1. Introduction
Presently, the world witnesses economic growth propelled by its industrial and urban advancements [
1]. Consequently, an increasing number of industries are generating waste [
2,
3,
4], which needs to be recovered to prevent landfill deposition and mitigate adverse environmental impacts. The waste production from foundry industries is escalating on a global scale [
5], given that castings are an integral part of about 90% of durable goods [
6]. Simultaneously, the rapid progress in global infrastructure development has resulted in a significant acceleration of construction rates [
2,
7]. Thus, the construction industry, a huge consumer of raw materials for the production of construction materials, namely concrete and mortars [
8], needs to find sustainable and alternative solutions that allow to reduce the use of natural raw materials, namely aggregates.
In 2020, the foundry industry produced about 103,300 thousand tons of castings [
9], produced by about 35,000 active foundry companies [
10]. The main world producers are China, India, and the United States, representing about 50.3%, 10.9%, and 9.4% of world casting production, respectively [
9]. At this time, it is estimated that around 90,000 thousand tons of foundry waste are generated worldwide annually, with only between 15% and 30% being reused, with the remainder being landfilled [
11,
12,
13,
14].
In recent times, the precision casting or lost wax casting sector has experienced remarkable growth due to its significant advantages, including high dimensional accuracy, excellent surface quality, and the ability to accommodate highly complex designs. Moreover, it offers versatile applications across various industries such as automotive, valves and accessories, domestic equipment, railway construction, naval engineering, aeronautics, electrical components, machine construction, and even civil construction [
15]. As evidence of its flourishing, the lost wax casting output value in China reached USD 3.3 billion in 2021, representing a remarkable increase of 17.5% compared with 2020 [
16]. During the production process, the lost wax casting industry produces mainly two different types of wastes: ceramic mold shells and paraffin wax. In the lost wax casting process, the initial step involves fabricating sacrificial pieces made of paraffin wax, which are assembled onto wax support to create a cluster. Subsequently, a ceramic mold is built by repeatedly dip-coating the cluster in a ceramic slurry to form multiple ceramic layers. Once all the ceramic layers have dried, the ceramic mold and the paraffin are subjected to an oven, removing the paraffin wax by its evaporation, obtaining in this way the first waste, the paraffin wax, after condensation. The next step consists of pouring the molten metal into the empty ceramic mold and allowing it to cool and solidify. The final step consists in breaking the ceramic mold shell and separating the individual castings, obtaining the second waste type, the ceramic mold shells [
17,
18]. Until now, these wastes are deposited in landfills because any practical applications are not known or economic, and during the production process, their reincorporation is not possible. Thus, the raw materials used during the lost wax casting process are used only a single time. According to data from the producers, for each ton of casting, around one ton of ceramic mold shells and about 150 kg of paraffinic wax are produced.
In the construction sector, around 48 billion tons of aggregates are consumed annually [
19]. The aggregates represent about 80% of the total weight of the concrete and mortars, being its main constituent [
20]. Thus, the exploitation of natural resources for making aggregates is mandatory. However, this leads to serious problems related to the high energy consumption for their extraction and also to the possibility of their depletion. In the future, natural aggregates will become less available, increasing their price and difficulty in fulfilling worldwide needs. Thus, it is essential to look for alternative materials that allow replacing the aggregate in part or totally.
