
Enhanced Mechanical Properties of QAl9-4 Aluminum Bronze for High-Speed-Rail Brake Systems with a Pulsed Magnetic Field


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Details
3. Results and Discussion
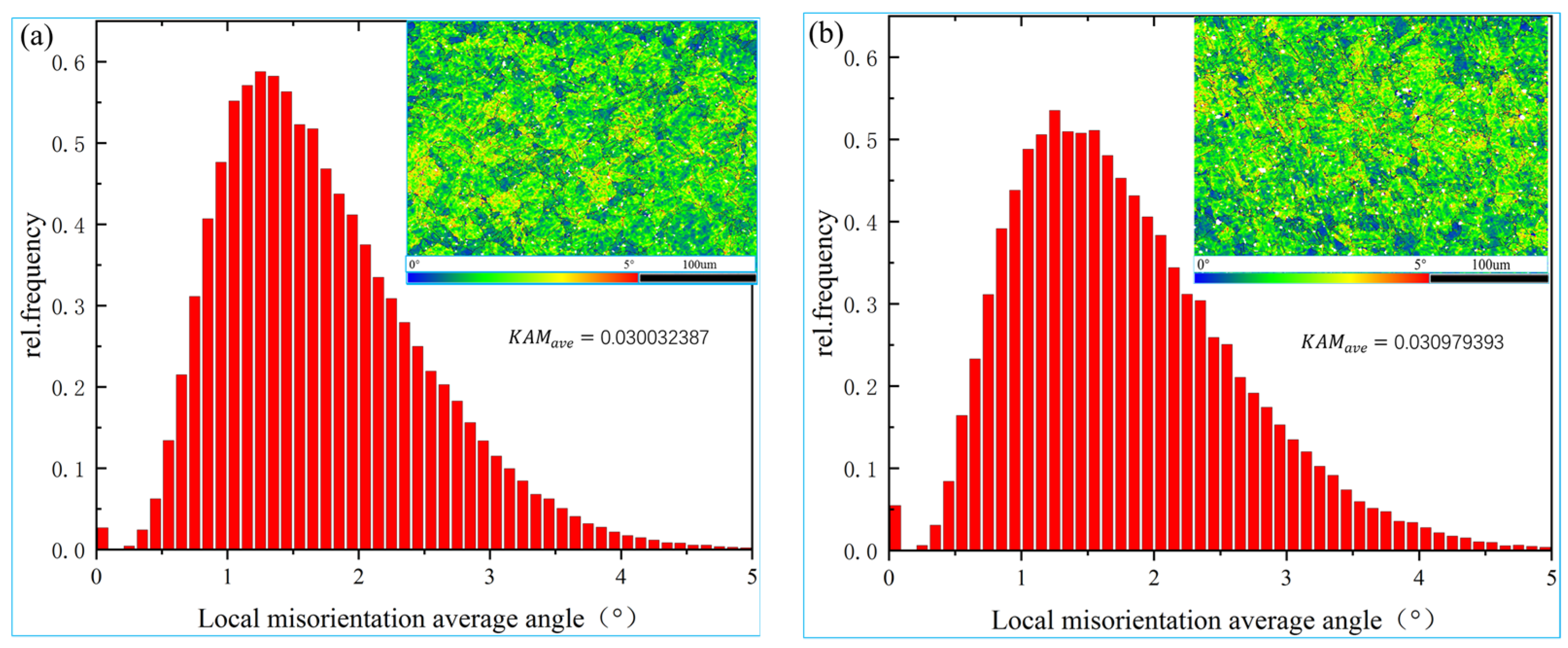
3.1. Effect of Magnetic Field Treatment on Dislocations of Alloy
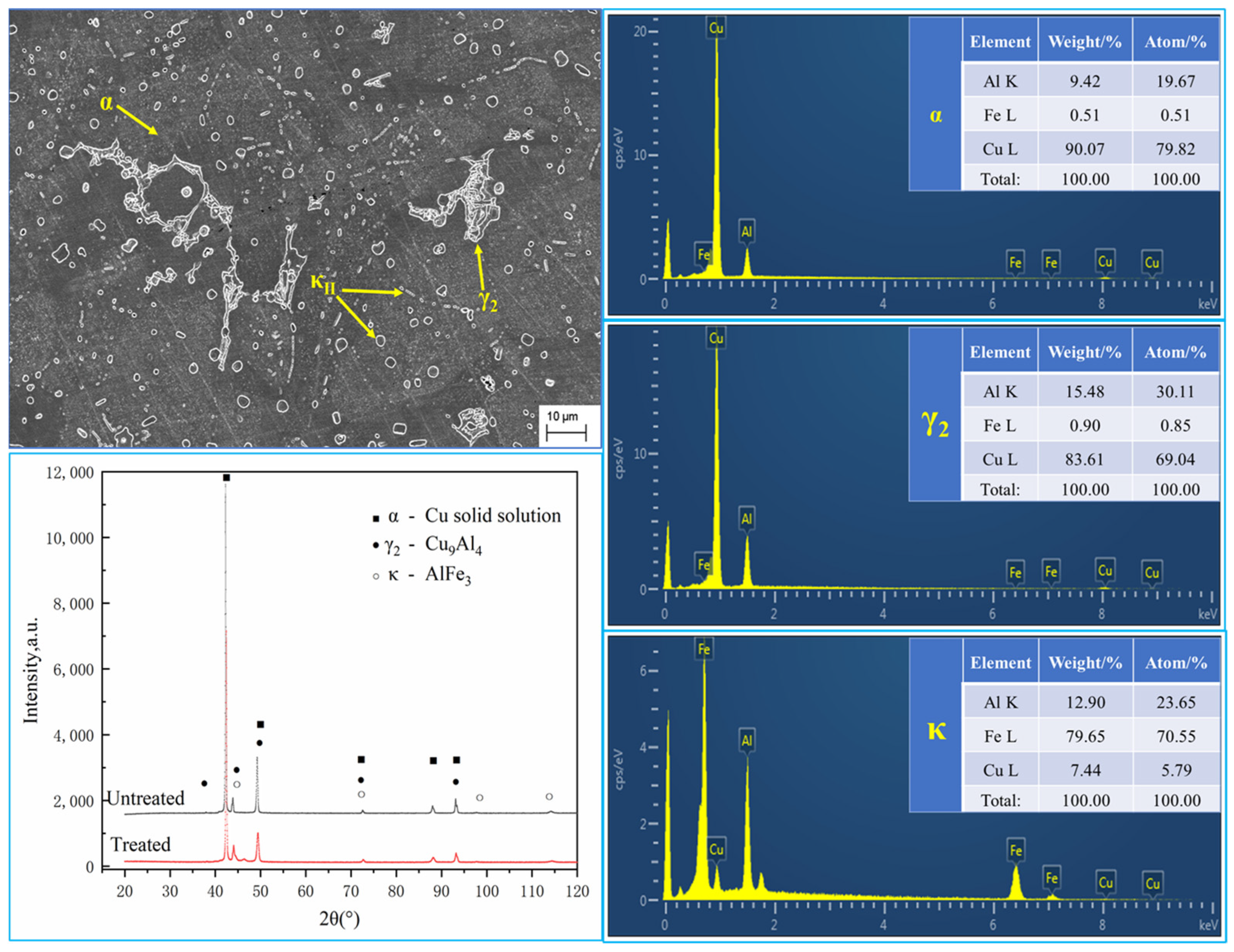
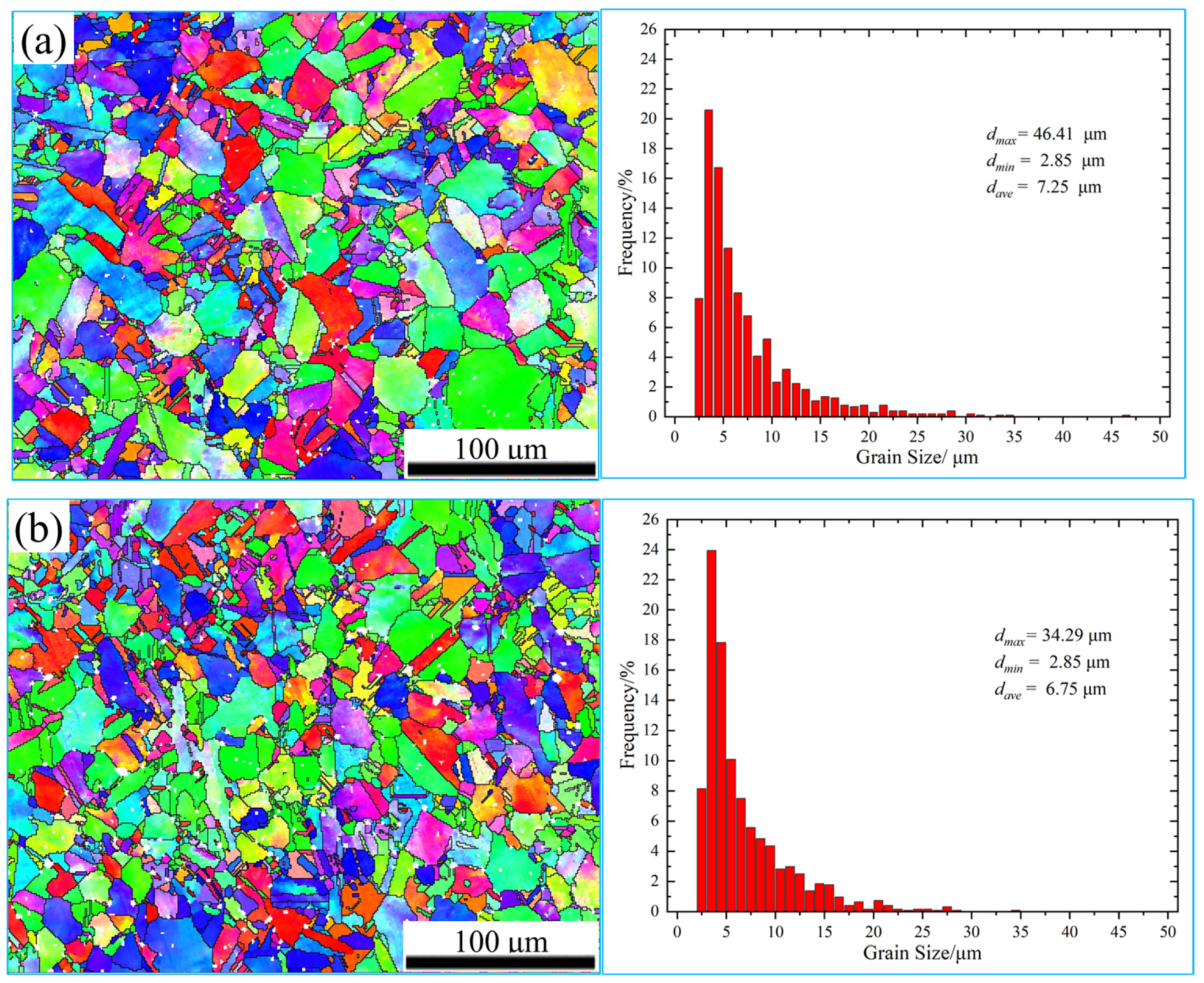
3.2. Effect of Magnetic Field Treatment on the Microstructure of the Alloy
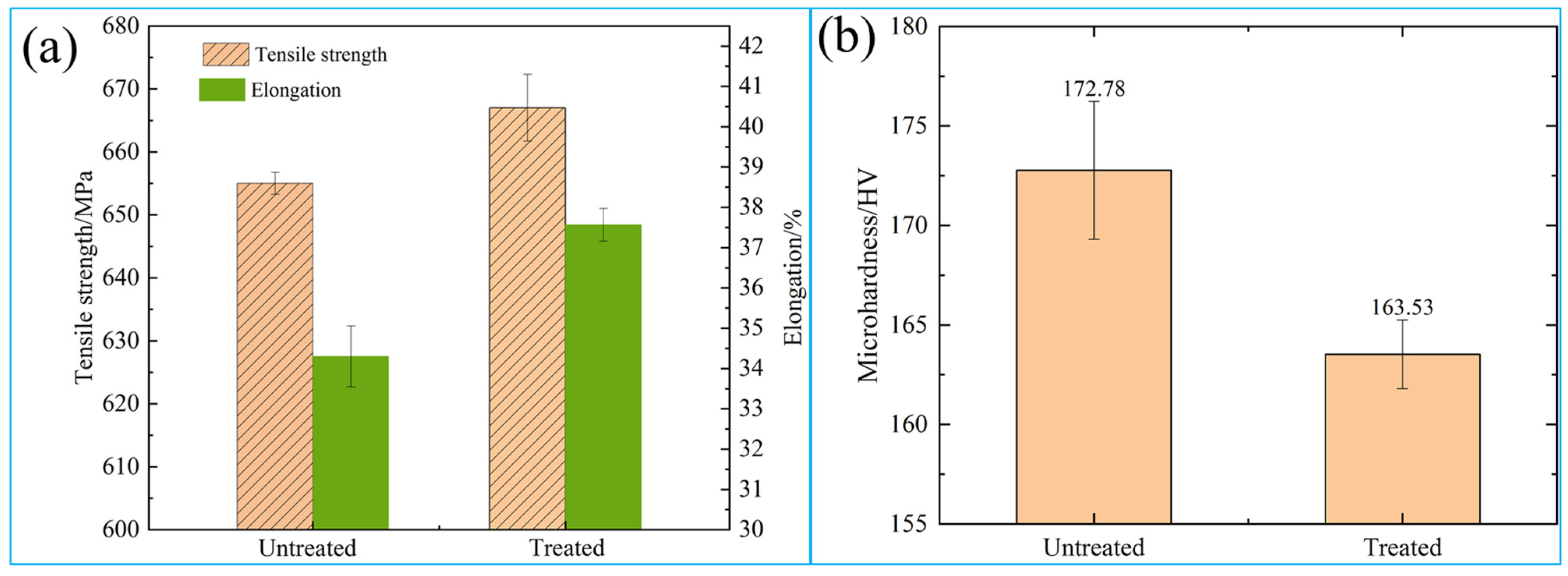
3.3. Effect of Magnetic Field Treatment on Mechanical Properties of Alloy
3.4. Effect of Magnetic Field Treatment on Friction and Wear Properties of the Alloy
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nascimento, M.; Santos, G.; Teram, R.; Santos, V.; Silva, M.; Couto, A. Effects of thermal variables of solidification on the microstructure, hardness, and microhardness of Cu-Al-Ni-Fe alloys. Materials 2019, 12, 1267. [Google Scholar] [CrossRef] [PubMed]
- Fu, Y.; Huang, Y.; Liu, Z.; Guo, R.; Li, S. Mechanical behaviors of novel multiple principal elements CuAl10Fe5Ni5Mn1.2 wt% with micro-nano structures. J. Alloys Compd. 2020, 843, 155993. [Google Scholar] [CrossRef]
- Xu, X.; Zhao, H.; Hu, Y.; Zong, L.; Qin, J.; Zhang, J.; Shao, J. Effect of hot compression on the microstructure evolution of aluminium bronze alloy. J. Mater. Res. Technol. 2022, 19, 3760–3776. [Google Scholar] [CrossRef]
