
Analysis of Mechanical Parameters in Multi-Pass Asymmetrical Rolling of Strip by Slab Method

Abstract
:1. Introduction
2. Mathematical Models
2.1. Basic Assumptions
- (1)
- Rolls are rigid bodies with the same diameters, and the strips are made of rigid-plastic material.
- (2)
- Coulomb friction with constant friction coefficient is assumed between strip and roll, but the friction coefficients on the upper and the lower surface of strip may be different.
- (3)
- The plastic deformation of the strip is plane strain.
- (4)
- The vertical stress and the horizontal stress are uniformly distributed within slabs, and they are regarded as principal stresses.
- (5)
- The contact arc is assumed as string, and the projected contact lengths of upper roll and lower roll are equal.
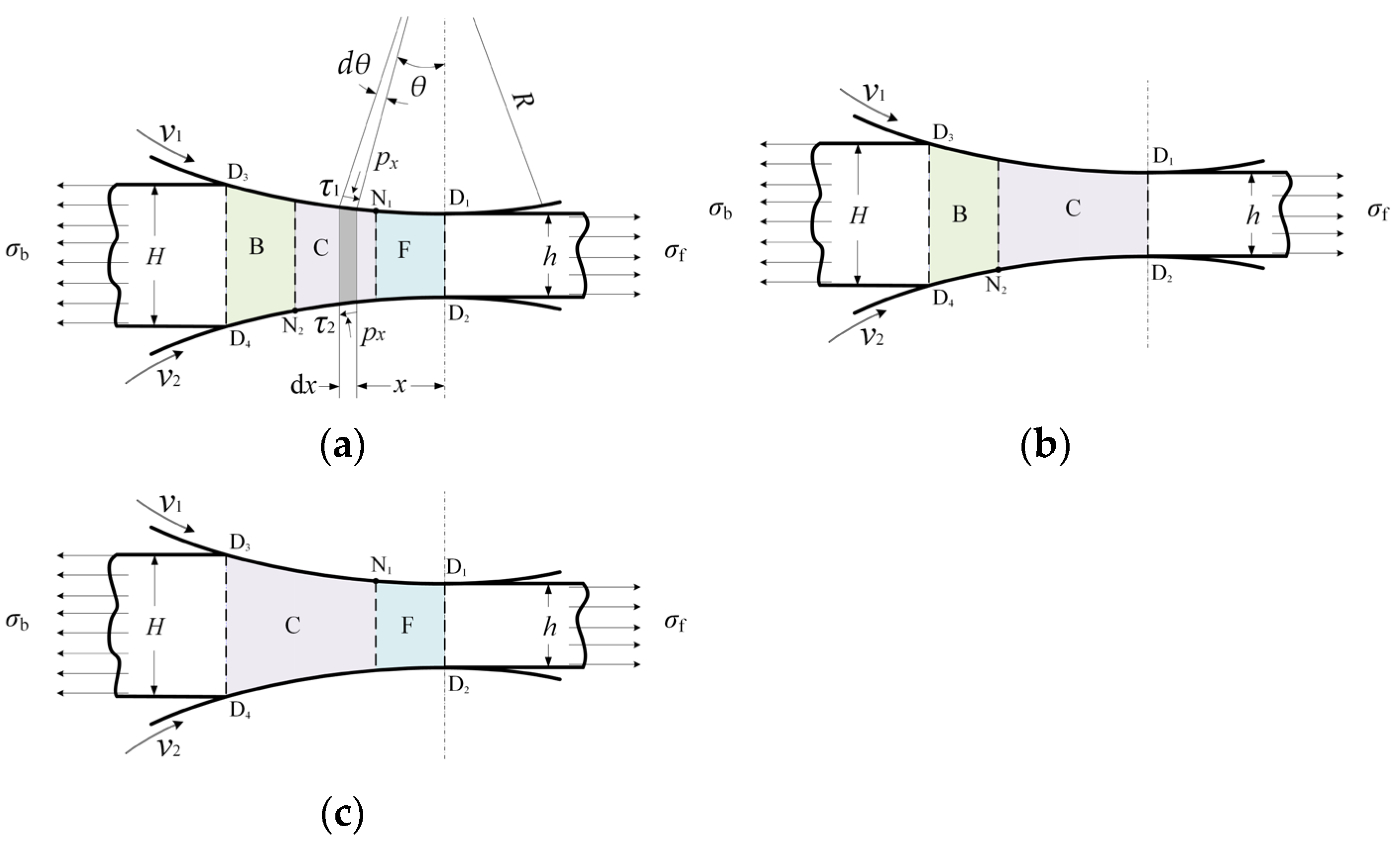
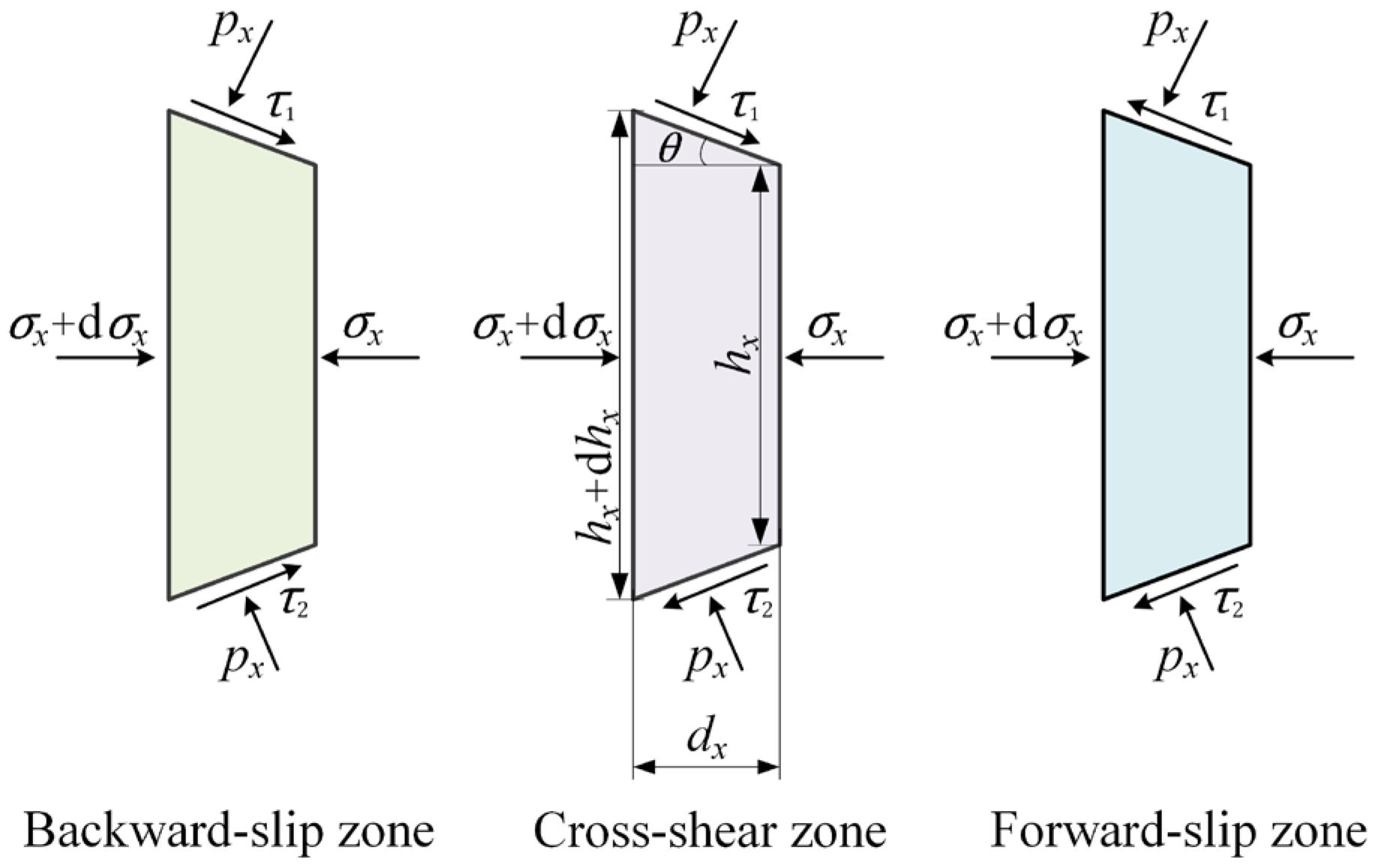
2.2. Roll Pressure
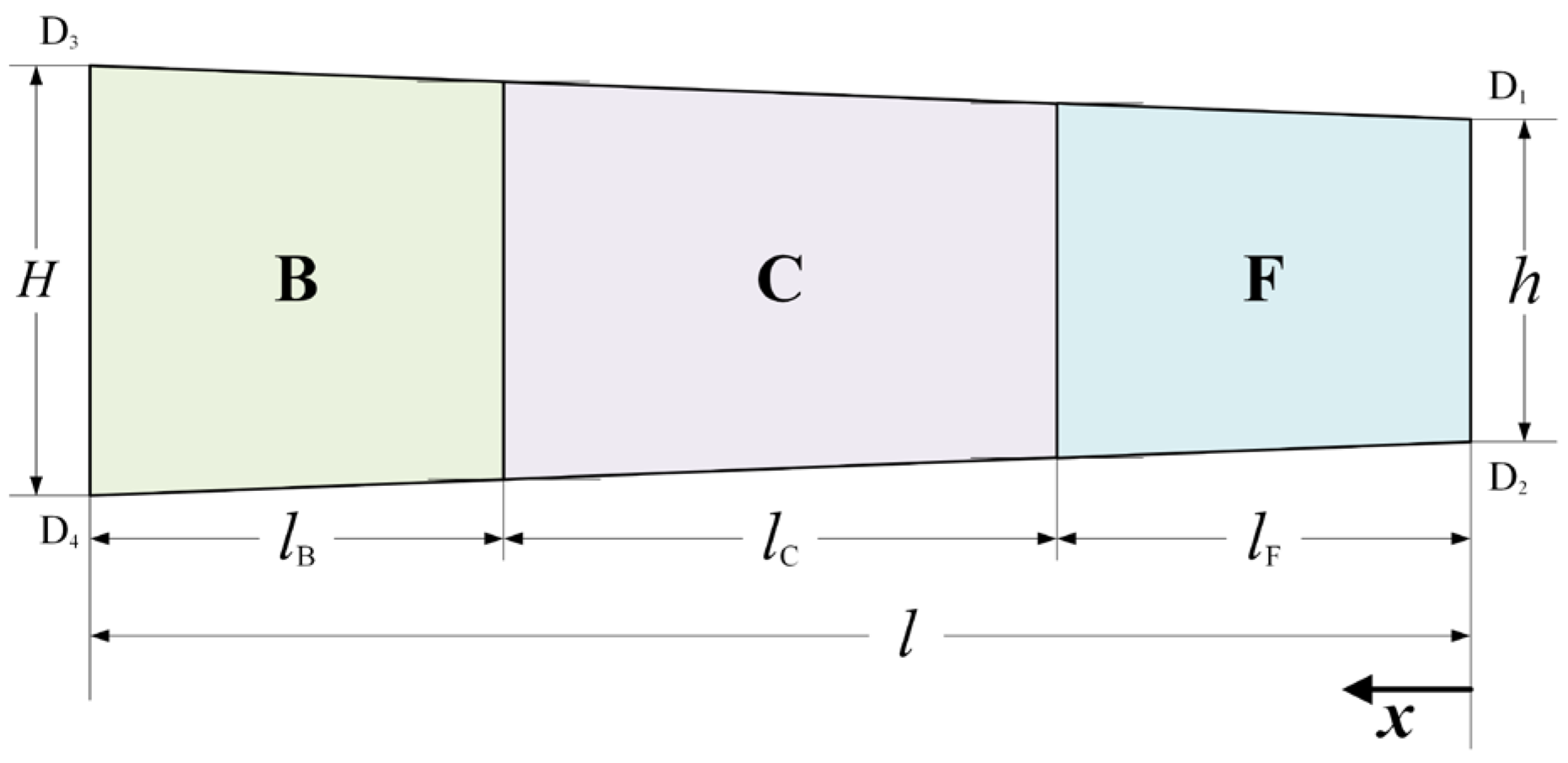
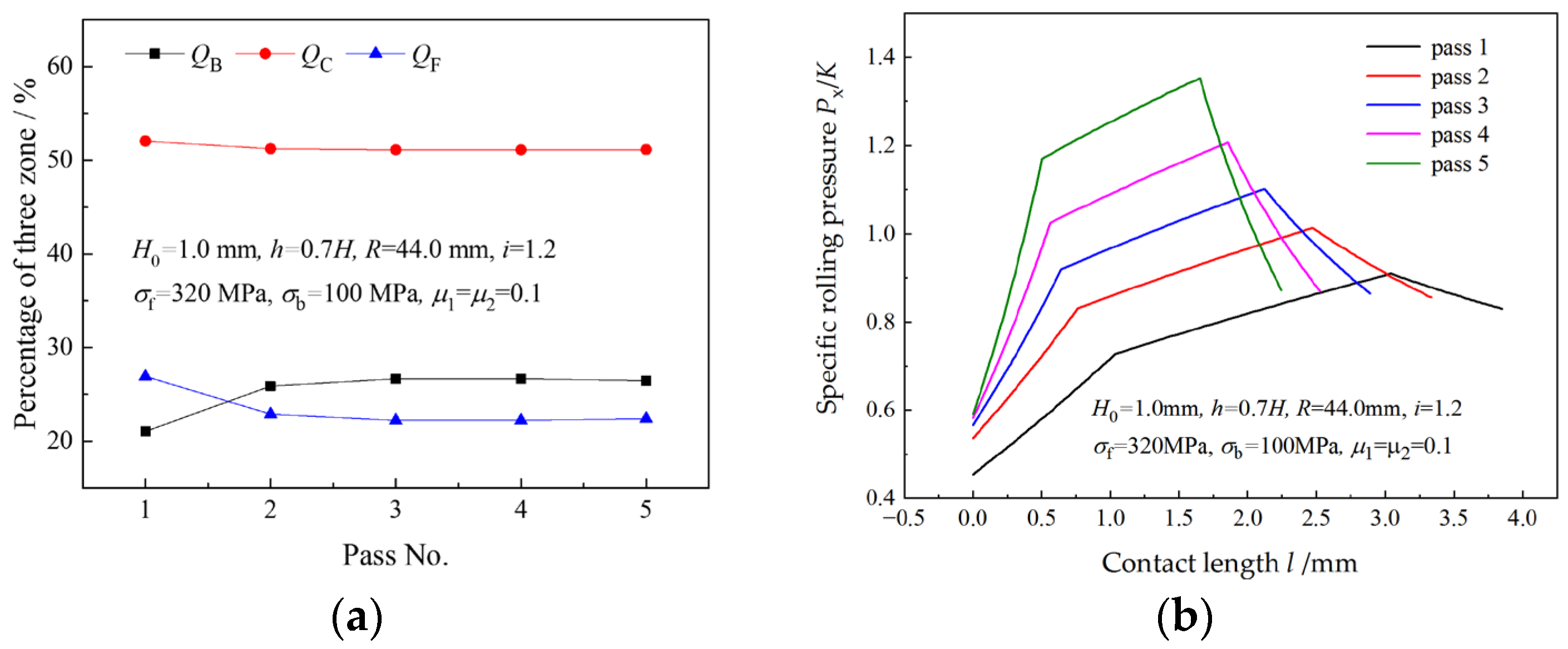