Due to the large number of foundry wastes available, in recent years, many researchers have developed works searching solutions for foundry wastes, essentially foundry sand [
21,
22,
23,
24,
25,
26,
27,
28] and iron and steel foundry slags [
1,
17,
29,
30,
31,
32], but few studies have been conducted with wastes from the precision or lost wax casting industry. Guney et al. [
23] conducted an assessment of the feasibility of reusing foundry sand waste in high-performance concrete. They replaced natural sand with foundry sand in different contents (5%, 10%, and 15%). The outcomes of their study revealed that the inclusion of foundry waste resulted in a decrease in the compression and tensile strengths, as well as in the elasticity modulus of the concrete. However, the concrete containing 10% of foundry sand exhibited similar results compared to the reference concrete. Thiruvenkitam et al. [
25] also evaluated the possibility of partially replacing natural sand with foundry sand in concrete, with contents varying from 0% to 25%. The results allowed us to observe that the concrete compressive strength increases until a foundry sand content of 20%. However, the incorporation of higher foundry sand content by natural aggregate replacement leads to a slight reduction in compressive strength. The concrete with the incorporation of 20% of foundry sand presents the same compressive strength classification as the concrete with 100% of natural sand (M30). In their research, Devi et al. [
30] conducted a study where they utilized steel slag as an aggregate for concrete production. They assessed the durability of the concrete incorporating steel slag under different exposure conditions. Remarkably, the concrete with steel slag demonstrated satisfactory performance, even when compared with conventional concrete, presenting a pulse velocity higher than 3.5 mm/s in various exposure conditions and a weight loss 60% lower than the traditional concrete in the acid resistance tests. Keertan et al. [
20] evaluated the mechanical performance of concrete mixtures produced by replacing coarse aggregate with 40%, 45%, and 50% of steel slag, observing a better performance for a steel slag content of 50% in terms of compressive strength and denser microstructure when compared with the other mixtures.
However, even though there is already research into some foundry wastes, the application of foundry wastes from the lost wax casting process is still an area with great research needs and is underdeveloped. Taking into account the expansion of the lost wax casting industry, it is also important to develop solutions that allow the reuse of ceramic mold shells and paraffin wax waste. This research team has been making efforts in an attempt to reuse these wastes [
10,
12]. Thus, during these preliminary works, the focus of the work was the valorization of the ceramic mold shells and paraffin wax. The presence of these wastes leads to the development of some microcracks in the mortar microstructure, especially the presence of ceramic mold shells, due to their chemical composition. However, the incorporation of 20% of paraffin wax led to a decrease of about 17%, 27%, and 64% in the flexural strength, compression strength, and adhesion of the mortars, respectively [
10]. This situation was evaluated and solved by Cunha et al. [
12] in a study in which they evaluated different methods to minimize the effect of the incorporation of ceramic mold shell wastes. Three different methods were analyzed: ceramic mold shell washing, polymeric fibers incorporation, and simultaneous utilization of ceramic mold shell washing and polymeric fibers incorporation. It was possible to verify that a single washing treatment was efficient in eliminating the presence of the chemical elements that leads to the alkali-aggregate reaction.
In recent years, we have observed climate changes that arise from the significant emissions of greenhouse gases, atmospheric pollution, and excessive energy consumption [
33,
34]. These factors are interconnected and present cumulative effects on the climate. While the term “global warming” is commonly linked to rising temperatures, climate change also influences weather patterns worldwide, resulting in extremes of both heat and cold. Consequently, issues concerning buildings in cold regions have become critical and require comprehensive attention, particularly regarding their durability, especially the durability of exterior coating mortars [
35]. Thus, several researchers have explored the freeze–thaw behavior of different composite materials. Zhao et al. [
36] studied the geopolymers’ freeze–thaw behavior when subjected to 50 freeze–thaw cycles, observing a decrease in their compressive strength and destruction of the specimens after the 44th freeze–thaw cycle. Cunha et al. [
37] developed a study evaluating the durability of coating mortars with the incorporation of commercial paraffin. The test results allowed us to observe that cement-based mortars with higher paraffin contents reveal a higher resistance to the freeze–thaw action and lower mass loss during the tests. Guney et al. [
23] studied the behavior of cementitious materials with the incorporation of foundry sand, observing a decrease in the concrete mechanical and physical properties after freeze–thaw cycles. These studies allowed us to observe the influence of freeze–thaw actions on geopolymer concrete and cementitious materials incorporating commercial paraffin and foundry wastes. However, the evaluation of the behavior against the freeze–thaw tests of cementitious materials with the incorporation of precision foundry industry wastes (ceramic mold shells and paraffin wax) remains an underdeveloped area.