- Dharmendra, C.; Amirkhiz, B.; Lloyd, A.; Ram, G.; Mohammadi, M. Wire-arc additive manufactured nickel aluminium bronze with enhanced mechanical properties using heat treatments cycles. Addit. Manuf. 2020, 36, 101510. [Google Scholar]
- Dharmendra, C.; Rice, K.; Amirkhiz, B.; Mohammadi, M. Atom probe tomography study of κ-phases in additively manufactured nickel aluminium bronze in as-built and heat-treated conditions. Mater. Des. 2021, 202, 109541. [Google Scholar] [CrossRef]
- Pokoev, A.; Osinskaya, J.; Shakhbanova, S.; Yamtshikova, K. The Magnetoplastic Effect in Aluminium Alloys. Bull. Russ. Acad. Sci. Phys. 2018, 82, 870–873. [Google Scholar] [CrossRef]
- Pokoev, A.; Osinskaya, J. Manifestation of Magnetoplastic Effect in Some Metallic Alloys. Defect Diffus. Forum 2018, 383, 180–184. [Google Scholar] [CrossRef]
- Osinskaya Yu, V.; Petrov, S.; Pokoev, A.; Radzhabov, A.; Runov, V. Kinetics of aging of the Cu-Be alloy with different beryllium concentrations in an external constant magnetic field. Phys. Solid State 2012, 54, 568–572. [Google Scholar] [CrossRef]
- Post, R.; Osinskaya, J.; Wilde, G.; Divinskia, S.; Pokoevb, A. Effect of the Annealing Temperature and Constant Magnetic Field on the Decomposition of Quenched Beryllium Bronze BrB-2. J. Surf. Investig. 2020, 14, 464–472. [Google Scholar] [CrossRef]
- Li, P.; Zhang, Y.; Wang, W.; He, Y.X.; Wang, J.; Han, M.; Wang, J.; Zhang, L.; Zhao, R.; Kou, H.; et al. Coupling effects of high magnetic field and annealing on the microstructure evolution and mechanical properties of additive manufactured Ti–6Al–4V. Mater. Sci. Eng. A 2021, 824, 141815. [Google Scholar] [CrossRef]
