


Microstructure and Mechanical Properties of the Joints from Coarse- and Ultrafine-Grained Al-Mg-Si Alloy Obtained via Friction Stir Welding


Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Microstructure Characterization
2.3. Mechanical Properties
3. Results and Discussion
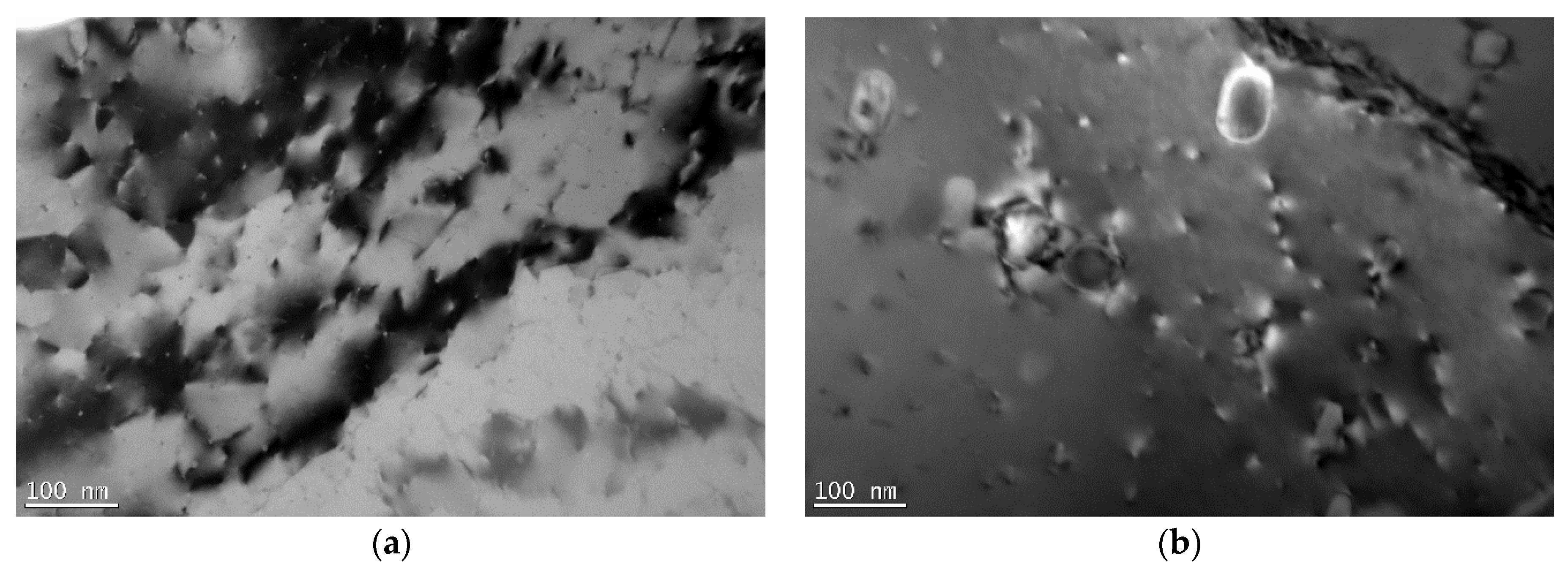
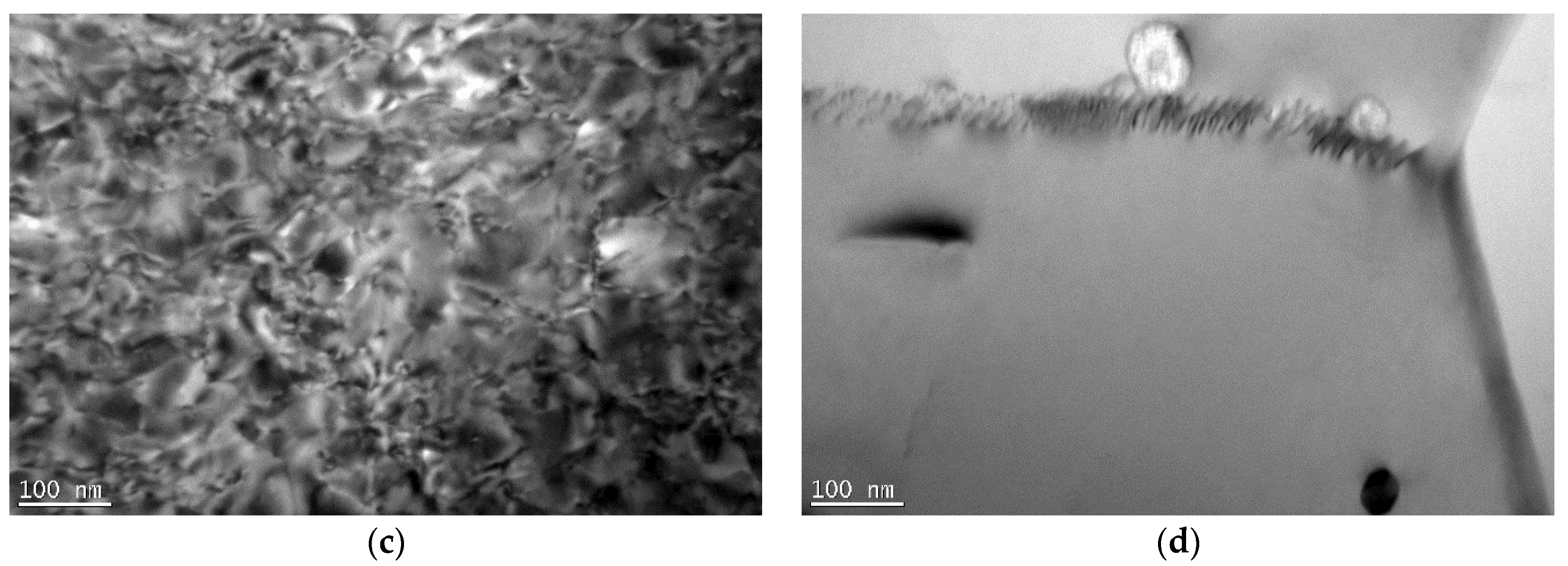
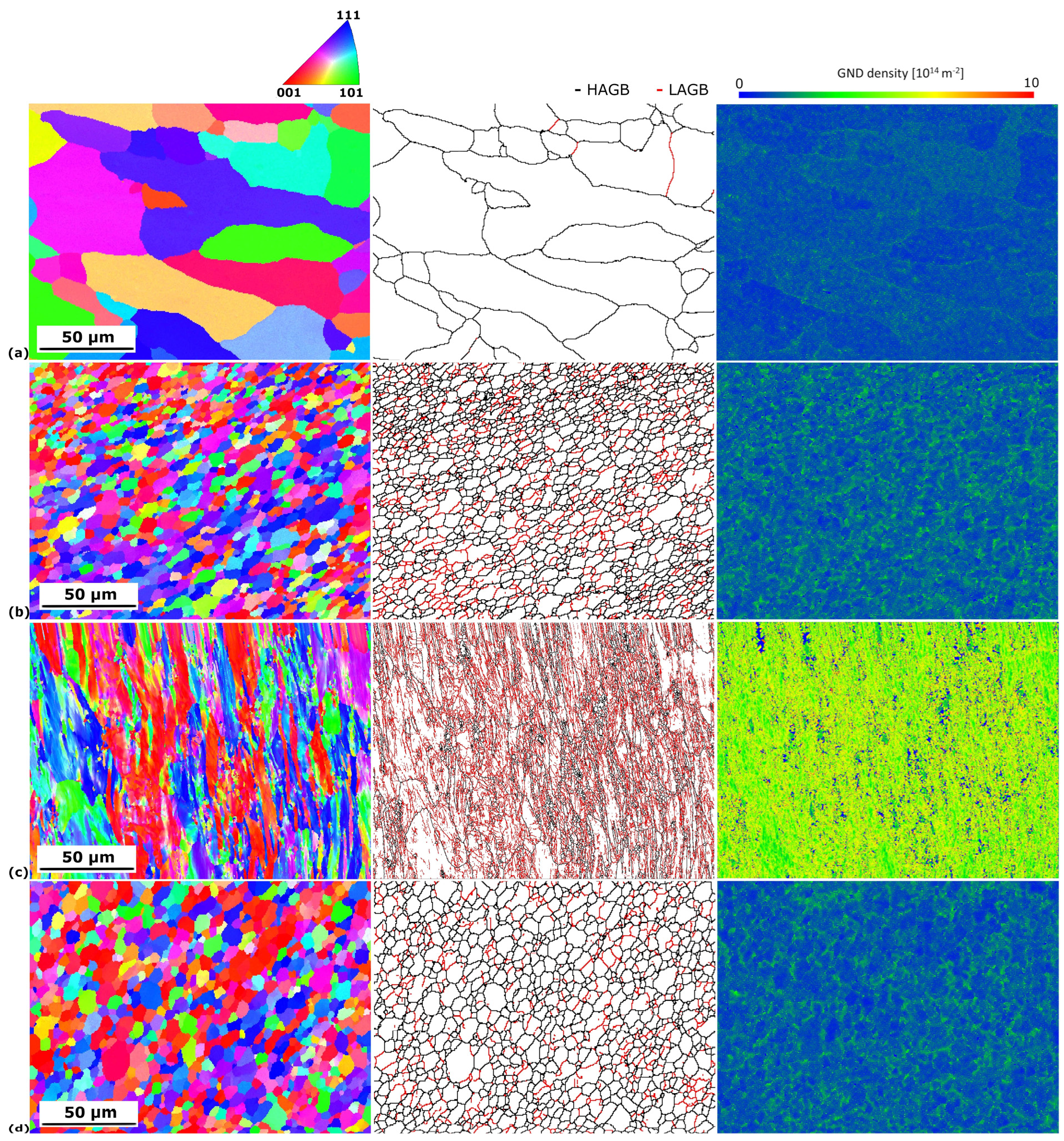
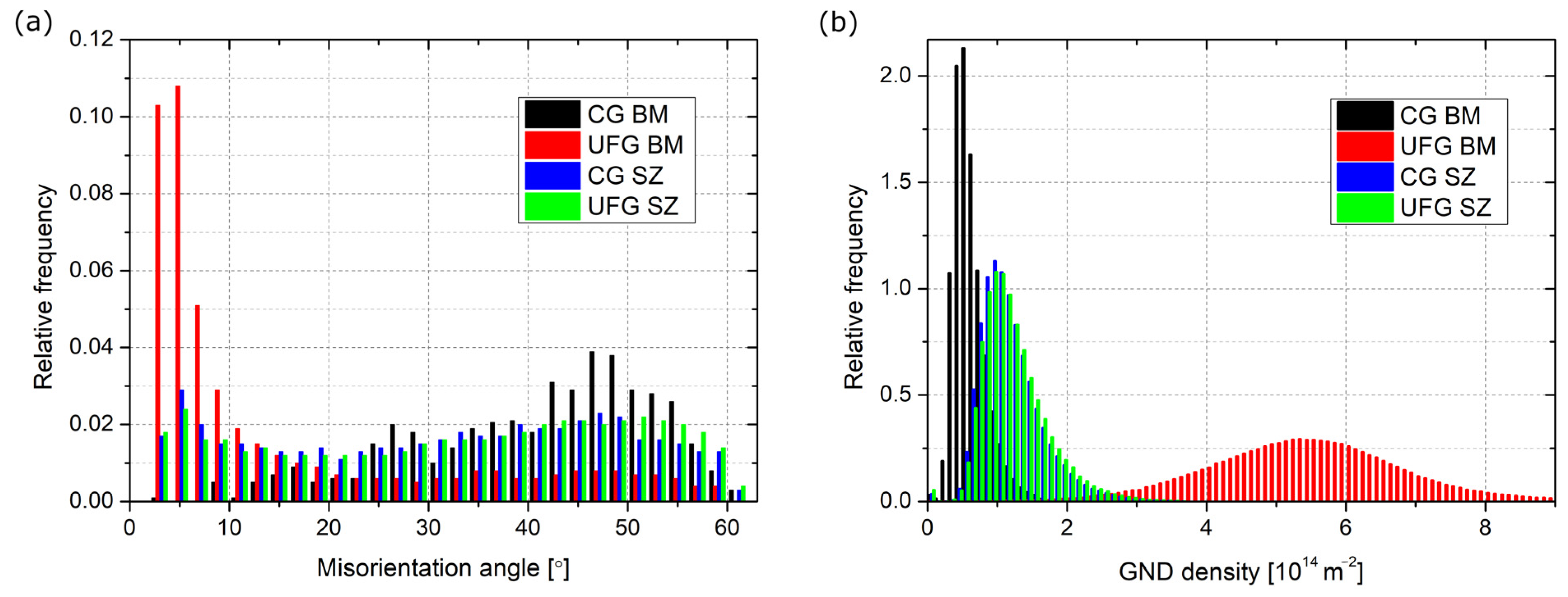
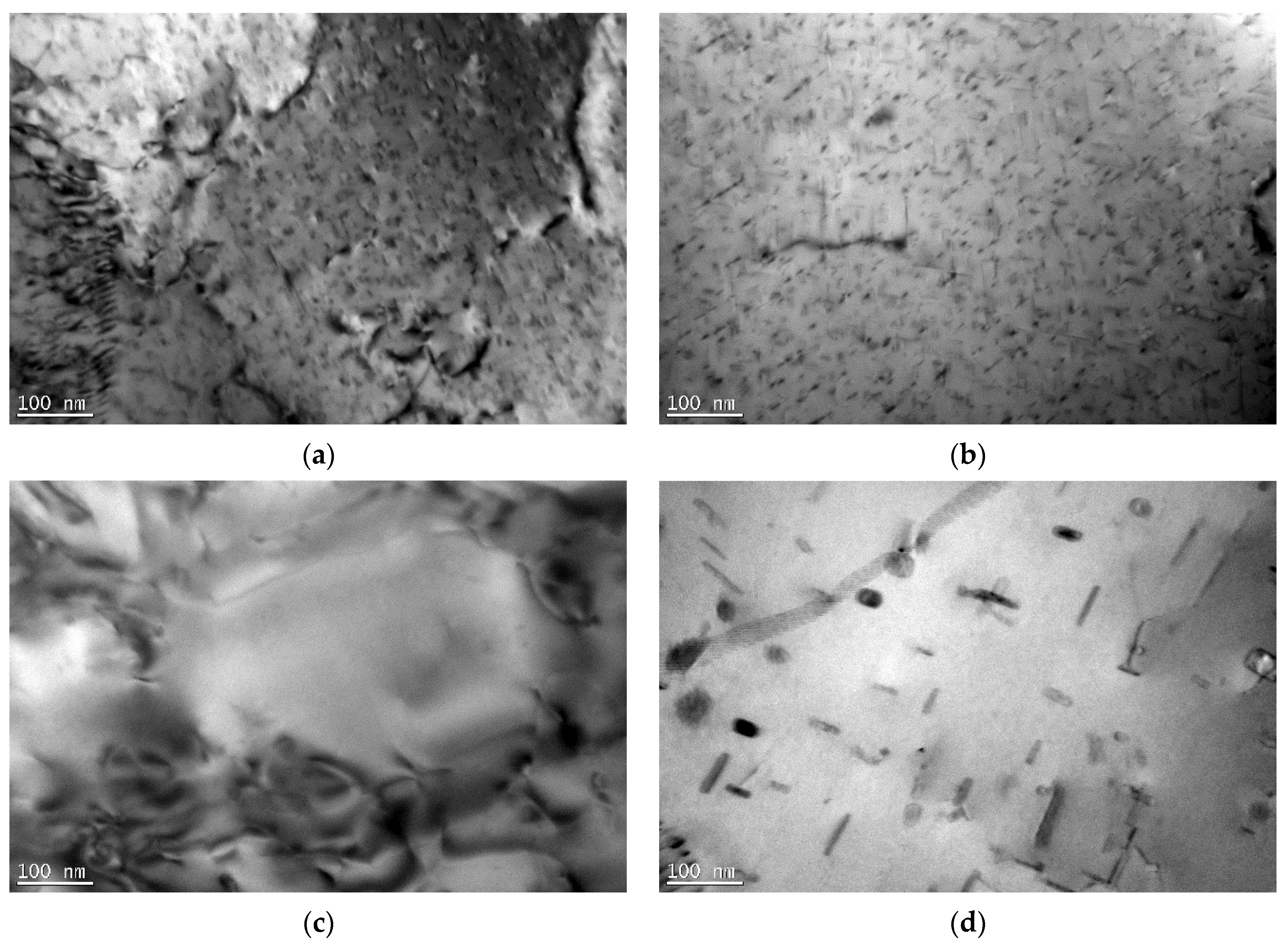
3.1. Microstructure Evolution
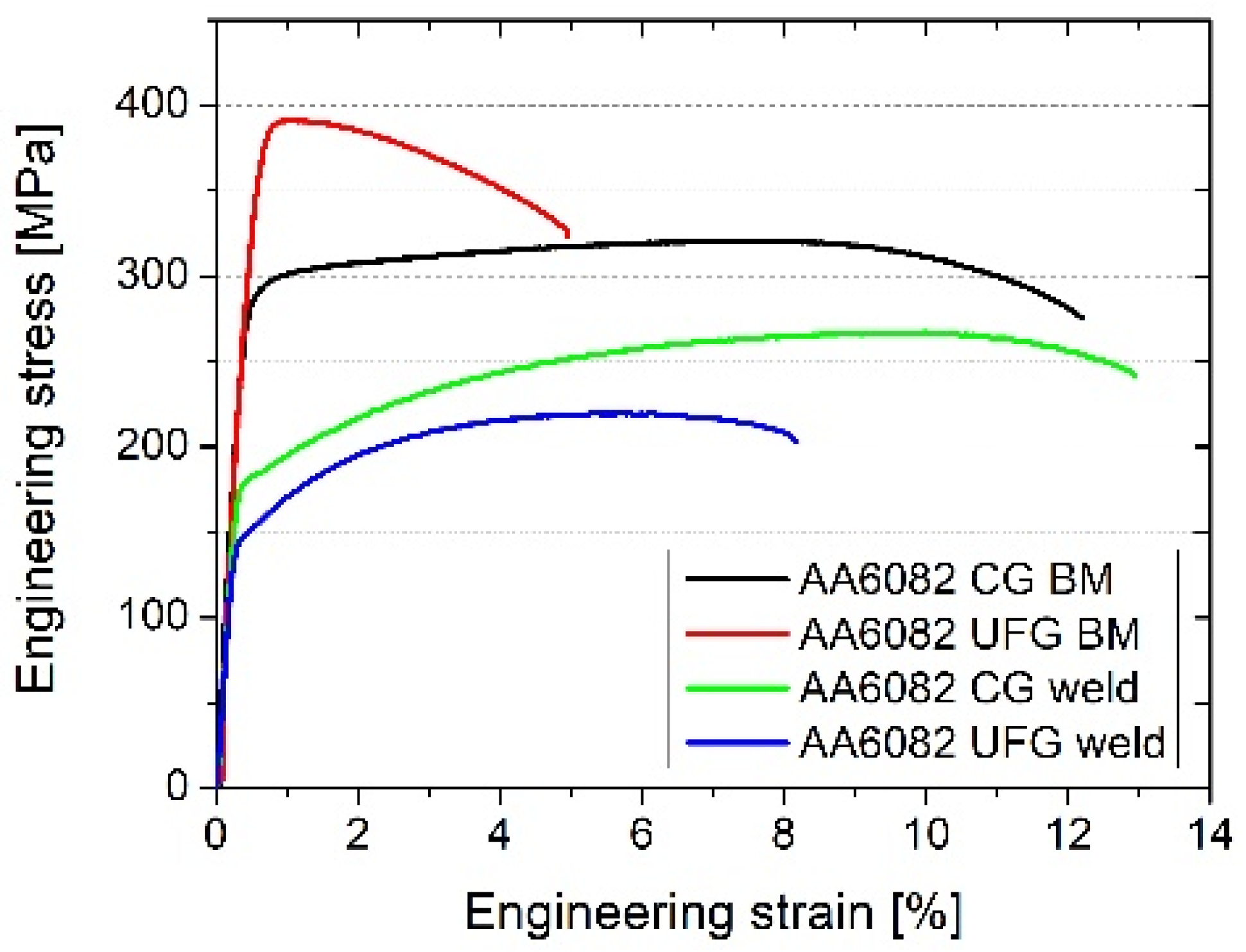
3.2. Mechanical Properties
4. Conclusions
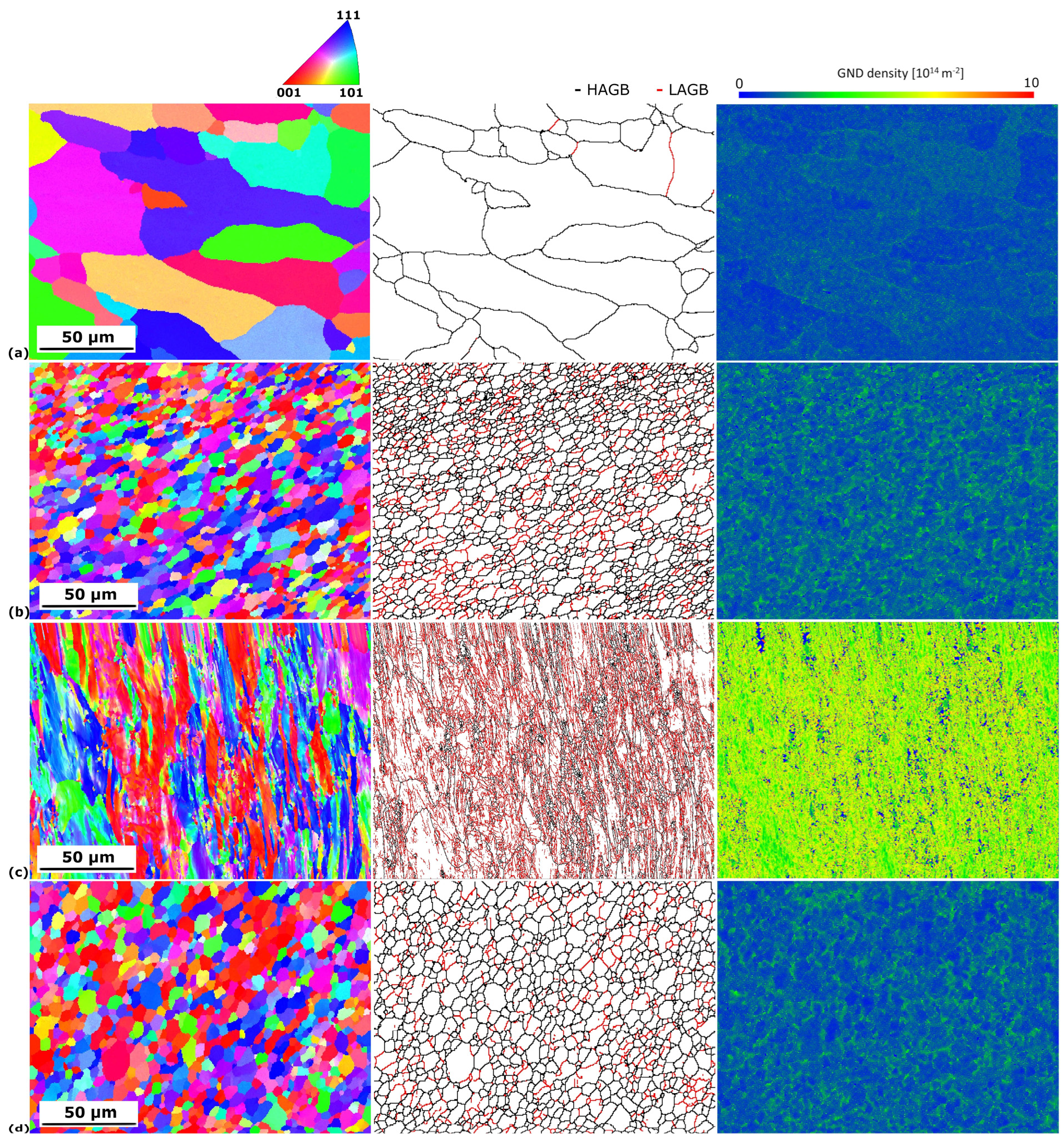
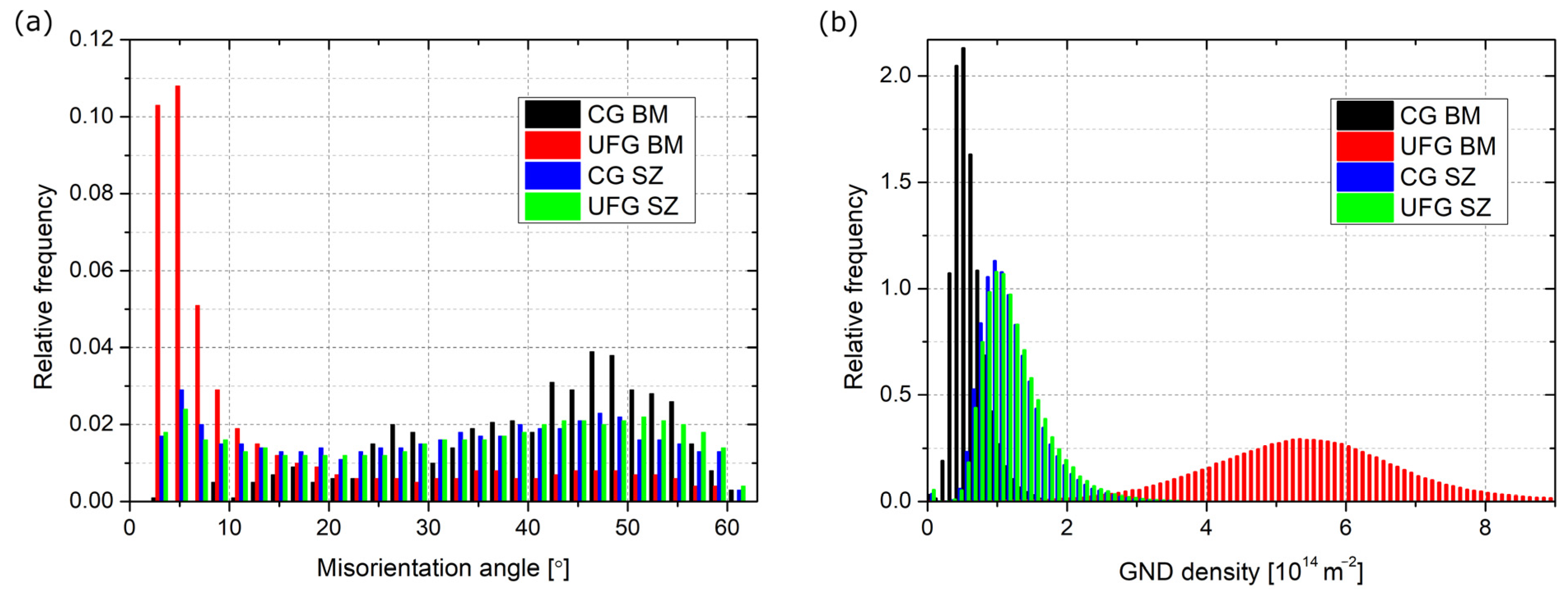
- After one pass of I-ECAP, the grain size reduction was obtained from 23 µm to 1.5 µm, while the fraction of HAGB decreased from 95% to 30%. This resulted in a considerable increase in the mechanical strength and microhardness;
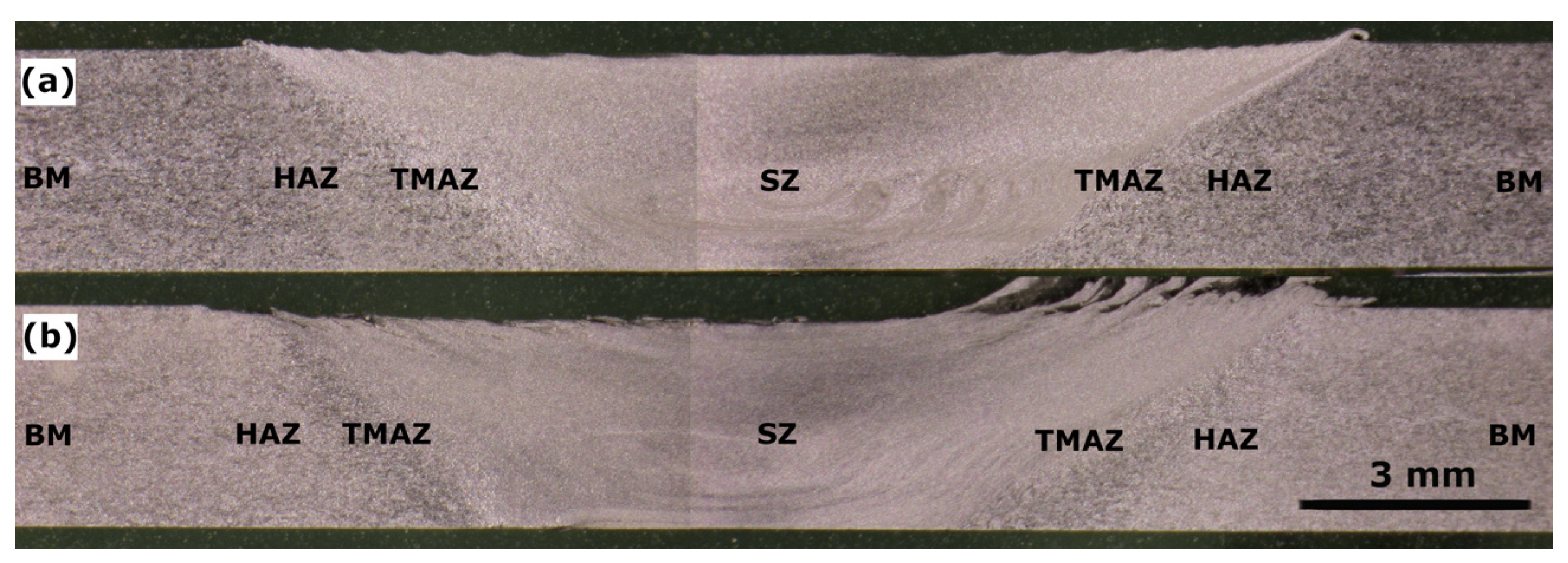
- FSW led to changes in the microstructure. In the SZ of both welds, due to dynamic recrystallization, a similar microstructure in terms of grains was obtained with an average size of ~5 µm and a fraction of HAGB of ~75%;
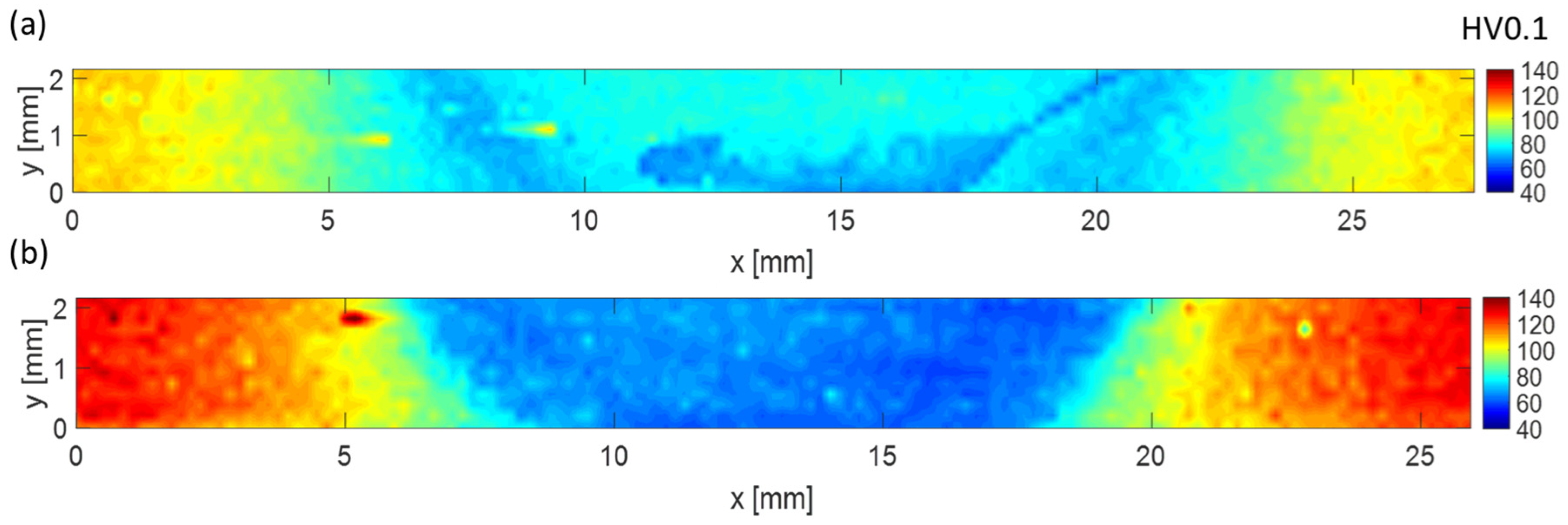
- For both welds in the SZ, a decrease in microhardness was observed compared to the BM. However, a homogeneous drop was observed for the weld from UFG Al-Mg-Si with an average value of 65 HV0.1, while for the weld of CG Al-Mg-Si, an average value of 76 HV0.1 was obtained. Moreover, in the latter weld, a heterogeneous microhardness distribution was obtained;