According to the previously mentioned, the main objectives of this study were the following:
Evaluate the possibility of reusing ceramic mold shells and paraffin wax, from the lost wax foundry process, as a substitute for natural aggregate in cement mortars;
Evaluate the physical and mechanical performance of the developed mortars in normal conditions;
Evaluate the performance of the developed mortars subjected to freeze–thaw actions.
This is the first work carried out by the research team with the simultaneous incorporation of washed ceramic mold shells and paraffinic wax. On the other hand, the evaluation of the behavior against freeze–thaw actions in mortars with the incorporation of ceramic mold shells and paraffin wax, wastes from the precision foundry industry, or lost wax foundry industry has not yet been carried out. Thus, the novelty associated with this study is based on the following:
Utilization of waste from the lost wax foundry industry to replace natural aggregates in mortars;
Simultaneous incorporation of washed ceramic mold shells and paraffin wax to replace natural aggregate in mortars;
Replacement of high contents of natural aggregate by lost wax foundry industry waste;
Evaluation of the behavior of the developed mortars under normal operation conditions;
Evaluation of the behavior of the developed mortars against freeze–thaw actions.
4. Conclusions
This study allowed the evaluation of the influence of the incorporation of ceramic mold shells and paraffinic wax wastes in cement mortars, replacing the natural aggregate and evaluating their physical, mechanical, and freeze–thaw behavior.
