
Analysis of the Frictional Performance of AW-5251 Aluminium Alloy Sheets Using the Random Forest Machine Learning Algorithm and Multilayer Perceptron




Abstract
:1. Introduction
2. Material and Methods
2.1. Test Material
2.2. Experimental Setup
2.3. ANN Modelling
2.4. RF Model
3. Results and Discussion
3.1. Experimental Results
3.2. Artificial Neural Networks
4. Conclusions
- It was observed that the COF for samples cut along the sheet rolling direction was greater than for samples cut in the transverse direction. This applies to both dry friction and lubricated conditions. For the AW-5251-O sheet, the greatest difference (0.019) in the COF values for both sample orientations was observed for dry friction conditions for a countersample with an average roughness of 1.25 µm. For the AW-5251-H14 sheet, the greatest difference (0.021) in COF values for both sample orientations was observed for dry friction conditions for a countersample with an average roughness of 0.63 µm.
- In general, the greater the average roughness of the countersamples, the smaller the effect of sample orientation on the COF.
- There is a clear tendency for the COF value to decrease with the increase in the average roughness of the countersamples. Increasing the surface roughness of the countersample material with much greater strength than the workpiece material causes intensification of the mechanical interaction of the surface asperities, but at the same time, greater roughness means a larger volume of the valleys constituting the lubricant reservoir.
- The highest lubrication efficiency for both sample orientations was observed for SAE10W40 engine oil which is characterised by the highest viscosity index value (157) among all the tested oils.
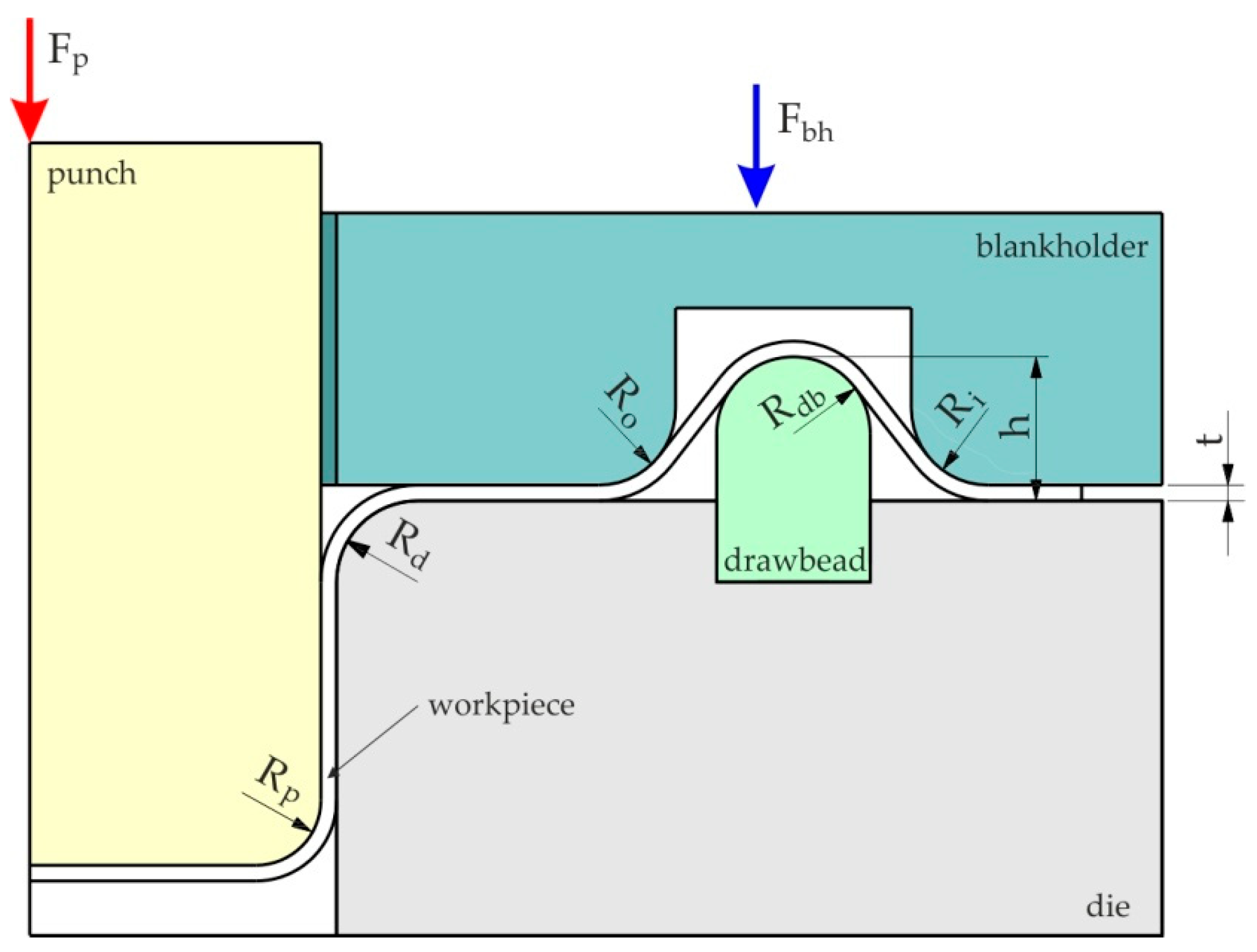
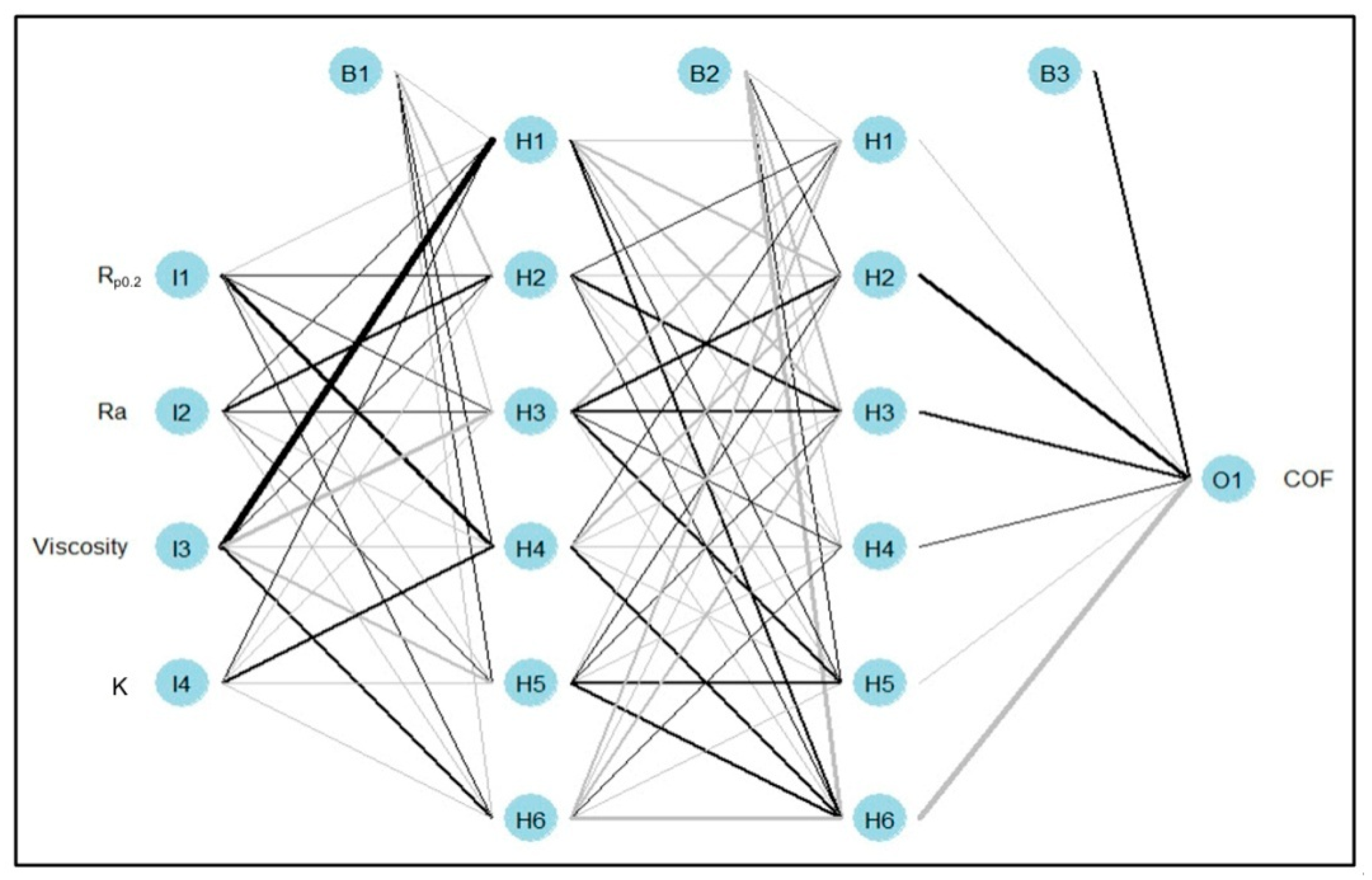
- Oil viscosity was the most important input to the COF followed by the average roughness of the countersamples Ra, while both Rp0.2 and K (strength coefficient) were the least important inputs. As Rp0.2 and K were the minor relevant inputs, it may be deduced that the mechanical characteristics of the sheets did not make a substantial contribution to the COF when passing the sheet metal through the drawbead.
