1. Introduction
Nickel superalloys have applications in various industries, such as the aerospace, energy and chemical industries [
1]. Their common use results mainly from their unique properties, mostly high strength at high temperature resistance (up to 700 °C) as well as corrosion and fatigue resistance [
2]. Therefore, nickel alloys are used predominantly for the production of parts that operate at high temperatures. Critical components of aircraft engines and gas turbines are an example of such parts. The unique properties of nickel alloys negatively affect their machining, which is why they are classified as difficult-to-cut materials. Processing of these alloys by cutting, abrasion and eroding proves to be a challenge and requires detailed research and the selection of appropriate tools and cutting parameters. Therefore, it is impossible to apply the available traditional machining process models to describe the cutting process of nickel alloys.
One of the unconventional machining processes is abrasive water jet (AWJ) cutting. This process is increasingly used in industrial practice due to the lack of heat effects on the workpiece material, as well as high machining efficiency and no negative environmental impact [
3]. The most important quality indicators of AWJ cutting include surface roughness and waviness and cutting accuracy [
4]. The surface quality varies depending on the cutting zone. In many scientific papers, the cut surface is divided into two zones [
5]. In the upper zone, called the smooth cutting region, the dominant parameter is the surface roughness and in the lower zone, called the rough cutting region, where the jet curves, the dominant parameter is the surface waviness [
6]. The accuracy of the workpiece and the surface after cutting depends on the kerf angle [
7]. This is due to the fact that the kerf has a wider entry and its width decreases as the jet cuts into the workpiece [
8].
The parameters of the AWJ process have a significant impact on the quality of the workpiece [
9]. The most important cutting parameters include cutting speed, abrasive flow rate, type of abrasive, abrasive grain size, water pressure, stand-off distance SOD and height of the workpiece [
10]. Depending on the design and control of the AWJ cutting machine, in practice, it is very often impossible to control all parameters of the cutting process [
4,
11]. However, each parameter has a significant impact on the quality of the workpiece.
The most important quality parameter of the workpiece are the surface roughness and waviness. The study of surface roughness and waviness after AWJ cutting has been the subject of many research works concerning the machining of various materials, including Inconel 718 alloy. In work [
12], cutting process of the Kevlar fiber-reinforced polymer was studied. The study revealed that the traverse speed had the greatest influence on the surface roughness, which was modelled separately for the top- and bottom-cutting zone. The study of surface roughness after cutting was also conducted by Akkurt et al. [
13]. Tests were conducted for various nonferrous materials for two material thicknesses, 5 and 20 mm. Only selected roughness parameters were tested. Surface waviness was not tested. It was proved that the surface roughness of material of 5 mm thickness is higher than 20 mm thickness for materials based on brass and steel. The surface roughness of the Inconel 625 alloy was tested in work [
14]. It has been shown that stand-off distance is the most influencing parameter among the input tested parameters such as pressure, stand-off distance and abrasive flow rate. Inconel 625 alloy was also the subject of research [
15]. The influence of process parameters such as the abrasive flow rate, pressure and gap distance on surface roughness and kerf angle was determined. It was found that the water pressure is the dominant factor in the created equation. Results opposite to those in the work [
14] were obtained. On the other hand, in the cutting of Inconel 188 alloy, it was shown that the cutting speed does not have a significant influence on the surface roughness but the surface roughness increases with increasing stand-off distance and decreases slightly with increased abrasive flow rate [
16]. Various studies have also examined the surface roughness of titanium alloys, which are also classified as hard-to-machine materials. Obtained results were very similar to those obtained for nickel alloys. For example, the work [
17] shows that the abrasive flow rate contributed to 29.32% and the stand-off distance to 61.77% in controlling surface roughness. Another study of roughness as a function of depth of cut was conducted but only for an aluminum alloy [
18]. The effect of the abrasive mass flow rate and the cutting speed on the roughness parameter Ra was studied. The surface roughness was shown to change slightly with increasing abrasive mass flow rate. No roughness models were developed and only the Ra parameter was studied. Model of surface roughness as a function of process parameters was developed and also in [
19]. It was proved that the abrasive flow rate and the cutting speed had the strongest effect on the surface roughness. Similar results were obtained in cutting natural stone [
20]. It was proved that increasing the cutting speed causes a corresponding increase in the roughness and waviness of the surface. The cutting tests on stainless steel conducted in [
21,
22,
23] showed that cutting speed directly affects surface roughness. With decreasing cutting speed, the cut surface quality improves visibly.
