
The Influence of the Thermal Treatment of Copper Slag on the Microstructure and Performance of Phosphate Cements
 , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
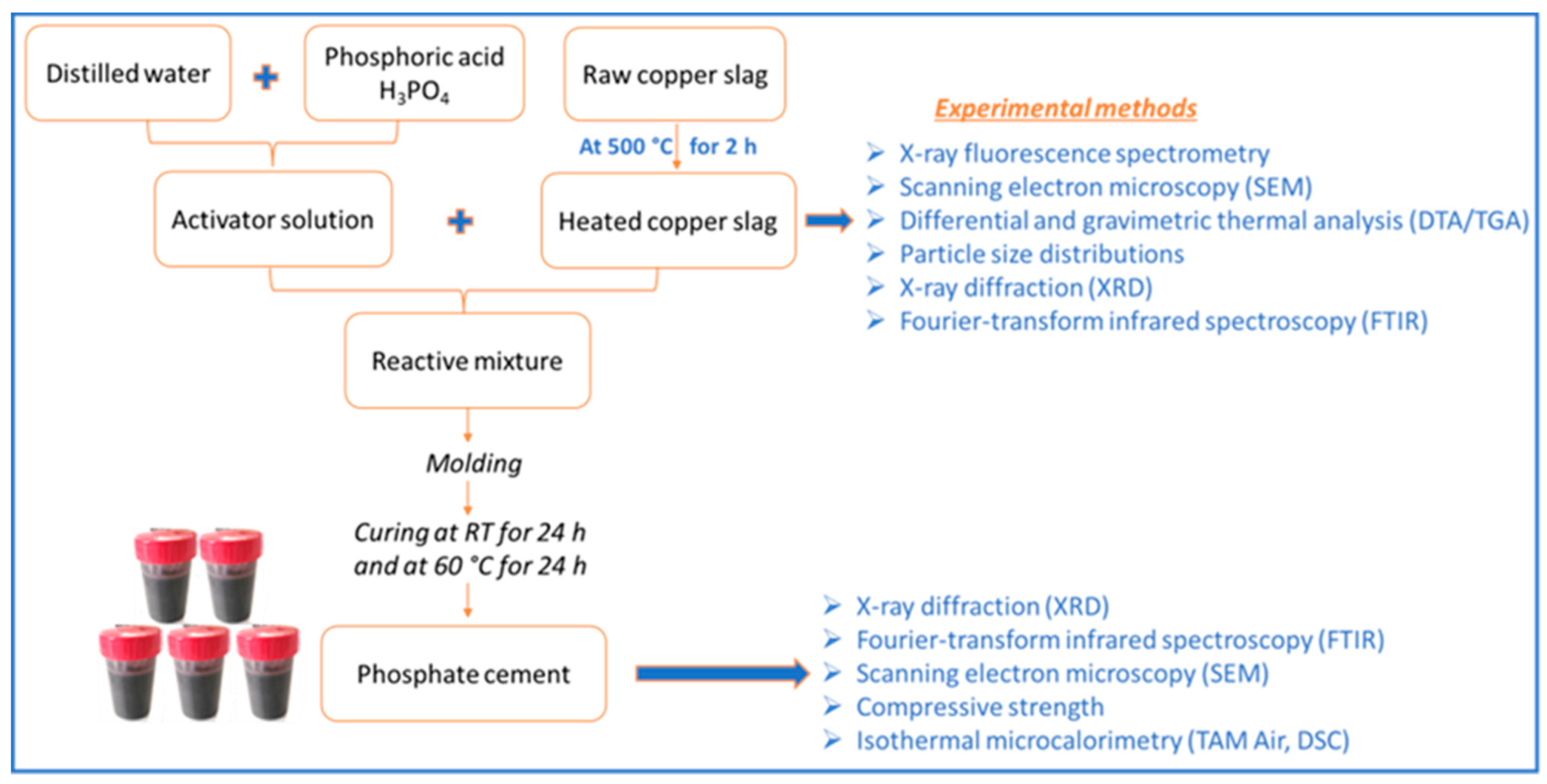
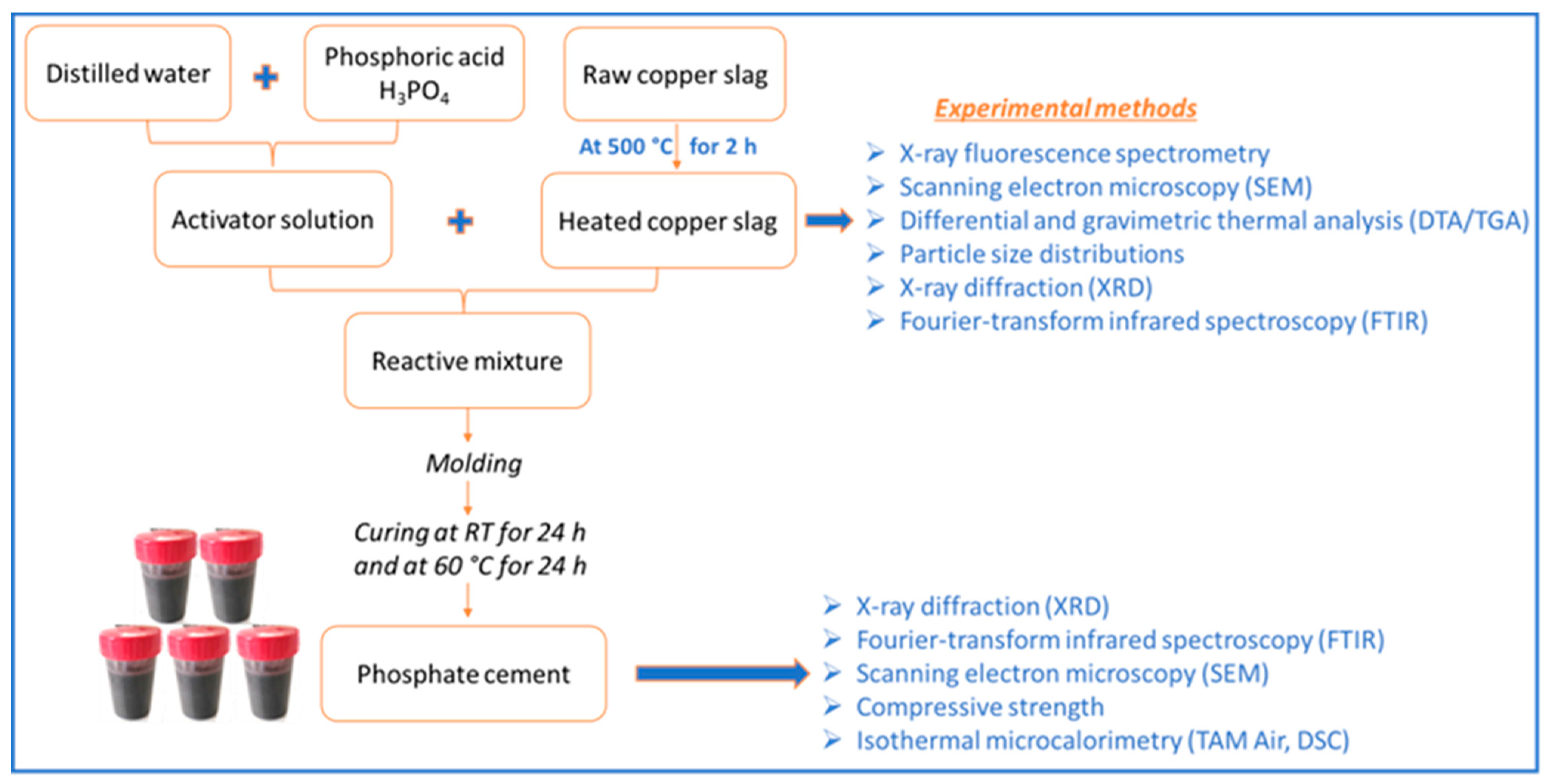
2.2. Samples Preparation
2.3. Characterization Methods
3. Results
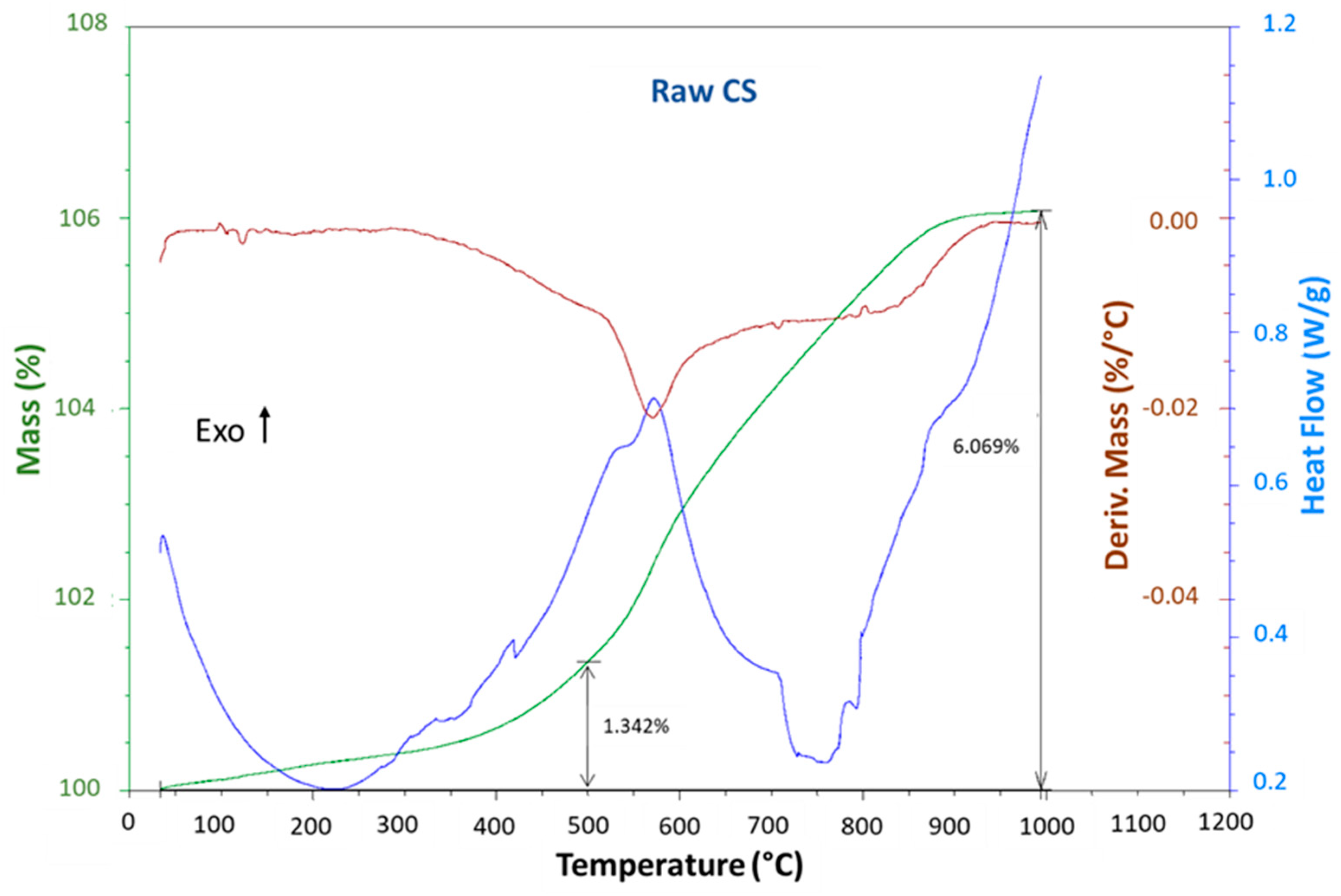
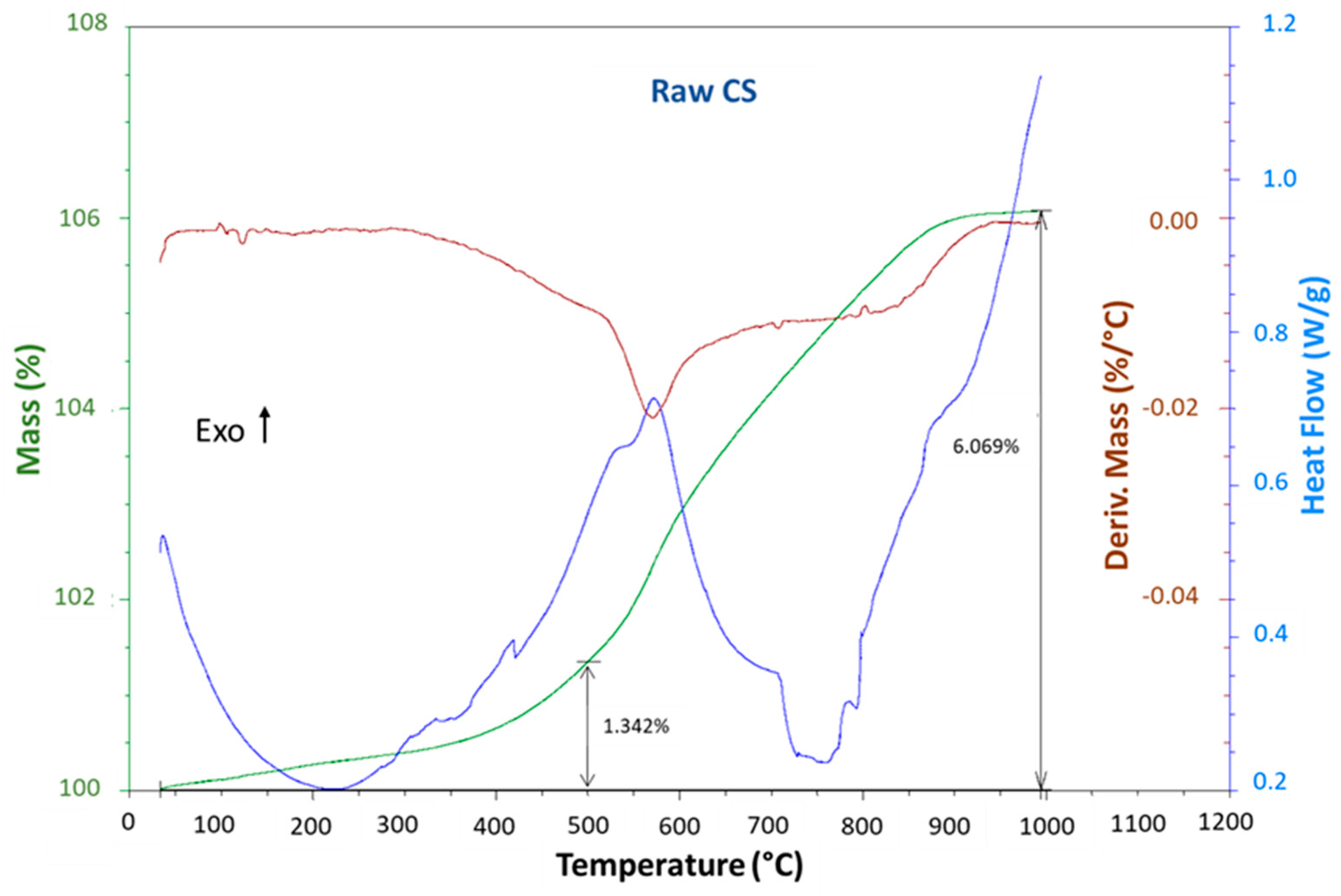
3.1. Temperature Induced Transitions of the Raw Copper Slag
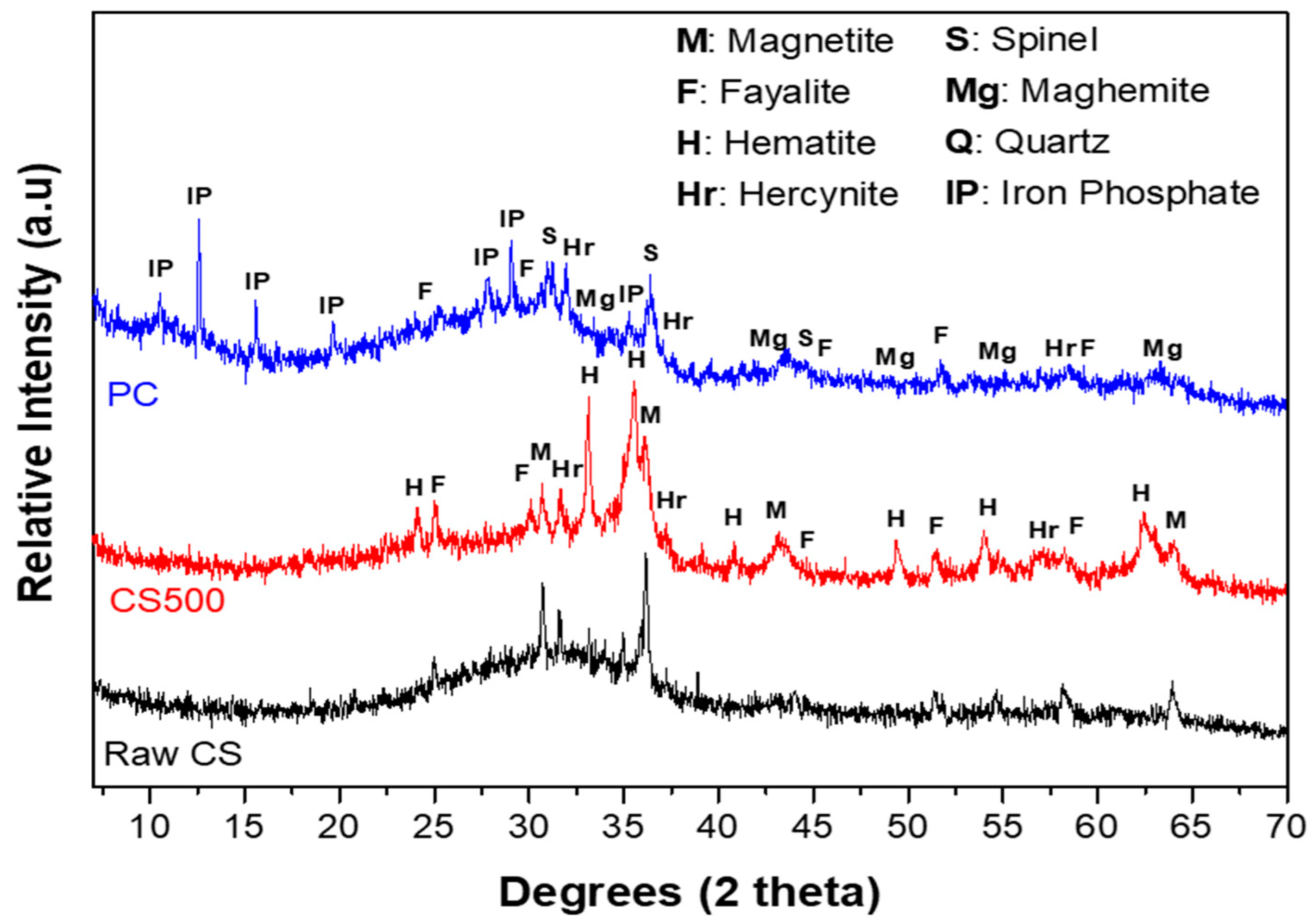
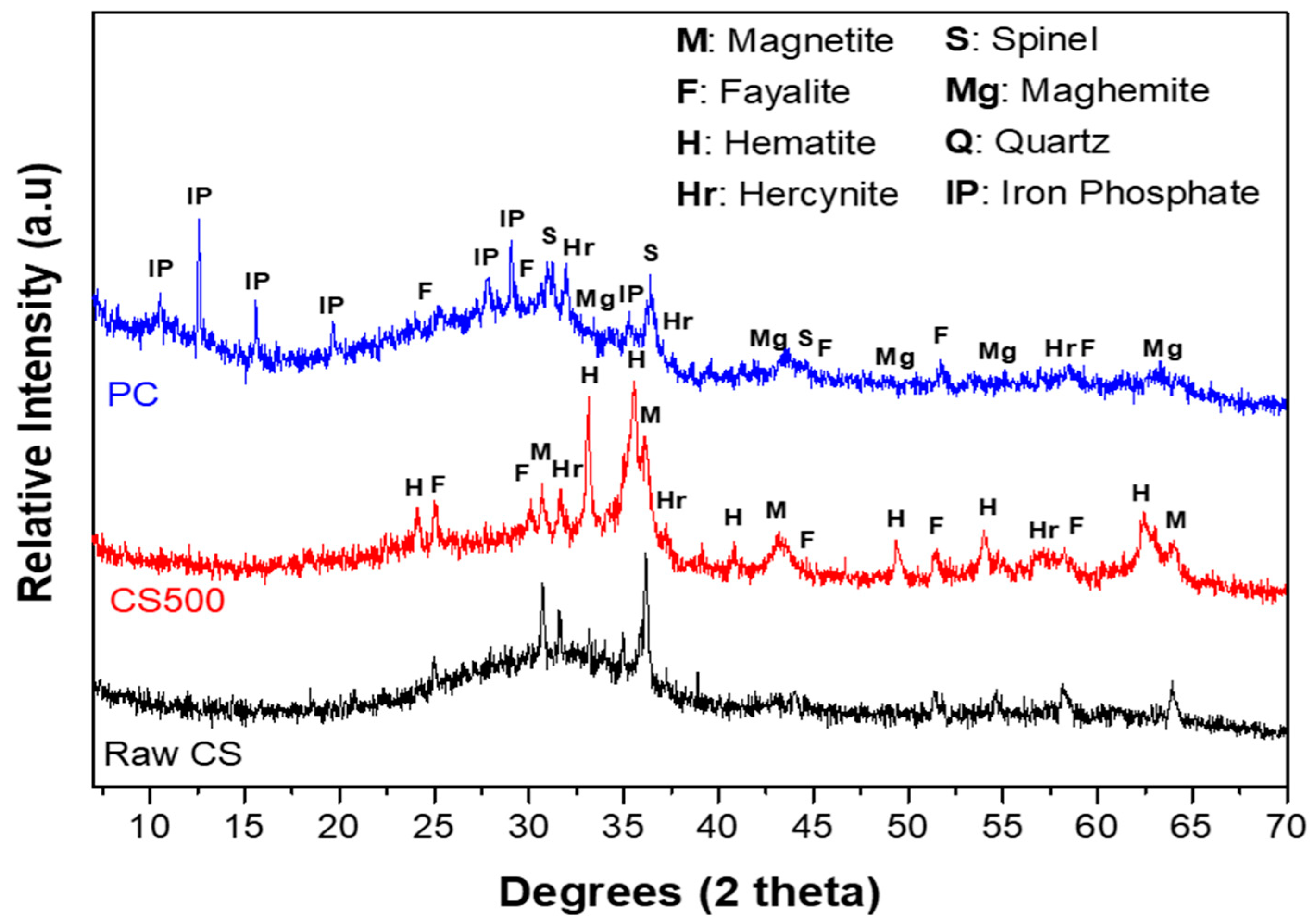
3.2. XRD Analysis of the CS, CS500, and PC Samples
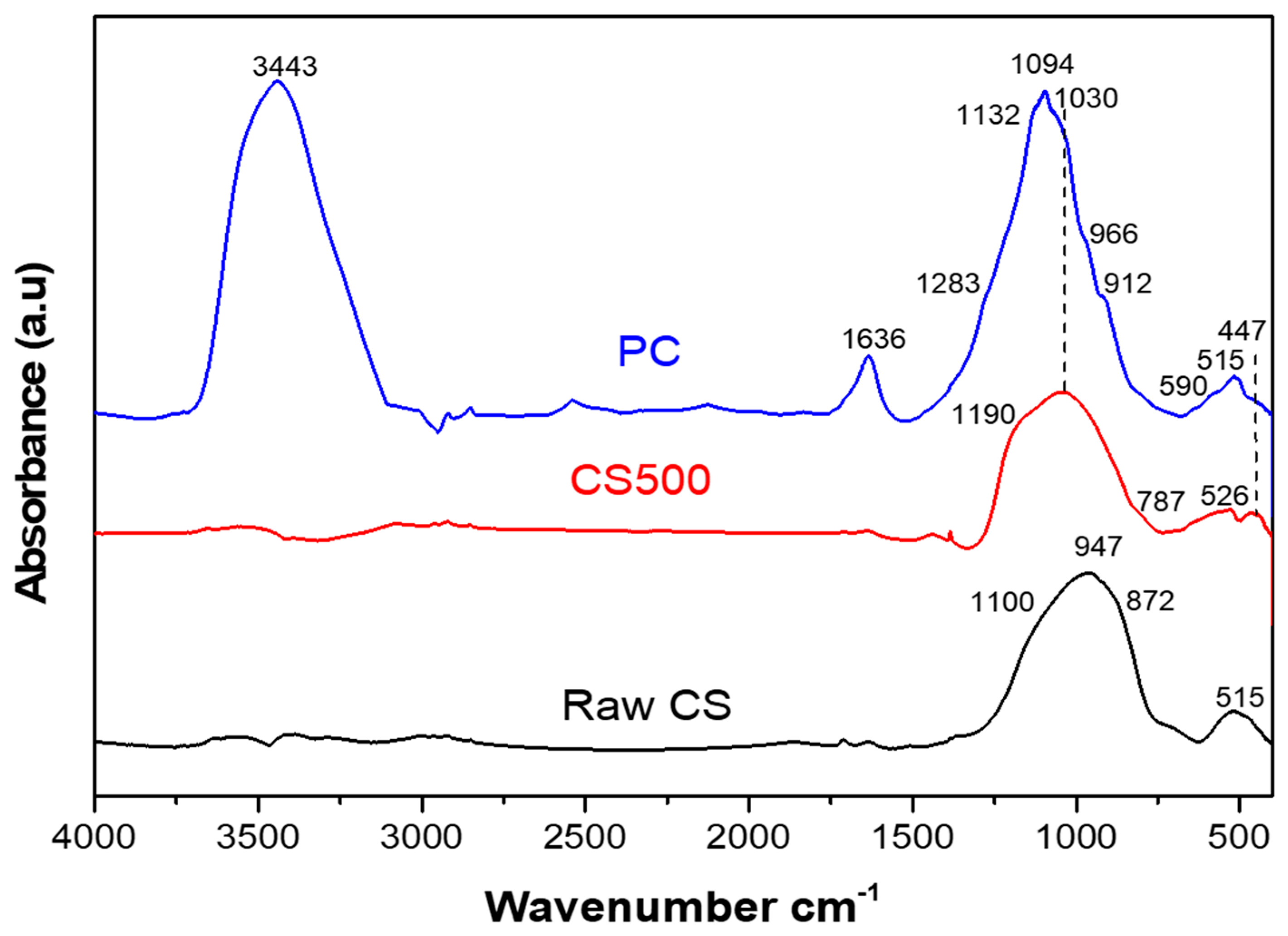
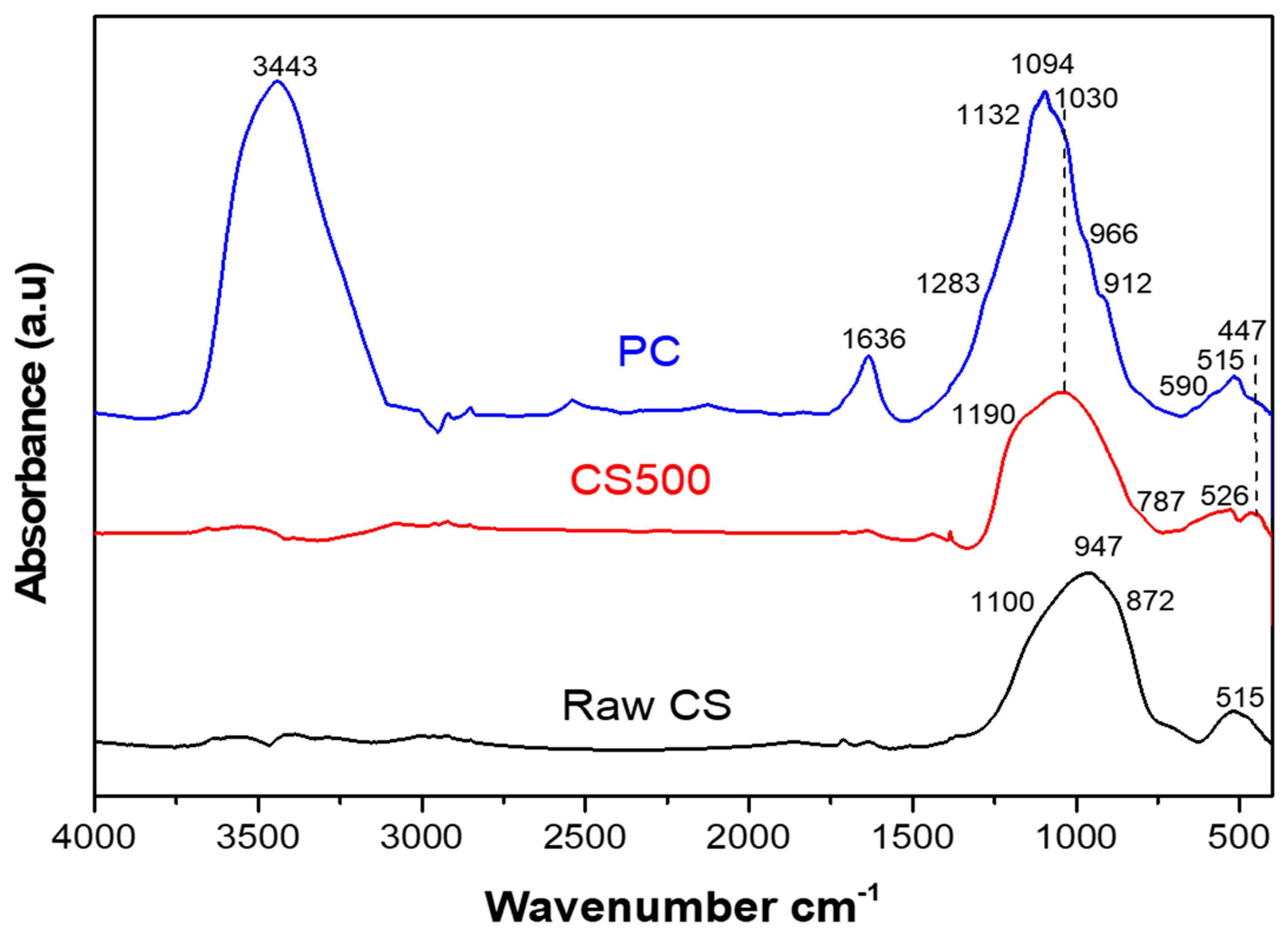
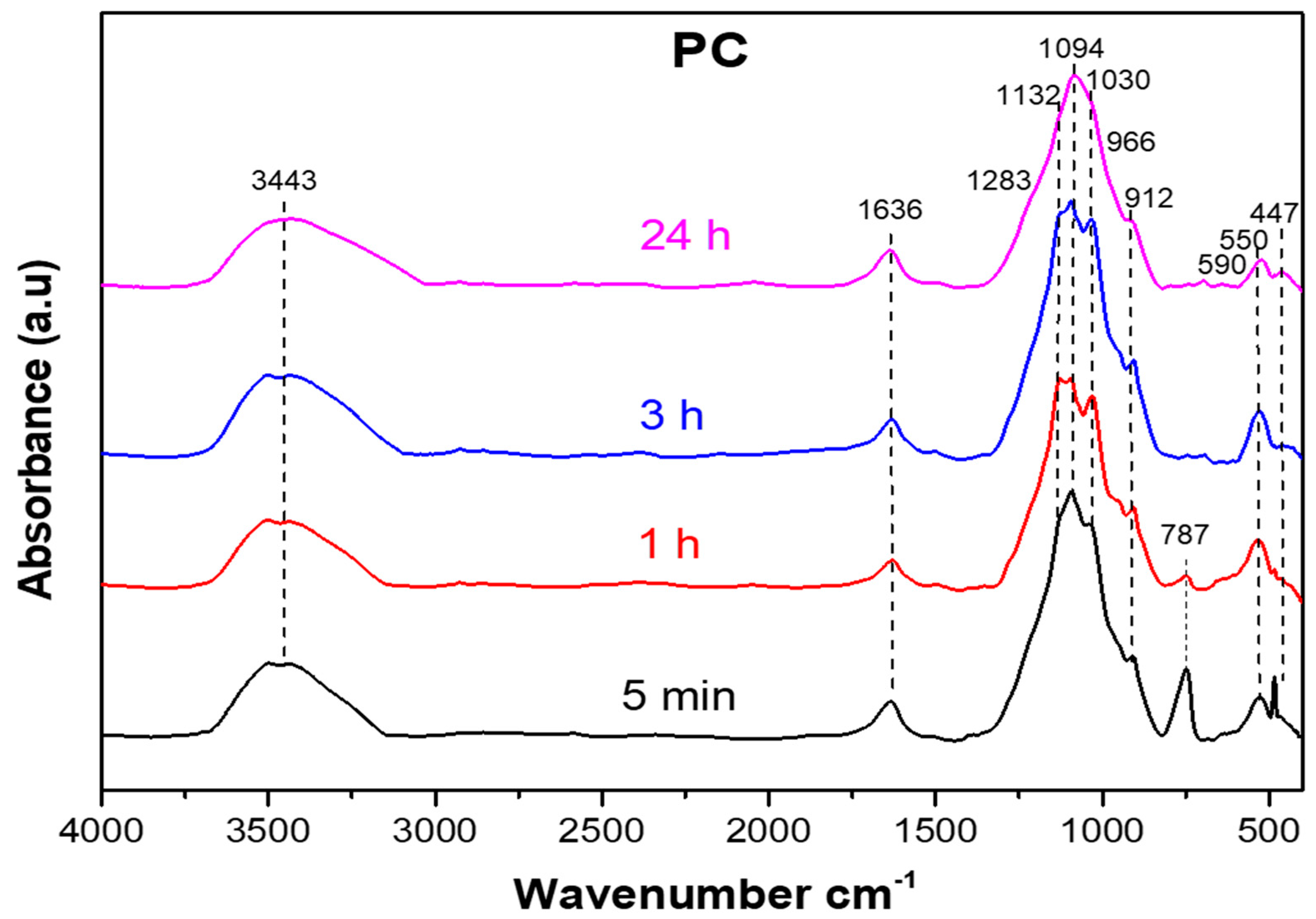
3.3. FTIR Analysis of the CS, CS500, and PC Samples
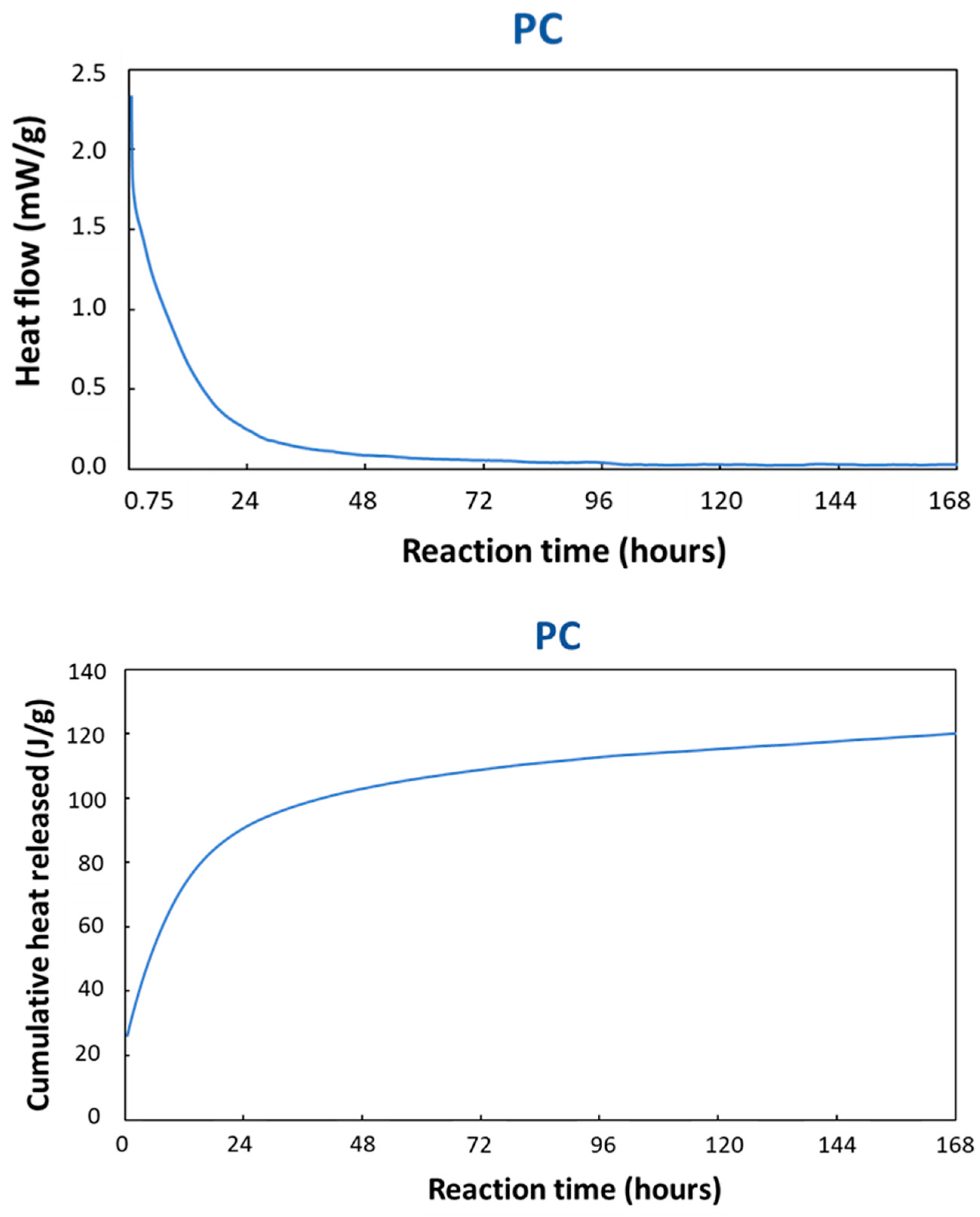
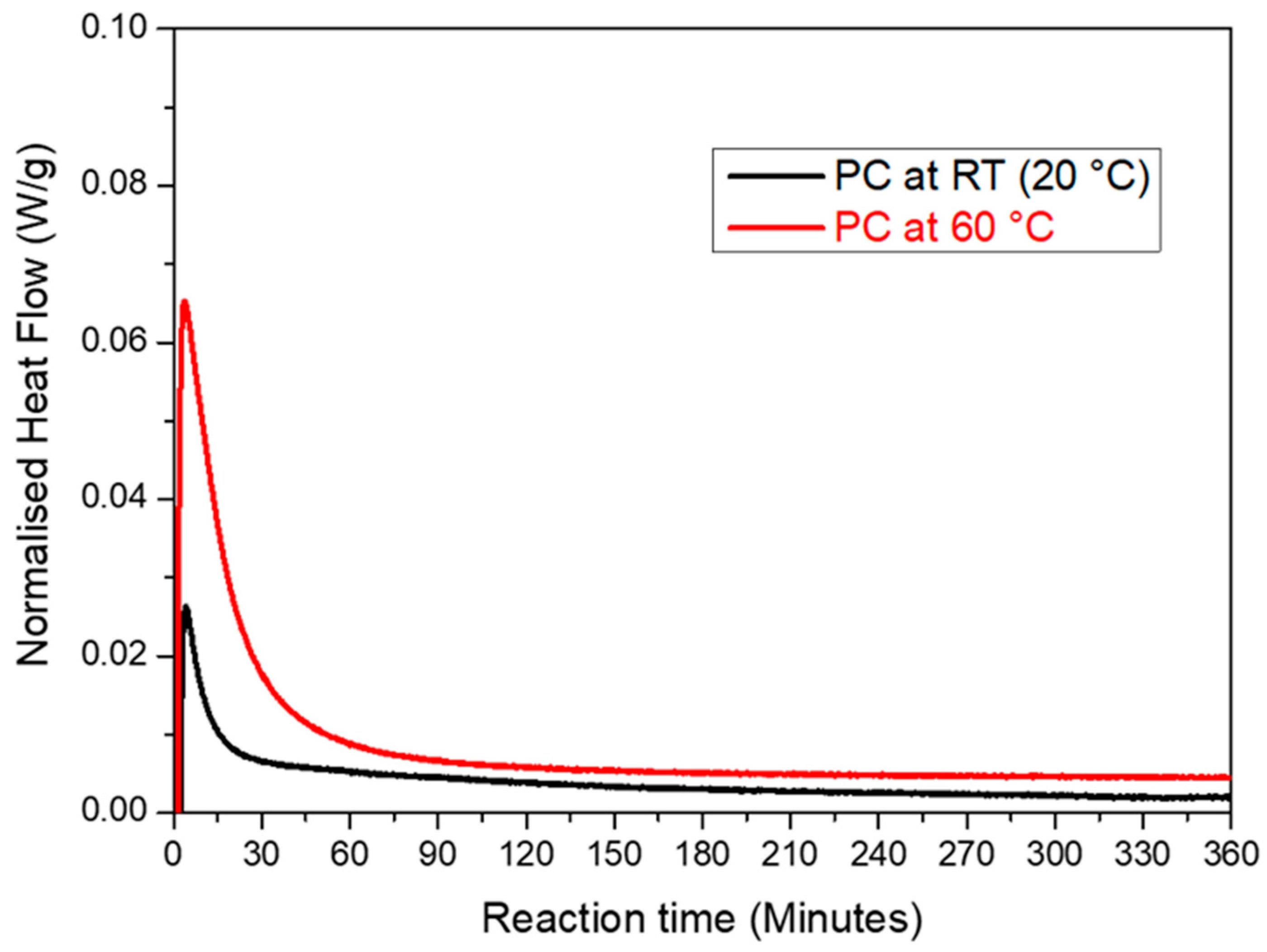
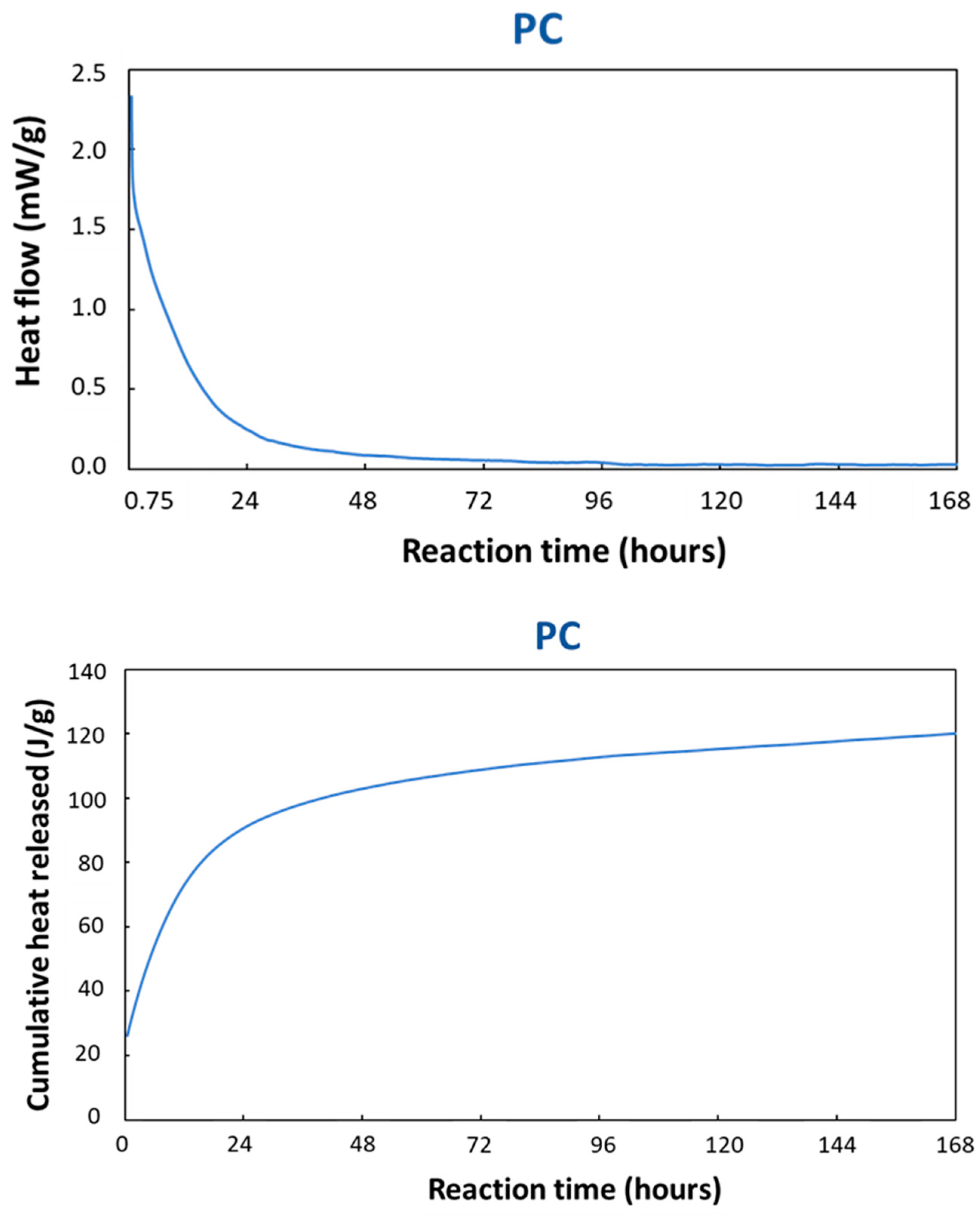
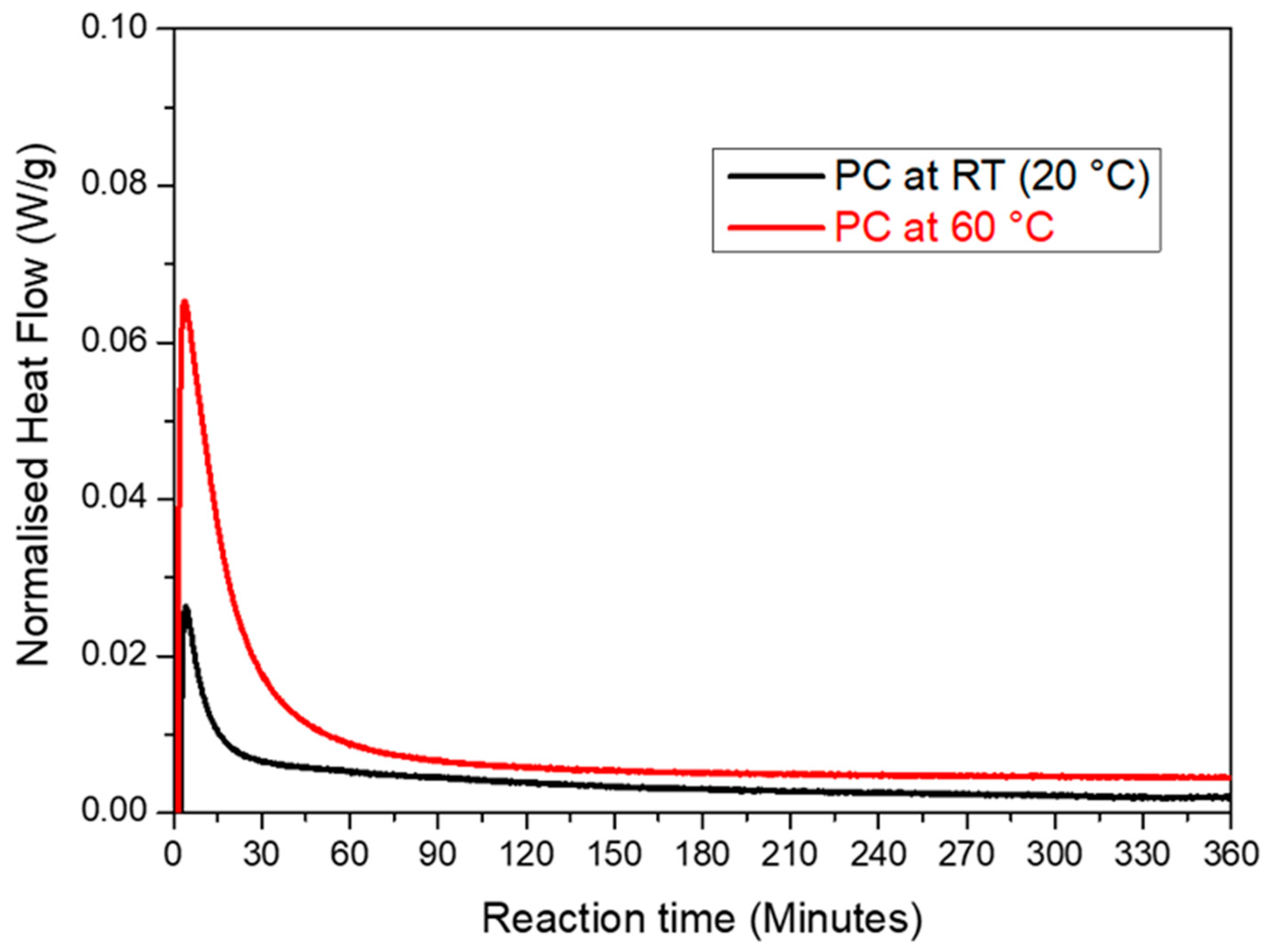
3.4. Isothermal Microcalorimetry
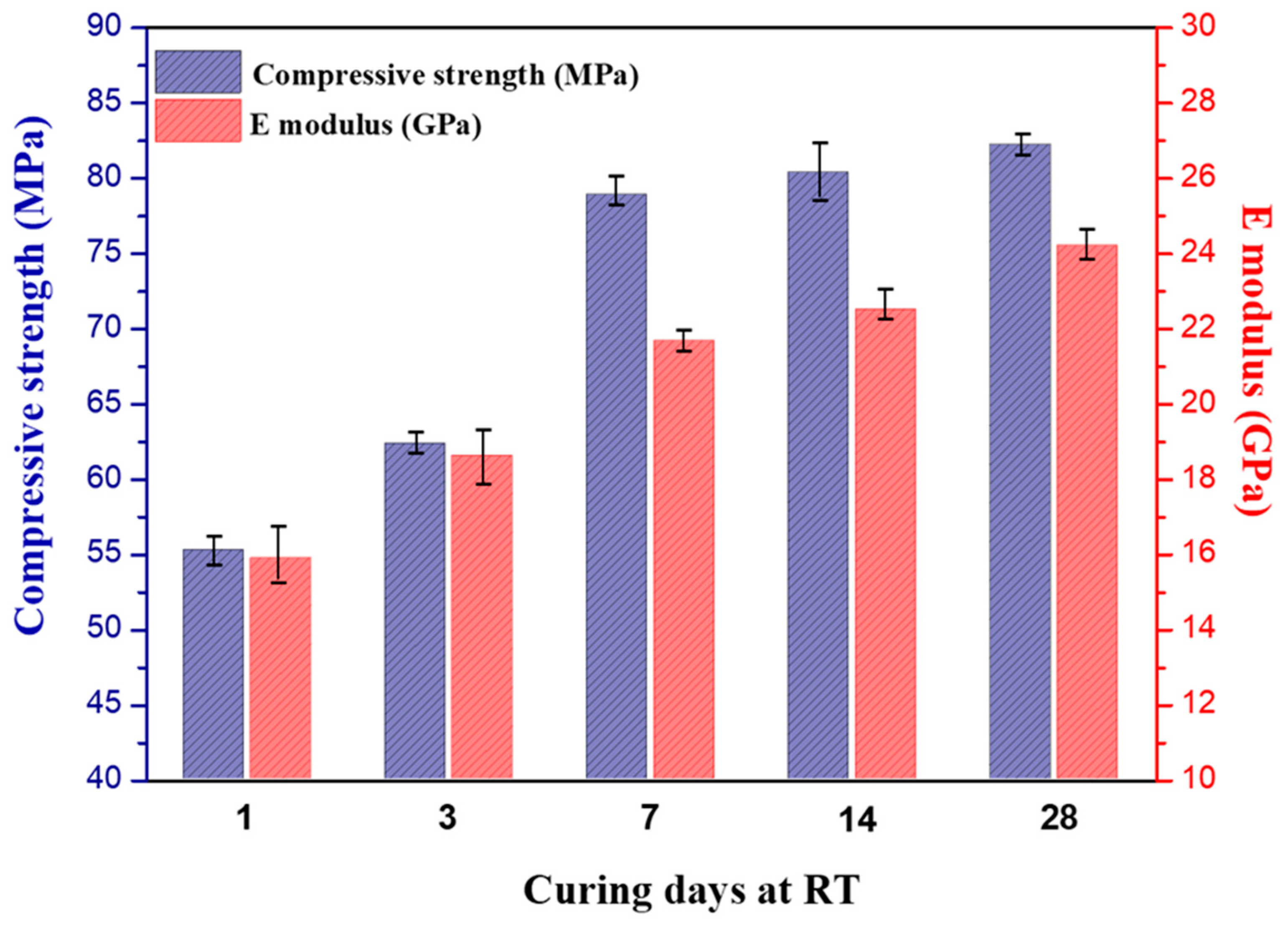
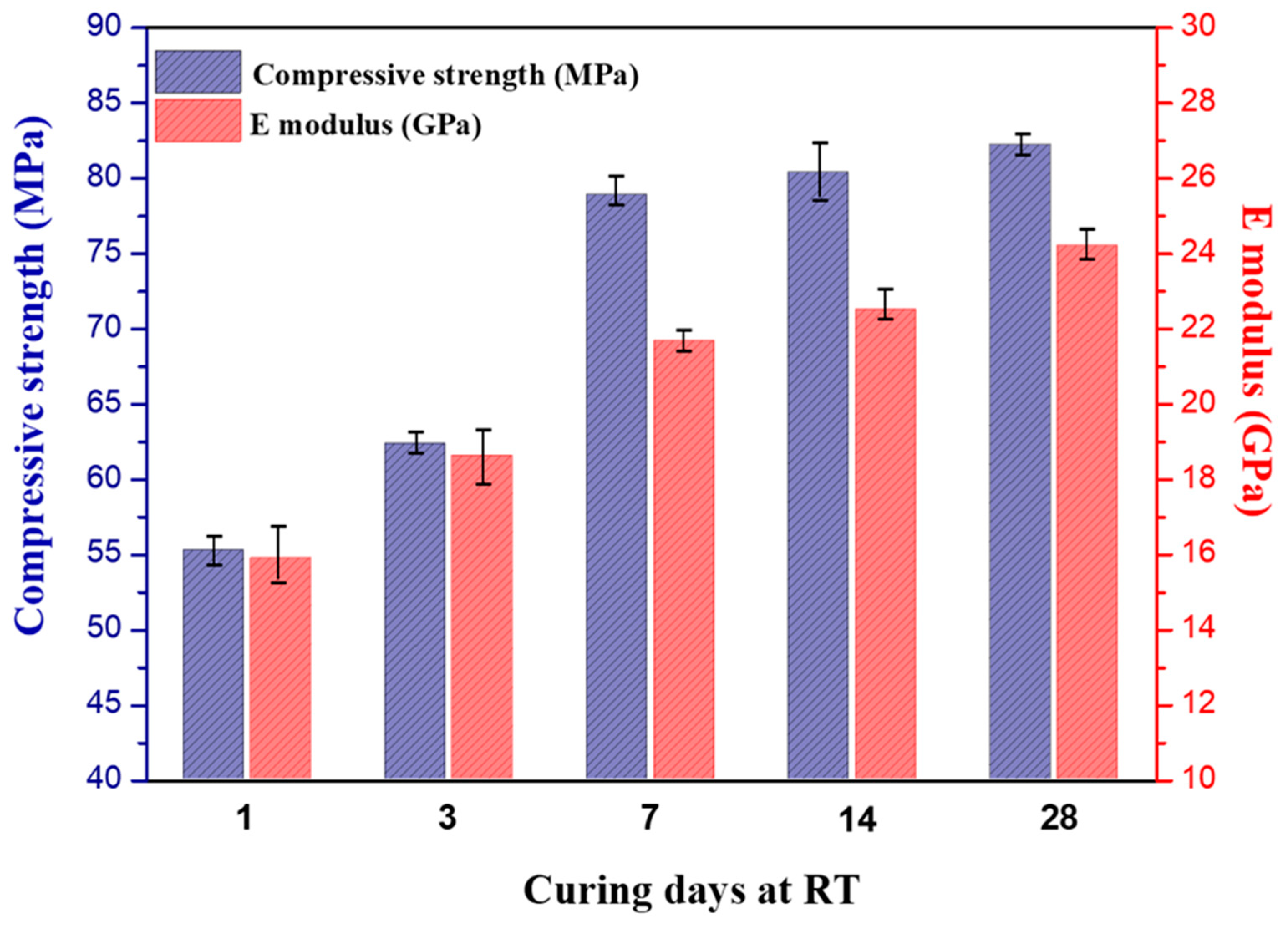
3.5. Mechanical Properties
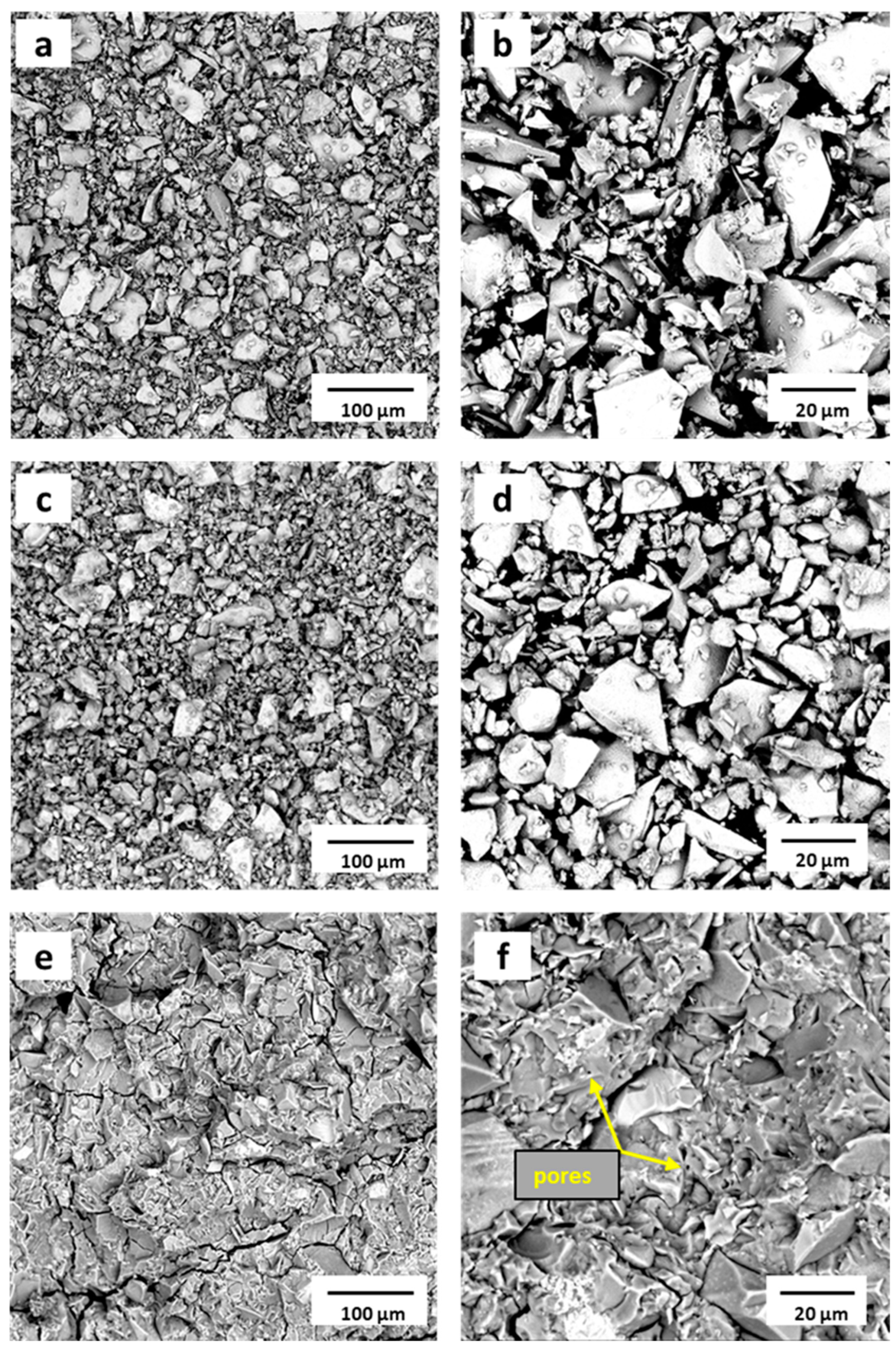
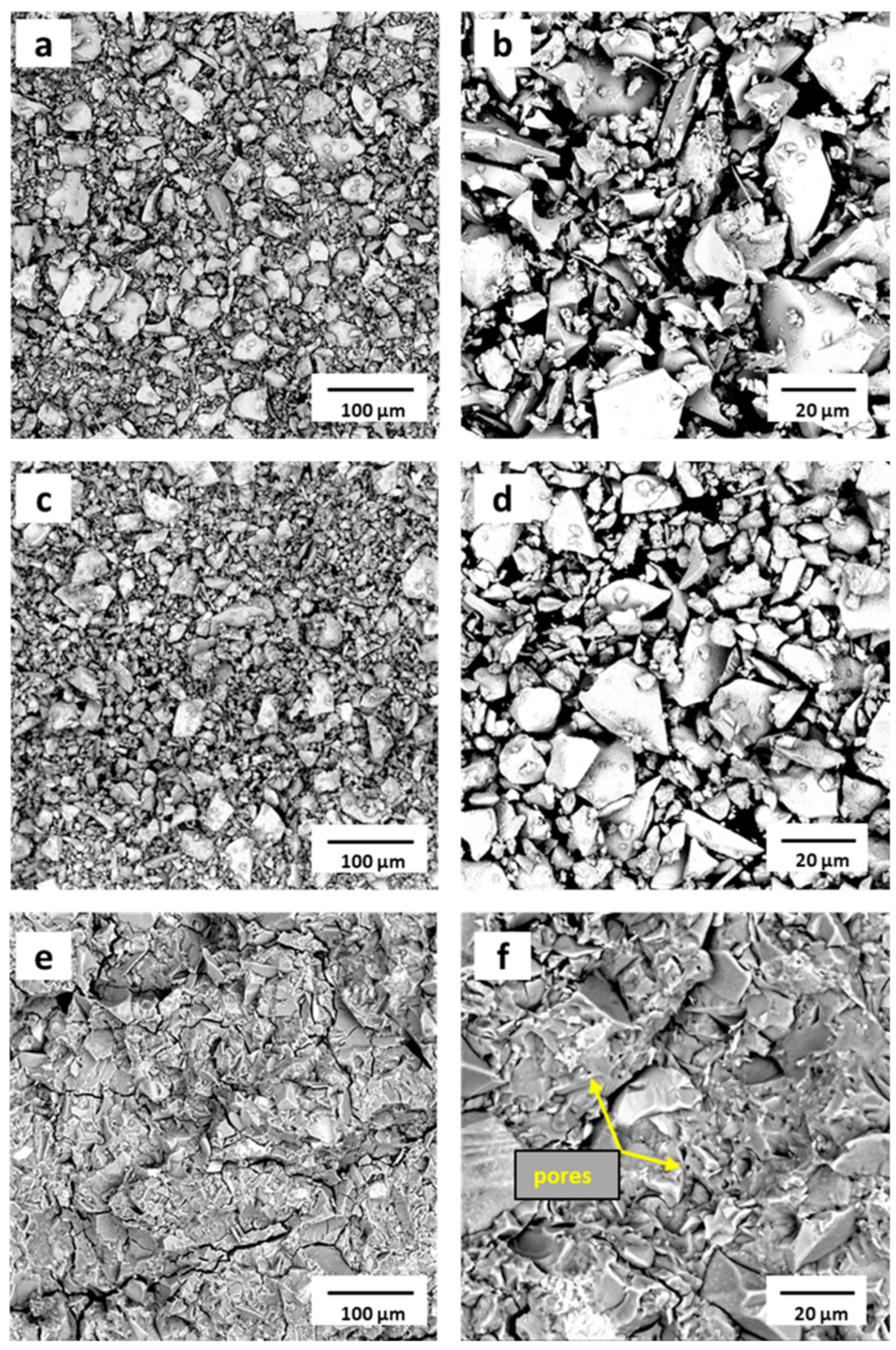
3.6. Morphology and Microstructure of the CS, CS500, and PC Samples
- (1)
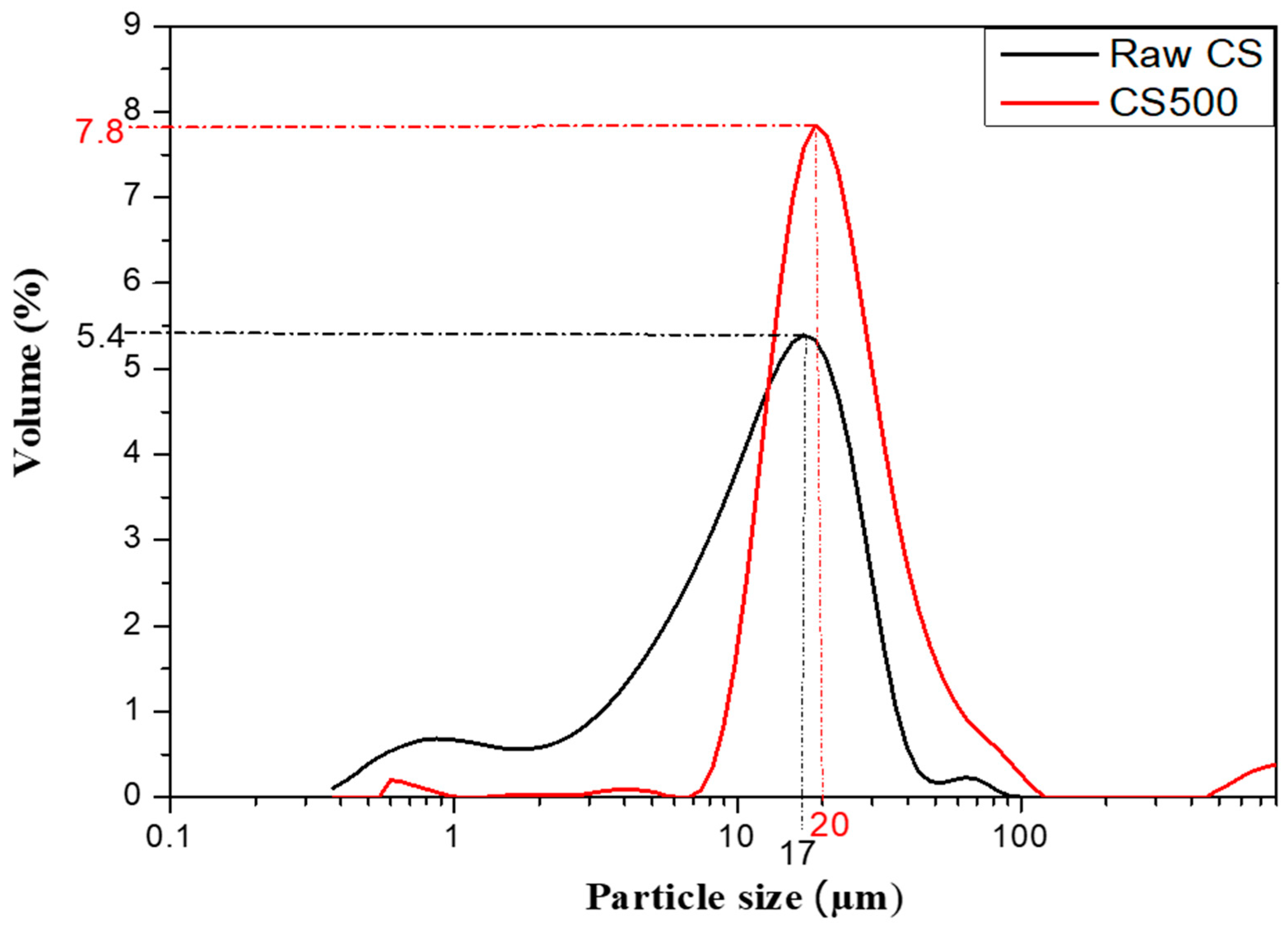
- The use of heat treatment for 2 h at a temperature of 500 °C led to changes in the phase composition following several processes. The most important ones were the oxidation of Fe2+ into Fe3+, involving the formation of hematite leaving a silicate phase with a reduced iron content and some Al and Ca behind. From the outside, the particles still looked the same, thus a more in-depth study would be needed to get a better insight into the rearrangement of the phases with the particles.
- (2)