Taking into account the high amount of precision foundry wastes currently generated around the world and the continuously growing prospection of this industry, it will be expected that this study has enormous applicability worldwide due to the need to reuse these wastes, but also to the need of the construction industry in reduce the natural raw materials consumption.
The most relevant conclusions achieved were the following:
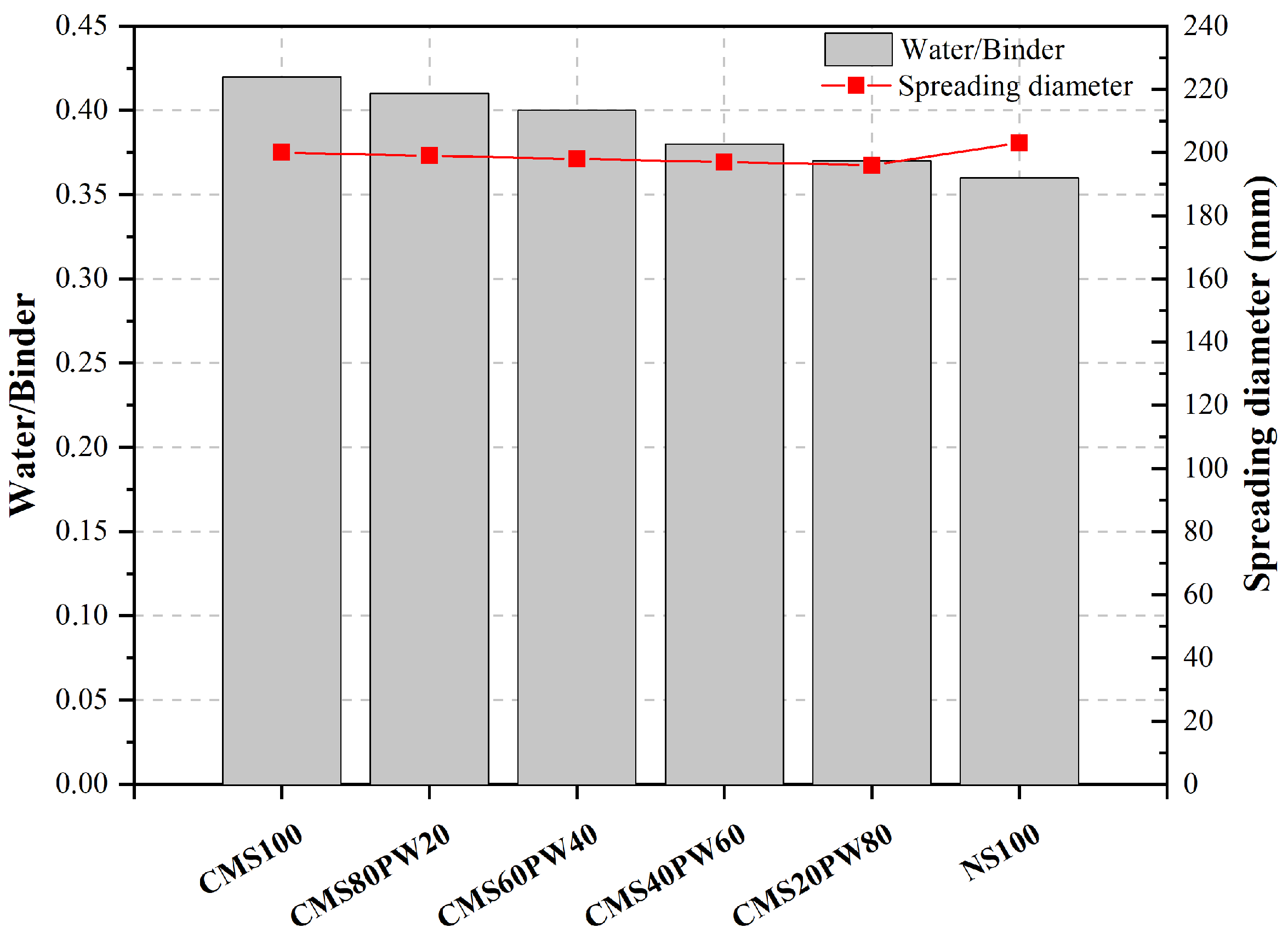
The water content in the mortars increases with the total replacement of natural sand by ceramic mold shells. However, the replacement of ceramic mold shells with paraffinic wax leads to a decrease in the water/binder ratio. These behaviors were directly connected with the particle size and water absorption capacity of the different aggregates.
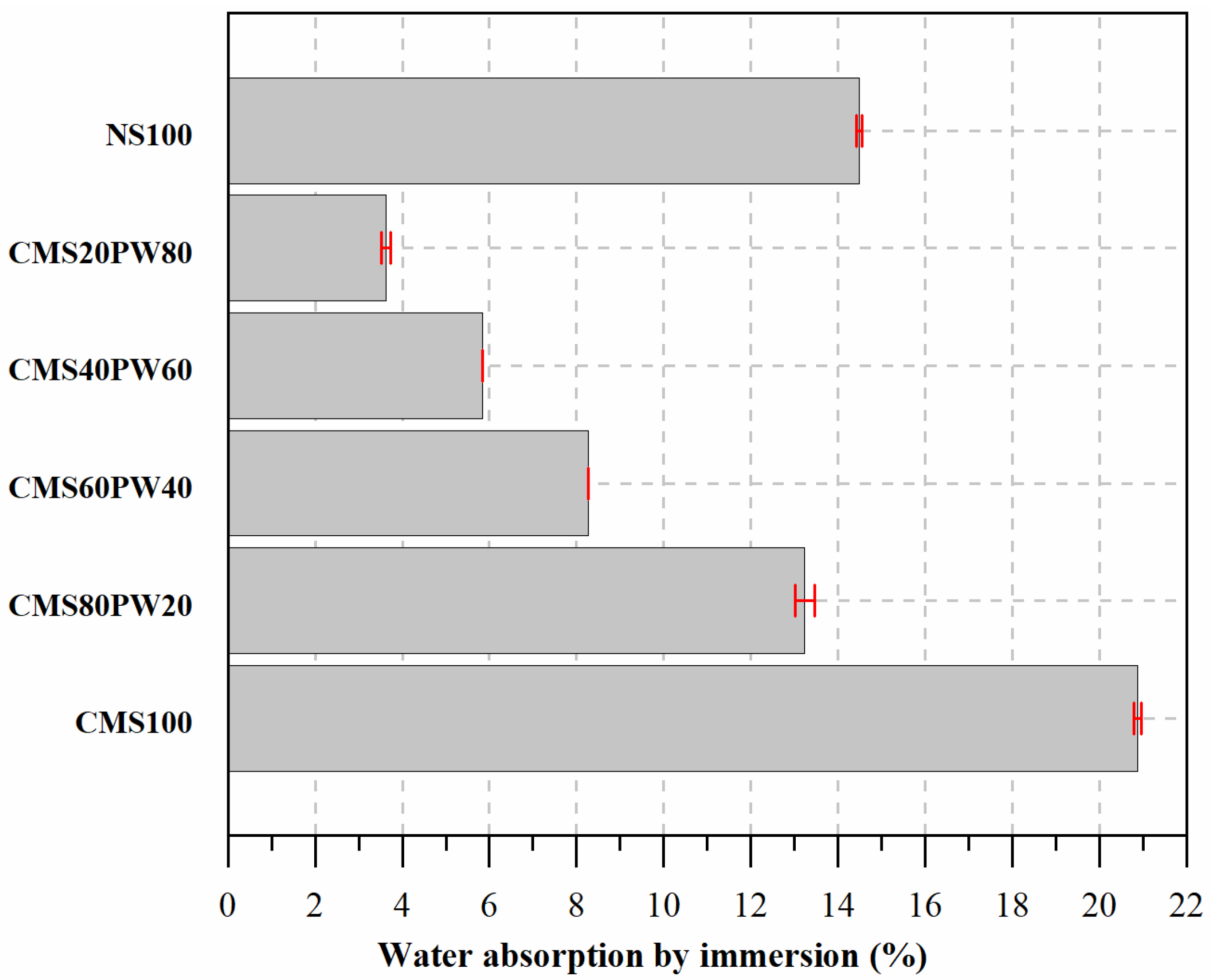
The water absorption by capillarity and immersion of the mortars with simultaneous incorporation of ceramic mold shells and paraffinic wax were lower compared with the mortar with 100% of natural sand and 100% of ceramic mold shells due to the lower ratio of water/binder of these mortars and lower water capacity absorption of the paraffinic wax. The higher mortar porosity was presented by the mortars with 100% of aggregate constituted by ceramic mold shells due to the higher water/binder ratio and water capacity absorption of the ceramic mold shells.
