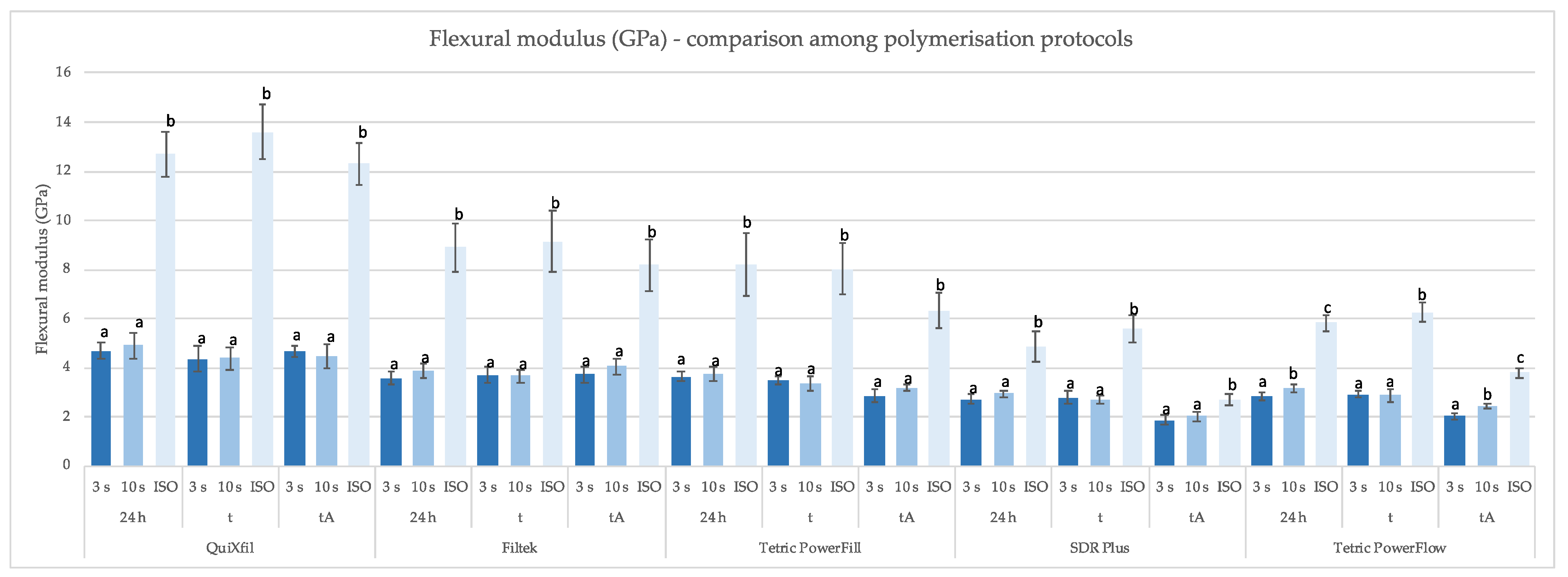
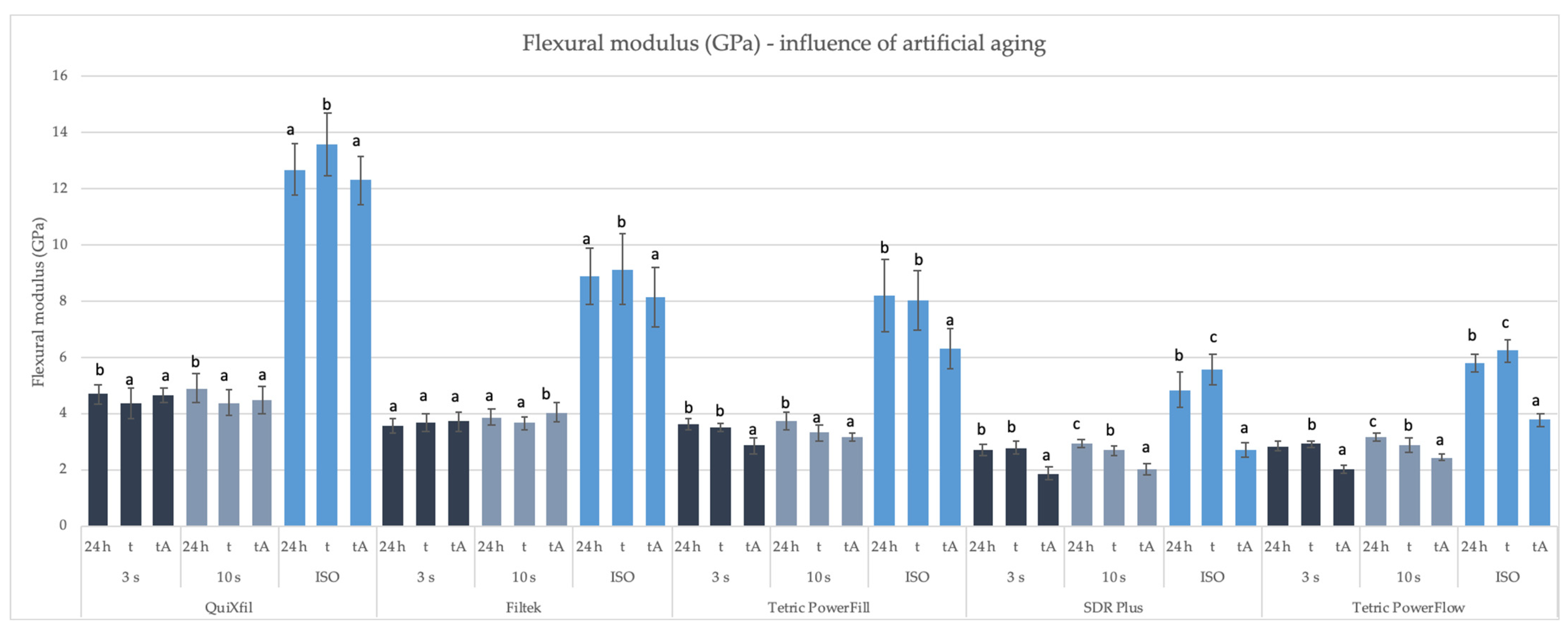
3.2. Macromechanical Properties
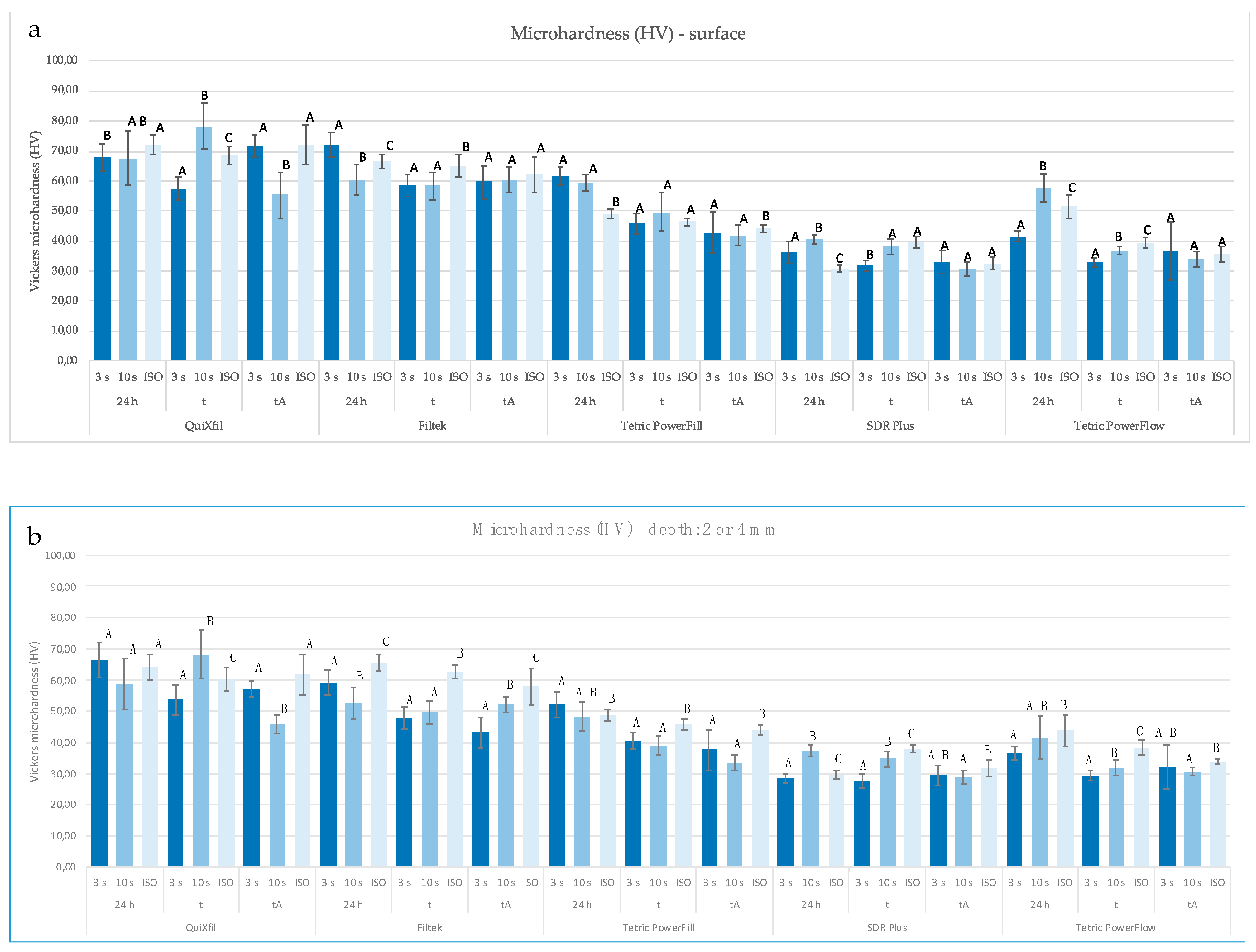
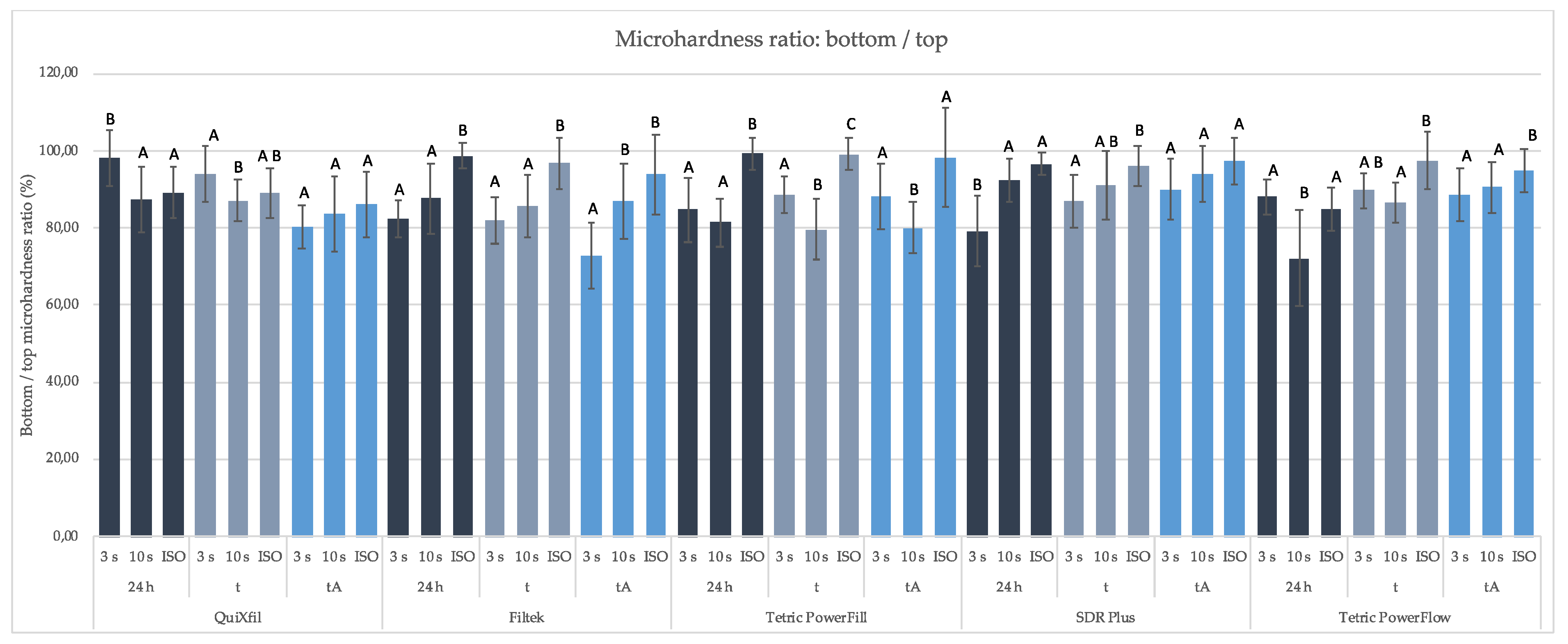
3.3. Micromechanical Properties
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Haugen, H.J.; Marovic, D.; Par, M.; Thieu, M.K.L.; Reseland, J.E.; Johnsen, G.F. Bulk Fill Composites Have Similar Performance to Conventional Dental Composites. Int. J. Mol. Sci. 2020, 21, 5136. [Google Scholar] [CrossRef] [PubMed]
- Heck, K.; Manhart, J.; Hickel, R.; Diegritz, C. Clinical evaluation of the bulk fill composite QuiXfil in molar class I and II cavities: 10-year results of a RCT. Dent. Mater. 