- The XRD and FTIR analyses revealed that the heating at 500 °C caused a partial transition. It transformed fayalite, the dominant crystal phase in the raw CS, into hematite, magnetite, and silica. Magnetite underwent a complex oxidation process, resulting in the formation of the equilibrium hematite phase Fe2O3.
- (3)
- The thermal treatment reduced the reactivity of the copper slag with phosphoric acid, giving sufficient time for the mixing and casting of the paste, yielding a compact phosphate as observed using SEM with a high compressive strength. The phosphate cement was most probably built up of a binder phase, consisting of phosphate products, mainly iron phosphate that glued the remaining slag particles together. The adhesion seemed to be very good, and it was difficult to distinguish the remaining slag from the binder. EDX mapping could help to elucidate the complex structure of the material.
- (4)
- The compressive strength of the newly developed cement was 78.9 MPa after 7 curing days, reaching up to 82.5 MPa after 28 curing days. The curing procedure still needs to be optimized since a schedule of 24 h at 20 °C followed by a post-cure of 24 h at 60 °C rendered only 70% of the obtained compressive strength after an additional 28 days of hardening at room temperature.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Davidovits, J. Geopolymers: Inorganic polymeric new materials. J. Therm. Anal. Calorim. 1991, 37, 1633–1656. [Google Scholar] [CrossRef]
- Singh, N.B.; Middendorf, B. Geopolymers as an alternative to Portland cement: An overview. Constr. Build. Mater. 2020, 237, 117455. [Google Scholar] [CrossRef]
- Wilson, A.D.; Nicholson, J.W. Acid–Base Cements; Cambridge University Press: Cambridge, UK, 1993. [Google Scholar]
- Cao, D.; Su, D.; Lu, B.; Yang, Y. Synthesis and structure characterisation of geopolymeric material based on metakaolinite and phosphoric acid. J. Chin. Ceram. Soc. 2005, 33, 1385–1389. [Google Scholar]
