
Effects on the Microstructure Evolution and Properties of Graphene/Copper Composite during Rolling Process
 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Fabrication of the Graphene/Cu Composites
2.2. Characterizations
3. Results and Discussion
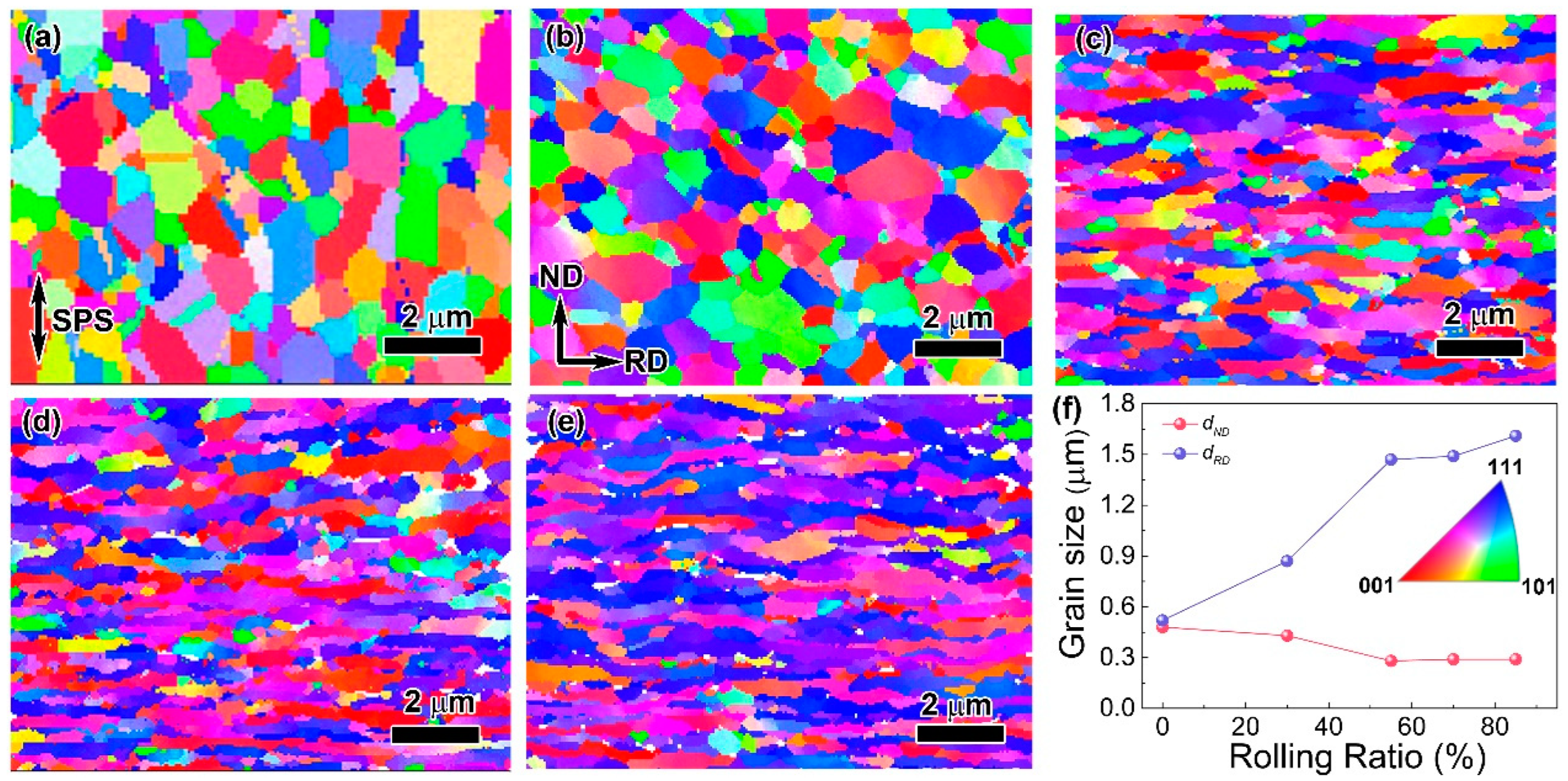
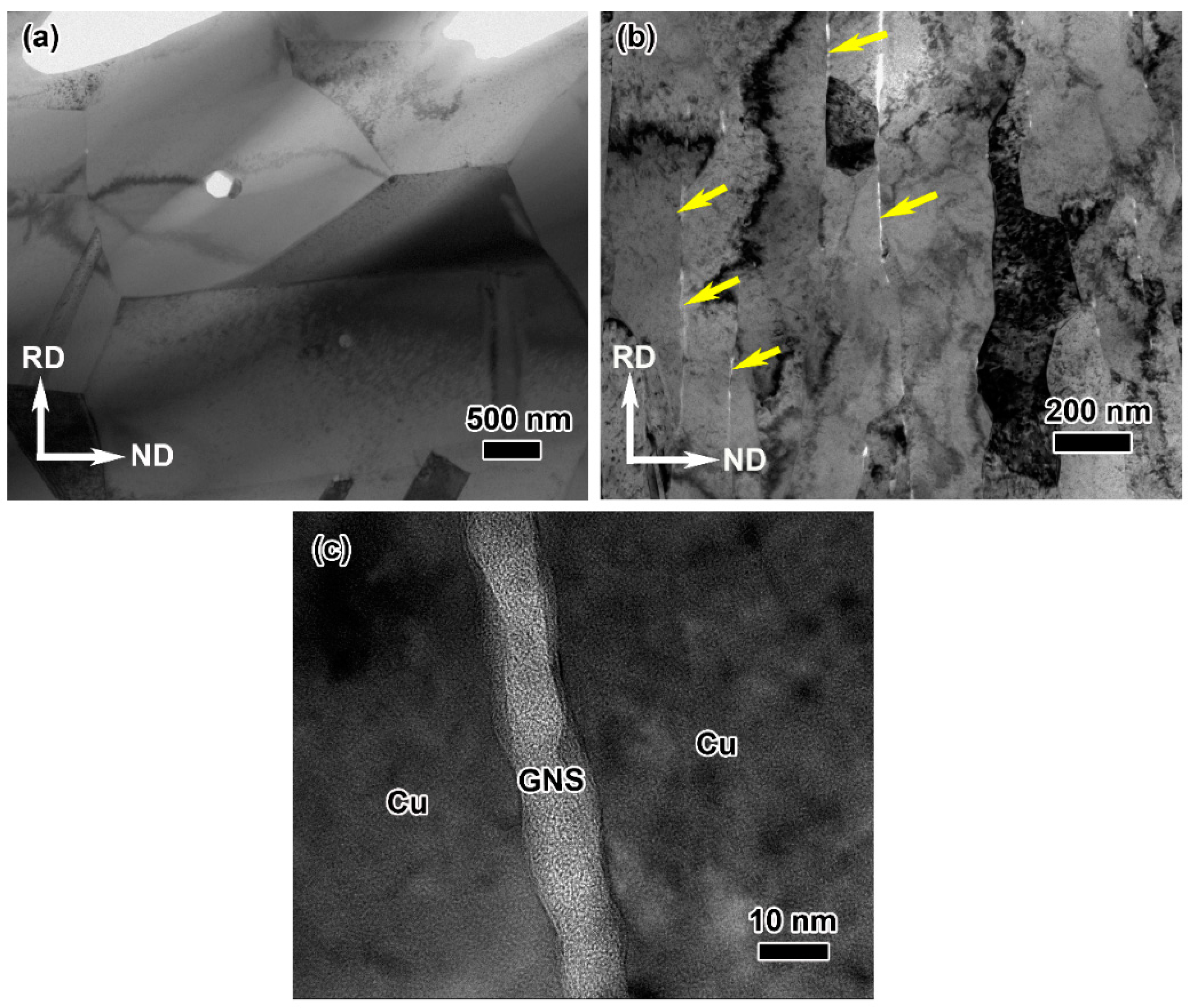
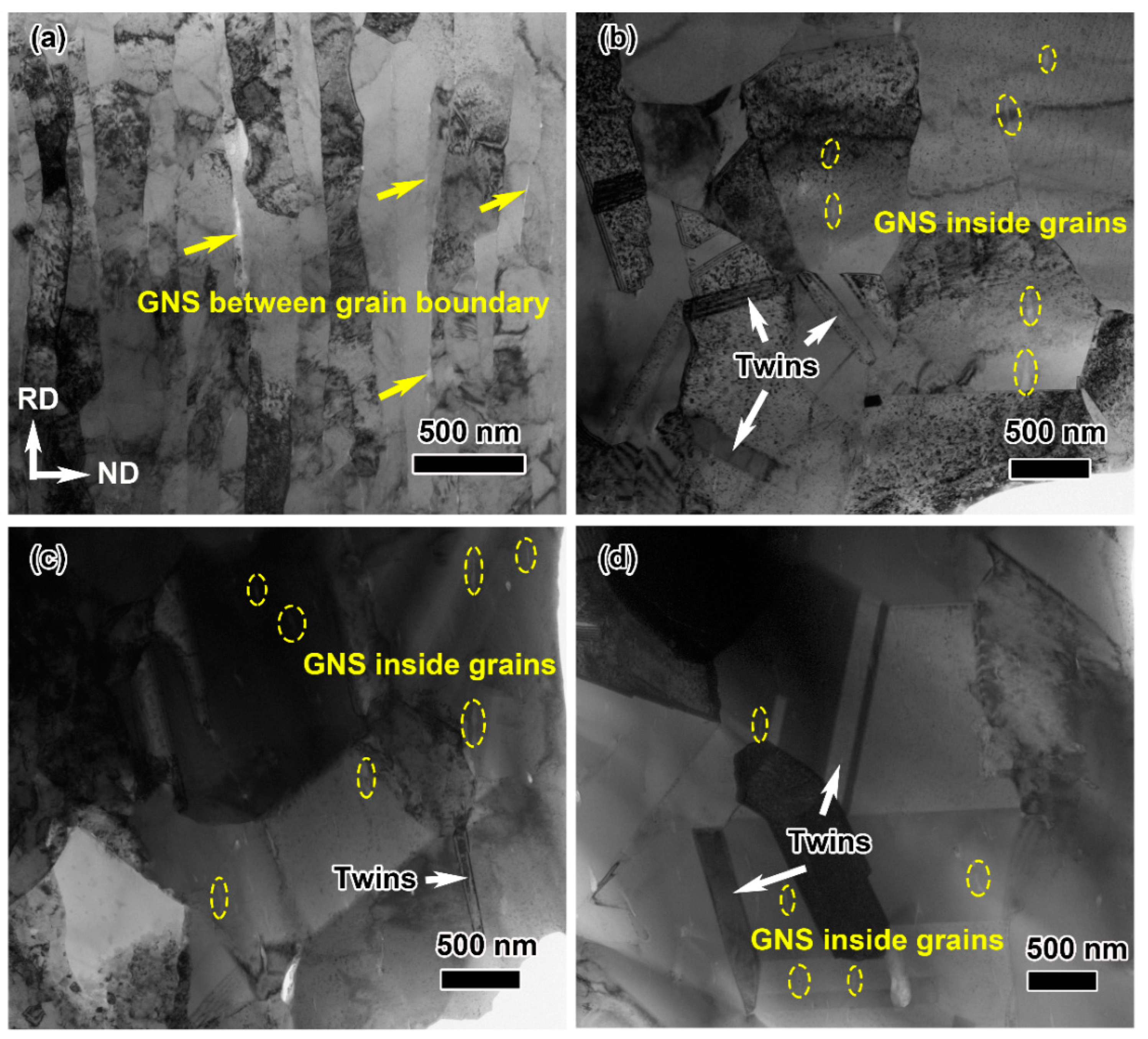
3.1. The Effect of Rolling Deformation on the Cu Grain
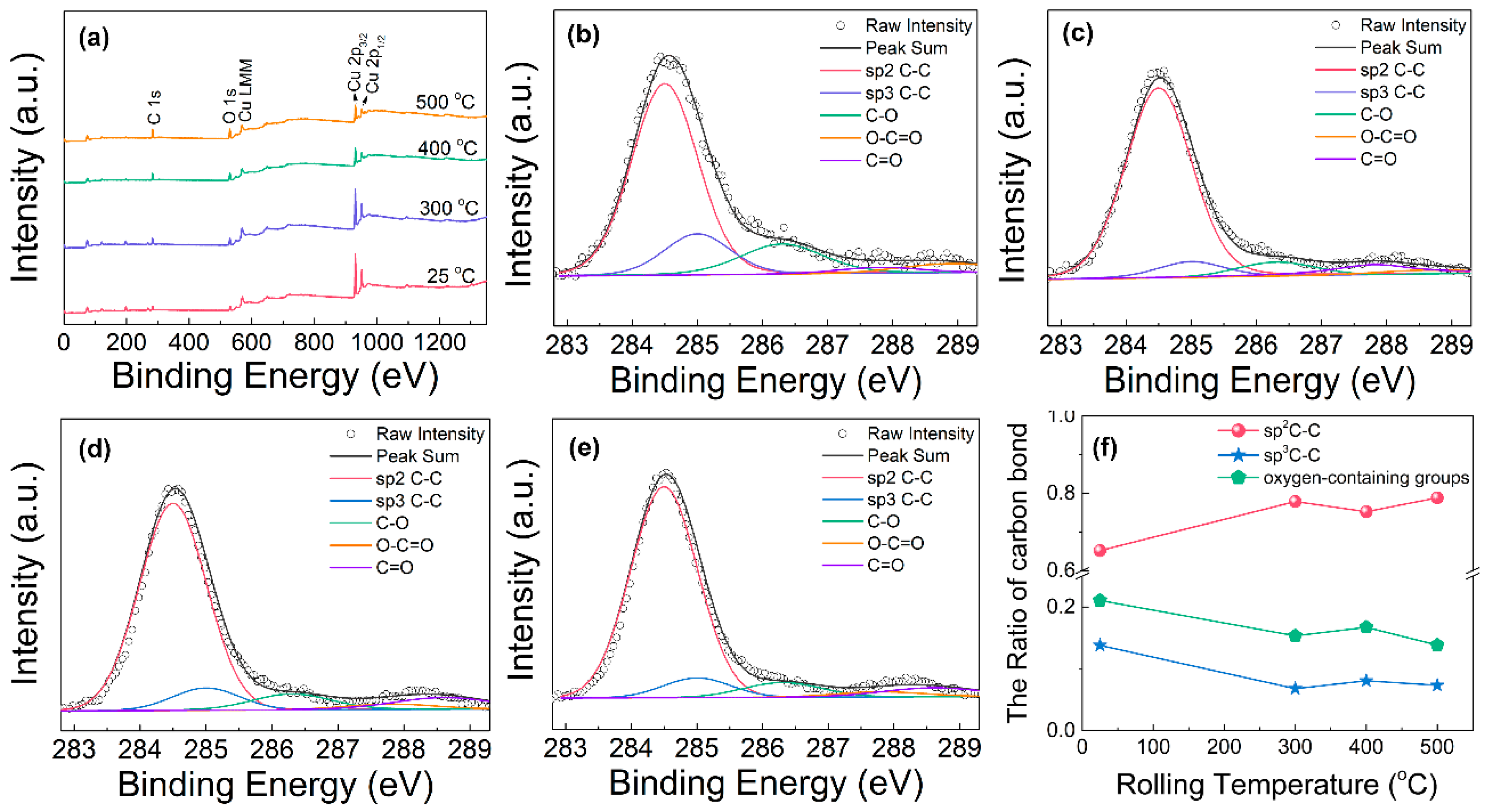
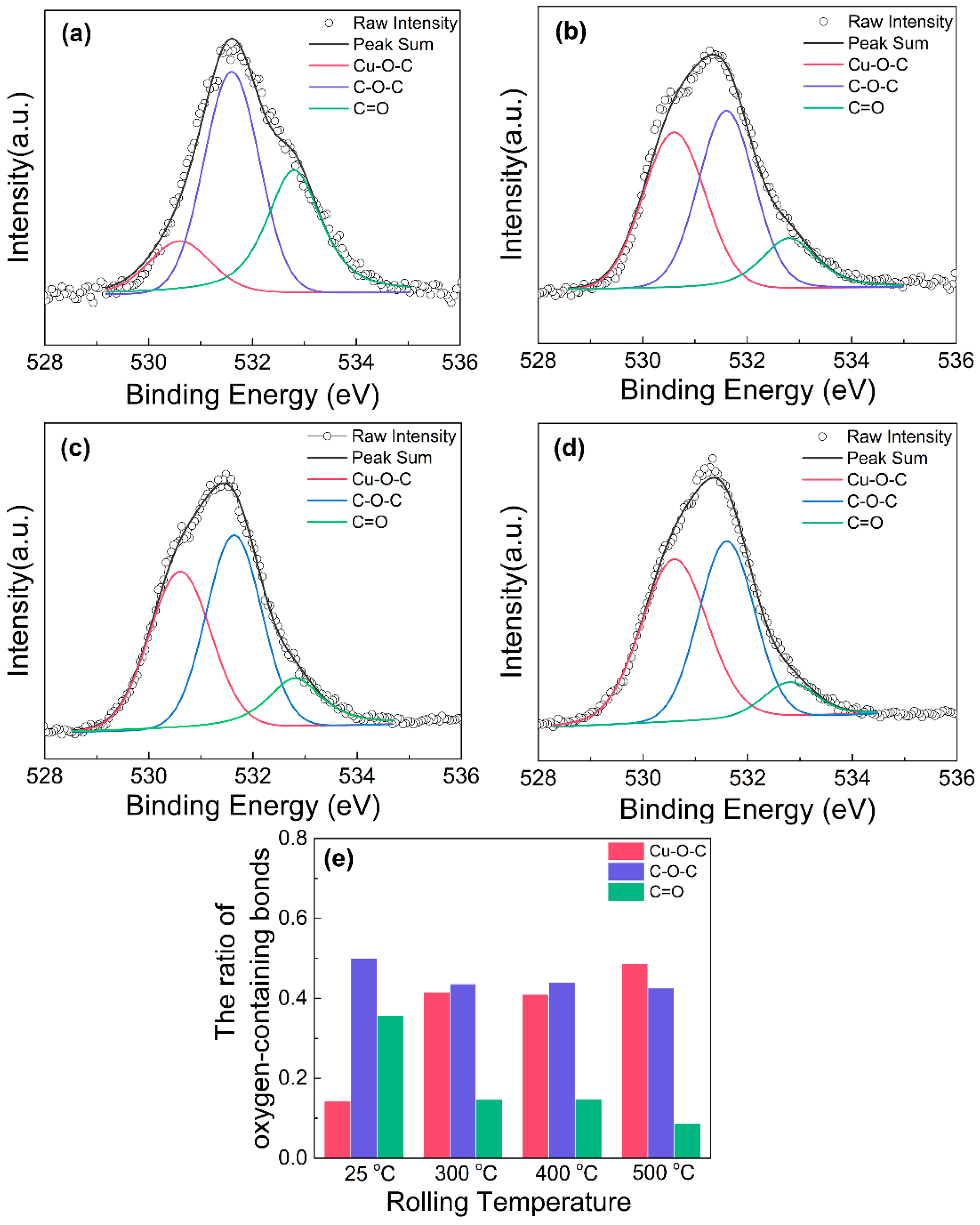
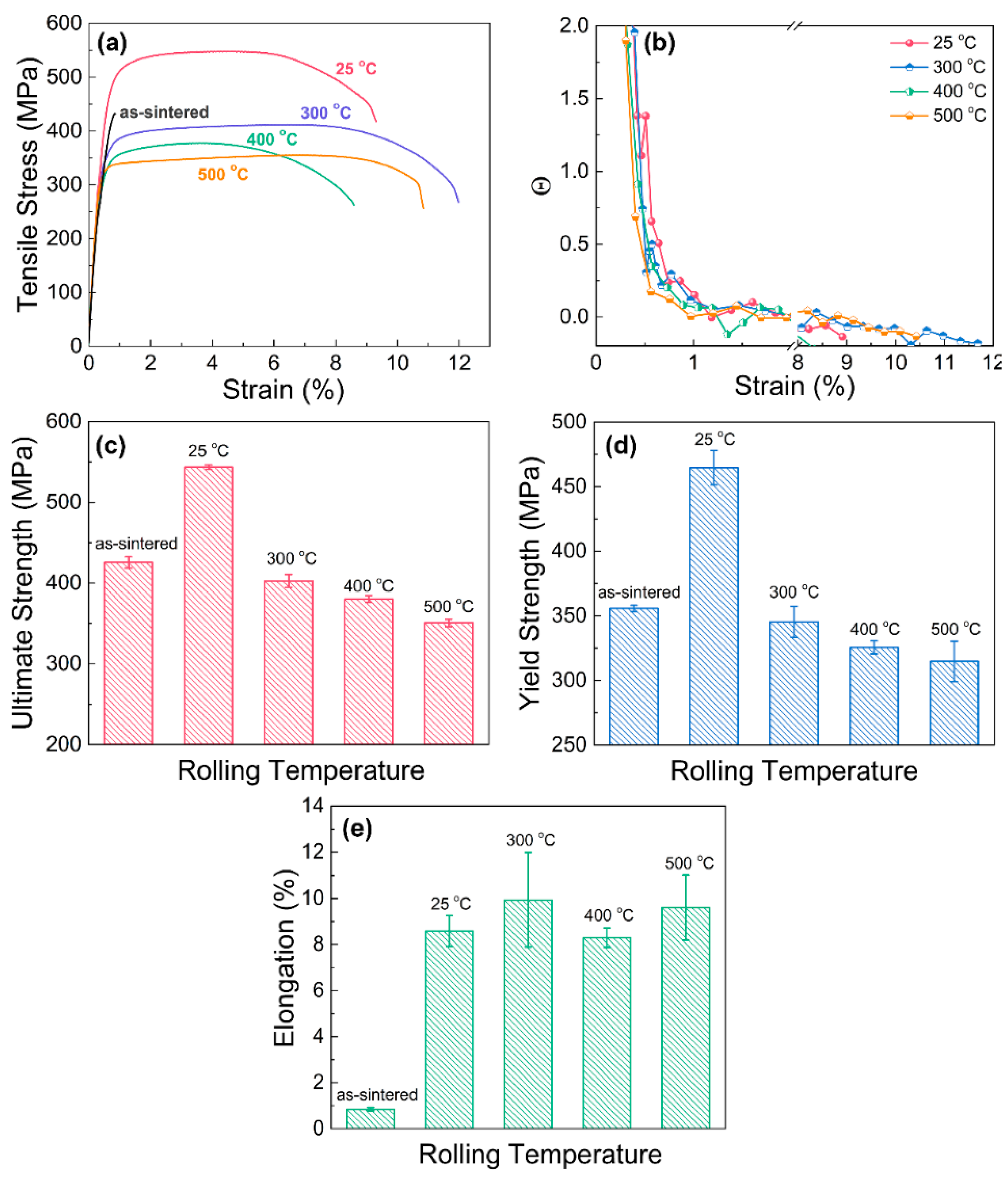
3.2. Effects of Rolling Temperature on Graphene Microstructure
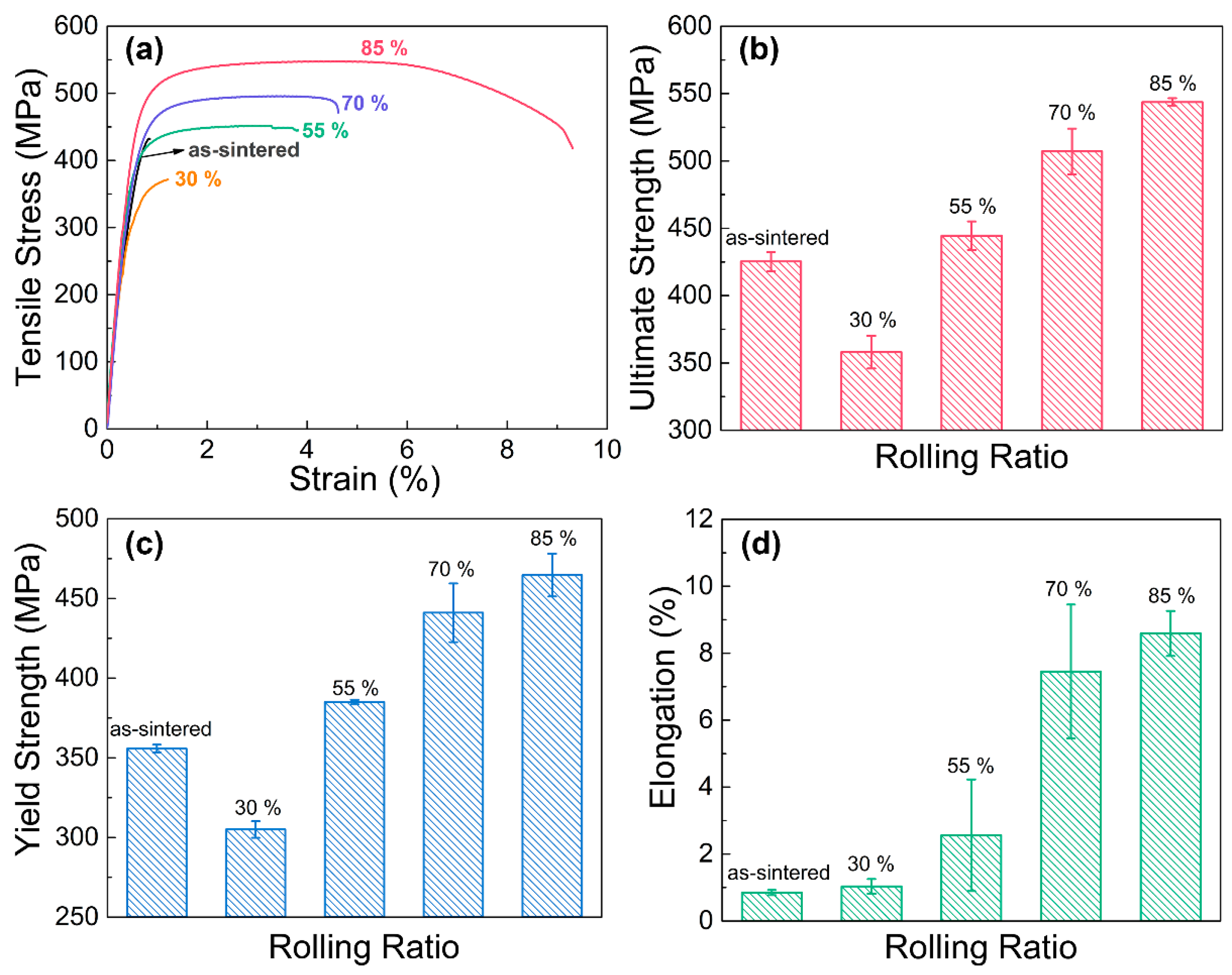
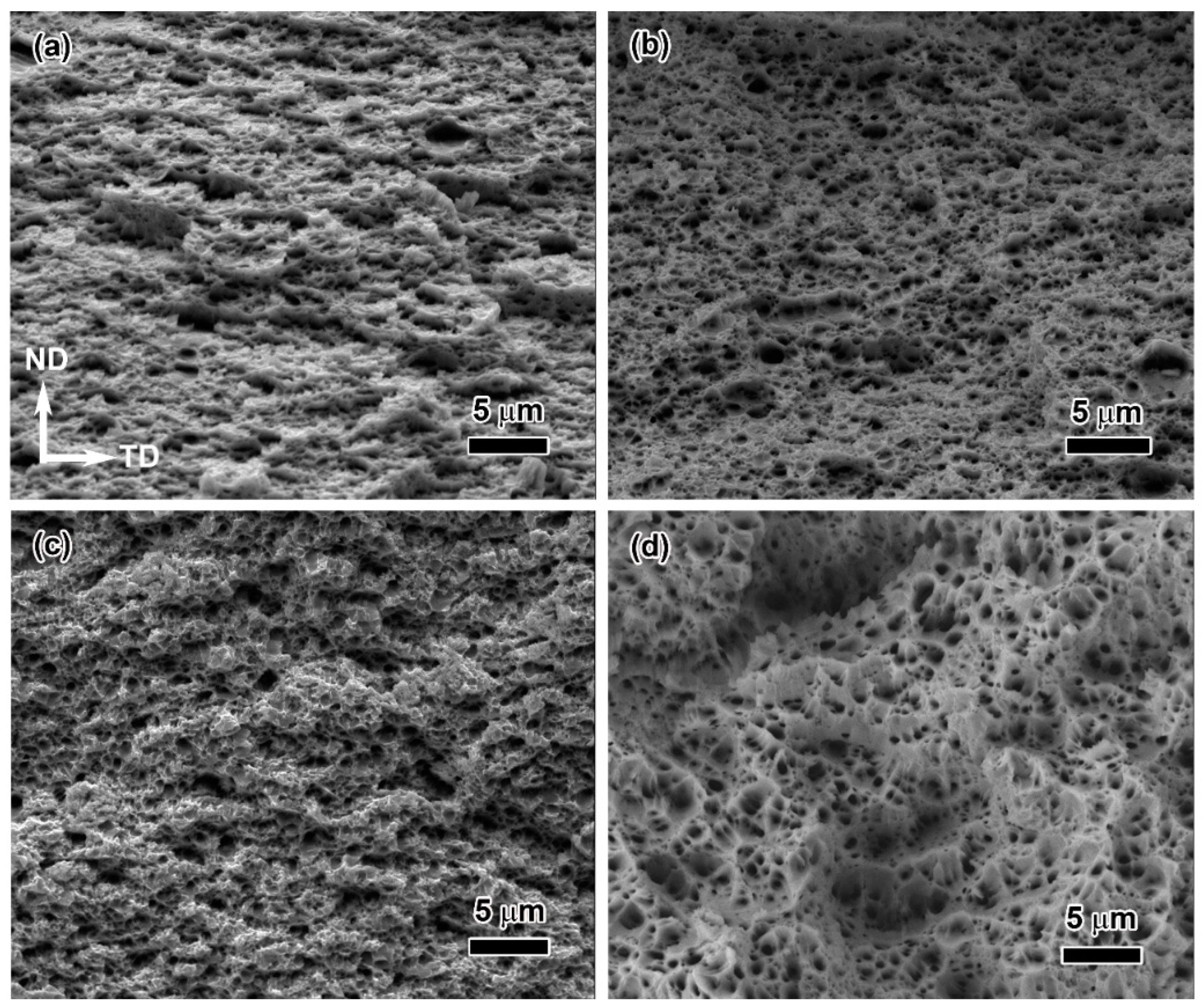
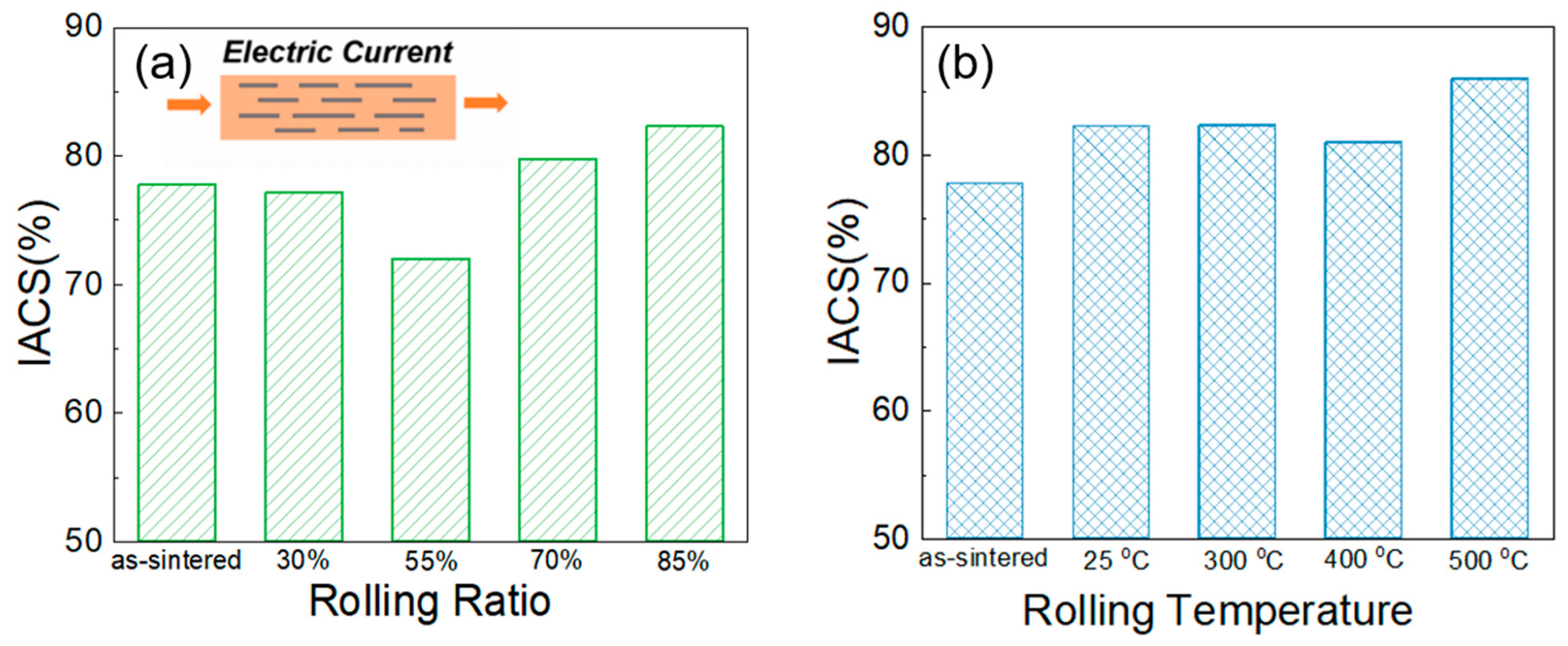
3.3. Mechanical and Electrical Properties of Composites under Different Rolling Parameters
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, Y.B.; Tan, Y.W.; Stormer, H.L.; Kim, P. Experimental observation of the quantum Hall effect and Berry’s phase in graphene. Nature 2005, 438, 201–204. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Balandin, A.A.; Ghosh, S.; Bao, W.Z.; Calizo, I.; Teweldebrhan, D.; Miao, F.; Lau, C.N. Superior thermal conductivity of single-layer graphene. Nano Lett. 2008, 8, 902–907. [Google Scholar] [CrossRef]
- Lee, C.; Wei, X.D.; Kysar, J.W.; Hone, J. Measurement of the elastic properties and intrinsic strength of monolayer graphene. Science 2008, 321, 385–388. [Google Scholar] [CrossRef]