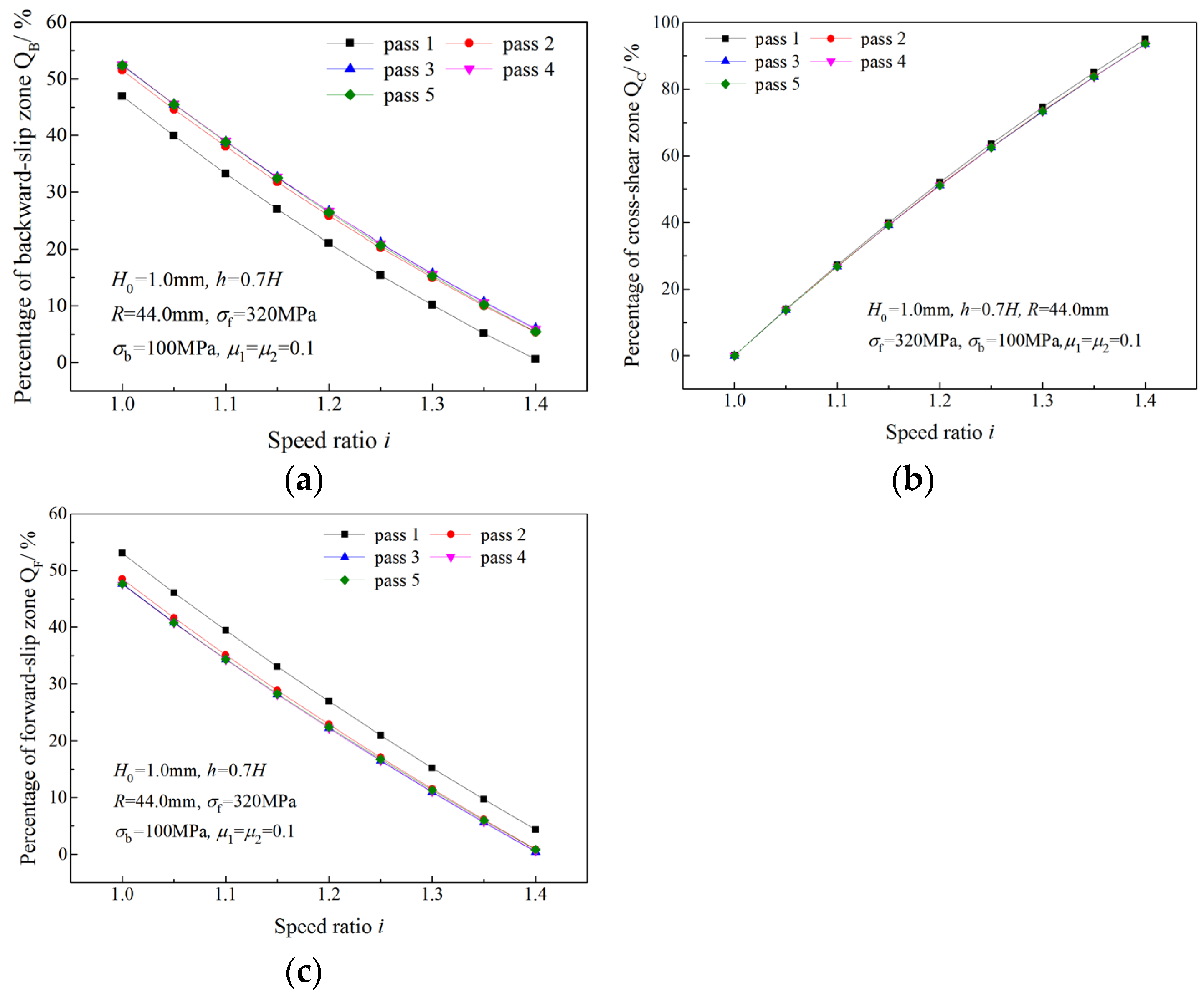
2.3. Three Zone Percentages
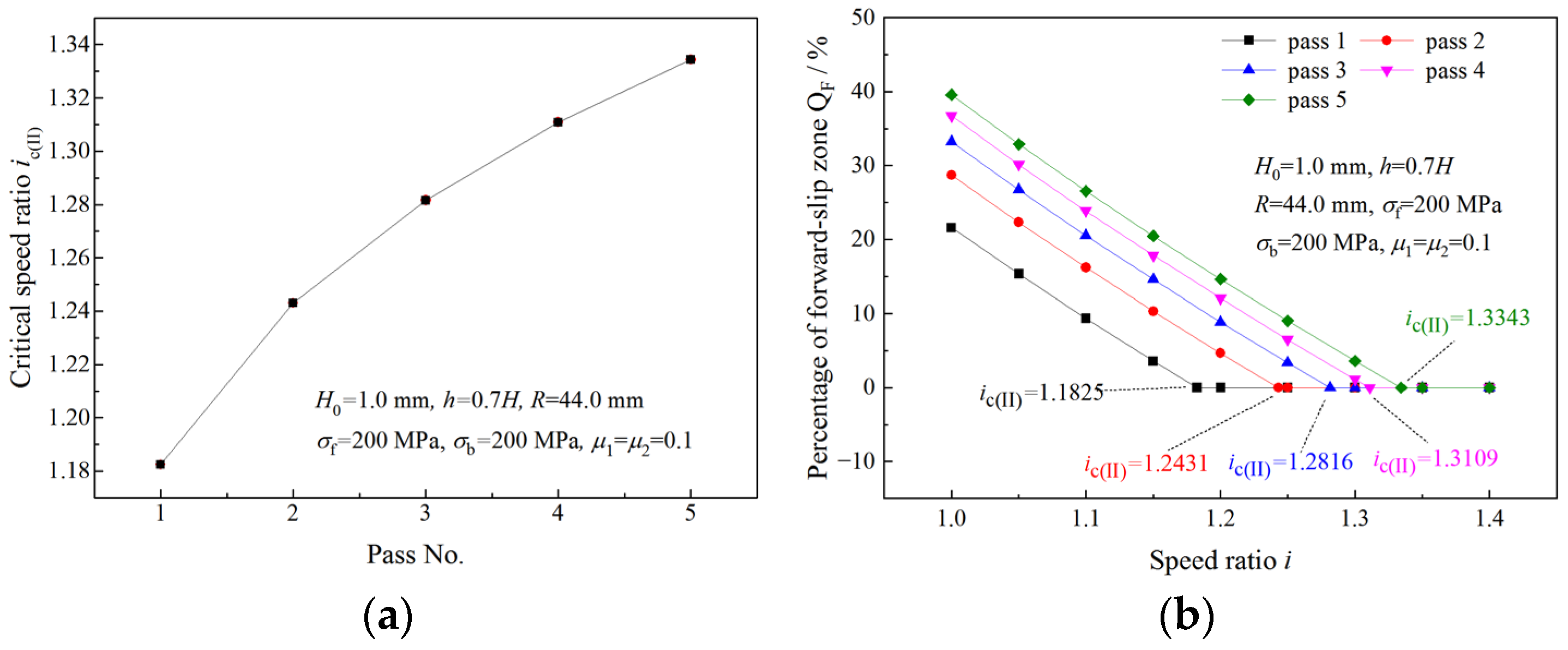
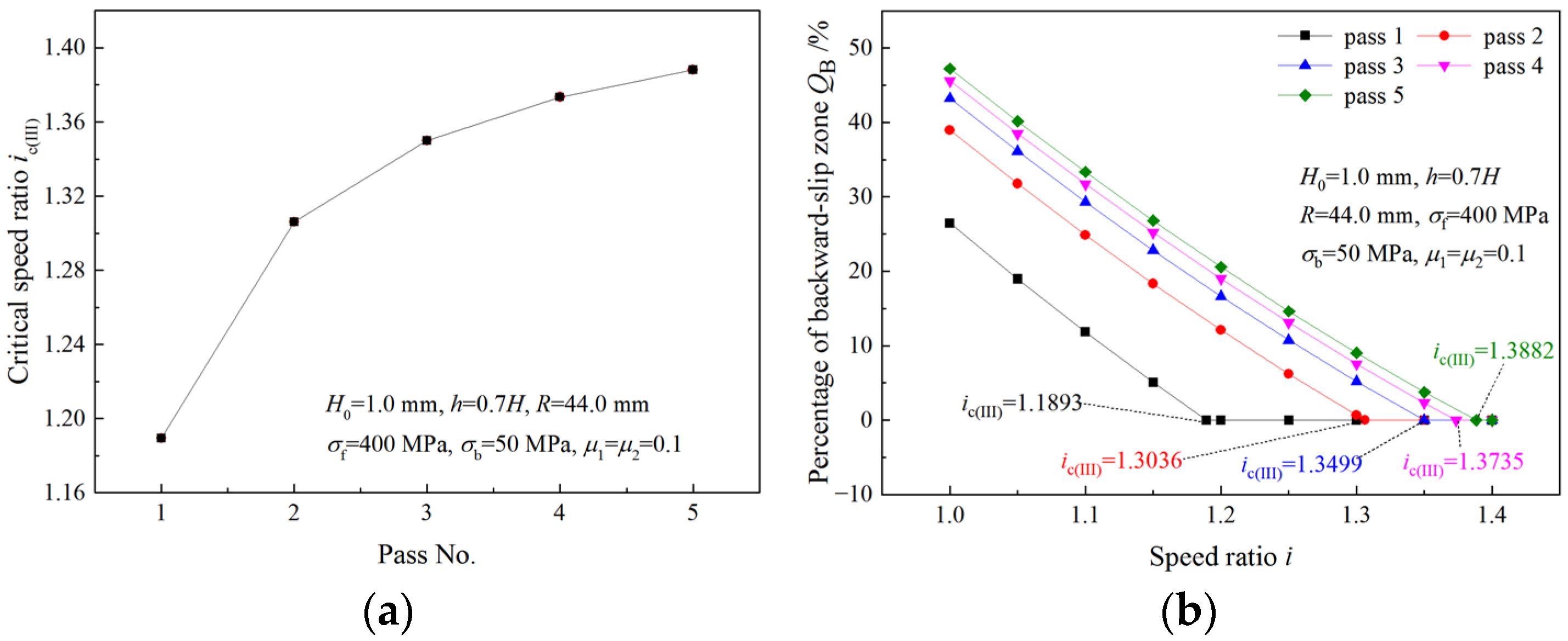
2.4. Critical Speed Ratio
2.5. Roll Force
2.6. Roll Torque
2.7. Roll Power
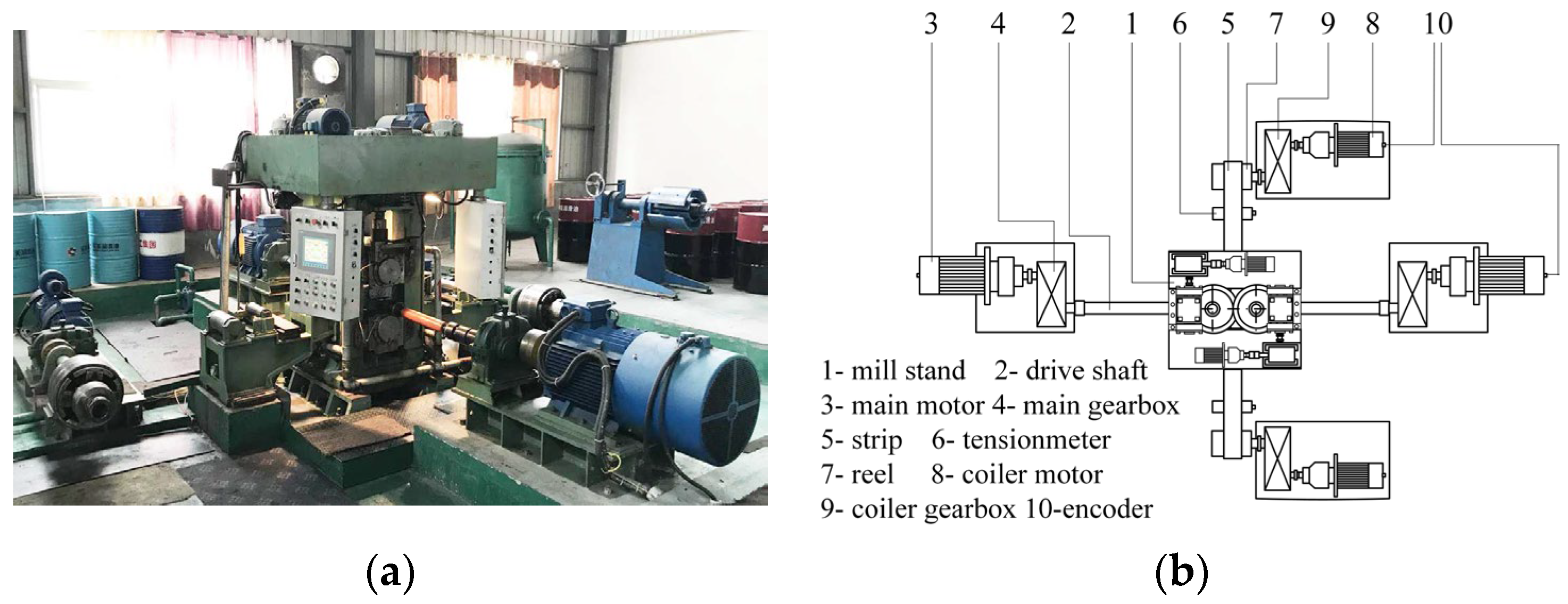
3. Experiments and Simulations