2018, 34, e138–e147. [Google Scholar] [CrossRef] [PubMed]
- Van Dijken, J.W.; Pallesen, U. Posterior bulk-filled resin composite restorations: A 5-year randomized controlled clinical study. J. Dent. 2016, 51, 29–35. [Google Scholar] [CrossRef]
- Marovic, D.; Par, M.; Crnadak, A.; Sekelja, A.; Negovetic Mandic, V.; Gamulin, O.; Rakic, M.; Tarle, Z. Rapid 3 s Curing: What Happens in Deep Layers of New Bulk-Fill Composites? Materials 2021, 14, 515. [Google Scholar] [CrossRef] [PubMed]
- Ilie, N.; Kessler, A.; Durner, J. Influence of various irradiation processes on the mechanical properties and polymerisation kinetics of bulk-fill resin based composites. J. Dent. 2013, 41, 695–702. [Google Scholar] [CrossRef] [PubMed]
- Bucuta, S.; Ilie, N. Light transmittance and micro-mechanical properties of bulk fill vs. conventional resin based composites. Clin. Oral Investig. 2014, 18, 1991–2000. [Google Scholar] [CrossRef]
- Ilie, N. Sufficiency of curing in high-viscosity bulk-fill resin composites with enhanced opacity. Clin. Oral Investig. 2019, 23, 747–755. [Google Scholar] [CrossRef]
- Todd, J. Scientific Documentation 3s PowerCure; Ivoclar Vivadent: Schaan, Liechtenstein, 2019. [Google Scholar]
- Gorsche, C.; Griesser, M.; Gescheidt, G.; Moszner, N.; Liska, R. β-Allyl Sulfones as Addition–Fragmentation Chain Transfer Reagents: A Tool for Adjusting Thermal and Mechanical Properties of Dimethacrylate Networks. Macromolecules 2014, 47, 7327–7336. [Google Scholar] [CrossRef]
- 3M Filtek One Bulk Fill Restaurative. Shrinkage, Stress and Bulk Fill Restoratives. 2020. Available online: https://multimedia.3m.com/mws/media/1317665O/1317663m-filtek-one-bulk-fill-restorative-shrink-stressand-bulk-fill-restoratives.pdf (accessed on 16 June 2023).
