
Effects of Aluminum Addition on Microstructure and Properties of TiC-TiB2/Fe Coatings In Situ Synthesized by TIG Cladding

Abstract
:1. Introduction
2. Materials and Methods
- D is the outer diameter of the ring, mm;
- t is the width of the specimen, mm;
- b is the width of the wear track, mm.
- V is the wear volume loss, mm3;
- F is the applied load, N;
- S is the sliding distance, m.
3. Results and Discussion
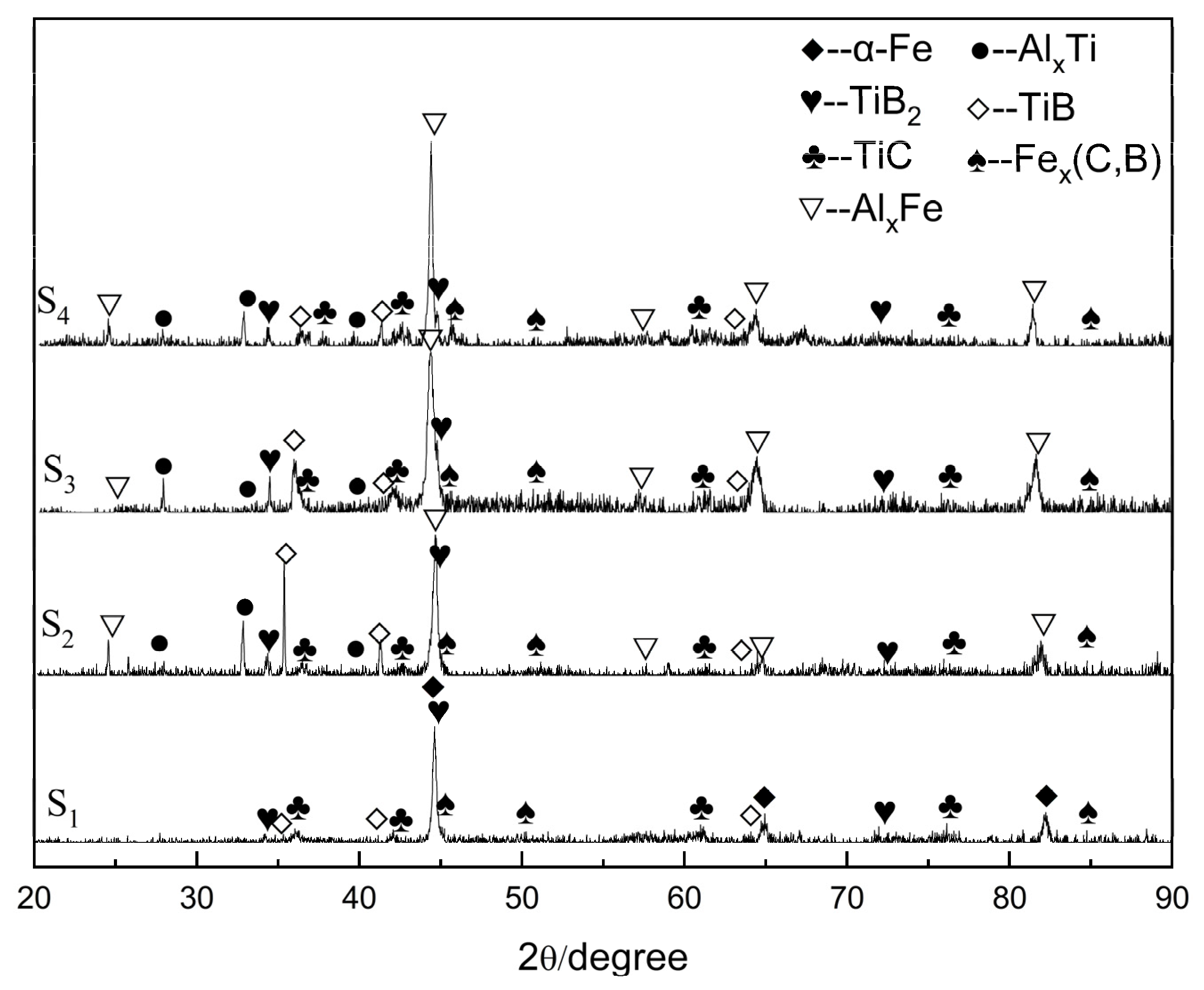
3.1. X-ray Results of Coatings
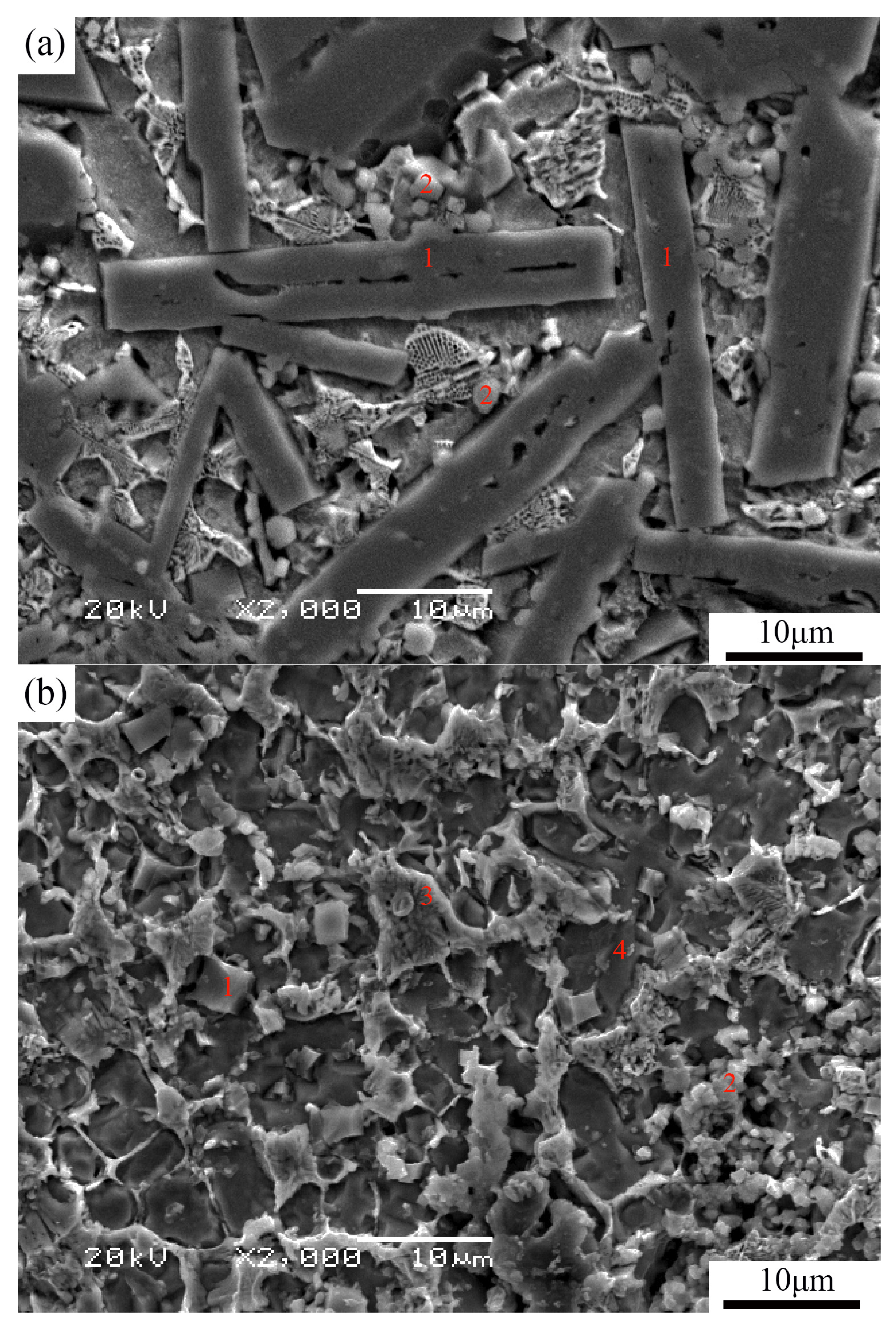
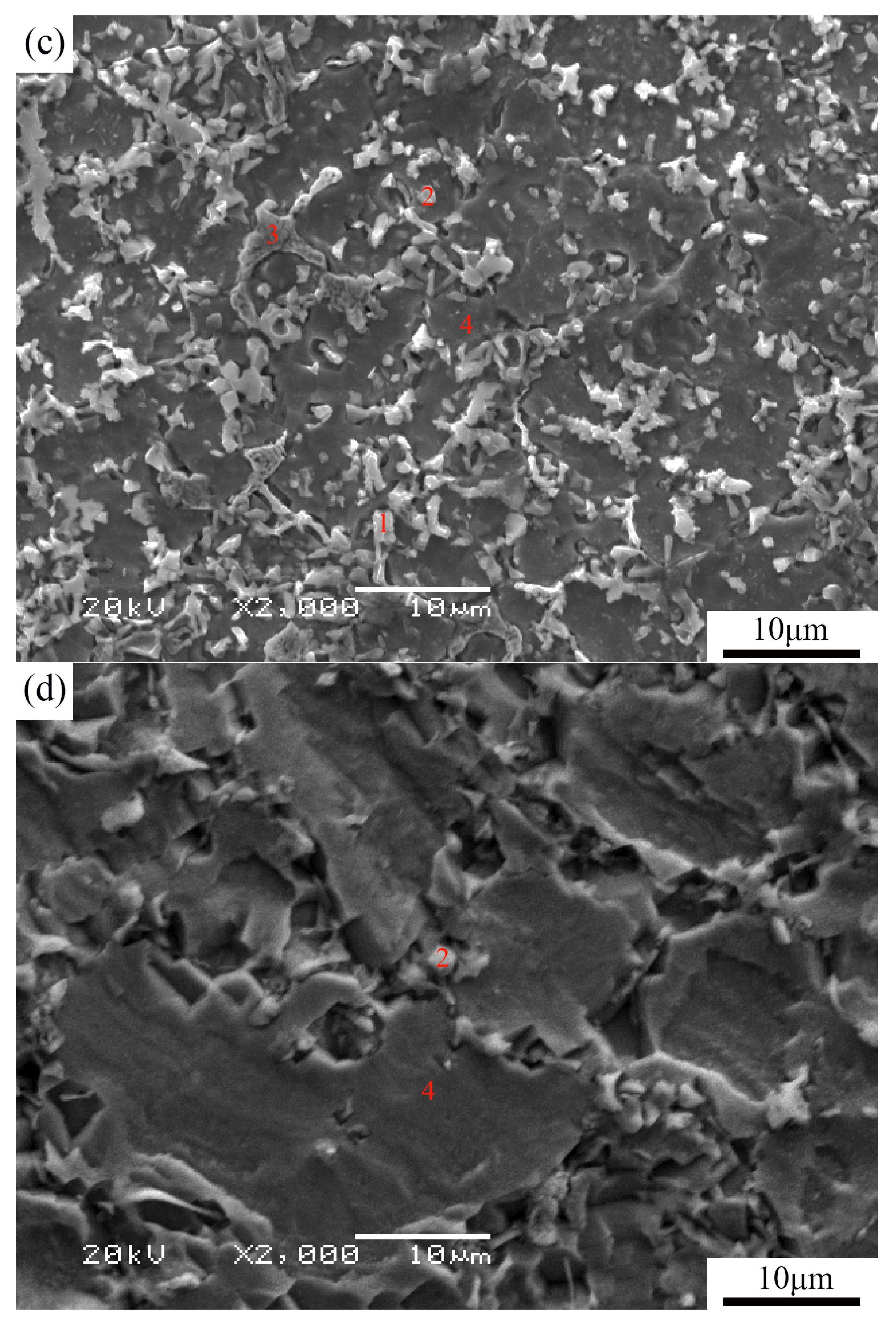
3.2. Microstructure of Coatings
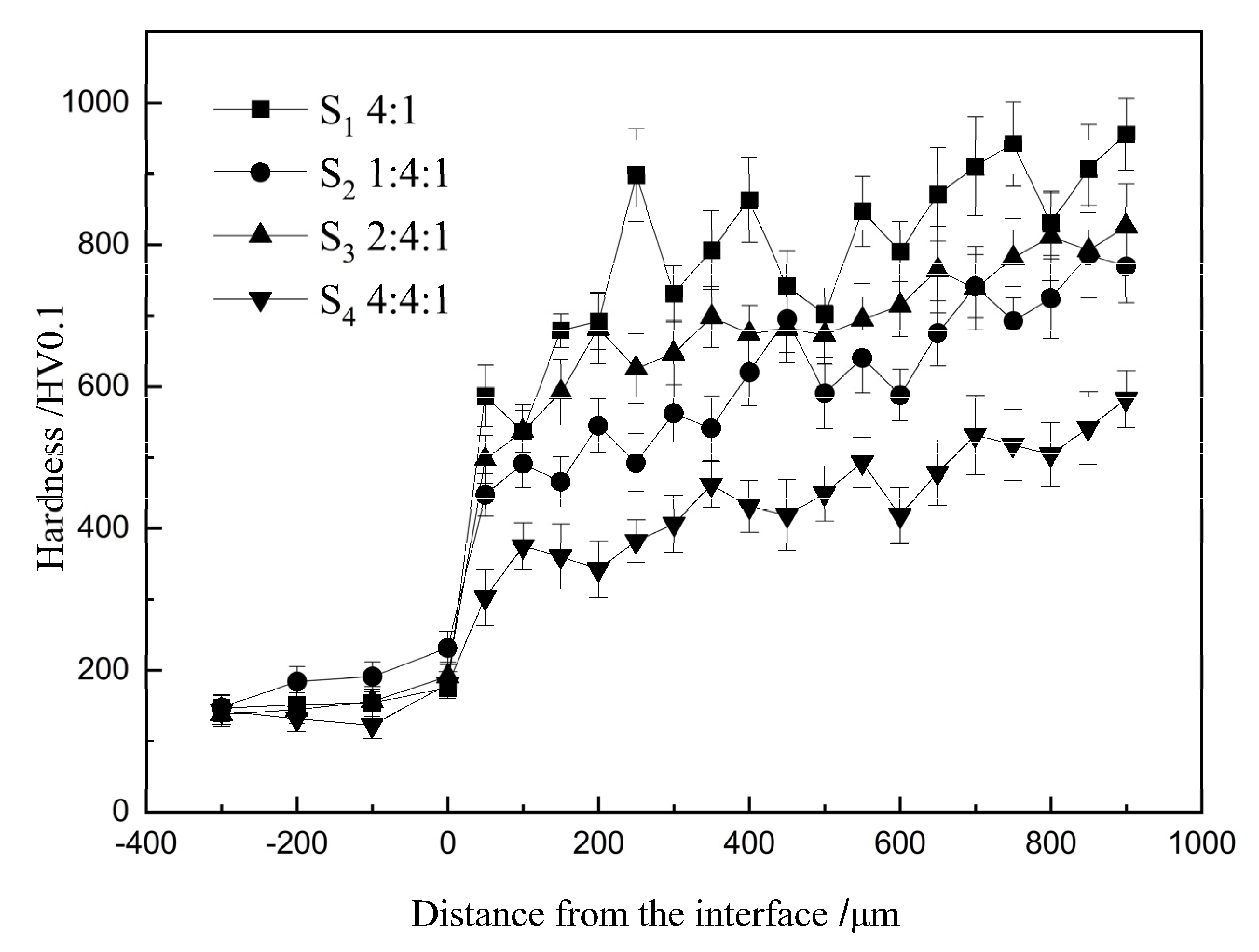
3.3. Micro-Hardness Analysis of the Coatings
3.4. Wear Resistance Analysis of the Coatings
4. Conclusions
- (1)
- TiC-TiB2 particles-reinforced Fe-based composite coatings were successfully synthesized in situ through TIG cladding using FeTi70, B4C, and Al powders. The addition of Al powders facilitated the synthesis of AlxFe and AlxTi phases in the coatings.
- (2)
- The inclusion of Al element in the precursors reduced the occurrence of defects in the coatings. Although the relative amount of reinforcement phases decreased with increasing Al powders, the particles of reinforcement phases were refined and exhibited uniform distribution.