- The most appropriate activation function for our data was leaky_relu because it had the highest R2 and the lowest nRMSE.
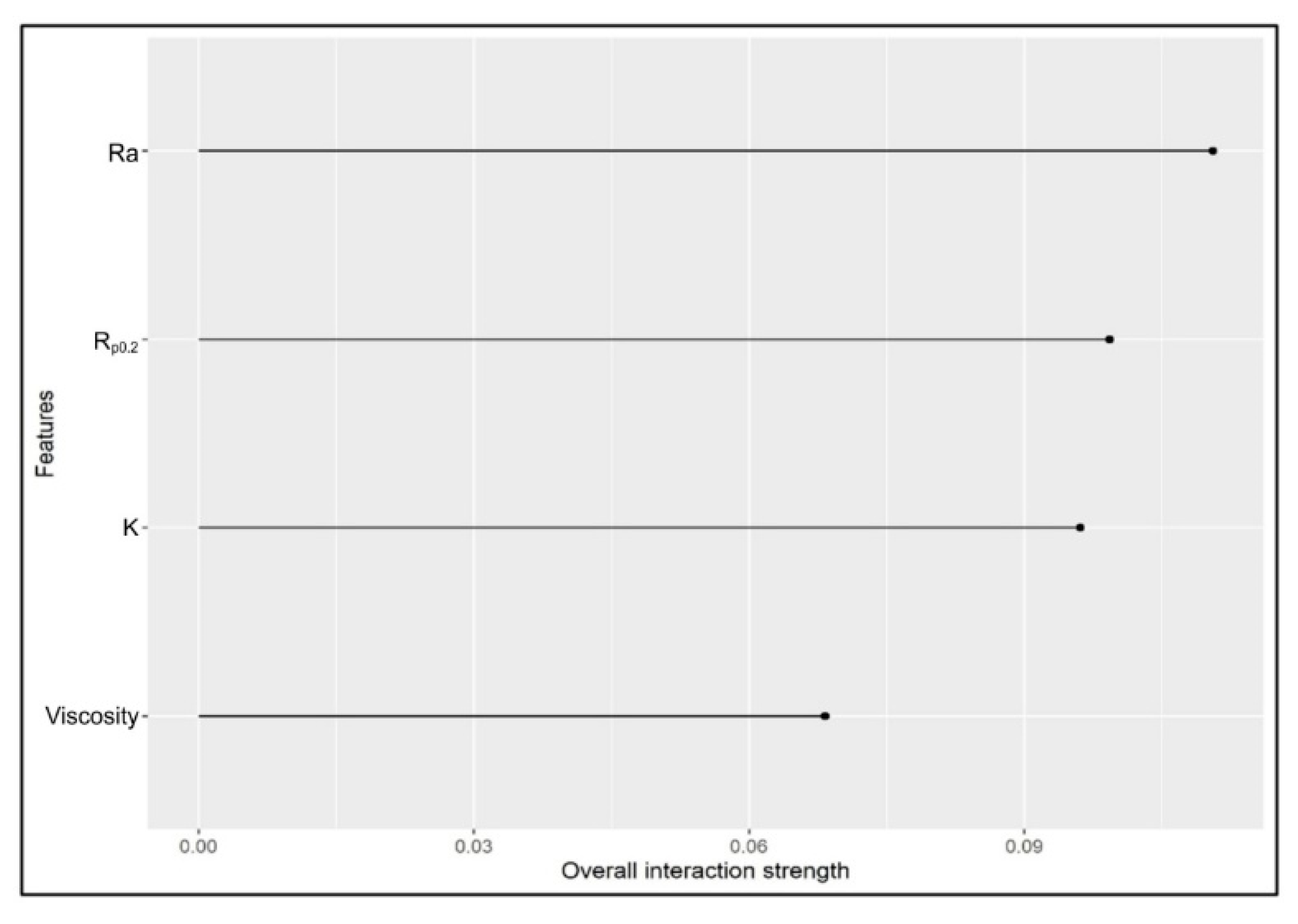
- The average roughness of the countersamples Ra and the yield stress Rp0.2 were the most active inputs in interactions with the other inputs. Oil viscosity was the lowest in interactions with the other inputs because it has a large direct effect. However, the Ra has both a large direct effect and higher interactions with the other inputs.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dou, S.; Xia, J. Analysis of Sheet Metal Forming (Stamping Process): A Study of the Variable Friction Coefficient on 5052 Aluminum Alloy. Metals 2019, 9, 853. [Google Scholar] [CrossRef] [Green Version]
- Trzepieciński, T.; Oleksik, V.; Pepelnjak, T.; Najm, S.M.; Paniti, I.; Maji, K. Emerging Trends in Single Point Incremental Sheet Forming of Lightweight Metals. Metals 2021, 11, 1188. [Google Scholar] [CrossRef]
- Żaba, K.; Kuczek, Ł.; Puchlerska, S.; Wiewióra, M.; Góral, M.; Trzepieciński, T. Analysis of Tribological Performance of New Stamping Die Composite Inserts Using Strip Drawing Test. Adv. Mech. Mater. Eng. 2023, 40, 55–62. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Lemu, H.G. Improving Prediction of Springback in Sheet Metal Forming Using Multilayer Perceptron-Based Genetic Algorithm. Materials 2020, 13, 3129. [Google Scholar] [CrossRef] [PubMed]
- Luiz, V.D.; de Matos Rodrigues, P.C. Design of a Tribo-Simulator for Investigation of the Tribological Behavior of Stainless-Steel Sheets Under Different Contact Conditions. Mater. Res. 2022, 25, e20210220. [Google Scholar] [CrossRef]
- Luiz, V.D.; de Matos Rodrigues, P.C. Effect of the test conditions on tribological behavior of an Nb-stabilized AISI 430 stainless steel sheet. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 505. [Google Scholar] [CrossRef]
- Szewczyk, M.; Szwajka, K. Assessment of the Tribological Performance of Bio-Based Lubricants Using Analysis of Variance. Adv. Mech. Mater. Eng. 2023, 40, 31–38. [Google Scholar] [CrossRef]
- Trzepieciński, T. Tribological Performance of Environmentally Friendly Bio-Degradable Lubricants Based on a Combination of Boric Acid and Bio-Based Oils. Materials 2020, 13, 3892. [Google Scholar] [CrossRef]
- De Araujo, A. Banding under Tension-Friction Measuring Device. Bachelor’s Thesis, Hame Univetsity of Applied Sciences, Hämeenlinna, Finland, 2023. [Google Scholar]