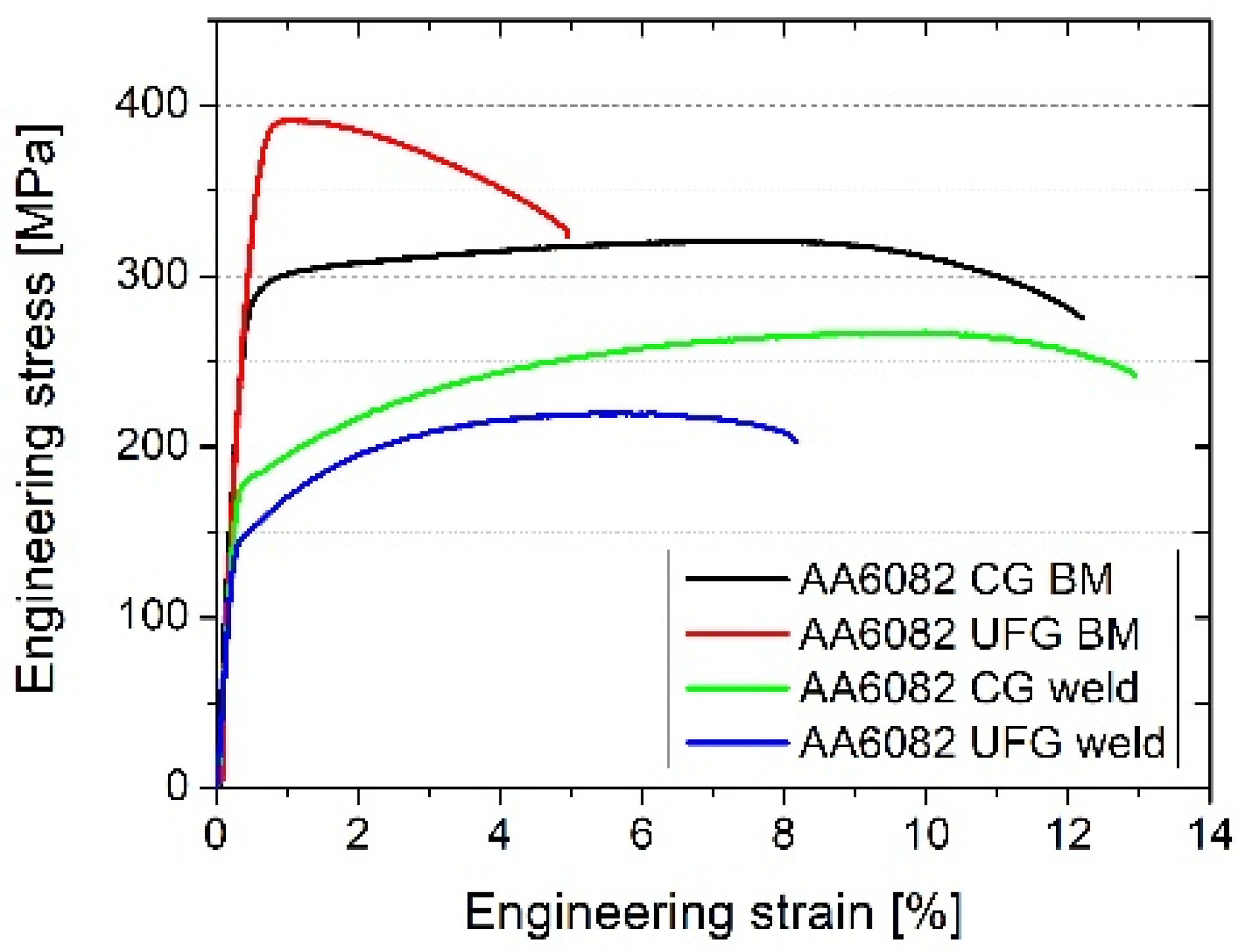
- The results of the mechanical strength of welds revealed a drop compared to the BM. The rupture occurred in the SZ for the UFG weld and in the TMAZ/SZ for the CG weld.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mishra, R.S.; Ma, Z.Y. Friction Stir Welding and Processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Ahmad Shah, L.H.; Hou, W.; Razmpoosh, M.H.; Walbridge, S.; Gerlich, A. Strain Rate and Microtexture Analysis of Rapid-Quenched AA6061 Friction Stir Welds Produced with Tool Eccentricity. J. Mater. Res. Technol. 2022, 21, 1434–1441. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Fydrych, D.; Çam, G. Friction Stir Welding of Aluminum in the Aerospace Industry: The Current Progress and State-of-the-Art Review. Materials 2023, 16, 2971. [Google Scholar] [CrossRef]
- Morozova, I.; Obrosov, A.; Naumov, A.; Królicka, A.; Golubev, I.; Bokov, D.O.; Doynov, N.; Weiß, S.; Michailov, V. Impact of Impulses on Microstructural Evolution and Mechanical Performance of Al-Mg-Si Alloy Joined by Impulse Friction Stir Welding. Materials 2021, 14, 347. [Google Scholar] [CrossRef]
- Noga, P.; Skrzekut, T.; Wędrychowicz, M.; Węglowski, M.S.; Węglowska, A. Research of Friction Stir Welding (FSW) and Electron Beam Welding (EBW) Process for 6082-T6 Aluminum Alloy. Materials 2023, 16, 4937. [Google Scholar] [CrossRef] [PubMed]