4. Results and Discussions
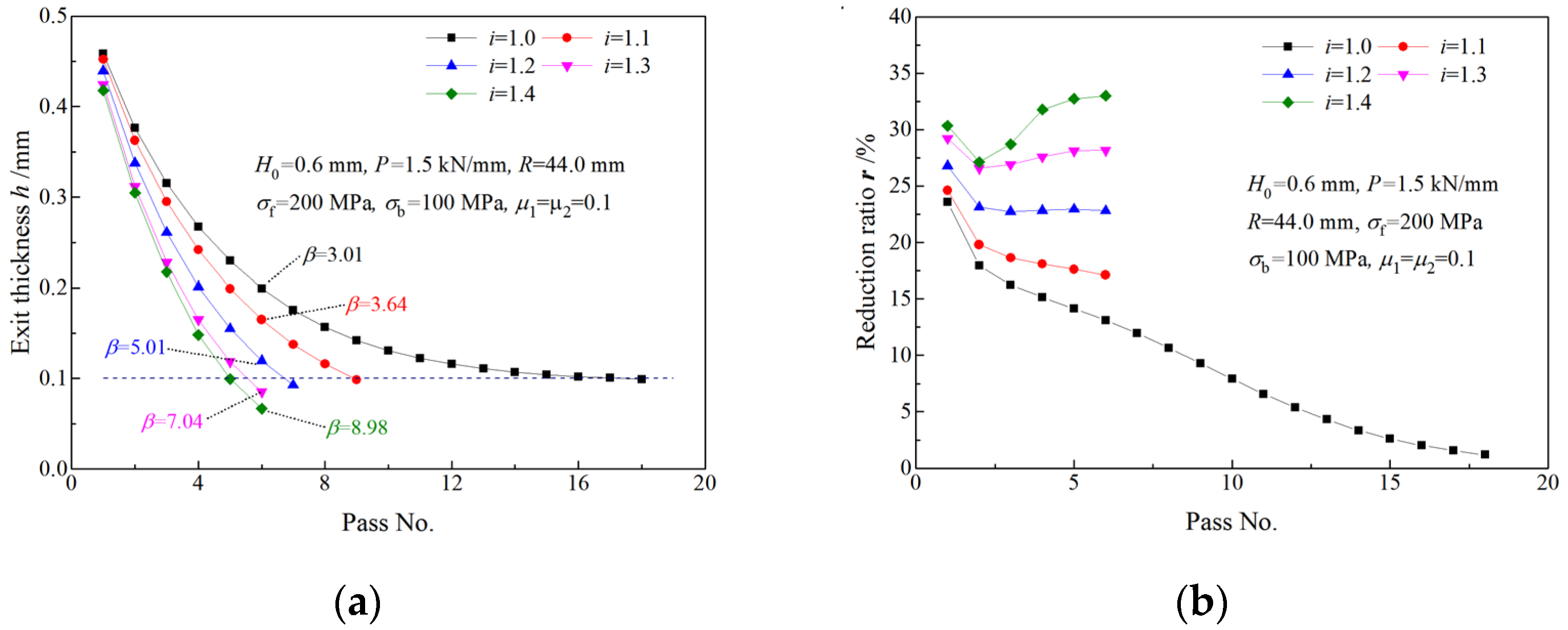
4.1. Analysis of Three Zone Percentages
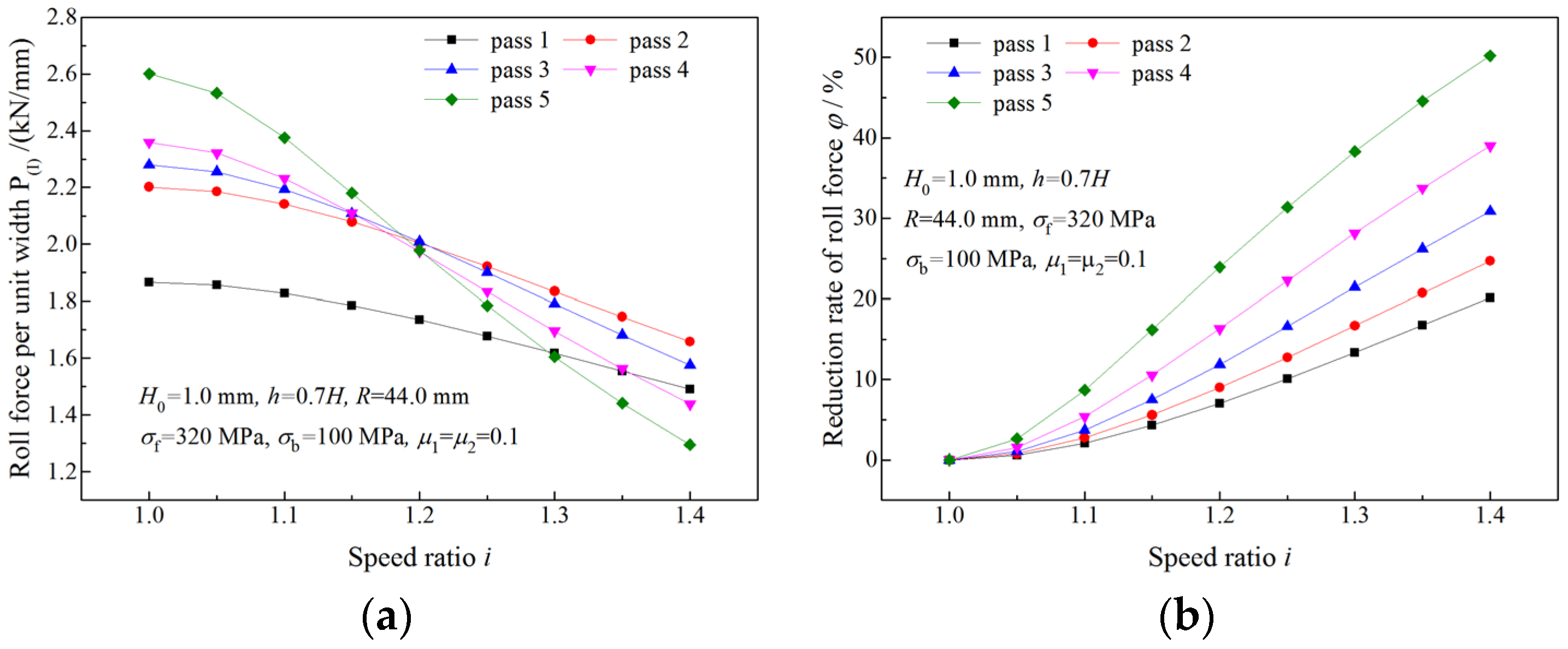
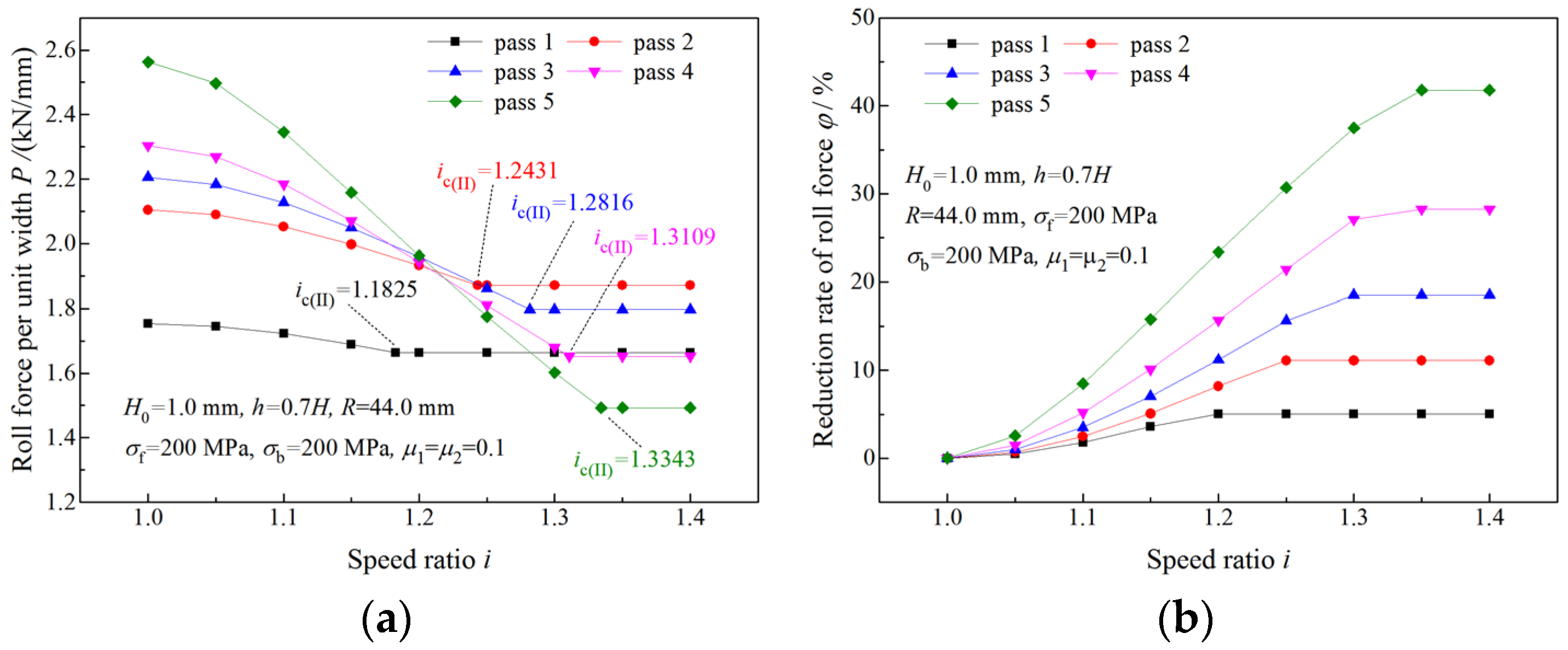
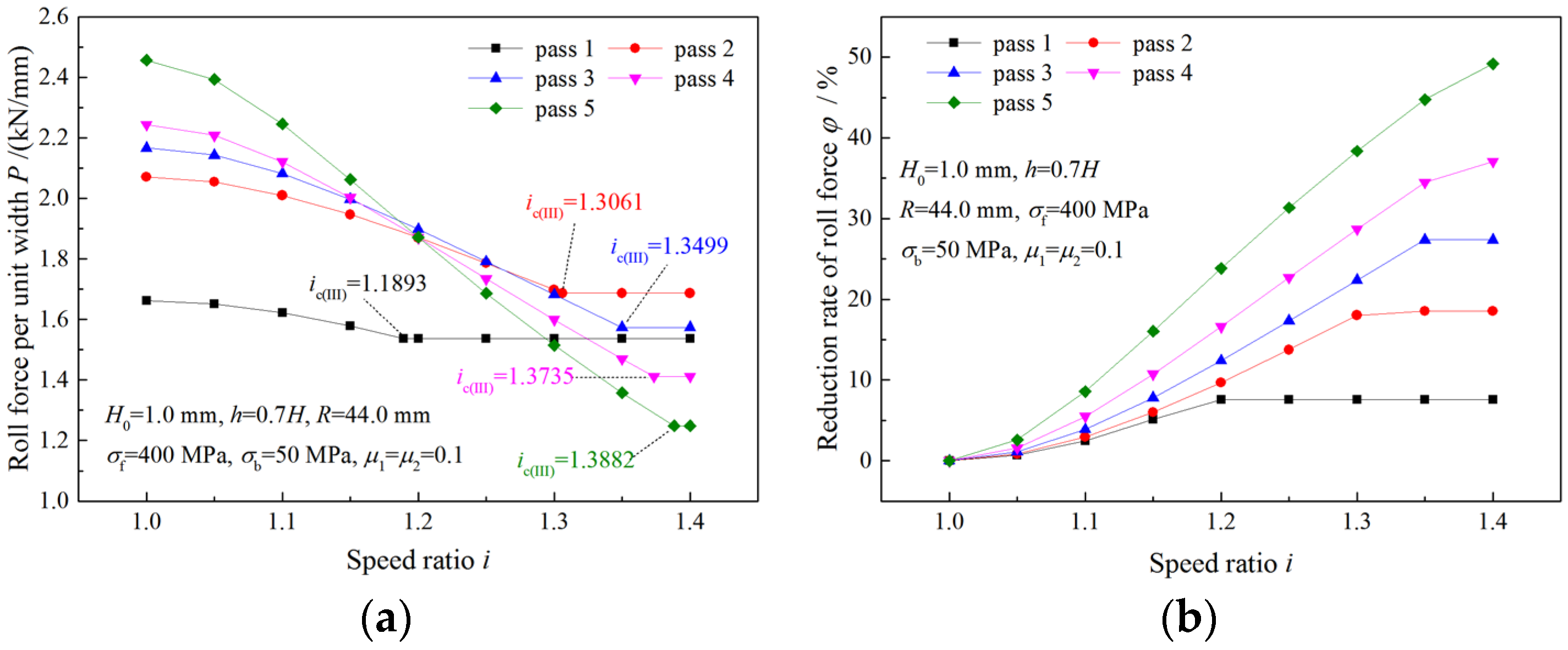
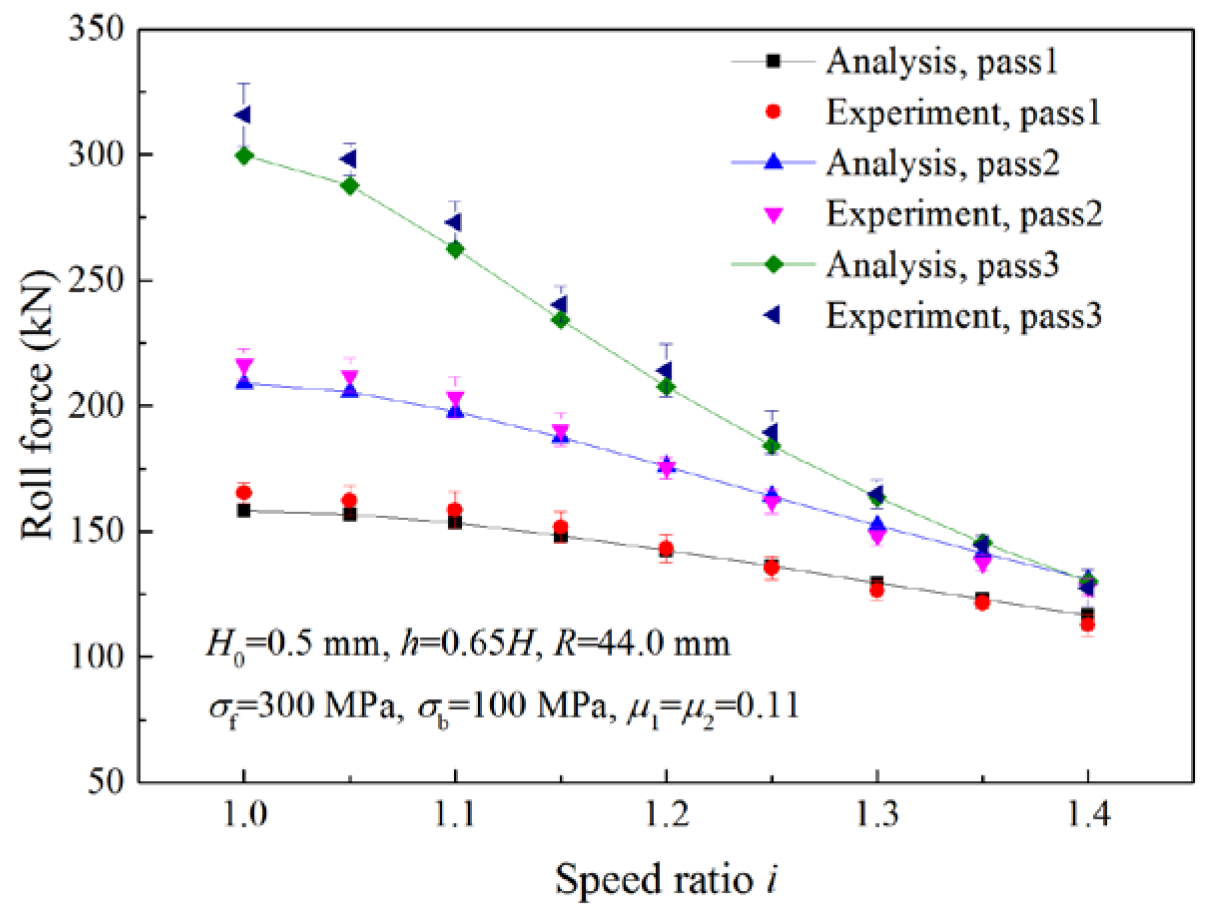
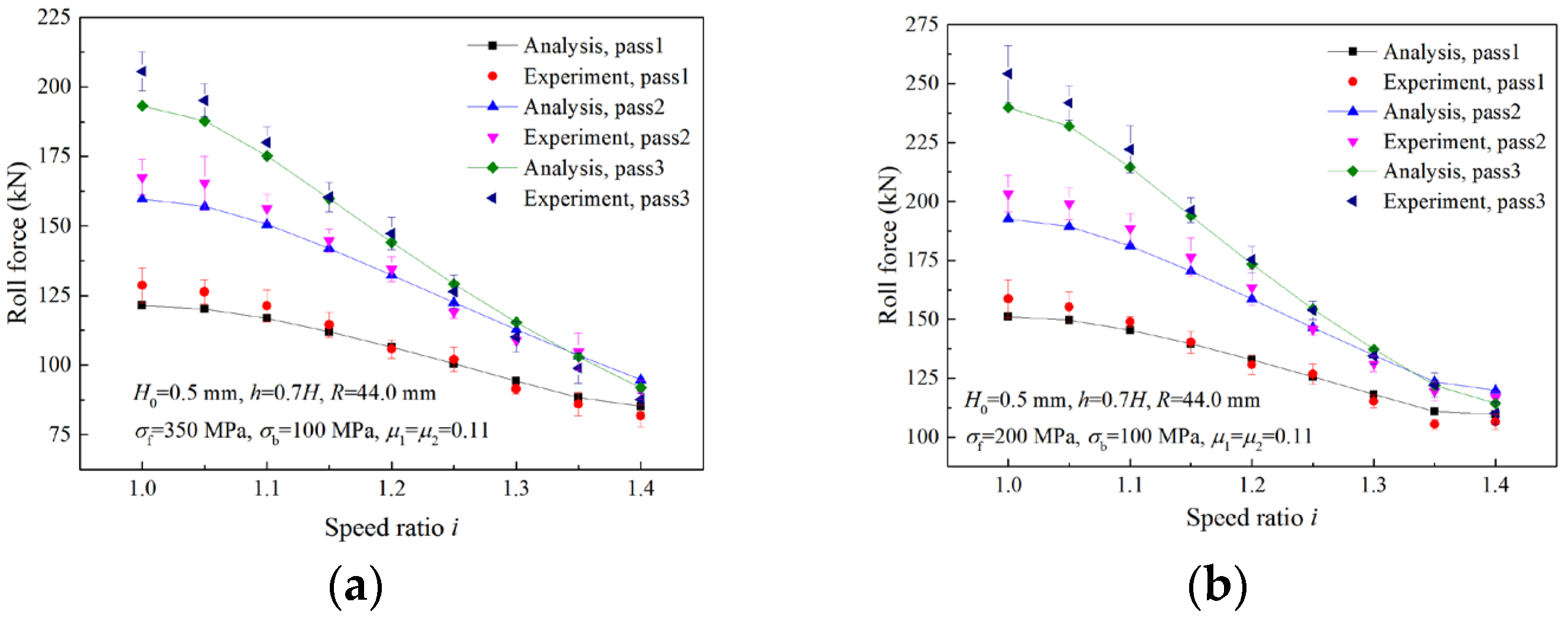