- Trzepieciński, T.; Najm, S.M. Application of Artificial Neural Networks to the Analysis of Friction Behaviour in a Drawbead Profile in Sheet Metal Forming. Materials 2022, 15, 9022. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Slota, J.; Kaščák, Ľ.; Gajdoš, I.; Vojtko, M. Friction Behaviour of 6082-T6 Aluminium Alloy Sheets in a Strip Draw Tribological Test. Materials 2023, 16, 2338. [Google Scholar] [CrossRef]
- Nine, H.D. Drawbead forces in sheet metal forming. In Mechanics of Sheet Metal Forming; Koistinen, D.P., Wang, N.M., Eds.; Plenum Press: New York, NY, USA, 1978; pp. 179–211. [Google Scholar]
- Green, D.E. An Experimental Technique to Determine the Behavior of Sheet Metal in a Drawbead; SAE Technical Paper; SAE: Amman, Jordan, 2001. [Google Scholar]
- Nanayakkara, N.K.B.M.P.; Manjula, N.; Hodgson, P. Determination of Drawbead Contacts with Variable Bead Penetration. Comp. Method. Mater. Sci. 2006, 6, 188–194. [Google Scholar]
- Samuel, M. Influence of drawbead geometry on sheet metal forming. J. Mater. Process. Technol. 2002, 122, 94–103. [Google Scholar] [CrossRef]
- Livatyali, H.; Firat, M.; Gurler, B.; Ozsoy, M. An experimental analysis of drawing characteristics of a dual-phase steel through a round drawbead. Mater. Des. 2010, 31, 1639–1643. [Google Scholar] [CrossRef]
- Smith, L.M.; Zhou, Y.J.; Zhou, D.J.; Du, C.; Wanintrudal, C. A new experimental test apparatus for angle binder draw bead simulations. J. Mater. Process. Technol. 2009, 209, 4942–4948. [Google Scholar] [CrossRef]
- Murali, G.; Gopal, M.; Rajadurai, A. Effect of Circular and Rectangular Drawbeads in Hemispherical Cup Forming: Finite Element Analysis and Experimental Validation. Arab. J. Sci. Eng. 2012, 37, 1701–1709. [Google Scholar] [CrossRef]
- Firat, M. An analysis of sheet drawing characteristics with drawbead elements. Comput. Mater. Sci. 2008, 41, 266–274. [Google Scholar] [CrossRef]
- Firat, M.; Livatyali, H.; Cicek, O.; Onhon, F. Improving the accuracy of contact type drawbead elements in panel stamping analysis. Mater. Des. 2009, 30, 4003–4011. [Google Scholar] [CrossRef]
- Thipprakmas, S. Affect of Part Geometry on Wall Features in Rectangular Deep-Drawing Processes using Finite Element Method. Key Eng. Mater. 2009, 410–411, 579–585. [Google Scholar]
- Thipprakmas, S. Effect of Draw Bead Height on Wall Features in Rectangular Deep-Drawing Process Using Finite Element Method. Adv. Mater. Res. 2011, 264–265, 1580–1585. [Google Scholar]
- Bassoli, E.; Sola, A.; Denti, L.; Gatto, A. Experimental approach to measure the restraining force in deep drawing by means of a versatile draw bead simulator. Mater. Manuf. Process. 2019, 34, 1286–1295. [Google Scholar] [CrossRef]