- Sabooni, S.; Karimzadeh, F.; Enayati, M.H.; Ngan, A.H.W. Friction-Stir Welding of Ultrafine Grained Austenitic 304L Stainless Steel Produced by Martensitic Thermomechanical Processing. Mater. Des. 2015, 76, 130–140. [Google Scholar] [CrossRef]
- Sun, S.; Kim, J.; Lee, W.G.; Lim, J.; Go, Y.; Kim, Y.M. Influence of Friction Stir Welding on Mechanical Properties of Butt Joints of AZ61 Magnesium Alloy. Adv. Mater. Sci. Eng. 2017, 2017, 7381403. [Google Scholar] [CrossRef]
- Khorrami, M.S. Friction Stir Welding of Ultrafine Grained Aluminum Alloys: A Review. J. Ultrafine Grained Nanostruct. Mater. 2021, 54, 1–20. [Google Scholar] [CrossRef]
- Orłowska, M.; Brynk, T.; Hütter, A.; Goliński, J.; Enzinger, N.; Olejnik, L.; Lewandowska, M. Similar and Dissimilar Welds of Ultrafine Grained Aluminium Obtained by Friction Stir Welding. Mater. Sci. Eng. A 2020, 777, 139076. [Google Scholar] [CrossRef]
- Orłowska, M.; Pixner, F.; Hütter, A.; Kooijman, A.; Jasiński, C.; Gonzalez-Garcia, Y.; Enzinger, N.; Lewandowska, M. Local Changes in the Microstructure, Mechanical and Electrochemical Properties of Friction Stir Welded Joints from Aluminium of Varying Grain Size. J. Mater. Res. Technol. 2021, 15, 5968–5987. [Google Scholar] [CrossRef]
- McNelley, T.R.; Swaminathan, S.; Su, J.Q. Recrystallization Mechanisms during Friction Stir Welding/Processing of Aluminum Alloys. Scr. Mater. 2008, 58, 349–354. [Google Scholar] [CrossRef]
- Lipińska, M.; Ura-Bińczyk, E.; Olejnik, L.; Rosochowski, A.; Lewandowska, M. Microstructure and Corrosion Behavior of the Friction Stir Welded Joints Made from Ultrafine Grained Aluminum. Adv. Eng. Mater. 2017, 19, 1600807. [Google Scholar] [CrossRef]