- Ali, S.; Ahmad, F.; Yusoff, P.S.M.M.; Muhamad, N.; Oñate, E.; Raza, M.R.; Malik, K. A review of graphene reinforced Cu matrix composites for thermal management of smart electronics. Compos. Part A Appl. Sci. Manuf. 2021, 144, 106357. [Google Scholar] [CrossRef]
- Lungu, M.V.; Barbu, A. Graphene and its derivative reinforced tungsten-copper composites for electrical contact applications: A review. J. Reinf. Plast. Compos. 2022, 41, 624–636. [Google Scholar] [CrossRef]
- Guo, S.Y.; Zhang, X.; Shi, C.S.; Liu, E.Z.; He, C.N.; He, F.; Zhao, N.Q. In situ synthesis of high content graphene nanoplatelets reinforced Cu matrix composites with enhanced thermal conductivity and tensile strength. Powder Technol. 2020, 362, 126–134. [Google Scholar] [CrossRef]
- Wang, L.; Yang, Z.; Cui, Y.; Wei, B.; Xu, S.; Sheng, J.; Wang, M.; Zhu, Y.; Fei, W. Graphene-copper composite with micro-layered grains and ultrahigh strength. Sci. Rep. 2017, 7, 41896. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, M.; Sheng, J.; Wang, L.D.; Wang, G.; Fei, W.D. Achieving high strength and electrical properties in drawn fine Cu matrix composite wire reinforced by in-situ grown graphene. J. Mater. Res. Technol.-JMRT 2022, 17, 3205–3210. [Google Scholar] [CrossRef]