- (3)
- The micro-hardness of the coatings was significantly higher than that of the substrate, with the maximum micro-hardness of the coating reaching 955.5 ± 50.7 HV0.1, approximately six times that of the substrates. However, excessive Al addition led to a reduction in hardness due to a decrease in the quantity of hard phases.
- (4)
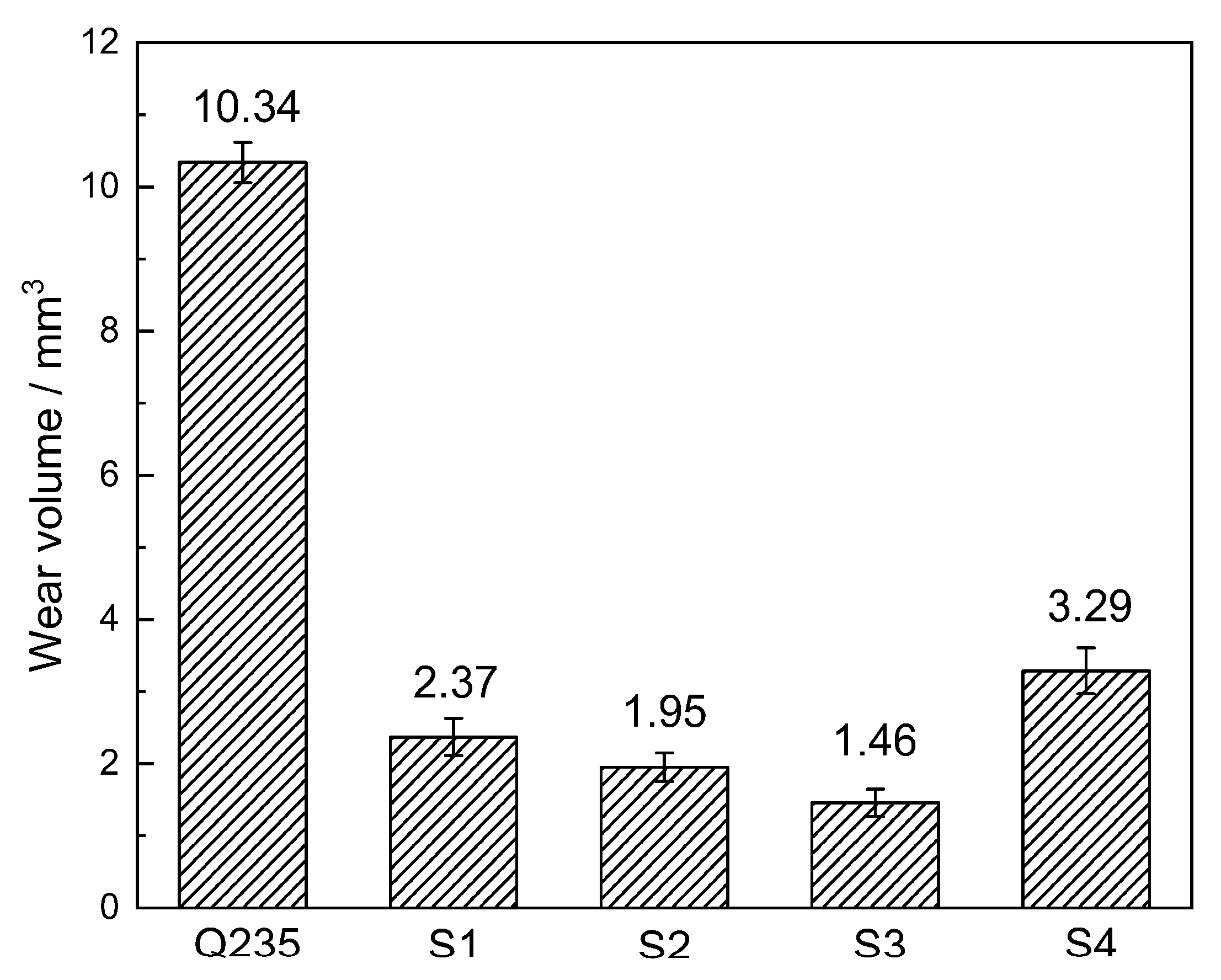
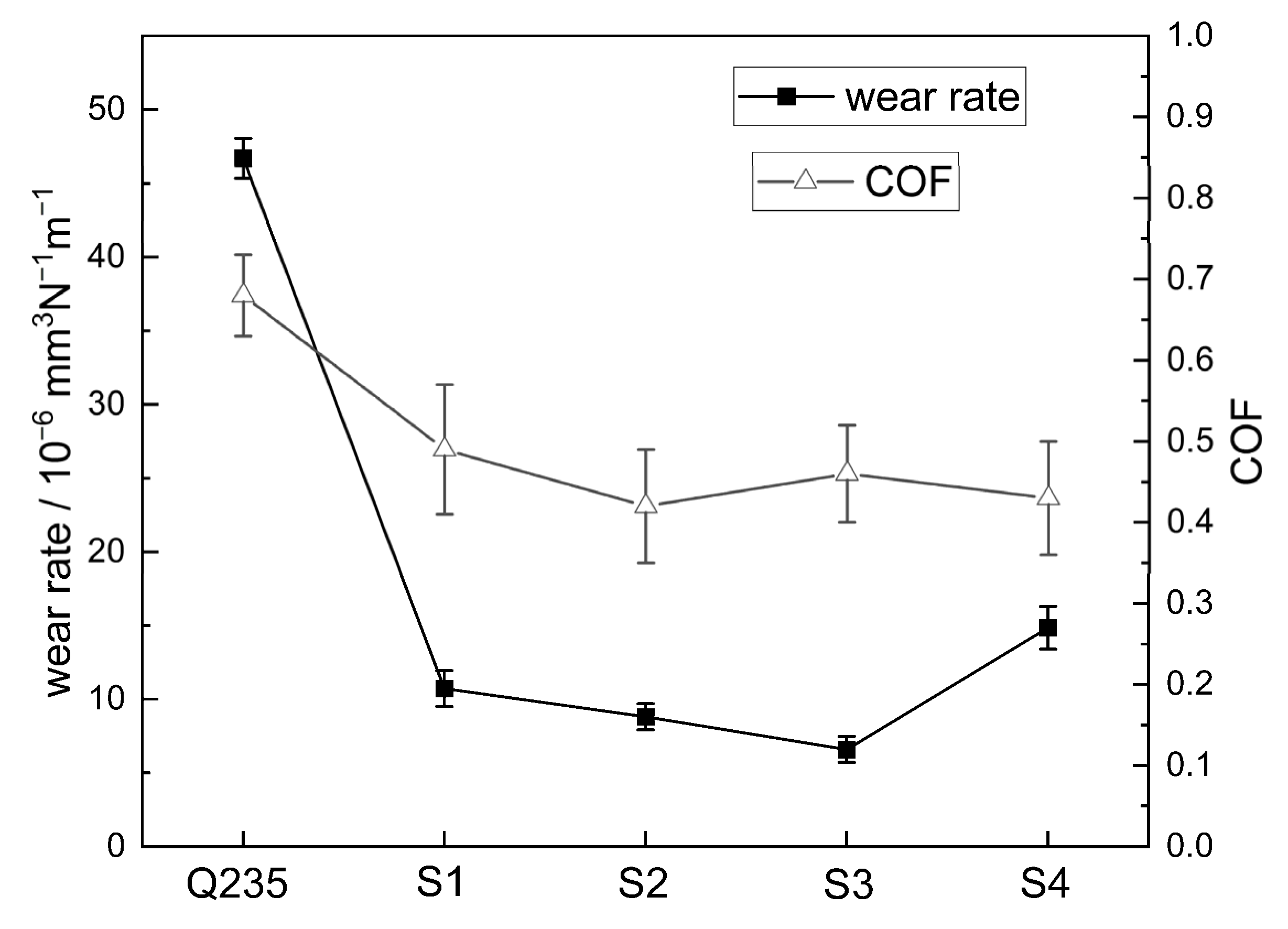
- The appropriate addition of Al powders improved the wear resistance of the TiC-TiB2/Fe coatings. Sample S3, with a 28.57 wt.% Al addition, demonstrated the best wear resistance due to the optimal combination of reinforcement phase quantity and matrix properties. The wear rate of sample S3 was approximately 16.8% that of the mild steel under the same testing conditions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kumar, A.; Vichare, O.; Debnath, K.; Paswan, M. Fabrication methods of metal matrix composites (MMCs). Mater. Today Proc. 2021, 46, 6840–6846. [Google Scholar] [CrossRef]