- Moszner, N.; Fischer, U.K.; Ganster, B.; Liska, R.; Rheinberger, V. Benzoyl germanium derivatives as novel visible light photoinitiators for dental materials. Dent. Mater. 2008, 24, 901–907. [Google Scholar] [CrossRef]
- Ilie, N. Resin-Based Bulk-Fill Composites: Tried and Tested, New Trends, and Evaluation Compared to Human Dentin. Materials 2022, 15, 8095. [Google Scholar] [CrossRef]
- Marovic, D.; Par, M.; Macan, M.; Klaric, N.; Plazonic, I.; Tarle, Z. Aging-Dependent Changes in Mechanical Properties of the New Generation of Bulk-Fill Composites. Materials 2022, 15, 902. [Google Scholar] [CrossRef] [PubMed]
- Morresi, A.L.; D’Amario, M.; Capogreco, M.; Gatto, R.; Marzo, G.; D’Arcangelo, C.; Monaco, A. Thermal cycling for restorative materials: Does a standardized protocol exist in laboratory testing? A literature review. J. Mech. Behav. Biomed. Mater. 2014, 29, 295–308. [Google Scholar] [CrossRef] [PubMed]
- Ilie, N.; Hickel, R. Investigations on mechanical behaviour of dental composites. Clin. Oral Investig. 2009, 13, 427–438. [Google Scholar] [CrossRef]
- Ferracane, J.L. Hygroscopic and hydrolytic effects in dental polymer networks. Dent. Mater. 2006, 22, 211–222. [Google Scholar] [CrossRef] [PubMed]
- Sideridou, I.D.; Karabela, M.M.; Bikiaris, D.N. Aging studies of light cured dimethacrylate-based dental resins and a resin composite in water or ethanol/water. Dent. Mater. 2007, 23, 1142–1149. [Google Scholar] [CrossRef]
- ISO 4049:2009; Dentistry—Polymer-Based Filling, Restorative and Luting Materials. International Organization for Standardization: Geneva, Switzerland, 2000.
- El-Askary, F.S.; Botros, S.A.; Soliman, Z.D.E.-D.; Nassif, M.S.A.; Özcan, M. Flexure strength of methacrylate- and ormocer-based bulk fill resin composites: Effect of material thickness and distance to photo-polymerization device. J. Adhes. Sci. Technol. 2020, 35, 547–558. [Google Scholar] [CrossRef]
- Faul, F.; Erdfelder, E.; Lang, A.G.; Buchner, A. G*Power 3: A flexible statistical power analysis program for the social, behavioral, and biomedical sciences. Behav. Res. Methods 2007, 39, 175–191. [Google Scholar] [CrossRef]
- Barszczewska-Rybarek, I.M. A Guide through the Dental Dimethacrylate Polymer Network Structural Characterization and Interpretation of Physico-Mechanical Properties. Materials 2019, 12, 4057. [Google Scholar] [CrossRef] [Green Version]
- Hadis, M.; Leprince, J.G.; Shortall, A.C.; Devaux, J.; Leloup, G.; Palin, W.M. High irradiance curing and anomalies of exposure reciprocity law in resin-based materials. J. Dent. 2011, 39, 549–557. [Google Scholar] [CrossRef]
- Selig, D.; Haenel, T.; Hausnerová, B.; Moeginger, B.; Labrie, D.; Sullivan, B.; Price, R.B. Examining exposure reciprocity in a resin based composite using high irradiance levels and real-time degree of conversion values. Dent. Mater. 2015, 31, 583–593. [Google Scholar] [CrossRef]
- Gorsche, C.; Koch, T.; Moszner, N.; Liska, R. Exploring the benefits of β-allyl sulfones for more homogeneous dimethacrylate photopolymer networks. Polym. Chem. 2015, 6, 2038–2047. [Google Scholar] [CrossRef]
- Ilie, N.; Watts, D.C. Outcomes of ultra-fast (3 s) photo-cure in a RAFT-modified resin-composite. Dent. Mater. 2020, 36, 570–579. [Google Scholar] [CrossRef] [PubMed]
- Algamaiah, H.; Silikas, N.; Watts, D.C. Conversion kinetics of rapid photo-polymerized resin composites. Dent. Mater. 2020, 36, 1266–1274. [Google Scholar] [CrossRef]