- Perera, D.S.; Hanna, J.V.; Davis, J.; Blackford, M.G.; Latella, B.A.; Sasaki, Y.; Vance, E.R. Relative strengths of phosphoric acid-reacted and alkali-reacted metakaolin materials. J. Mater. Sci. 2008, 43, 6562–6566. [Google Scholar] [CrossRef]
- Gualtieri, M.L.; Romagnoli, M.; Gualtieri, A.F. Preparation of phosphoric acid-based geopolymer foams using limestone as pore forming agent—Thermal properties by in situ XRPD and Rietveld refinements. J. Eur. Ceram. Soc. 2015, 35, 3167–3178. [Google Scholar] [CrossRef]
- Liu, J.; Liu, P.; Ding, Z. Preparation and mechanism of phosphate based geopolymer. J. Eng. Sci. 2020, 37, 597–603. [Google Scholar] [CrossRef]
- Celerier, H.; Jouin, J.; Mathivet, V.; Tessier-Doyen, N.; Rossignol, S. Composition and properties of phosphoric acid-based geopolymers. J. Non-Crystalline Solids 2018, 493, 94–98. [Google Scholar] [CrossRef]
- Celerier, H.; Jouin, J.; Tessier-Doyen, N.; Rossignol, S. Influence of various metakaolin raw materials on the water and fire resistance of geopolymers prepared in phosphoric acid. J. Non-Crystalline Solids 2018, 500, 493–501. [Google Scholar] [CrossRef]
- Wagh, A.S.; Jeong, S.Y. Chemically Bonded Phosphate Ceramics: III, Reduction Mechanism and Its Application to Iron Phosphate Ceramics. J. Am. Ceram. Soc. 2003, 86, 1850–1855. [Google Scholar] [CrossRef]
- Djobo, J.N.Y.; Stephan, D.; Elimbi, A. Setting and hardening behavior of volcanic ash phosphate cement. J. Build. Eng. 2020, 31, 101427. [Google Scholar] [CrossRef]
- Bewaa, C.N.; Tchakouté, H.K.; Banenzoué, C.; Cakanou, L.; Mbakopa, T.T.; Kamseud, E.; Rüscherb, C.H. Acid-based geopolymers using waste fired brick and different metakaolins as raw materials. Appl. Clay Sci. 2020, 198, 105813. [Google Scholar] [CrossRef]
- Wang, Y. Numerical analysis of unstable propagation of three-dimensional parallel hydraulic fractures induced by interferences of adjacent perforation clusters and thermal diffusion. Eng. Comput. 2023, 40, 1371–1389. [Google Scholar] [CrossRef]