- Singh, S.; Kaushal, S.; Forzan, M. Materials System for Functional Properties of Metal Matrix Composites: Self-Lubricating, Anti-Wear, and Self-Cleaning Properties. In Metal Matrix Composites: Properties and Applications, 1st ed.; Bansal, S.A., Khanna, V., Gupta, P., Eds.; CRC Press: Boca Raton, FL, USA, 2022; Volume 2, pp. 1–26. [Google Scholar]
- Rahmani, K.; Sadooghi, A.; Hashemi, S.J. The effect of cold and hot pressing on mechanical properties and tribological behavior of Mg-Al2O3 nanocomposites. Mater. Res. Express 2020, 7, 085012. [Google Scholar] [CrossRef]
- Alidokht, S.A.; Lengaigne, J.; Klemberg-Sapieha, J.E.; Yue, S.; Chromik, R.R. Effect of microstructure and properties of Ni-WC composite coatings on their solid particle erosion behavior. J. Mater. Eng. Perform. 2019, 28, 1532–1543. [Google Scholar] [CrossRef]
- Lee, Y.H.; Ko, S.; Park, H.; Lee, D.; Shin, S.; Jo, I.; Lee, S.B.; Lee, S.K.; Kim, Y.; Cho, S. Effect of TiC particle size on high temperature oxidation behavior of TiC reinforced stainless steel. Appl. Surf. Sci. 2019, 480, 951–955. [Google Scholar] [CrossRef]
- Bhaskar, S.; Kumar, M.; Patnaik, A. Mechanical and Tribological overview of ceramic particulates reinforced aluminium alloy composites. Rev. Adv. Mater. Sci. 2019, 58, 280–294. [Google Scholar] [CrossRef]