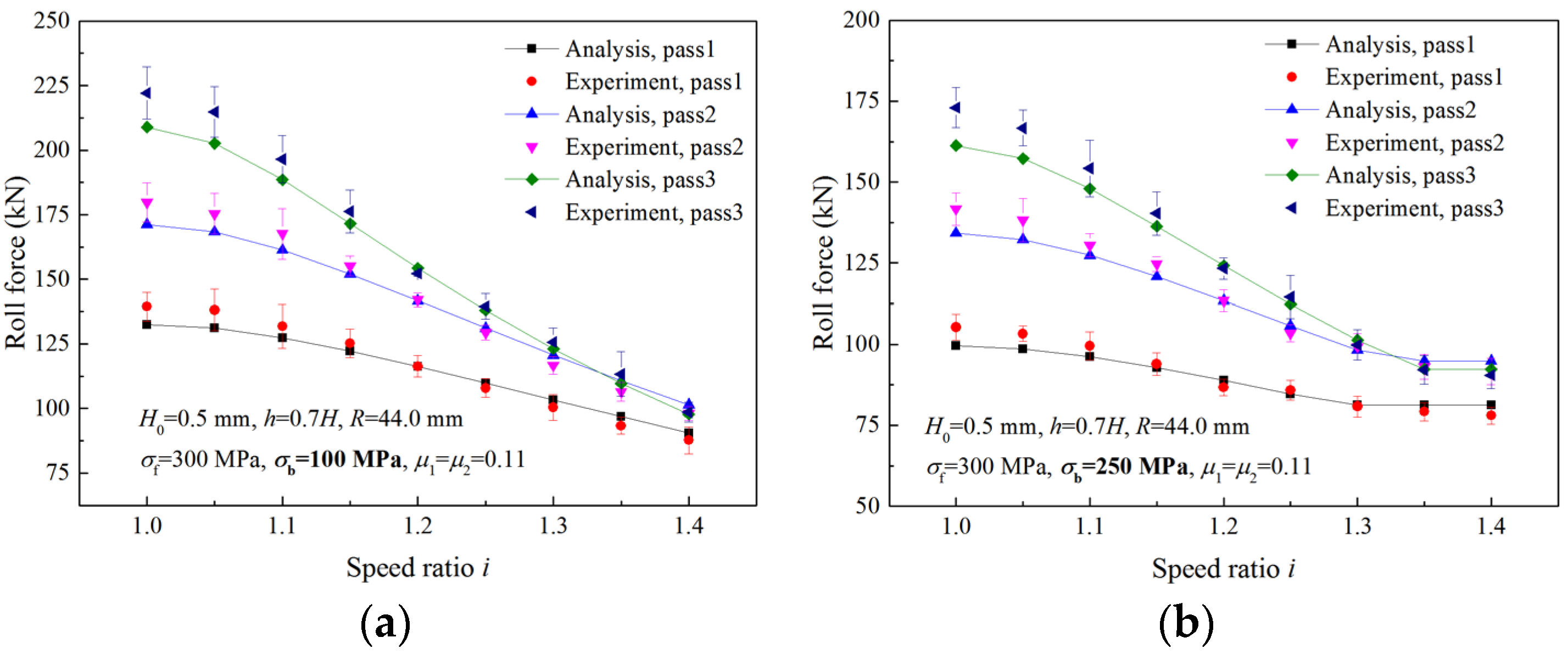
4.2. Analysis of Roll Force
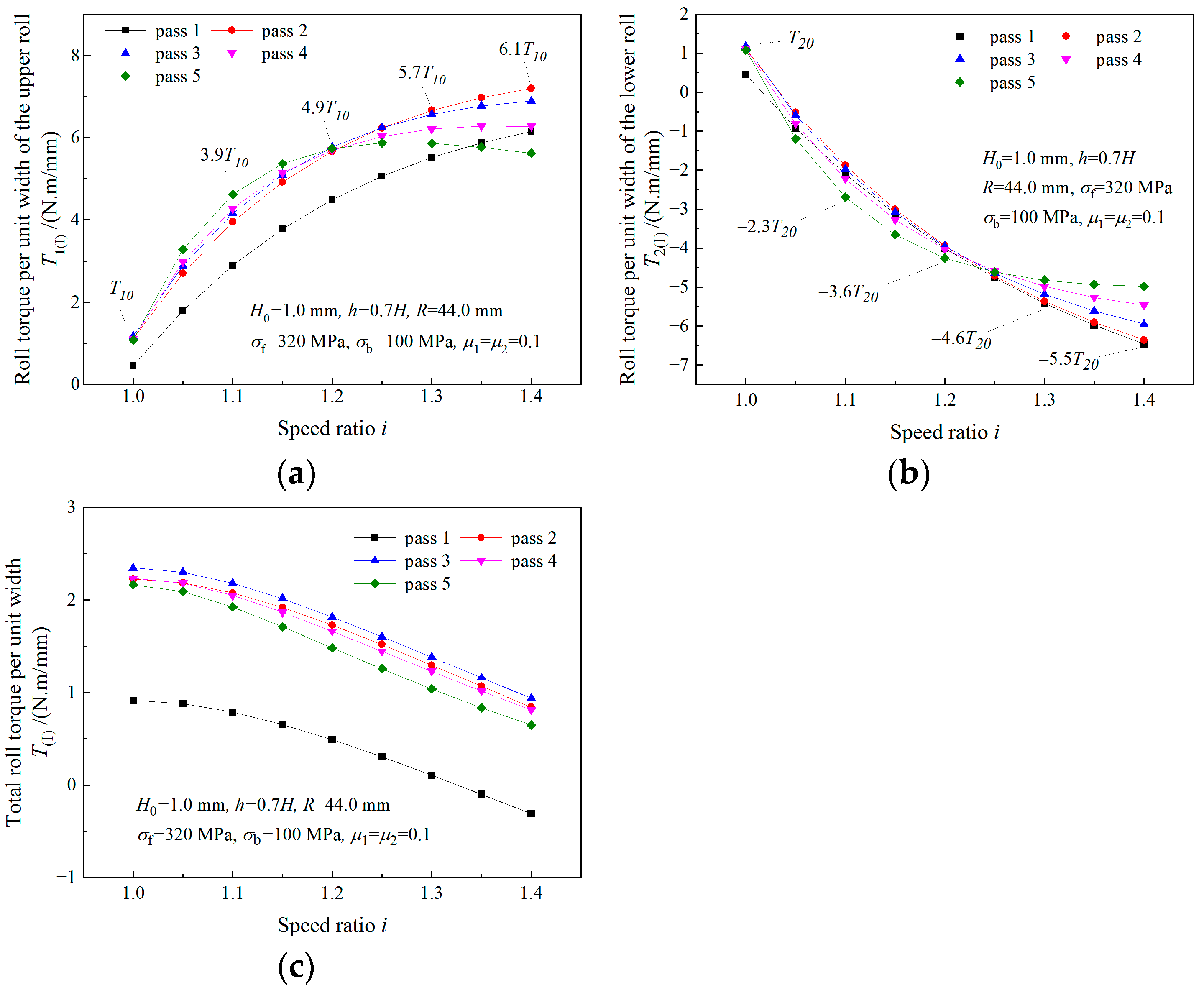
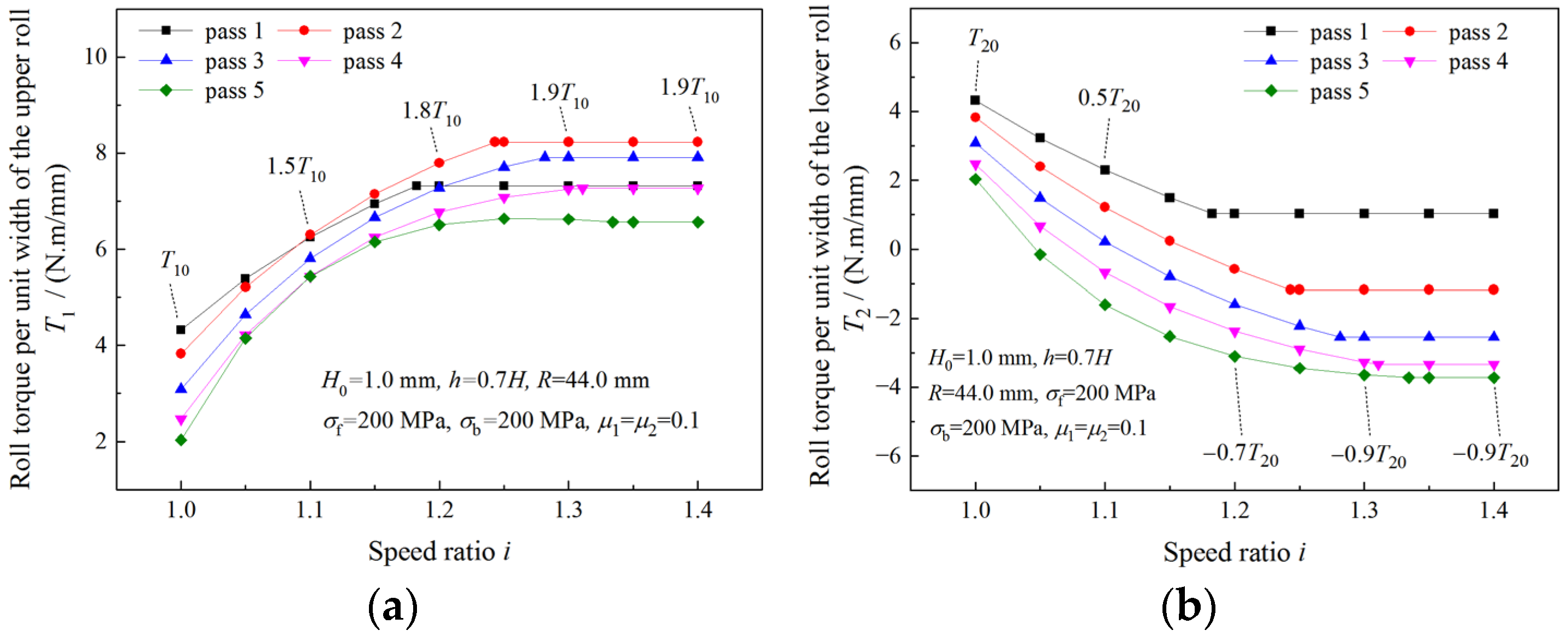
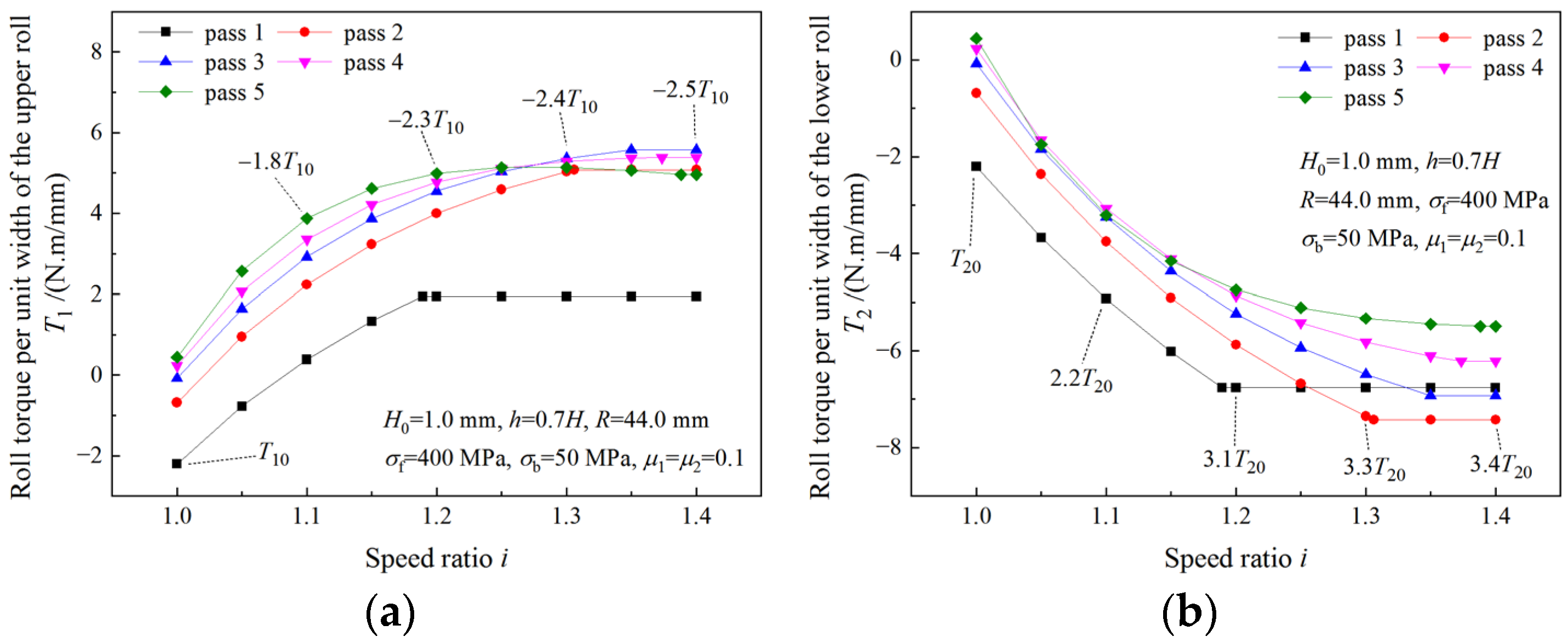
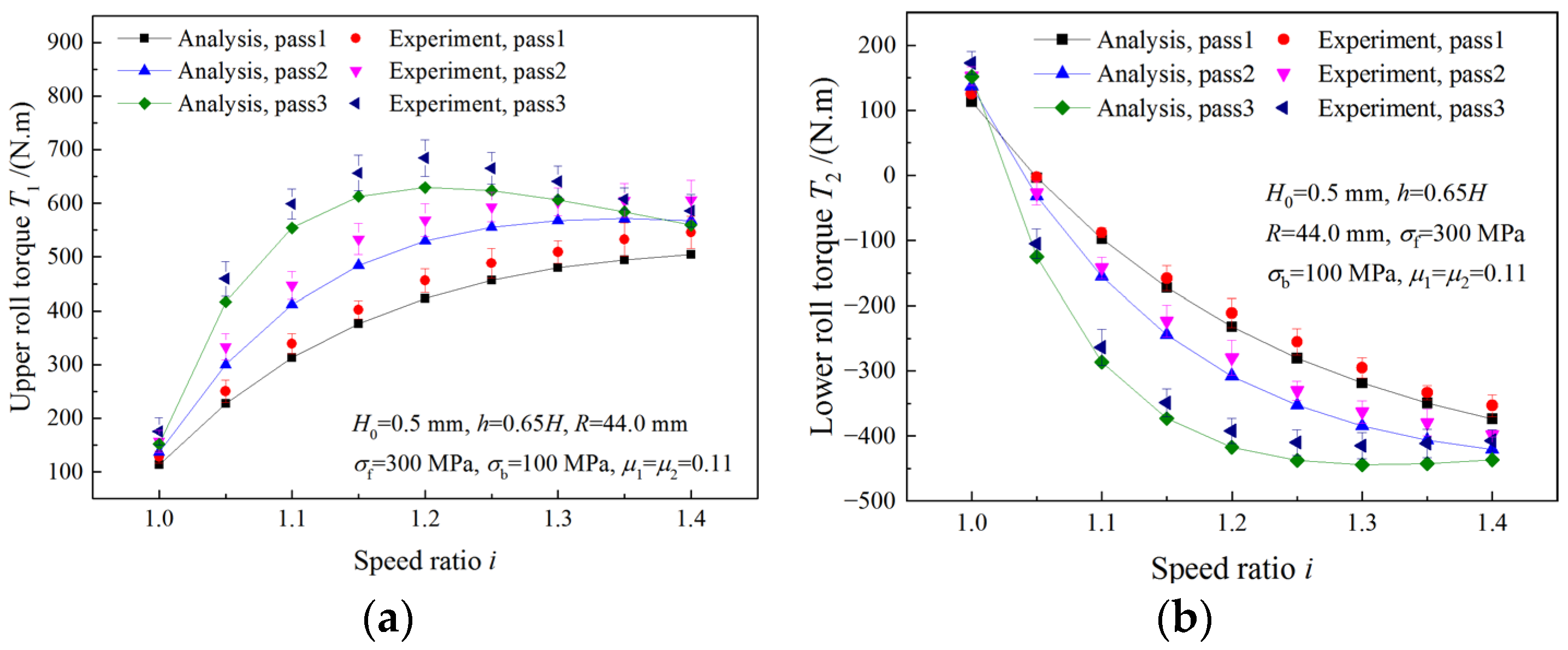
4.3. Analysis of Roll Torque
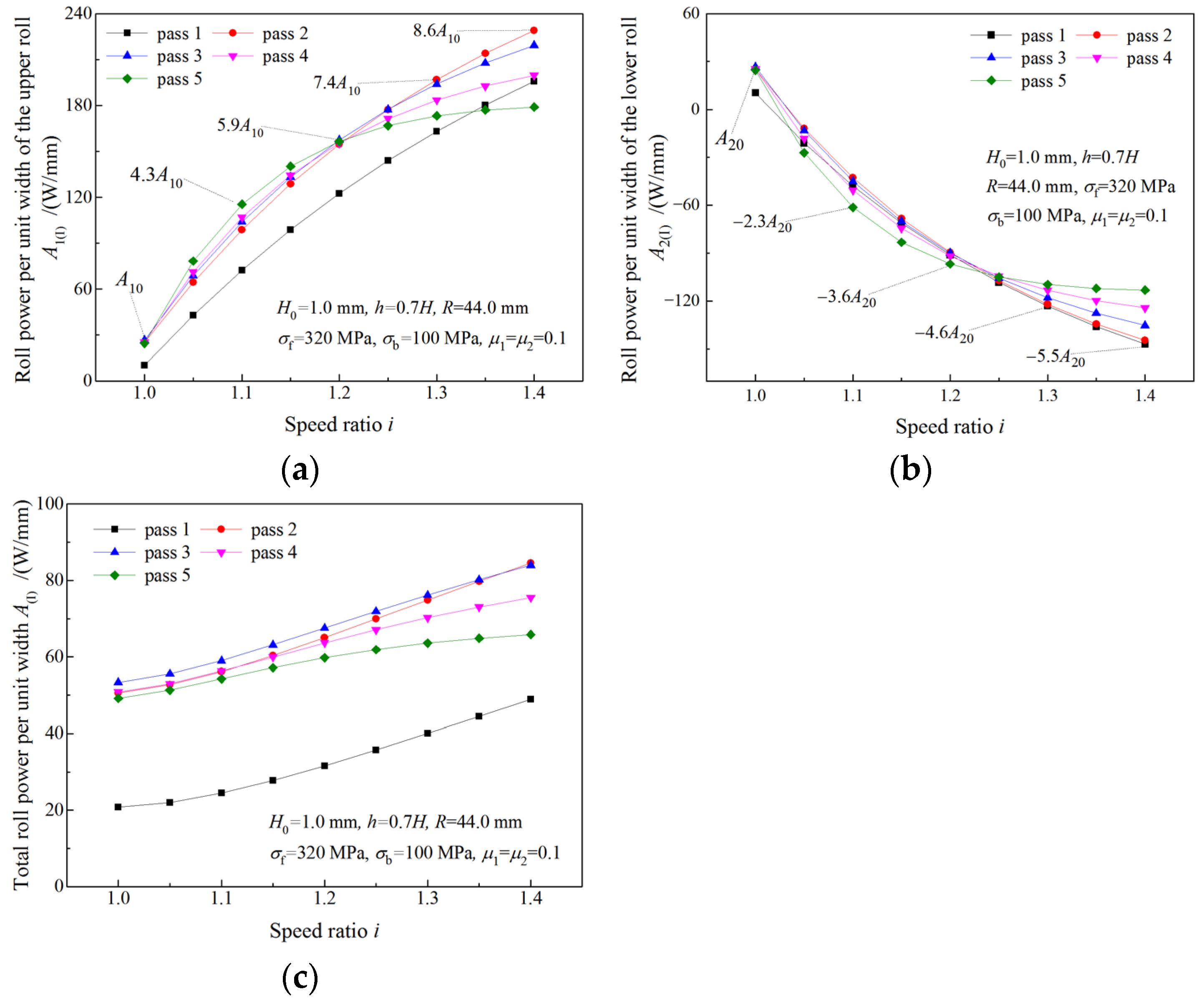