- Yang, Z.; Wang, L.; Shi, Z.; Wang, M.; Cui, Y.; Wei, B.; Xu, S.; Zhu, Y.; Fei, W. Preparation mechanism of hierarchical layered structure of graphene/copper composite with ultrahigh tensile strength. Carbon 2018, 127, 329–339. [Google Scholar] [CrossRef]
- Frank, O.; Vejpravova, J.; Holy, V.; Kavan, L.; Kalbac, M. Interaction between graphene and copper substrate: The role of lattice orientation. Carbon 2014, 68, 440–451. [Google Scholar] [CrossRef] [Green Version]
- Xu, S.; Zhang, L.; Wang, B.; Ruoff, R.S. Chemical vapor deposition of graphene on thin-metal films. Cell Rep. Phys. Sci. 2021, 2, 100372. [Google Scholar] [CrossRef]
- Chen, F.Y.; Ying, J.M.; Wang, Y.F.; Du, S.Y.; Liu, Z.P.; Huang, Q. Effects of graphene content on the microstructure and properties of copper matrix composites. Carbon 2016, 96, 836–842. [Google Scholar] [CrossRef]
- Chu, K.; Jia, C.C. Enhanced strength in bulk graphene-copper composites. Phys. Status Solidi A-Appl. Mater. Sci. 2014, 211, 184–190. [Google Scholar] [CrossRef]
- Hwang, J.; Yoon, T.; Jin, S.H.; Lee, J.; Kim, T.S.; Hong, S.H.; Jeon, S. Enhanced Mechanical Properties of Graphene/Copper Nanocomposites Using a Molecular-Level Mixing Process. Adv. Mater. 2013, 25, 6724–6729. [Google Scholar] [CrossRef] [PubMed]
- Cao, H.J.; Xiong, D.B.; Tan, Z.Q.; Fan, G.L.; Li, Z.Q.; Guo, Q.; Su, Y.S.; Guo, C.P.; Zhang, D. Thermal properties of in situ grown graphene reinforced copper matrix laminated composites. J. Alloys Compd. 2019, 771, 228–237. [Google Scholar] [CrossRef]