- Rahmani, K.; Majzoobi, G.-H. An investigation on SiC volume fraction and temperature on static and dynamic behavior of Mg-SiC nanocomposite fabricated by powder metallurgy. Modares Mech. Eng. 2018, 18, 361–368. [Google Scholar]
- Rahmani, K.; Nouri, A.; Wheatley, G.; Malekmohammadi, H.; Bakhtiari, H.; Yazdi, V. Determination of tensile behavior of hot-pressed Mg-TiO2 and Mg-ZrO2 nanocomposites using indentation test and a holistic inverse modeling technique. J. Mater. Res. Technol. 2021, 14, 2107–2114. [Google Scholar] [CrossRef]
- Majzoobi, G.H.; Rahmani, K.; Kashfi, M. The effect of pre-compaction on properties of Mg/SiC nanocomposites compacted at high strain rates. J. Stress Anal. 2020, 4, 19–28. [Google Scholar]
- Zhang, H.; Qiu, F.; Yang, H.Y.; Wang, W.X.; Shu, S.L.; Jiang, Q.C. Microstructure manipulation mechanism and mechanical properties improvement of H13 steel via trace nano-(TiC+ TiB2) particles. Mater. Charact. 2022, 188, 111924. [Google Scholar] [CrossRef]
- Singh, H.; Sokhal, K.S.; Sokhal, G.S.; Malhi, G.S.; Dhindsa, G.S. The Progressive Development of Metal Matrix Composites: From Alloy to Hybrid Composites–A Review. In Metal Matrix Composites: Properties and Applications, 1st ed.; Bansal, S.A., Khanna, V., Gupta, P., Eds.; CRC Press: Boca Raton, FL, USA, 2022; Volume 2, pp. 27–55. [Google Scholar]