- Negovetic Mandic, V.; Par, M.; Marovic, D.; Rakić, M.; Tarle, Z.; Klarić Sever, E. Blue Laser for Polymerization of Bulk-Fill Composites: Influence on Polymerization Kinetics. Nanomaterials 2023, 13, 303. [Google Scholar] [CrossRef]
- Musanje, L.; Darvell, B.W. Curing-light attenuation in filled-resin restorative materials. Dent. Mater. 2006, 22, 804–817. [Google Scholar] [CrossRef] [PubMed]
- Yap, A.U.; Soh, M.S.; Han, T.T.; Siow, K.S. Influence of curing lights and modes on cross-link density of dental composites. Oper. Dent. 2004, 29, 410–415. [Google Scholar]
- Sirovica, S.; Solheim, J.H.; Skoda, M.W.A.; Hirschmugl, C.J.; Mattson, E.C.; Aboualizadeh, E.; Guo, Y.; Chen, X.; Kohler, A.; Romanyk, D.L.; et al. Origin of micro-scale heterogeneity in polymerisation of photo-activated resin composites. Nat. Commun. 2020, 11, 1849. [Google Scholar] [CrossRef] [Green Version]
- Masouras, K.; Akhtar, R.; Watts, D.C.; Silikas, N. Effect of filler size and shape on local nanoindentation modulus of resin-composites. J. Mater. Sci. Mater. Med. 2008, 19, 3561–3566. [Google Scholar] [CrossRef]
- Leprince, J.; Palin, W.M.; Mullier, T.; Devaux, J.; Vreven, J.; Leloup, G. Investigating filler morphology and mechanical properties of new low-shrinkage resin composite types. J. Oral Rehabil. 2010, 37, 364–376. [Google Scholar] [CrossRef]
- Nueraji, M.; Toktarbay, Z.; Ardakkyzy, A.; Sridhar, D.; Algadi, H.; Xu, B.B.; Althakafy, J.T.; Alanazi, A.K.; Abo-Dief, H.M.; Adilov, S.; et al. Mechanically-robust electrospun nanocomposite fiber membranes for oil and water separation. Environ. Res. 2023, 220, 115212. [Google Scholar] [CrossRef]
- Zhambolova, A.; Vocaturo, A.L.; Tileuberdi, Y.; Ongarbayev, Y.; Caputo, P.; Aiello, I.; Oliviero Rossi, C.; Godbert, N. Functionalization and Modification of Bitumen by Silica Nanoparticles. Appl. Sci. 2020, 10, 6065. [Google Scholar] [CrossRef]
- Randolph, L.D.; Palin, W.M.; Leloup, G.; Leprince, J.G. Filler characteristics of modern dental resin composites and their influence on physico-mechanical properties. Dent. Mater. 2016, 32, 1586–1599. [Google Scholar] [CrossRef]
- Beun, S.; Glorieux, T.; Devaux, J.; Vreven, J.; Leloup, G. Characterization of nanofilled compared to universal and microfilled composites. Dent. Mater. 2007, 23, 51–59. [Google Scholar] [CrossRef] [PubMed]
- Graf, N.; Ilie, N. Long-Term Stability of a RAFT-Modified Bulk-Fill Resin-Composite under Clinically Relevant Versus ISO-Curing Conditions. Materials 2020, 13, 5350. [Google Scholar] [CrossRef]
- Heintze, S.D.; Ilie, N.; Hickel, R.; Reis, A.; Loguercio, A.; Rousson, V. Laboratory mechanical parameters of composite resins and their relation to fractures and wear in clinical trials-A systematic review. Dent. Mater. 2017, 33, e101–e114. [Google Scholar] [CrossRef]
- Leprince, J.G.; Palin, W.M.; Vanacker, J.; Sabbagh, J.; Devaux, J.; Leloup, G. Physico-mechanical characteristics of commercially available bulk-fill composites. J. Dent. 2014, 42, 993–1000. [Google Scholar] [CrossRef]
- Son, S.A.; Park, J.K.; Seo, D.G.; Ko, C.C.; Kwon, Y.H. How light attenuation and filler content affect the microhardness and polymerization shrinkage and translucency of bulk-fill composites? Clin. Oral Investig. 2017, 21, 559–565. [Google Scholar] [CrossRef]