- Nazeer, F.; Ma, Z.; Gao, L.H.; Wang, F.C.; Khan, M.A.; Malik, A. Thermal and mechanical properties of copper-graphite and copper-reduced graphene oxide composites. Compos. Part B-Eng. 2019, 163, 77–85. [Google Scholar] [CrossRef]
- Bisht, A.; Kumar, V.; Li, L.H.; Chen, Y.; Agarwal, A.; Lahiri, D. Effect of warm rolling and annealing on the mechanical properties of aluminum composite reinforced with boron nitride nanotubes. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2018, 710, 366–373. [Google Scholar] [CrossRef]
- Mu, X.N.; Zhang, H.M.; Cai, H.N.; Fan, Q.B.; Zhang, Z.H.; Wu, Y.; Fu, Z.J.; Yu, D.H. Microstructure evolution and superior tensile properties of low content graphene nanoplatelets reinforced pure Ti matrix composites. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2017, 687, 164–174. [Google Scholar] [CrossRef]
- Yu, J.N.; Wang, L.D.; Guan, Y.K.; Shao, B.; Liu, Z.Y.; Zong, Y.Y. A high strength and high electrical conductivity graphene/Cu composite with good high-temperature stability. Mater. Charact. 2023, 201, 112928. [Google Scholar] [CrossRef]
- Tiwari, J.K.; Mandal, A.; Rudra, A.; Mukherjee, D.; Sathish, N. Evaluation of mechanical and thermal properties of bilayer graphene reinforced aluminum matrix composite produced by hot accumulative roll bonding. J. Alloys Compd. 2019, 801, 49–59. [Google Scholar] [CrossRef]