- Anbarasan, P.; Anandajothi, M.; Rajamuthamilselvan, M. Fabrication and Wear Properties of TiB2 and TiC Hybrid Reinforced Titanium Matrix Composites Produced Through Powder Metallurgy. J. Bio-Tribo-Corros. 2022, 8, 115. [Google Scholar] [CrossRef]
- Tijo, D.; Masanta, M.; Das, A.K. In-situ TiC-TiB2 coating on Ti-6Al-4V alloy by tungsten inert gas (TIG) cladding method: Part-I. Microstructure evolution. Surf. Coat. Technol. 2018, 344, 541–552. [Google Scholar] [CrossRef]
- Tijo, D.; Masanta, M. In-situ TiC-TiB2 coating on Ti-6Al-4V alloy by tungsten inert gas (TIG) cladding method: Part-II. Mechanical performance. Surf. Coat. Technol. 2018, 344, 579–589. [Google Scholar] [CrossRef]
- Philip, S.V.; Selvam, J.D.R.; Rai, R.S.; Mashinini, P.M. Microstructure Characterization of in-situ formed Al2O3-TiB2 AMCs particles on AA6061 aluminium matrix composites. Mater. Today Proc. 2019, 16, 574–578. [Google Scholar] [CrossRef]
- Alvar, F.S.; Heydari, M.; Kazemzadeh, A.; Vaezi, M.R.; Nikzad, L. Synthesis and characterization of corrosion-resistant and biocompatible Al2O3–TiB2 nanocomposite films on pure titanium. Ceram. Int. 2020, 46, 4215–4221. [Google Scholar] [CrossRef]