- Meyghani, B. A Modified Friction Model and Its Application in Finite-Element Analysis of Friction Stir Welding Process. J. Manuf. Process. 2021, 72, 29–47. [Google Scholar] [CrossRef]
- Liu, F.C.; Ma, Z.Y. Influence of Tool Dimension and Welding Parameters on Microstructure and Mechanical Properties of Friction-Stir-Welded 6061-T651 Aluminum Alloy. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2008, 39, 2378–2388. [Google Scholar] [CrossRef]
- Threadgill, P.L.; Leonard, A.J.; Shercliff, H.R.; Withers, P.J. Friction Stir Welding of Aluminium Alloys. Int. Mater. Rev. 2009, 54, 49–93. [Google Scholar] [CrossRef]
- Chen, P.; Li, T.; Yin, X.; Tang, Y.; Liu, G.; Wang, S.; Huang, B.; Zhang, Z. The Precipitate Evolution in Friction Stir Welding of 2195-O Al–Li Alloy. J. Mater. Res. Technol. 2023, 24, 1991–2006. [Google Scholar] [CrossRef]
- EN AW-6082; International Alloy Designations and Chemical Composition Limits for Wrought Aluminum and Wrought Aluminum Alloys. The Aluminum Association: Arlington County, VA, USA, 2018.
- Olejnik, L.; Chrominski, W.; Rosochowski, A.; Lipinska, M.; Lewandowska, M. Incremental ECAP as a Novel Tool for Producing Ultrafine Grained Aluminium Plates. IOP Conf. Ser. Mater. Sci. Eng. 2014, 63, 012004. [Google Scholar] [CrossRef]
- Lewandowska, M.; Chrominski, W.; Lipinska, M.; Olejnik, L.; Rosochowski, A. Incremental ECAP as a Method to Produce Ultrafine Grained Aluminium Plates. Key Eng. Mater. 2016, 710, 59–64. [Google Scholar] [CrossRef]