- Duong, L.V.; Anh, N.N.; Trung, T.B.; Chung, L.D.; Huan, N.Q.; Nhung, D.T.; Phuong, M.T.; Minh, P.N.; Phuong, D.D.; Trinh, P.V. Effect of annealing temperature on electrical and thermal property of cold-rolled multi-walled carbon nanotubes reinforced copper composites. Diam. Relat. Mater. 2020, 108, 107980. [Google Scholar] [CrossRef]
- Meng, L.L.; Hu, X.S.; Wang, X.J.; Zhang, C.L.; Shi, H.L.; Xiang, Y.Y.; Liu, N.J.; Wu, K. Graphene nanoplatelets reinforced Mg matrix composite with enhanced mechanical properties by structure construction. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2018, 733, 414–418. [Google Scholar] [CrossRef]
- Wang, M.; Sheng, J.; Wang, L.-D.; Yang, Z.-Y.; Shi, Z.-D.; Wang, X.-J.; Fei, W.-D. Hot rolling behavior of graphene/Cu composites. J. Alloys Compd. 2020, 816, 153204. [Google Scholar] [CrossRef]
- Xiu, Z.; Ju, B.; Zhan, J.; Zhang, N.; Wang, Z.; Mei, Y.; Liu, J.; Feng, Y.; Guo, Y.; Kang, P.; et al. Microstructure Evolution of Graphene and the Corresponding Effect on the Mechanical/Electrical Properties of Graphene/Cu Composite during Rolling Treatment. Materials 2022, 15, 1218. [Google Scholar] [CrossRef]
- Mescola, A.; Paolicelli, G.; Ogilvie, S.P.; Guarino, R.; McHugh, J.G.; Rota, A.; Iacob, E.; Gnecco, E.; Valeri, S.; Pugno, N.M.; et al. Graphene Confers Ultralow Friction on Nanogear Cogs. Small 2021, 17, e2104487. [Google Scholar] [CrossRef]