- Li, Z.; Wei, M.; Xiao, K.; Bai, Z.; Xue, W.; Dong, C.; Wei, D.; Li, X. Microhardness and wear resistance of Al2O3-TiB2-TiC ceramic coatings on carbon steel fabricated by laser cladding. Ceram. Int. 2019, 45, 115–121. [Google Scholar] [CrossRef]
- Xu, J.; Zou, B.; Tao, S.; Zhang, M.; Cao, X. Fabrication and properties of Al2O3–TiB2–TiC/Al metal matrix composite coatings by atmospheric plasma spraying of SHS powders. J. Alloys Compd. 2016, 672, 251–259. [Google Scholar] [CrossRef]
- Chen, L.; Yu, T.; Guan, C.; Zhao, Y. Microstructure and properties of metal parts remanufactured by laser cladding TiC and TiB2 reinforced Fe-based coatings. Ceram. Int. 2022, 48, 14127–14140. [Google Scholar] [CrossRef]
- Yu, J.; Chen, J.; Ho, H. Effect of laser cladding Ti/B4C/dr40-based composite coatings for the surface strengthening of shaft part. Opt. Laser Technol. 2023, 157, 108721. [Google Scholar] [CrossRef]
- Wang, X.H.; Zhang, M.; Du, B.S.; Li, S. Microstructure and Wear Properties of Laser Clad TiB2+TiC/Fe Composite Coating. Surf. Rev. Lett. 2012, 19, 1250052. [Google Scholar] [CrossRef]