- Hao, N.; Wang, Y.; Wu, X.; Duan, Y.; Li, P.; He, M. Real-Time Experimental Monitoring for Water Absorption Evolution Behaviors of Sandstone in Mogao Grottoes, China. Energies 2022, 15, 8504. [Google Scholar] [CrossRef]
- Nikolov, A.; Titorenkova, R.; Velinov, N.; Delcheva, Z. Characterization of a novel geopolymer based on acid-activated fayalite slag from local copper industry. Bulg. Chem. Commun. 2018, 50, 54–61. [Google Scholar]
- Gorai, B.; Jana, R.K. Characteristics and utilisation of copper slag—A review. Resour. Conserv. Recycl. 2003, 39, 299–313. [Google Scholar] [CrossRef]
- Siakati, C.; Douvalis, A.P.; Hallet, V.; Peys, A.; Pontikes, Y. Influence of CaO/FeO ratio on the formation mechanism and properties of alkali activated fe-rich slags. Cem. Concr. Res. 2021, 146, 106466. [Google Scholar] [CrossRef]
- Wang, Y.S.; Alrefaei, Y.; Dai, J.G. Silico-aluminophosphate and alkali-aluminosilicate geopolymers: A comparative review. Front. Mater. 2019, 6, 106. [Google Scholar] [CrossRef]
- Balaguera, C.A.C.; Botero, M.A.G. Characterization of steel slag for the production of chemically bonded phosphate ceramics (CBPC). Constr. Build. Mater. 2020, 241, 118138. [Google Scholar] [CrossRef]
- Komnitsas, K.; Zaharaki, D.; Perdikatsis, V. Effect of synthesis parameters on the compressive strength of low-calcium ferronickel slag inorganic polymers. J. Hazard. Mater. 2009, 161, 760–768. [Google Scholar] [CrossRef]
- Onisei, S.; Lesage, K.; Blanpain, B.; Pontikes, Y. Early Age Microstructural Transformations of an Inorganic Polymer Made of Fayalite Slag. J. Am. Ceram. Soc. 2015, 98, 2269–2277. [Google Scholar] [CrossRef]
- Wagh, A.S. Chemically Bonded Phosphate Ceramics, Twenty-First Century Materials with Diverse Applications; Elsevier Science: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Wei, Y.; Son, X.R.; Jia, H.W.; Luo, Z.Q.; Zhou, X.T. Preparation and characterization of magnetite-based iron phosphate cement. J. Mater. Civ. Eng. 2022, 34, 04021449. [Google Scholar] [CrossRef]