- Konijnenberg, P.J.; Zaefferer, S.; Raabe, D. Assessment of Geometrically Necessary Dislocation Levels Derived by 3D EBSD. Acta Mater. 2015, 99, 402–414. [Google Scholar] [CrossRef]
- Moussa, C.; Bernacki, M.; Besnard, R.; Bozzolo, N. About Quantitative EBSD Analysis of Deformation and Recovery Substructures in Pure Tantalum. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Kuantan, Malaysia, 18–19 August 2015; Institute of Physics Publishing: Bristol, UK, 2015; Volume 89. [Google Scholar]
- Prangnell, P.B.; Bowen, J.R.; Apps, P.J. Ultra-Fine Grain Structures in Aluminium Alloys by Severe Deformation Processing. Mater. Sci. Eng. A 2004, 375–377, 178–185. [Google Scholar] [CrossRef]
- Lipinska, M.; Chrominski, W.; Olejnik, L.; Golinski, J. Ultrafine-Grained Plates of Al-Mg-Si Alloy Obtained by Incremental Equal Channel Angular Pressing: Microstructure and Mechanical Properties. Metall. Mater. Trans. A 2017, 48, 4871–4882. [Google Scholar] [CrossRef]
- Mironov, S.; Inagaki, K.; Sato, Y.S.; Kokawa, H. Effect of Welding Temperature on Microstructure of Friction-Stir Welded Aluminum Alloy 1050. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2015, 46, 783–790. [Google Scholar] [CrossRef]
- Fu, W.; Li, Y.; Hu, S.; Sushko, P.; Mathaudhu, S. Effect of Loading Path on Grain Misorientation and Geometrically Necessary Dislocation Density in Polycrystalline Aluminum under Reciprocating Shear. Comput. Mater. Sci. 2022, 205, 111221. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, B.; Wang, H. Geometrically Necessary Dislocations Distribution in Face-Centred Cubic Alloy with Varied Grain Size. Mater. Charact. 2020, 162, 110205. [Google Scholar] [CrossRef]