- Mescola, A.; Silva, A.; Khosravi, A.; Vanossi, A.; Tosatti, E.; Valeri, S.; Paolicelli, G. Anisotropic rheology and friction of suspended graphene. Phys. Rev. Mater. 2023, 7, 054007. [Google Scholar] [CrossRef]
- Yang, Z.; Wang, L.; Cui, Y.; Shi, Z.; Wang, M.; Fei, W. High strength and ductility of graphene-like carbon nanosheet/copper composites fabricated directly from commercial oleic acid coated copper powders. Nanoscale 2018, 10, 16990–16995. [Google Scholar] [CrossRef]
- Hansen, N. Hall–Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Yang, D.; Velamakanni, A.; Bozoklu, G.; Park, S.; Stoller, M.; Piner, R.D.; Stankovich, S.; Jung, I.; Field, D.A.; Ventrice, C.A.; et al. Chemical analysis of graphene oxide films after heat and chemical treatments by X-ray photoelectron and Micro-Raman spectroscopy. Carbon 2009, 47, 145–152. [Google Scholar] [CrossRef]
- Shen, Y.; Jing, T.; Ren, W.; Zhang, J.; Jiang, Z.-G.; Yu, Z.-Z.; Dasari, A. Chemical and thermal reduction of graphene oxide and its electrically conductive polylactic acid nanocomposites. Compos. Sci. Technol. 2012, 72, 1430–1435. [Google Scholar] [CrossRef]
- Zhang, X.; Shi, C.S.; Liu, E.Z.; Zhao, N.Q.; He, C.N. Effect of Interface Structure on the Mechanical Properties of Graphene Nanosheets Reinforced Copper Matrix Composites. Acs Appl. Mater. Interfaces 2018, 10, 37586–37601. [Google Scholar] [CrossRef] [PubMed]