- Luo, Z.; Ma, Y.; Mu, W.; Liu, J.; He, J.; Zhou, X. Magnesium phosphate cement prepared with electric furnace ferronickel slag: Properties and its hydration mechanism. Constr. Build. Mater. 2021, 300, 123991. [Google Scholar] [CrossRef]
- Zhang, Q.; Cao, X.; Ma, R.; Sun, S.; Fang, L.; Lin, J.; Luo, J. Solid waste-based magnesium phosphate cements: Preparation, performance and solidification/stabilization mechanism. Constr. Build. Mater. 2021, 297, 123761. [Google Scholar] [CrossRef]
- Luo, Z.Q.; Ma, Y.; He, H.; Mu, W.H.; Zhou, X.T.; Liao, W.Y.; Ma, H.Y. Preparation and characterization of ferrous oxalate cement-A novel acid-base cement. J. Am. Ceram. Soc. 2021, 104, 1120–1131. [Google Scholar] [CrossRef]
- Luo, Y.; Zhou, X.; Luo, Z.; Ma, H.; Wei, Y.; Liu, Q. A novel iron phosphate cement derived from copper smelting slag and its early age hydration mechanism. Cem. Concr. Compos. 2020, 133, 104653. [Google Scholar] [CrossRef]
- Katsiki, A.; Peys, A.; Pontikes, Y.; Rahier, H. Activation of fayalite slag towards inorganic polymers. In Proceedings of the 5th International Slag Valorisation Symposium, Leuven, Belgium, 3–5 April 2017; pp. 361–364. [Google Scholar]
- Derouiche, R. Effect of Retarders on the Properties of Copper. In Proceedings of the 8th Edition of the International Slag Symposium, Mechelen, Belgium, 18–20 April 2023. [Google Scholar]
- EN 196-6; Methods of testing cement Determination of fineness. European Committee for Standardization: Brussels, Belgium, 2018.
- Alkan, G. Assessment of Metallurgical Slags as Solar Heat Absorber Particles. Minerals 2022, 12, 121. [Google Scholar] [CrossRef]
- Manolova, E.; Stoyanova, V. Characteristics of Iron-Silicate Fines as Replacement Material in Cement Concrete. In Proceedings of the 5th International Slag Valorisation Symposium, Leuven, Belgium, 3–5 April 2017; pp. 279–282. [Google Scholar]