- Foley, D.L.; Latypov, M.I.; Zhao, X.; Hestroffer, J.; Beyerlein, I.J.; Lamberson, L.E.; Taheri, M.L. Geometrically Necessary Dislocation Density Evolution as a Function of Microstructure and Strain Rate. Mater. Sci. Eng. A 2022, 831, 142224. [Google Scholar] [CrossRef]
- Hirsch, J.; Nes, E.; Lucke, K. Rolling and Recrystallization Textures in Directionally Solidified Aluminium. Acta Metall. 1987, 35, 427–438. [Google Scholar] [CrossRef]
- Fonda, R.W.; Bingert, J.F. Texture Variations in an Aluminum Friction Stir Weld. Scr. Mater. 2007, 57, 1052–1055. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Wynne, B.P.; Seleman, M.M.E.; Rainforth, W.M. A Comparison of Crystallographic Texture and Grain Structure Development in Aluminum Generated by Friction Stir Welding and High Strain Torsion. Mater. Des. 2016, 103, 259–267. [Google Scholar] [CrossRef]
- Fonda, R.W.; Knipling, K.E. Texture Development in Friction Stir Welds. Sci. Technol. Weld. Join. 2011, 16, 288–294. [Google Scholar] [CrossRef]
- Hockauf, K.; Meyer, L.W.; Hockauf, M.; Halle, T. Improvement of Strength and Ductility for a 6056 Aluminum Alloy Achieved by a Combination of Equal-Channel Angular Pressing and Aging Treatment. J. Mater. Sci. 2010, 45, 4754–4760. [Google Scholar] [CrossRef]