- De Carvalho, L.A.; Lukács, Z. Application of enhanced coulomb models and virtual tribology in a practical study. Pollack Period. 2022, 17, 19–23. [Google Scholar] [CrossRef]
- Lo, T.W.C. Effect of draw bead geometry and applied force to drawing of aluminium AA6061. Bachelor’s Thesis, Universiti Sains Malaysia, Penang, Malaysia, May 2019. [Google Scholar]
- Gil, I.; Mendiguren, J.; Galdos, L.; Mugarra, E.; de Andragoña, E.S. New drawbead tester and numerical analysis of drawbead closure force. Int. J. Adv. Manuf. Technol. 2021, 116, 1855–1869. [Google Scholar] [CrossRef]
- Venema, J.; Korver, F.; Chezan, T. Slider on Sheet Tester Development for Characterizing Galling. Key Eng. Mater. 2022, 926, 1204–1210. [Google Scholar] [CrossRef]
- Zabala, A.; de Argandoña, E.S.; Daniel Cañizares, D.; Llavori, I.; Otegi, N.; Mendiguren, J. Numerical study of advanced friction modelling for sheet metal forming: Influence of the die local roughness. Tribol. Int. 2022, 165, 107259. [Google Scholar] [CrossRef]
- Mokashi, A.; Golovashchenko, S.; Reinberg, N.; Nasheralahkami, S.; Demiralp, Y. Engineering Angle: Draw Bead Restraining Forces in Sheet Metal Drawing Operations. Available online: https://www.thefabricator.com/thefabricator/article/bending/engineering-angle-draw-bead-restraining-forces-in-sheet-metal-drawing-operations (accessed on 2 July 2023).
- Suresh, A.; Harsha, A.P.; Ghosh, M.K. Solid particle erosion studies on polyphenylene sulfide composites and prediction on erosion data using artificial neural networks. Wear 2009, 266, 184–193. [Google Scholar] [CrossRef]
- Šušteršič, T.; Gribova, V.; Nikolic, M.; Lavalle, P.; Filipovic, N.; Vrana, N.E. The Effect of Machine Learning Algorithms on the Prediction of Layer-by-Layer Coating Properties. ACS Omega 2023, 8, 4677–4686. [Google Scholar] [CrossRef]
- Uzair, M.; Jamil, N. Effects of Hidden Layers on the Efficiency of Neural networks. In Proceedings of the 2020 IEEE 23rd International Multitopic Conference (INMIC), Bahawalpur, Pakistan, 5–7 November 2020; pp. 1–6. [Google Scholar]
- Zhang, Z.; Friedrich, K.; Velten, K. Prediction on tribological properties of short fibre composites using artificial neural networks. Wear 2002, 252, 668–675. [Google Scholar] [CrossRef]
- Onwujekwegn, G.; Yoon, V.Y. Analyzing the Impacts of Activation Functions on the Performance of Convolutional Neural Network Models. 2020. Available online: https://aisel.aisnet.org/amcis2020/ai_semantic_for_intelligent_info_systems/ai_semantic_for_intelligent_info_systems/4 (accessed on 3 July 2023).