- Jiang, T.; Zhang, X.; Vishwanath, S.; Mu, X.; Kanzyuba, V.; Sokolov, D.A.; Ptasinska, S.; Go, D.B.; Xing, H.G.; Luo, T. Covalent bonding modulated graphene-metal interfacial thermal transport. Nanoscale 2016, 8, 10993–11001. [Google Scholar] [CrossRef]
- Safina, L.R.; Krylova, K.A.; Baimova, J.A. Molecular dynamics study of the mechanical properties and deformation behavior of graphene/metal composites. Mater. Today Phys. 2022, 28, 100851. [Google Scholar] [CrossRef]
- Kim, K.T.; Cha, S.I.; Gemming, T.; Eckert, J.; Hong, S.H. The role of interfacial oxygen atoms in the enhanced mechanical properties of carbon-nanotube-reinforced metal matrix nanocomposites. Small 2008, 4, 1936–1940. [Google Scholar] [CrossRef] [PubMed]
- Ma, Y.; Zhang, S.; Xu, Y.; Liu, X.; Luo, S.N. Effects of temperature and grain size on deformation of polycrystalline copper-graphene nanolayered composites. Phys. Chem. Chem. Phys. 2020, 22, 4741–4748. [Google Scholar] [CrossRef]
- Nakao, W.; Ono, M.; Lee, S.-K.; Takahashi, K.; Ando, K. Critical crack-healing condition for SiC whisker reinforced alumina under stress. J. Eur. Ceram. Soc. 2005, 25, 3649–3655. [Google Scholar] [CrossRef]
- Hu, J.; Shi, Y.N.; Sauvage, X.; Sha, G.; Lu, K. Grain boundary stability governs hardening and softening in extremely fine nanograined metals. Science 2017, 355, 1292–1296. [Google Scholar] [CrossRef]