- Zhao, R.; Li, J.; Zhang, Y.; Li, P.; Wang, J.; Zou, C.; Tang, B.; Kou, H.; Gan, B.; Zhang, L.; et al. Improved Mechanical Properties of Additive Manufactured Ti-6Al-4V Alloy via Annealing in High Magnetic Field. Rare Met. Mater. Eng. 2018, 47, 3678–3685. [Google Scholar]
- Li, G.; Xue, F.; Wang, H.; Zheng, R.; Zhu, Y.; Chu, Q.; Cheng, J. Tensile properties and microstructure of 2024 aluminum alloy subjected to the high magnetic field and external stress. Chin. Phys. B 2016, 25, 262–270. [Google Scholar] [CrossRef]
- Li, G.R.; Cheng, J.F.; Wang, H.M.; Li, C.Q. Influence of Static Magnetic Field on Microstructure and Properties of 7055 Aluminium Alloy. Rare Met. Mater. Eng. 2019, 48, 1036–1045. [Google Scholar]
- Akram, S.; Babutskyi, A.; Chrysanthou, A.; Montalvão, D.; Whiting, M.J.; Pizurova, N. Improvement of the wear resistance of nickel-aluminium bronze and 2014-T6 aluminium alloy by application of alternating magnetic field treatment. Wear 2021, 480, 203940. [Google Scholar] [CrossRef]
- Akram, S.; Babutskyi, A.; Chrysanthou, A.; Montalvão, D.; Pizurova, N. Effect of alternating magnetic field on the fatigue behaviour of EN8 steel and 2014-T6 aluminium alloy. Metals 2019, 9, 984. [Google Scholar] [CrossRef]