- Najm, S.M.; Trzepieciński, T.; Kowalik, M. Modelling and parameter identification of coefficient of friction for deep-drawing quality steel sheets using the CatBoost machine learning algorithm and neural networks. Int. J. Adv. Manuf. Technol. 2023, 124, 2229–2259. [Google Scholar] [CrossRef]
- Lemu, H.G.; Trzepieciński, T. Multiple regression and neural network based characterization of friction in sheet metal forming. Adv. Mater. Res. 2014, 1051, 204–210. [Google Scholar]
- Trzepieciński, T.; Szpunar, M.; Kašcák, Ľ. Modeling of friction phenomena of Ti-6Al-4V sheets based on backward elimination regression and multi-layer artificial neural networks. Materials 2021, 14, 2570. [Google Scholar] [CrossRef]
- Yang, Y.S.; Chou, J.H.; Huang, W.; Fu, T.C.; Li, G.W. An artificial neural network for predicting the friction coefficient of deposited Cr1−xAlxC films. Appl. Soft Comp. 2013, 13, 109–115. [Google Scholar] [CrossRef]
- Nasir, T.; Yousif, B.F.; McWilliam, S.; Salth, N.D.; Hui, L.T. An artificial neural network for prediction of the friction coefficient of multi-layer polymeric composites in three different orientations. Proc. IMechE Part C J. Mech. Eng. Sci. 2010, 224, 419–429. [Google Scholar] [CrossRef]
- Aleksendric, D.; Duboka, C. Prediction of automotive friction material characteristics using artificial neural networks-cold performance. Wear 2006, 261, 269–282. [Google Scholar] [CrossRef]
- Rapetto, M.P.; Almqvist, A.; Larsson, R.; Lugt, P.M. On the influence of surface roughness on real area of contact in normal, dry, friction free, rough contact by using a neural network. Wear 2009, 266, 592–595. [Google Scholar] [CrossRef] [Green Version]
- Jiang, Z.; Zhang, Z.; Friedrich, K. Prediction on wear properties of polymer composites with artificial neural networks. Compos. Sci. Technol. 2007, 67, 168–176. [Google Scholar] [CrossRef]
- Frangu, L.; Ripa, M. Artificial Neural Networks Applications in Tribology—A Survey. In Proceedings of the NIMIA-SC2001—2001 NATO Advanced Study Institute on Neural Networks for Instrumentation, Measurement, and Related Industrial Applications: Study Cases, Crema, Italy, 9–20 October 2001; pp. 1–6. [Google Scholar]
- Argatov, I. Artificial Neural Networks (ANNs) as a Novel Modeling Technique in Tribology. Front. Mech. Eng. 2019, 5, 30. [Google Scholar] [CrossRef] [Green Version]
- Rosenkranz, A.; Marian, M.; Profito, F.J.; Aragon, N.; Shah, R. The Use of Artificial Intelligence in Tribology—A Perspective. Lubricants 2021, 9, 2. [Google Scholar] [CrossRef]
- Crisci, C.; Ghattas, B.; Perera, G. A review of supervised machine learning algorithms and their applications to ecological data. Ecol. Model. 2012, 240, 113–122. [Google Scholar] [CrossRef]
- Wright, M.N.; Ziegler, A. Ranger: A Fast Implementation of Random Forests for High Dimensional Data in C++ and R. J. Stat. Softw. 2015, 77, 1–17. [Google Scholar] [CrossRef] [Green Version]
- EN 573-3; Aluminium and Aluminium Alloys—Chemical Composition and Form of Wrought Products—Part 3, Chemical Composition and Form of Products. BSI: London, UK, 2019.
- ISO 6892-1:2009; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. International Organization for Standardization: Geneva, Switzerland, 2009.