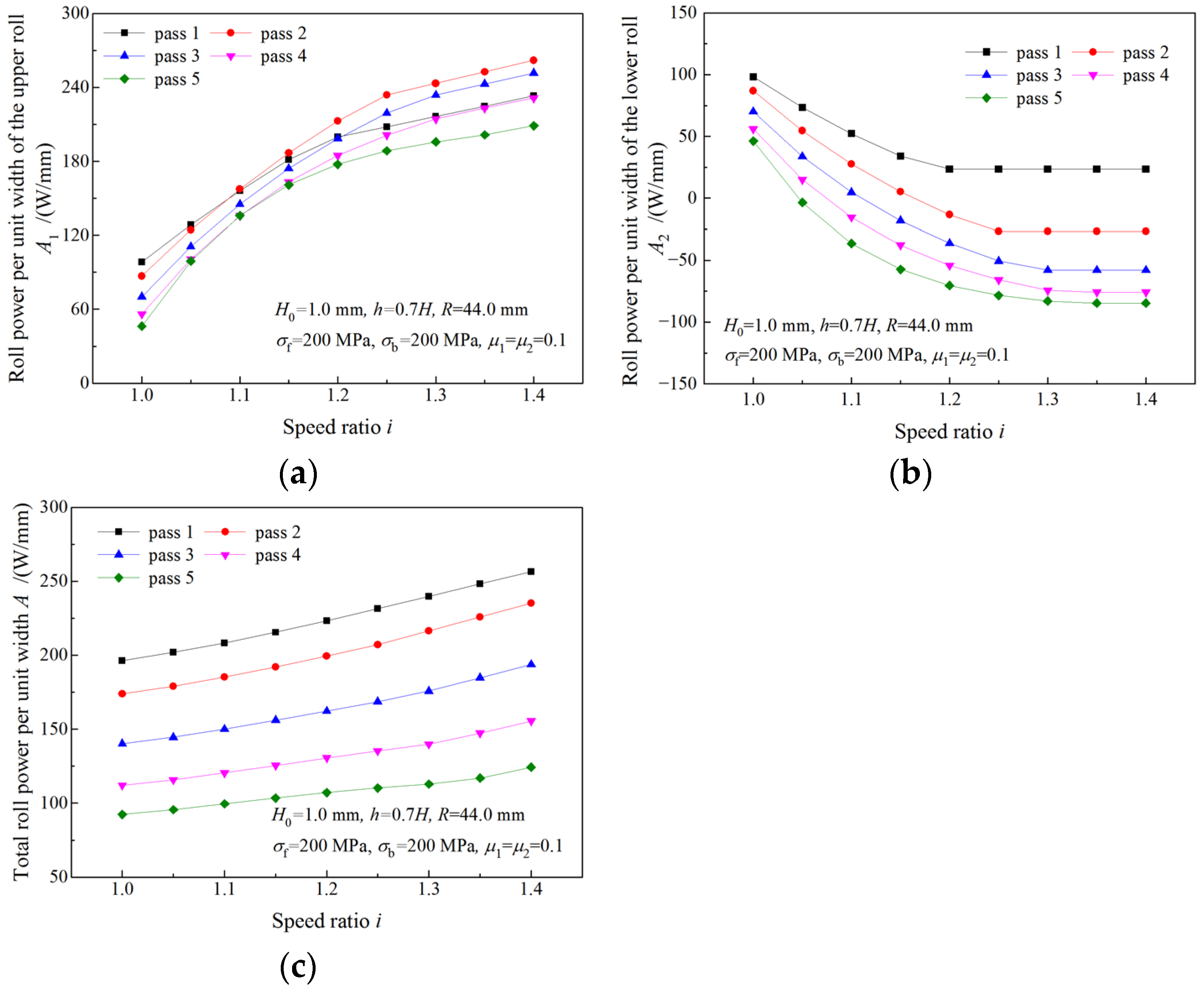
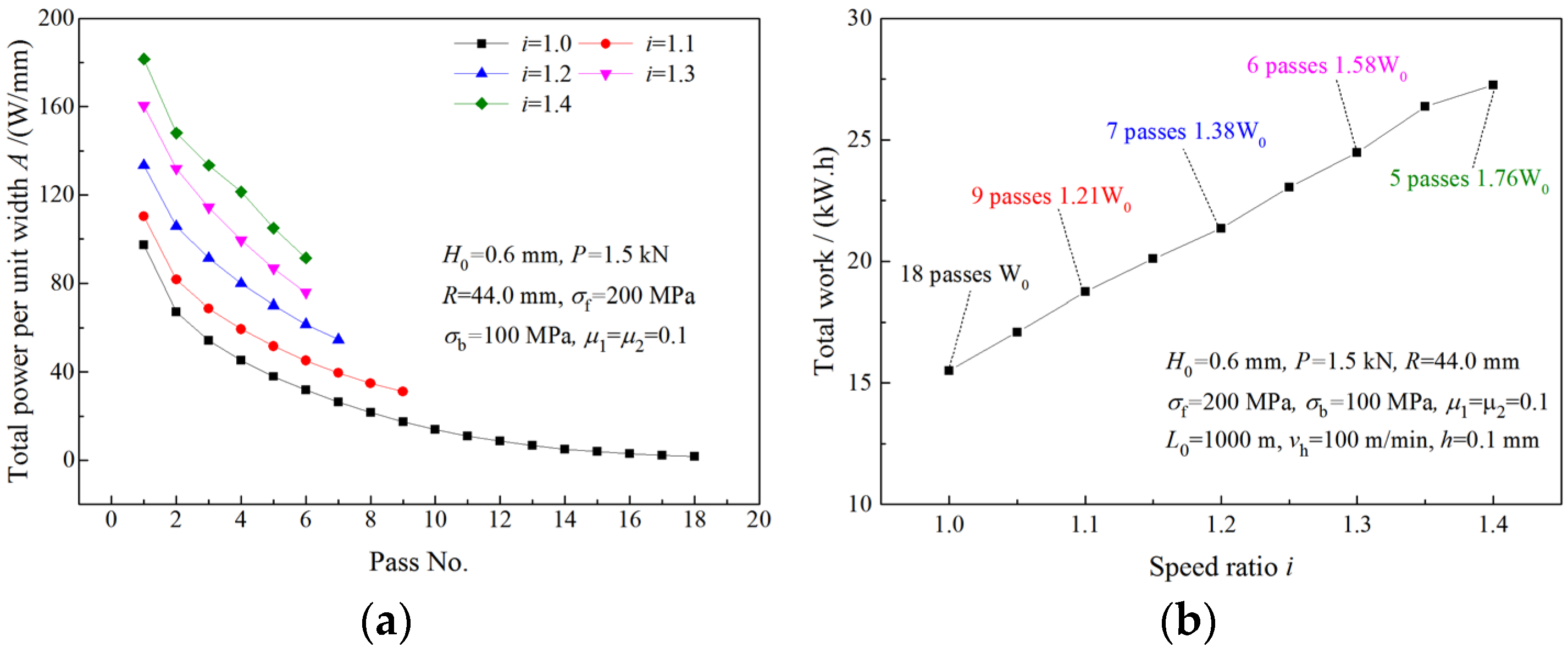
4.4. Analysis of Roll Power
4.5. Analysis of Total Work and Rolling Time
4.6. Verification of Models
5. Conclusions
- Good consistency between the analytical results and the experimental measurements suggests excellent accuracy of the proposed models.