- Han, T.; Xiao, M.; Zhang, J.; Feng, X.; Shen, Y. Laser cladding composite coating on mild steel using Ni-Cr-Ti-B4C powder. Surf. Eng. 2020, 36, 1278–1284. [Google Scholar] [CrossRef]
- Shen, P.; Zou, B.; Jin, S.; Jiang, Q. Reaction mechanism in self-propagating high temperature synthesis of TiC-TiB2/Al composites from an Al-Ti-B4C system. Mat. Sci. Eng. A Struct. 2007, 454, 300–309. [Google Scholar] [CrossRef]
- Wang, H.Y.; Jiang, Q.C.; Li, X.L.; Zhao, F. Effect of Al content on the self-propagating high-temperature synthesis reaction of Al–Ti–C system in molten magnesium. J. Alloys Compd. 2004, 366, L9–L12. [Google Scholar] [CrossRef]
- Cui, H.Z.; Li, M.A.; Cao, L.L.; Teng, F.L.; Ning, C.U.I. Effect of NiAl content on phases and microstructures of TiC-TiB2-NiAl composites fabricated by reaction synthesis. Trans. Nonferrous Met. Soc. China 2014, 24, 346–353. [Google Scholar] [CrossRef]
- Ma, N.; Guo, L.; Cheng, Z.; Wu, H.; Ye, F.; Zhang, K. Improvement on mechanical properties and wear resistance of HVOF sprayed WC-12Co coatings by optimizing feedstock structure. Appl. Surf. Sci. 2014, 320, 364–371. [Google Scholar] [CrossRef]
- GB T 12444.2-1990; Metalic Materials—Wear Tests. Biock-on-Ting Wear Test. Standardization Administration: Beijing, China, 1990.