- Par, M.; Marovic, D.; Attin, T.; Tarle, Z.; Taubock, T.T. The effect of rapid high-intensity light-curing on micromechanical properties of bulk-fill and conventional resin composites. Sci. Rep. 2020, 10, 10560. [Google Scholar] [CrossRef]
- Marović, D.; Šariri, K.; Demoli, N.; Ristić, M.; Hiller, K.-A.; Škrtić, D.; Rosentritt, M. Remineralizing amorphous calcium phosphate based composite resins: The influence of inert fillers on monomer conversion, polymerization shrinkage, and microhardness. Croat. Med. J. 2016, 57, 465–473. [Google Scholar] [CrossRef]
- Flury, S.; Hayoz, S.; Peutzfeldt, A.; Hüsler, J.; Lussi, A. Depth of cure of resin composites: Is the ISO 4049 method suitable for bulk fill materials? Dent. Mater. 2012, 28, 521–528. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Viscosity | Material (Abbreviation) Manufacturer | Organic Matrix | Fillers (wt%/vol%) |
|---|---|---|---|
| High viscosity | QuiXfil® Posterior Restorative (QXL) Dentsply Sirona; Charlotte, NC, USA | Bis-EMA, UDMA, TEGDMA, dimethacrylate and trimethacrylate resin, carboxylic acid modified dimethacrylate resin | silanised aluminium–sodium–fluorine–phosphate glass (86/66) |
| High viscosity | 3M™ Filtek™ One Bulk Fill Restorative (FIL) 3M ESPE Dental Products; St. Paul, MN, USA | AUDMA, diurethane-DMA, 1,12-dodecan-DMA | non-aggl./non-aggr. silica, non-aggl./non-aggr. zirconia, aggr. zirconia/silica cluster, aggl. ytterbium trifluoride (~76.5/~58.5) |
| High viscosity | Tetric® PowerFill (PFL) Ivoclar Vivadent AG; Schaan, Liechtenstein | monomer matrix—dimethacrylate (wt = 20–21%) | barium glass, ytterbium trifluoride, mixed oxide, copolymers (76–77/53–54) |
| Low viscosity | SDR® Plus Bulk Fill Flowable (SDR) Dentsply DeTrey GmbH; Konstanz, Germany | resin matrix—modified UDMA, TEGDMA, dimethacrylate and three methacrylate resins | silanised barium–aluminium-fluoro-borosilicate glass, silanised strontium aluminium–fluoro-silicate glass, surface treated silica, ytterbium fluoride, synthetic inorganic iron oxide pigments, titanium dioxide (70.5/47.4) |
| Low-viscosity | Tetric® PowerFlow (PFW) Ivoclar Vivadent AG; Schaan, Liechtenstein | monomer matrix—dimethacrylate (wt = 28%) | barium glass, ytterbium-trifluoride, copolymers (68.2/46.4) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Macan, M.; Marošević, A.; Špiljak, B.; Šimunović, L.; Par, M.; Marovic, D.; Juric-Kacunic, D.; Tarle, Z. Proposition of New Testing Procedure for the Mechanical Properties of Bulk-Fill Materials. Materials 2023, 16, 4868. https://doi.org/10.3390/ma16134868
Macan M, Marošević A, Špiljak B, Šimunović L, Par M, Marovic D, Juric-Kacunic D, Tarle Z. Proposition of New Testing Procedure for the Mechanical Properties of Bulk-Fill Materials. Materials. 2023; 16(13):4868. https://doi.org/10.3390/ma16134868
Chicago/Turabian StyleMacan, Matea, Ana Marošević, Bruno Špiljak, Luka Šimunović, Matej Par, Danijela Marovic, Danijela Juric-Kacunic, and Zrinka Tarle. 2023. "Proposition of New Testing Procedure for the Mechanical Properties of Bulk-Fill Materials" Materials 16, no. 13: 4868. https://doi.org/10.3390/ma16134868
APA StyleMacan, M., Marošević, A., Špiljak, B., Šimunović, L., Par, M., Marovic, D., Juric-Kacunic, D., & Tarle, Z. (2023). Proposition of New Testing Procedure for the Mechanical Properties of Bulk-Fill Materials. Materials, 16(13), 4868. https://doi.org/10.3390/ma16134868