- Gradinarov, I.; Rusev, D.; Georgiev, D.; Markovska, I. Oxidation of copper slag under nonisothermal conditions. J. Chem. Technol. Metall. 2022, 57, 361–366. [Google Scholar]
- Marangoni, M.; Arnout, L.; Machiels, L.; Pandelaers, L.; Bernardo, E.; Colombo, P.; Pontikes, Y. Porous, Sintered Glass-Ceramics from Inorganic Polymers Based on Fayalite Slag. J. Am. Ceram. Soc. 2016, 99, 1985–1991. [Google Scholar] [CrossRef]
- Miltiadis, S.K.; Giannopoulou, I.; Tahir, M.F.M.; Hashim, M.F.A.; Panias, D. Upgrading Copper Slags to Added Value Fire Resistant Geopolymers. Waste Biomass Valorization 2019, 11, 3811–3820. [Google Scholar] [CrossRef]
- Diana, R. Copper slag oxidation under isothermal and non-isothermal conditions. J. Int. Sci. Publ. 2015, 9, 358–367. [Google Scholar]
- Hamilton, V.E. Thermal infrared (vibrational) spectroscopy of Mg-Fe olivines: A review and applications to determining the composition of planetary surfaces. Geochemistry 2010, 70, 7–33. [Google Scholar] [CrossRef]
- Onisei, S.; Douvalis, A.P.; Malfliet, A.; Peys, A.; Pontikes, Y. Inorganic polymers made of fayalite slag: On the microstructure and behavior of Fe. J. Am. Ceram. Soc. 2018, 101, 2245–2257. [Google Scholar] [CrossRef]
- Mihailova, I.; Radev, L.; Mehandjiev, D. Phase composition, structure and catalytic activity in oxidation reactions of fayalite waste from the flotation of copper slag. J. Chem. Technol. Metall. 2017, 52, 929–939. [Google Scholar]
- Ponomar, V.; Yliniemi, J.; Adesanya, E.; Ohenoja, K.; Illikainen, M. An overview of the utilisation of Fe-rich residues in alkali-activated binders: Mechanical properties and state of iron. J. Clean. Prod. 2022, 330, 129900. [Google Scholar] [CrossRef]
- Li, Q.; Yang, F.; Wang, Z.; Liu, S. Study on Mechanism of Oxidation Modification of Copper Slag. Trans. Indian Inst. Met. 2019, 72, 3223–3231. [Google Scholar] [CrossRef]