- Less roll force is required by asymmetrical rolling to obtain the same thickness reduction than that by symmetrical rolling. The required roll force decreases with the increase in the speed ratio until the critical speed ratio is reached; then the required roll force remains constant. A greater reduction rate of roll force is found in the last pass of a rolling schedule, which indicates that asymmetrical rolling is especially suitable for thin and hard strips.
- The upper roll torque first increases with the increase in the speed ratio, and the lower roll torque first decreases with the increase in the speed ratio; then both of them become unchanged when the critical speed ratio is reached. The roll powers show a similar trend, but the upper roll power does not keep constant after the critical speed ratio is reached due to the increase in the upper roll speed. The lower roll torque and lower roll power are always negative in asymmetrical rolling, which means the lower driver motor is working as a generator.
- Less roll force is required by asymmetrical rolling than that by symmetrical rolling in the same pass, but much greater upper roll torque and upper roll power are required by asymmetrical rolling; thus, stronger drive shafts and more powerful drive motors are required in asymmetrical rolling.
- A greater reduction ratio can be obtained by asymmetrical rolling than that by symmetrical rolling with the same roll force. Thus, fewer passes and, consequently, less total rolling time are required to obtain the same final thickness by asymmetrical rolling. The required total rolling time decreases with the increase in the speed ratio, but more total work is required by the higher speed ratio. Rolling time can be saved with asymmetrical rolling at the cost of more energy consumption.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ginzburg, V.B. Steel-Rolling Technology: Theory and Practice; Marcel Dekker, Inc.: New York, NY, USA, 1989; pp. 225–246. [Google Scholar] [CrossRef]
- Hwang, Y.M.; Tzou, G.Y. An analytical approach to asymmetrical cold strip rolling using the slab method. J. Mater. Eng. Perform. 1993, 2, 597–606. [Google Scholar] [CrossRef]
- Hwang, Y.M.; Chen, D.C.; Tzou, G.Y. Study on Asymmetrical Sheet Rolling by the Finite Element Method. Chin. J. Mech. 1999, 15, 149–155. [Google Scholar] [CrossRef]
- Hwang, Y.M.; Chen, T.H. Analysis of asymmetrical sheet rolling by stream function method. JSME Int. J. Ser. Mech. Mater. Eng. 1996, 39, 598–605. [Google Scholar] [CrossRef]
- Salimi, M.; Kadkhodaei, M. Slab analysis of asymmetrical sheet rolling. J. Mater. Process. Technol. 2004, 150, 215–222. [Google Scholar] [CrossRef]
- Tian, Y.; Guo, Y.H.; Wang, Z.D.; Wang, G.D. Analysis of rolling pressure in asymmetrical rolling process by slab method. J. Iron Steel Res. Int. 2009, 16, 22–26, 38. [Google Scholar] [CrossRef]
- Zhang, S.H.; Zhao, D.W.; Gao, C.R.; Wang, G.D. Analysis of asymmetrical sheet rolling by slab method. Int. J. Mech. Sci. 2012, 65, 168–176. [Google Scholar] [CrossRef]
- Razani, N.A.; Mollaei Dariani, B.; Soltanpour, M. Analytical approach of asymmetrical thermomechanical rolling by slab method. Int. J. Adv. Manuf. Technol. 2018, 94, 175–189. [Google Scholar] [CrossRef]
- Qwamizadeh, M.; Kadkhodaei, M.; Salimi, M. Asymmetrical sheet rolling analysis and evaluation of developed curvature. Int. J. Adv. Manuf. Technol. 2012, 61, 227–235. [Google Scholar] [CrossRef]
- Salimi, M.; Sassani, F. Modified slab analysis of asymmetrical plate rolling. Int. J. Mech. Sci. 2002, 44, 1999–2023. [Google Scholar] [CrossRef]
- Aboutorabi, A.; Assempour, A.; Afrasiab, H. Analytical approach for calculating the sheet output curvature in asymmetrical rolling: In the case of roll axis displacement as a new asymmetry factor. Int. J. Mech. Sci. 2016, 105, 11–22. [Google Scholar] [CrossRef]
- Mousavi, S.A.A.A.; Ebrahimi, S.M.; Madoliat, R. Three dimensional numerical analyses of asymmetric rolling. J. Mater. Process. Technol. 2007, 187–188, 725–729. [Google Scholar] [CrossRef]
- Su, H.; Hou, L.G.; Tian, Q.K.; Wang, Y.W.; Zhuang, L.Z. Understanding the bending behavior and through-thickness strain distribution during asymmetrical rolling of high-strength aluminium alloy plates. J. Mater. Res. Technol.—JMRT 2023, 22, 1462–1475. [Google Scholar] [CrossRef]
- Tzou, G.Y.; Huang, M.N. Study on minimum thickness for asymmetrical hot-and-cold PV rolling of sheet considering constant shear friction. J. Mater. Process. Technol. 2001, 119, 229–233. [Google Scholar] [CrossRef]
- Tzou, G.Y.; Huang, M.N. Study on the minimum thickness for the asymmetrical PV cold rolling of sheet. J. Mater. Process. Technol. 2000, 105, 344–351. [Google Scholar] [CrossRef]
- Tang, D.L.; Liu, X.H.; Li, X.Y.; Peng, L.G. Permissible Minimum Thickness in Asymmetrical Cold Rolling. J. Iron Steel Res. Int. 2013, 20, 21–26. [Google Scholar] [CrossRef]
- Feng, Y.F.; Liu, W.W.; Yang, T.S.; Du, F.S.; Sun, J.N. Theoretical and experimental analysis of the deformation zone and minimum thickness in single-roll-driven asymmetric ultrathin strip rolling. Int. J. Adv. Manuf. Technol. 2019, 104, 2925–2937. [Google Scholar] [CrossRef]
- Qwamizadeh, M.; Kadkhodaei, M.; Salimi, M. Asymmetrical rolling analysis of bonded two-layer sheets and evaluation of outgoing curvature. Int. J. Adv. Manuf. Technol. 2014, 73, 521–533. [Google Scholar] [CrossRef]
- Qwamizadeh, M.; Kadkhodaei, M.; Salimi, M. Slab Analysis of Asymmetrical Rolling of Bonded Two-layer Sheets. ISIJ Int. 2013, 53, 265–273. [Google Scholar] [CrossRef]
- Afrouz, F.; Parvizi, A. An analytical model of asymmetric rolling of unbounded clad sheets with shear effects. J. Manuf. Process. 2015, 20, 162–171. [Google Scholar] [CrossRef]
- Wang, H.Y.; Zhang, D.H.; Zhao, D.W. Analysis of Asymmetrical Rolling of Unbonded Clad Sheet by Slab Method Considering Vertical Shear Stress. ISIJ Int. 2015, 55, 1058–1066. [Google Scholar] [CrossRef]
- Zhi, C.C.; Wu, Z.Y.; Ma, L.F.; Huang, Z.Q.; Zheng, Z.B.; Xv, H.; Jia, W.T.; Lei, J.Y. Effect of thickness ratio on interfacial structure and mechanical properties of Mg/Al composite plates in differential temperature asymmetrical rolling. J. Mater. Res. Technol. 2023, 24, 8332–8347. [Google Scholar] [CrossRef]
- Nam, S.K.; Lee, J.H.; Kim, G.H.; Lee, D.N.; Kim, I. Texture Analysis for Enhancement of R-value in Asymmetrically Rolled Al Alloy Sheet. J. Mater. Eng. Perform. 2019, 28, 5186–5194. [Google Scholar] [CrossRef]
- Dhinwal, S.S.; Toth, L.S.; Lapovok, R.; Hodgson, P.D. Tailoring One-Pass Asymmetric Rolling of Extra Low Carbon Steel for Shear Texture and Recrystallization. Materials 2019, 12, 1935. [Google Scholar] [CrossRef]
- Zhang, T.; Li, L.; Lu, S.H.; Gong, H.; Wu, Y.X. Comparisons of different models on dynamic recrystallization of plate during asymmetrical shear rolling. Materials 2018, 11, 151. [Google Scholar] [CrossRef] [PubMed]
- Amegadzie, M.Y.; Bishop, D.P. Effect of asymmetric rolling on the microstructure and mechanical properties of wrought 6061 aluminum. Mater. Today Commun. 2020, 25, 101283. [Google Scholar] [CrossRef]
- Lin, N.; Liu, S.F.; Liu, Y.H.; Fan, H.Y.; Zhu, J.L.; Deng, C.; Liu, Q. Effects of asymmetrical rolling on through-thickness microstructure and texture of body-centered cubic (BCC) tantalum. Int. J. Refract. Met. Hard Mater. 2019, 78, 51–60. [Google Scholar] [CrossRef]
- Li, Y.Z.; Shen, Y.F.; Zhao, S.X.; Zhang, W.A.; Xue, W.Y. Strengthening a Medium-Carbon Low-Alloy Steel by Nanosized Grains: The Role of Asymmetrical Rolling. Nanomaterials 2023, 13, 21. [Google Scholar] [CrossRef]
- Xiao, G.Z.; Cheng, X.M.; Xue, S.B.; Zeng, X.K.; Zhu, W.G.; Wang, Y.X. Grain Refinement and Phase Transformation of Pure Titanium Foils During Asymmetrical Rolling. Adv. Eng. Mater. 2023, 25, 13. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Speed Ratio i | Number of Passes | Final Thickness/mm |
|---|---|---|
| 1.0 | 18 | 0.099 |
| 1.1 | 9 | 0.099 |
| 1.2 | 7 | 0.093 |
| 1.3 | 6 | 0.085 |
| 1.4 | 6 | 0.067 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Q.; Hu, X.; Liu, X. Analysis of Mechanical Parameters in Multi-Pass Asymmetrical Rolling of Strip by Slab Method. Materials 2023, 16, 6286. https://doi.org/10.3390/ma16186286
Zhao Q, Hu X, Liu X. Analysis of Mechanical Parameters in Multi-Pass Asymmetrical Rolling of Strip by Slab Method. Materials. 2023; 16(18):6286. https://doi.org/10.3390/ma16186286
Chicago/Turabian StyleZhao, Qilin, Xianlei Hu, and Xianghua Liu. 2023. "Analysis of Mechanical Parameters in Multi-Pass Asymmetrical Rolling of Strip by Slab Method" Materials 16, no. 18: 6286. https://doi.org/10.3390/ma16186286