- Ibrahim, O.M. A comparison of methods for assessing the relative importance of input variables in artificial neural networks. J. Appl. Sci. Res. 2013, 9, 5692–5700. [Google Scholar]
- Ibrahim, O.M.; El-Gamal, E.H.; Darwish, K.M.; Kianfar, N. Modeling main and interactional effects of some physiochemical properties of Egyptian soils on cation exchange capacity via artificial neural networks. Eurasian Soil Sci. 2022, 55, 1052–1063. [Google Scholar] [CrossRef]
- Fernández-Delgado, M.; Cernadas, E.; Barro, S.; Amorim, D. Do we need hundreds of classifiers to solve real world classification problems? J. Mach. Learn. Res. 2014, 15, 3133–3181. [Google Scholar]
- Probst, P.; Wright, M.N.; Boulesteix, A.L. Hyperparameters and tuning strategies for random forest. Wires Data Min. Knowl. Discov. 2019, 9, e1301. [Google Scholar] [CrossRef] [Green Version]
- Scornet, E. Tuning parameters in random forests. ESAIM Proc. Surv. 2017, 60, 144–162. [Google Scholar] [CrossRef] [Green Version]
- Zhang, G.; Eddy-Patuwo, B.; Hu, M.Y. Forecasting with artificial neural networks: The state of the art. Int. J. Forecast. 1998, 14, 35–62. [Google Scholar] [CrossRef]
- Shahin, M.; Maier, H.R.; Jaksa, M.B. Evolutionary Data Division Methods for Developing Artificial Neural Network Models in Geotechnical Engineering; Research Report No. R 171; The University of Adelaide: Adelaide, SA, Australia, 2000. [Google Scholar]
- Kuhn, M. Building predictive models in R using the caret package. J. Stat. Softw. 2008, 28, 1–26. [Google Scholar] [CrossRef] [Green Version]
- R Core Team. R: A Language and Environment for Statistical Computing; R Foundation for Statistical Computing: Vienna, Austria, 2018; Available online: https://www.gbif.org/tool/81287/r-a-language-and-environment-for-statistical-computing (accessed on 29 May 2023).
- Liaw, A.; Wiener, M. Classification and Regression by random Forest. R News 2002, 2, 18–22. [Google Scholar]
- Molnar, C.; Casalicchio, G.; Bischl, B. iml: An R package for Interpretable Machine Learning. J. Open Source Softw. 2018, 3, 786. [Google Scholar] [CrossRef] [Green Version]
- Xia, J.; Zhao, J.; Dou, S.; Shen, X. A Novel Method for Friction Coefficient Calculation in Metal Sheet Forming of Axis-Symmetric Deep Drawing Parts. Symmetry 2022, 14, 414. [Google Scholar] [CrossRef]
- Wang, W.Z.; Chen, H.; Hu, Y.Z.; Wang, H. Effect of surface roughness parameters on mixed lubrication characteristics. Tribol. Int. 2006, 39, 522–527. [Google Scholar] [CrossRef]
- Xu, Z.; Huang, J.; Mao, M.; Peng, L.; Lai, X. An investigation on the friction in a micro sheet metal roll forming processes considering adhesion and ploughing. J. Mater. Proc. Technol. 2020, 285, 116790. [Google Scholar] [CrossRef]
- Apley, D.W.; Zhu, J. Visualizing the effects of predictor variables in black box supervised learning models. J. R. Stat. Soc. Ser. B 2020, 82, 1059–1086. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temper Type | Description |
|---|---|
| O | soft |
| H14 | work hardened to half hard, nor annealed after rolling |
| H16 | work hardened to three-quarter hard, nor annealed after rolling |
| H22 | strain-hardened and partially annealed—three-quarter hard |
| Mn | Cu (Max.) | Mg | Si (Max.) | Zn (Max.) | Cr (Max.) | Ti (Max.) | Others (Total) | Fe (Max.) | Al |
|---|---|---|---|---|---|---|---|---|---|