- Kuczek, J.; Jeleń, P.; Stoch, P.; Błachowski, A.; Wacławska, I.; Szumera, M. Raman and Mössbauer studies of iron phosphate-silicate glasses. J. Mol. Struct. 2018, 1170, 82–89. [Google Scholar] [CrossRef]
- Abdelghany, A.M.; Elbatal, H.A. Structural evaluation and shielding behavior of gamma irradiated vanadium doped silicophosphate glasses. J. Mol. Struct. 2012, 1024, 47–53. [Google Scholar] [CrossRef]
- Katsiki, A.; Hertel, T.; Tysmans, T.; Pontikes, Y.; Rahier, H. Metakaolinite phosphate cementitious matrix: Inorganic polymer obtained by acidic activation. Materials 2019, 12, 442. [Google Scholar] [CrossRef]
- Lemougna, P.N.; Dilissen, N.; Hernandez, G.M.; Kingne, F.; Gu, J.; Rahier, H. Effect of sodium disilicate and metasilicate on the microstructure and mechanical properties of one-part alkali-activated copper slag/ground granulated blast furnace slag. Materials 2021, 14, 5505. [Google Scholar] [CrossRef]
- Pu, S.; Zhu, Z.; Song, W.; Huo, W.; Zhang, J. Mechanical and microscopic properties of fly ash phosphoric acid-based geopolymer paste: A comprehensive study. Constr. Build. Mater. 2021, 299, 123947. [Google Scholar] [CrossRef]
- Zribi, M.; Samet, B.; Baklouti, S. Effect of curing temperature on the synthesis, structure and mechanical properties of phosphate-based geopolymers. J. Non-Crystalline Solids 2019, 511, 62–67. [Google Scholar] [CrossRef]
- Louati, S.; Baklouti, S.; Samet, B. Acid based geopolymerization kinetics: Effect of clay particle size. Appl. Clay Sci. 2016, 132, 571–578. [Google Scholar] [CrossRef]
- Derouiche, R.; Zribi, M.; Baklouti, S. Study of Carbonated Clay-Based Phosphate Geopolymer: Effect of Calcite and Calcination Temperature. Minerals 2023, 13, 284. [Google Scholar] [CrossRef]
- Feng, Y.; Kero, J.; Yang, Q.X.; Chen, Q.S.; Engstr, F.; Samuelsson, C.; Qi, C.C. Mechanical activation of granulated copper slag and its influence on hydration heat and compressive strength of blended cement. Materials 2019, 12, 772. [Google Scholar] [CrossRef]