- Chi, Y.; Meng, X.; Dou, J.; Yu, H.; Chen, C. Laser alloying with Fe-B4C-Ti on AA6061 for improved wear resistance. Surf. Eng. 2021, 37, 1503–1513. [Google Scholar] [CrossRef]
- Zhang, M.; Qu, K.L.; Luo, S.X.; Liu, S.S. Effect of Cr on the microstructure and properties of TiC-TiB2 particles reinforced Fe-based composite coatings. Surf. Coat. Technol. 2017, 316, 131–137. [Google Scholar] [CrossRef]
- Wang, X.H.; Pan, X.N.; Du, B.S.; Shuai, L.I. Production of in situ TiB2+TiC/Fe composite coating from precursor containing B4C-TiO2-Al powders by laser cladding. Trans. Nonferrous Met. Soc. China 2013, 23, 1689–1693. [Google Scholar] [CrossRef]
- Liu, C.H. Structure and properties of boron carbide with aluminum incorporation. Mater. Sci. Eng. B 2000, 72, 23–26. [Google Scholar] [CrossRef]
- Ding, W.; Xia, T.; Zhao, W. Performance comparison of Al–Ti master alloys with different microstructures in grain refinement of commercial purity aluminum. Materials 2014, 7, 3663–3676. [Google Scholar] [CrossRef] [Green Version]
- Hou, Y.F.; Xia, T.D.; Zhao, W.J. Effect of Al content on microstructures and refining performances of Al-Ti-C master alloys prepared by thermal explosion synthesis. Mater. Sci. Technol. 2010, 18, 819–823. [Google Scholar]
- Wang, X.H.; Zhang, M.; Du, B.S. Fabrication in situ TiB2-TiC-Al2O3 multiple ceramic particles reinforced Fe-based composite coatings by gas tungsten arc welding. Tribol. Lett. 2011, 41, 171–176. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powders | Chemical Component (wt.%) | |||||
|---|---|---|---|---|---|---|
| Al | Al ≥ 99 | Si ≤ 0.3 | Fe ≤ 0.6 | N ≤ 0.01 | - | - |
| FeTi70 | Ti 65 ~ 75 | Al ≤ 0.5 | Si ≤ 0.2 | C ≤ 0.1 | N ≤ 0.25 | bal Fe |
| B4C | B4C ≥ 96 | Mg ≤ 2.0 | B2O3 ≤ 0.3 | - | - | - |
| Sample Number | Al | FeTi70 | B4C | Component Ratio |
|---|---|---|---|---|
| S1 | 0 | 80 | 20 | 0:4:1 |
| S2 | 16.67 | 66.67 | 16.66 | 1:4:1 |
| S3 | 28.57 | 57.14 | 14.29 | 2:4:1 |
| S4 | 44.44 | 44.44 | 11.12 | 4:4:1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, N.; Xiao, X.; Zhao, D.; Yin, D.; Zhang, K. Effects of Aluminum Addition on Microstructure and Properties of TiC-TiB2/Fe Coatings In Situ Synthesized by TIG Cladding. Materials 2023, 16, 4935. https://doi.org/10.3390/ma16144935
Ma N, Xiao X, Zhao D, Yin D, Zhang K. Effects of Aluminum Addition on Microstructure and Properties of TiC-TiB2/Fe Coatings In Situ Synthesized by TIG Cladding. Materials. 2023; 16(14):4935. https://doi.org/10.3390/ma16144935
Chicago/Turabian StyleMa, Ning, Xiao Xiao, Di Zhao, Danqing Yin, and Keke Zhang. 2023. "Effects of Aluminum Addition on Microstructure and Properties of TiC-TiB2/Fe Coatings In Situ Synthesized by TIG Cladding" Materials 16, no. 14: 4935. https://doi.org/10.3390/ma16144935