Workpiece dimensional quality depends on the kerf. The larger the kerf angle, the greater is the machining error, and as a result, the surface of the workpiece after cutting is not parallel to the jet stream and Z axis. A number of papers have investigated the effect of AWJ process parameters on kerf angle. Kumar et al. studied the inclination of the kerf in the AWJ cutting of Inconel 718 [
24]. They developed a kerf taper model in which cutting speed had the greatest effect on kerf, and abrasive flow rate had the least effect. On the contrary, paper [
25] has shown that water pressure has the greatest influence on the cutting quality of Inconel 718 alloy, and the contribution of this parameter in the developed model exceeded 45%. Inconel 718 was also studied in the article [
19]. Model of kerf angle as a function of cutting process parameters like water pressure, abrasive flow rate, cutting speed and abrasive grain size has been developed. It was proved that the cutting speed is the most important factor in the kerf angle model, similar to works [
12,
25]. Studies on the influence of cutting speed on kerf were also conducted for ceramic tiles to determine the appropriate cutting speed value to achieve the required kerf size [
26].
Most scientific research can lead to the conclusion that the stand-off distance, cutting speed and the water pressure have a deciding influence on the surface roughness and kerf angle after abrasive water jet cutting. However, many works lead to contradictory conclusions. Most papers have not focused on the influence of cutting depth on surface roughness and waviness, especially for Inconel 718 alloy. There are no available models of surface roughness and waviness and kerf angle for Inconel 718 alloy, which would take into account not only the process parameters but also the depth of cut and the height of the workpiece without dividing the machined surface into zones.
The purpose of this study was to conduct a comprehensive experimental investigation of the AWJ process of Inconel 718 alloy using variable process parameters such as cutting speed, abrasive mass flow rate, cutting height and depth of cut. Based on the results of the study, empirical models were developed for the roughness parameters Ra and Rz, waviness parameters Wa and Wt and kerf angle as a function of variable process parameters. The developed models allow determination of the surface roughness and waviness and kerf angle at any depth of cut.
2. Materials and Methods
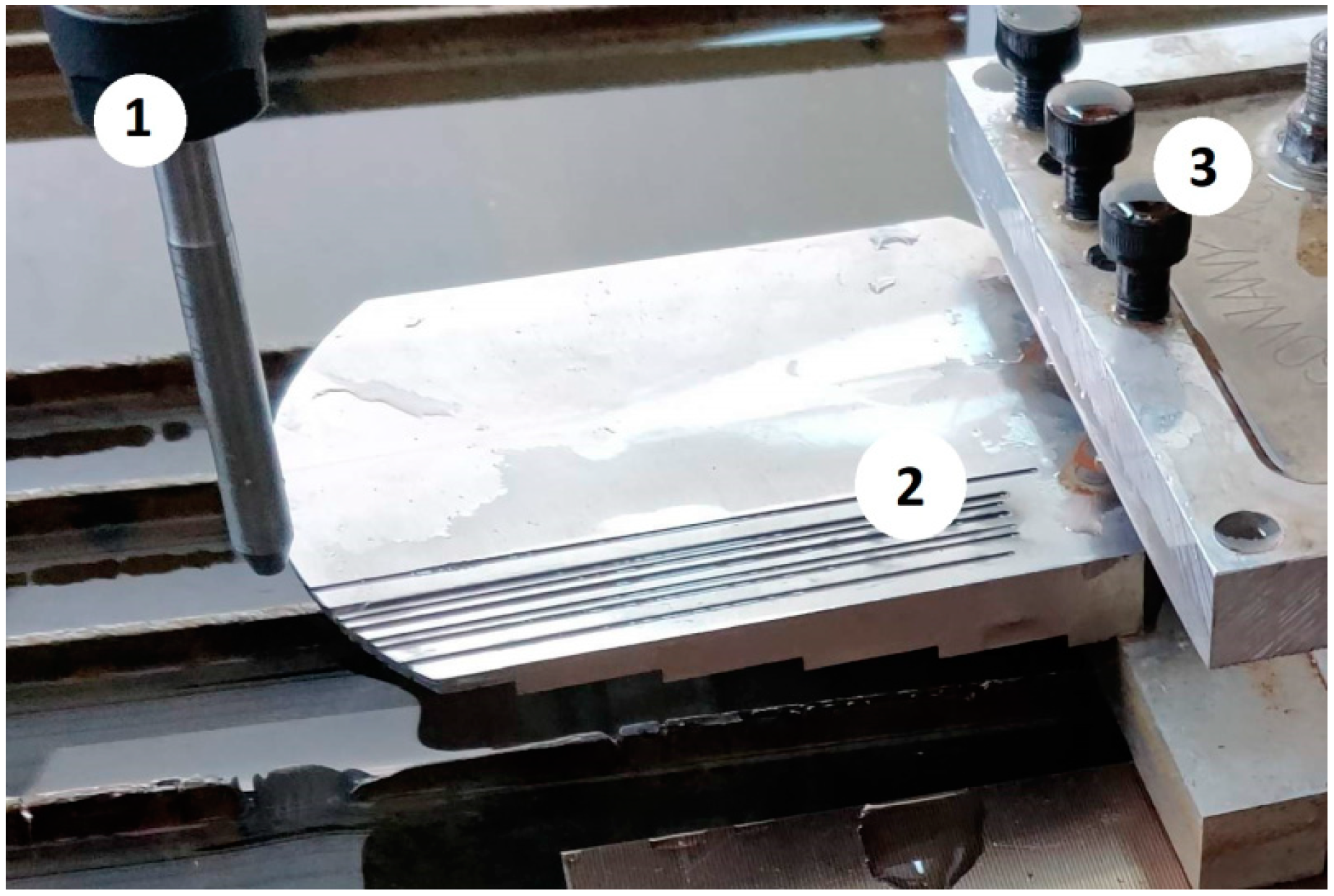
The tests were carried out on a KNUTH Hydro-Jet Eco 0615 cutting machine manufactured by KNUTH Werkzeugmaschinen GmbH, Wasbek, Germany equipped with a multiplier pump. The water pressure was 250 MPa. The abrasive was supplied through a belt system. The focusing nozzle had a diameter of 0.3 mm and the cutting nozzle had a length of 80 mm and a diameter of 0.76 mm. The stand-off distance value was equal to 1.5 mm. The abrasive used was Garnet 80. The variable parameters of the cutting process were the cutting speed, abrasive flow rate and the height of the workpiece. The constant and variable cutting parameters are listed in
Table 1. A view of the machine workspace is shown in
Figure 1. The cutting was carried out in one axis, always in the same direction.