The higher mechanical performance was presented by the mortar with 100% aggregate constituted by natural sand. The presence of ceramic mold shells and paraffinic wax leads to a decrease in the flexural and compressive strengths due to the lower adhesion of the paraffin wax to the cementitious matrix and the delay in the cement hydration process.
The freeze–thaw behavior of the developed mortars was very satisfactory because all the mortars presented mass losses very reduced and close to the mortar with 100% of natural aggregate.
The replacement of natural sand by foundry waste (peels from ceramic molds and paraffinic wax) in the compositions CMS100, CMS80PW20, CMS60PW40, CMS40PW60, and CMS20PW80 will lead to a 100% saving in the aggregate acquisition cost for these mortars.
Considering the mechanical performance (flexural and compressive behavior) and the performance against freeze–thaw actions, it was possible to observe that the mortars with the incorporation of 100% of ceramic mold shells (CMS100) and 80% of ceramic mold shells and 20% of paraffin wax (CMS80PW20) showed the more interesting behavior.
It can be concluded that the reutilization of these wastes (paraffin waxes and ceramic mold shells) as a replacement for natural aggregate in mortars can be seen as a viable solution for decreasing the consumption of natural raw materials. On the other hand, the reuse of these wastes, which so far do not have any type of application and cannot be reused during a new foundry production process, will result in a substantial reduction in their deposit in landfills.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}