- Matsimbe, J.; Dinka, M.; Olukanni, D.; Musonda, I. Geopolymer: A Systematic Review of Methodologies. Materials 2022, 15, 6852. [Google Scholar] [CrossRef]
- Nikolov, A. Alkali and acid activated geopolymers based on iron-silicate fines—By-product from copper industry. IOP Conf. Series Mater. Sci. Eng. 2020, 39, 37–39. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxide | FeO | Fe2O3 | SiO2 | Al2O3 | ZnO | CaO | MgO | Cr2O3 | P2O5 | CuO | MnO | SO3 | TiO2 | K2O | Others * |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Raw CS | 47.1 | 3.34 | 27.0 | 8.48 | 4.14 | 3.33 | 0.87 | 1.47 | 0.68 | 0.67 | 0.84 | 0.73 | 0.35 | 0.16 | 0.85 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Derouiche, R.; Lemougna, P.N.; Hernandez, G.M.; Gu, J.; Baklouti, S.; Rahier, H. The Influence of the Thermal Treatment of Copper Slag on the Microstructure and Performance of Phosphate Cements. Materials 2023, 16, 6249. https://doi.org/10.3390/ma16186249
Derouiche R, Lemougna PN, Hernandez GM, Gu J, Baklouti S, Rahier H. The Influence of the Thermal Treatment of Copper Slag on the Microstructure and Performance of Phosphate Cements. Materials. 2023; 16(18):6249. https://doi.org/10.3390/ma16186249
Chicago/Turabian StyleDerouiche, Rania, Patrick Ninla Lemougna, Guillermo Meza Hernandez, Jun Gu, Samir Baklouti, and Hubert Rahier. 2023. "The Influence of the Thermal Treatment of Copper Slag on the Microstructure and Performance of Phosphate Cements" Materials 16, no. 18: 6249. https://doi.org/10.3390/ma16186249
APA StyleDerouiche, R., Lemougna, P. N., Hernandez, G. M., Gu, J., Baklouti, S., & Rahier, H. (2023). The Influence of the Thermal Treatment of Copper Slag on the Microstructure and Performance of Phosphate Cements. Materials, 16(18), 6249. https://doi.org/10.3390/ma16186249