The test samples were made of Inconel 718 alloy. Nine test specimens were made, and each sample had five sections from S1 to S5 with different cut heights
h (
Figure 2). The first section S1 had a height of 2 mm, and each following section was 2 mm higher.
The experimental research was carried out according to a complete two-factor plan with three variables. During the experimental tests, nine parallel cuts were machined with an abrasive water jet at a distance of 5 mm. As a result, nine test specimens denoted from W1 to W9 were cut with variable process parameters according to
Table 2. The third variable parameter of the cutting was the height of the workpiece
h, which resulted from the variable geometry of each sample. Each sample was divided into sections from S1 to S5 with increasing cut height.
After each sample was cut, the measurements of the selected surface topography parameters Ra, Rz, Wa and Wt were conducted. Ra is the arithmetic mean height of profile roughness, Rz describes the maximum height of profile roughness, Wa is the arithmetic mean height of profile waviness and Wt describes total height of profile waviness. For each sample and each section, the surface roughness and waviness parameters were measured, starting from a cutting depth of 0.3 mm with a step of 0.5 mm, until the end of the sample. This way, the results of surface roughness and waviness were obtained as a function of cutting speed, abrasive flow rate, height of the workpiece and actual depth of cut ap. The ap depth of cut parameter is the result of the adopted experimental methodology and is the depth at which the roughness and waviness of the surface were measured at the height of the workpiece. Measurement of surface topography was performed with contact method using the MahrSurf GD 120 profilometer by Mahr GmbH, Goettingen, Germany.
The kerf was measured using a Dino Lite AM7915MZT digital microscope. Measurements of the upper and lower kerf sizes were carried out using the dedicated DinoCapture 2.0 software.
4. Conclusions
An experimental study of the AWJ process was conducted. Selected surface roughness and waviness parameters were analyzed as a function of cutting process parameters such as cutting speed, abrasive flow rate, height of cut sample and depth of cut. Experimental models of the parameters of Ra, Rz, Wa and Wt were developed and analyzed. The following conclusions can be drawn from the analysis of the surface topography of Inconel 718:
The height of the sample has no impact on the roughness and waviness at a particular depth of cut. Regardless of the height of the cut sample, the surface roughness and waviness at a particular depth of cut did not change. Therefore, the cut height parameter h does not appear in the models of Ra, Rz, Wa and Wt parameters.
The depth of cut has the greatest influence on surface roughness. Abrasive flow rate has a small influence and cutting speed has only a marginal effect.
Surface waviness is equally influenced by depth of cut and cutting speed but abrasive flow has a negligible effect.
The influence of cutting process parameters on surface roughness and waviness greatly varies and is non-monotonic in certain parameter ranges.
Surface roughness and waviness after cutting varies at the depth of cut smoothly without a clear boundary between smooth and rough region
The kerf angle was studied as well depending on the technological parameters of the cutting process. Analysis shows that the kerf angle value is not affected by the abrasive flow rate parameter. The value of the kerf angle did not change significantly for different values of the abrasive flow rate. This was confirmed by the analysis of variance of the kerf angle model, where the ma factor was removed due to the low significance level of less than 0.05. It was also shown that the value of the kerf angle depends mostly on the height of the material being cut, and this dependence is monotonic. On the contrary, the influence of cutting speed on kerf angle is minor. Changing the speed from 20 to 60 mm/min resulted in a change in the kerf angle of only about 0.3°.
Further research work should focus on expanding the developed roughness, waviness and kerf angle models with the influence of water pressure and stand-off distance.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}