| 0.10–0.50 | 0.15 | 1.70–2.40 | 0.40 | 0.15 | 0.15 | 0.15 | 0.15 | 0.50 | balance |
| Temper Type | Specimen Orientation, ° | Elongation A50 | Ultimate Tensile Stress Rm, MPa | Yield Stress Rp0.2, MPa | Strength Coefficient K, MPa | Strain Hardening Exponent n |
|---|---|---|---|---|---|---|
| O | 0 | 0.18 | 203 | 68 | 252 | 0.607 |
| 90 | 0.25 | 205 | 72 | 245 | 0.870 | |
| H14 | 0 | 0.04 | 234 | 212 | 254 | 0.478 |
| 90 | 0.04 | 241 | 210 | 327 | 0.786 | |
| H16 | 0 | 0.05 | 232 | 184 | 253 | 0.528 |
| 90 | 0.06 | 236 | 189 | 242 | 0.751 | |
| H22 | 0 | 0.19 | 201 | 111 | 370 | 0.535 |
| 90 | 0.21 | 207 | 122 | 370 | 0.793 |
| Temper Type | Sa, µm | Sv, µm | Sp, µm | Sku | Ssk |
|---|---|---|---|---|---|
| O | 0.302 | 1.39 | 0.37 | 3.48 | 0.267 |
| H14 | 0.340 | 1.62 | 2.48 | 3.34 | 0.298 |
| H16 | 0.362 | 2.08 | 2.98 | 3.67 | 0.338 |
| H22 | 0.325 | 1.53 | 2.04 | 3.58 | 0.321 |
| Oil Type | Kinematic Viscosity, mm2/s | Viscosity Index |
|---|---|---|
| L-AN 46 | 43.90 | 94.0 |
| L-HL 32 | 32.00 | 95.0 |
| SAE 10W40 | 14.50 | 157.0 |
| Name of Activation Function | Mathematical Equation |
|---|---|
| Rectified linear unit (ReLU) | f(x) = max (x,0) |
| Gaussian Error Linear Unit (GELU) | f(x) = x * P (X ≤ x) |
| Softplus | f(x) = ln (1 + ex) |
| Sigmoid-Weighted Linear Unit (Swish) | f(x) = x/(1 + exp(−x)) |
| Sigmoid | f(x) = 1/(1 + e−x) |
| Hard sigmoid | f(x) = max (min (0:25x + 0:5;1);0) |
| Exponential linear unit (ELU) | ifelse (x < 0,1.673263 * (exp(x) − 1.0507), x) |
| Scaled exponential linear unit (Selu) | ifelse (x < = 0,1.0507 * 1.673263 * (exp(x) − 1.0507), x * 1.0507) |
| Leaky ReLU | ifelse (x < = 0, α * x, x) where 0 < α < 1 |
| Sofsign | f(x) = x/(|x| + 1) |
| Tanh | f(x) = 2/(1 + e−2x) − 1 |
| Linear | f(x) = x |
| Name of Loss Function | Abbreviation | Equation |
|---|---|---|
| root relative squared error | rrse | |
| symmetric mean absolute percent error | smape | |
| mean absolute error | mae | |
| mean squared error | mse | |
| root mean squared error | rmse | |
| mean squared log error | msle | |
| relative absolute error | rae | |
| relative squared error | rse | |
| root mean squared log error | rmsle |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Trzepieciński, T.; Najm, S.M.; Ibrahim, O.M.; Kowalik, M. Analysis of the Frictional Performance of AW-5251 Aluminium Alloy Sheets Using the Random Forest Machine Learning Algorithm and Multilayer Perceptron. Materials 2023, 16, 5207. https://doi.org/10.3390/ma16155207
Trzepieciński T, Najm SM, Ibrahim OM, Kowalik M. Analysis of the Frictional Performance of AW-5251 Aluminium Alloy Sheets Using the Random Forest Machine Learning Algorithm and Multilayer Perceptron. Materials. 2023; 16(15):5207. https://doi.org/10.3390/ma16155207
Chicago/Turabian StyleTrzepieciński, Tomasz, Sherwan Mohammed Najm, Omar Maghawry Ibrahim, and Marek Kowalik. 2023. "Analysis of the Frictional Performance of AW-5251 Aluminium Alloy Sheets Using the Random Forest Machine Learning Algorithm and Multilayer Perceptron" Materials 16, no. 15: 5207. https://doi.org/10.3390/ma16155207
APA StyleTrzepieciński, T., Najm, S. M., Ibrahim, O. M., & Kowalik, M. (2023). Analysis of the Frictional Performance of AW-5251 Aluminium Alloy Sheets Using the Random Forest Machine Learning Algorithm and Multilayer Perceptron. Materials, 16(15), 5207. https://doi.org/10.3390/ma16155207