- Anatolii, B.; Andreas, C.; Chuanli, Z. Effect of pulsed magnetic field pre-treatment of AISI 52100 steel on the coefficient of sliding friction and wear in pin-on-disk tests. Friction 2014, 2, 310–316. [Google Scholar]
- Liao, C.; Qin, Y.; Yang, Y.; Xu, G.; Yang, G.; Gao, H.; Wu, M. Enhanced service life of nickel-based alloy die for copper extrusion by pulsed magnetic field. J. Manuf. Process. 2022, 81, 798–806. [Google Scholar] [CrossRef]
- Gao, H.; Huang, Y.; Nix, W.D.; Hutchinson, J.W. Mechanism based strain gradient plasticity I. Theory. J. Mech. Phys. Solids 1999, 47, 1239–1263. [Google Scholar] [CrossRef]
- Kubin, L.P.; Mortensen, A. Geometrically necessary dislocations and strain-gradient plasticity: A few critical issues. Scr. Mater. 2003, 48, 119–125. [Google Scholar] [CrossRef]
- Golovin, Y.I. Mechanochemical reactions between structural defects in magnetic fields. J. Mater. Sci. 2004, 39, 5129–5134. [Google Scholar] [CrossRef]
- Zhang, X.; Zhao, Q.; Cai, Z.; Pan, J. Effects of magnetic field on the residual stress and structural defects of Ti-6Al-4V. Metals 2020, 10, 141. [Google Scholar] [CrossRef]
- Liu, K.; Lu, D.; Zhou, H.; Chen, Z.; Atrens, A.; Lu, L. Influence of a high magnetic field on the microstructure and properties of a Cu-Fe-Ag in situ composite. Mater. Sci. Eng. A 2013, 584, 114–120. [Google Scholar] [CrossRef]
- Tavares, S.; Mota, N.; Igreja, H.; Barbosa, C.; Pardal, J. Microstructure, mechanical properties, and brittle fracture of a cast nickel-aluminium-bronze (NAB) UNS C95800. Eng. Fail. Anal. 2021, 128, 105606. [Google Scholar] [CrossRef]