- Zhang, S.; Huang, P.; Wang, F. Graphene-boundary strengthening mechanism in Cu/graphene nanocomposites: A molecular dynamics simulation. Mater. Des. 2020, 190, 108555. [Google Scholar] [CrossRef]
- Cao, M.; Xiong, D.-B.; Tan, Z.; Ji, G.; Amin-Ahmadi, B.; Guo, Q.; Fan, G.; Guo, C.; Li, Z.; Zhang, D. Aligning graphene in bulk copper: Nacre-inspired nanolaminated architecture coupled with in-situ processing for enhanced mechanical properties and high electrical conductivity. Carbon 2017, 117, 65–74. [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Z.; Deng, F.; Tao, Z.; Yan, S.; Ma, H.; Qian, M.; He, W.; Zhang, Z.; Liu, Y.; Wang, L. Effects on the Microstructure Evolution and Properties of Graphene/Copper Composite during Rolling Process. Materials 2023, 16, 5534. https://doi.org/10.3390/ma16165534
Yang Z, Deng F, Tao Z, Yan S, Ma H, Qian M, He W, Zhang Z, Liu Y, Wang L. Effects on the Microstructure Evolution and Properties of Graphene/Copper Composite during Rolling Process. Materials. 2023; 16(16):5534. https://doi.org/10.3390/ma16165534
Chicago/Turabian StyleYang, Ziyue, Fan Deng, Zhang Tao, Shuai Yan, Heng Ma, Miao Qian, Wei He, Zhifeng Zhang, Yanqiang Liu, and Lidong Wang. 2023. "Effects on the Microstructure Evolution and Properties of Graphene/Copper Composite during Rolling Process" Materials 16, no. 16: 5534. https://doi.org/10.3390/ma16165534