- Andersen, S.J.; Zandbergen, H.W.; Jansen, J.; Tráholt, C.; Tundal, U.; Reiso, O. The Crystal Structure of the Β Phase in Al-Mg-Si Alloys. Acta Mater. 1998, 46, 3283–3298. [Google Scholar] [CrossRef]
- Xu, Z.; Ma, H.; Zhao, N.; Hu, Z. Investigation on Compressive Formability and Microstructure Evolution of 6082-T6 Aluminum Alloy. Metals 2020, 10, 469. [Google Scholar] [CrossRef]
- Gao, M.; Wang, M.; Wen, L.; Li, G. TTP Curves and Microstructural Evolution Mechanism After Quenching in Aluminum Alloy 6082. Metallogr. Microstruct. Anal. 2012, 1, 165–169. [Google Scholar] [CrossRef]
- Manjunath, G.K.; Huilgol, P.; Kumar, G.V.P.; Bhat, K.U. Precipitate Evolution during Severe Plastic Deformation of Cast Al-Zn-Mg Alloys and Their Thermal Stability. Mater. Res. Express 2019, 6, 016511. [Google Scholar] [CrossRef]
- Straumal, B.B.; Kulagin, R.; Klinger, L.; Rabkin, E.; Straumal, P.B.; Kogtenkova, O.A.; Baretzky, B. Structure Refinement and Fragmentation of Precipitates under Severe Plastic Deformation: A Review. Materials 2022, 15, 601. [Google Scholar] [CrossRef] [PubMed]
- Adamczyk-Cieślak, B.; Mizera, J.; Kurzydłowski, K.J. Microstructures in the 6060 Aluminium Alloy after Various Severe Plastic Deformation Treatments. Mater. Charact. 2011, 62, 327–332. [Google Scholar] [CrossRef]
- Yang, M.; Orekhov, A.; Hu, Z.Y.; Feng, M.; Jin, S.; Sha, G.; Li, K.; Samaee, V.; Song, M.; Du, Y.; et al. Shearing and Rotation of Β″ and Βʹ Precipitates in an Al-Mg-Si Alloy under Tensile Deformation: In-Situ and Ex-Situ Studies. Acta Mater. 2021, 220, 117310. [Google Scholar] [CrossRef]