- Hasan, F.; Jahanafrooz, A.; Lorimer, G.; Ridley, N. The morphology, crystallography, and chemistry of phases in as-cast nickel-aluminum bronze. Metall. Mater. Trans. A 1982, 13, 1337–1345. [Google Scholar] [CrossRef]
- Xu, Q.; Li, K.; Cai, Z.; Wu, Y. Effect of pulsed magnetic field on the microstructure of TC4 titanium alloy and its mechanism. Acta Metall. Sin. 2019, 55, 489–495. [Google Scholar]
- Li, L.; Zhang, Z.; Zhang, P.; Zhang, Z. A review on the fatigue cracking of twin boundaries: Crystallographic orientation and stacking fault energy. Prog. Mater. Sci. 2022, 131, 101011. [Google Scholar] [CrossRef]
- Li, G.R.; Wang, F.F.; Wang, H.M.; Cheng, J.F. Microstructure and Mechanical Properties of TC4 Titanium Alloy Subjected to High Static Magnetic Field. Mater. Sci. Forum 2017, 898, 345–354. [Google Scholar] [CrossRef]
- Hu, Y.; Zhao, H.; Yu, X.; Li, J.; Zhang, B.; Li, T. Research Progress of Magnetic Field Regulated Mechanical Property of Solid Metal Materials. Metals 2022, 12, 1988. [Google Scholar] [CrossRef]
- Hou, M.; Li, K.; Li, X.; Zhang, X.; Rui, S.; Wu, Y.; Cai, Z. Effects of pulsed magnetic fields of different intensities on dislocation density, residual stress, and hardness of Cr4Mo4V steel. Crystals 2020, 10, 115. [Google Scholar] [CrossRef]
- Rao, K.S.S.; Allamraju, K.V. Effect on micro-hardness and residual stress in CNC turning of aluminium 7075 alloy. Mater. Today Proc. 2017, 4, 975–981. [Google Scholar]
- Prevey, P.S. X-ray Diffraction Residual Stress Techniques; ASM International, ASM Handbook: Almere, The Netherlands, 1986; Volume 10, pp. 380–392. [Google Scholar]
- Wang, H.; Chu, Q.; Li, G.; Cheng, J.; Zhu, Y. Effect of simultaneous magnetic field and deep cryogenic treatment on the microstructure and mechanical properties of aluminium-brass. Mater. Rev. 2017, 31, 82–86. [Google Scholar]









Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, Y.; Zhao, H.; Zhang, Y.; Zhang, B.; Hu, K. Enhanced Mechanical Properties of QAl9-4 Aluminum Bronze for High-Speed-Rail Brake Systems with a Pulsed Magnetic Field. Materials 2023, 16, 5905. https://doi.org/10.3390/ma16175905
Hu Y, Zhao H, Zhang Y, Zhang B, Hu K. Enhanced Mechanical Properties of QAl9-4 Aluminum Bronze for High-Speed-Rail Brake Systems with a Pulsed Magnetic Field. Materials. 2023; 16(17):5905. https://doi.org/10.3390/ma16175905
Chicago/Turabian StyleHu, Yujun, Hongjin Zhao, Yinghui Zhang, Bing Zhang, and Kefu Hu. 2023. "Enhanced Mechanical Properties of QAl9-4 Aluminum Bronze for High-Speed-Rail Brake Systems with a Pulsed Magnetic Field" Materials 16, no. 17: 5905. https://doi.org/10.3390/ma16175905
APA StyleHu, Y., Zhao, H., Zhang, Y., Zhang, B., & Hu, K. (2023). Enhanced Mechanical Properties of QAl9-4 Aluminum Bronze for High-Speed-Rail Brake Systems with a Pulsed Magnetic Field. Materials, 16(17), 5905. https://doi.org/10.3390/ma16175905