- Zeng, X.H.; Xue, P.; Wu, L.H.; Ni, D.R.; Xiao, B.L.; Wang, K.S.; Ma, Z.Y. Microstructural Evolution of Aluminum Alloy during Friction Stir Welding under Different Tool Rotation Rates and Cooling Conditions. J. Mater. Sci. Technol. 2019, 35, 972–981. [Google Scholar] [CrossRef]
- Khorrami, M.S.; Kazeminezhad, M.; Miyashita, Y. The Correlation of Stir Zone Texture Development with Base Metal Texture and Tool-Induced Deformation in Friction Stir Processing of Severely Deformed Aluminum. Metall. Mater. Trans. A 2017, 48, 188–197. [Google Scholar] [CrossRef]
- Ghaffarpour, M.; Kolahgar, S.; Dariani, B.M.; Dehghani, K. Evaluation of Dissimilar Welds of 5083-H12 and 6061-T6 Produced by Friction Stir Welding. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2013, 44, 3697–3707. [Google Scholar] [CrossRef]
- Zhang, J.; Upadhyay, P.; Hovanski, Y.; Field, D.P. High-Speed Friction Stir Welding of AA7075-T6 Sheet: Microstructure, Mechanical Properties, Micro-Texture, and Thermal History. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2018, 49, 210–222. [Google Scholar] [CrossRef]
- Gu, C.; Yang, X.; Tang, W.; Luo, T.; Wang, R. Softening Behavior of Stationary Shoulder Friction Stir Welded Joint for Thick-Plate Al-Li-Cu Alloy. J. Mater. Res. Technol. 2022, 20, 3008–3024. [Google Scholar] [CrossRef]
- Yang, C.; Wang, Z.L.; Zhang, M.; Xue, P.; Liu, F.C.; Ni, D.R.; Xiao, B.L.; Ma, Z.Y. Enhancing Joint Strength of Bobbin Tool Friction Stir Welded Al-Mg-Si Alloy via Post-Weld Aging Process. J. Mater. Res. Technol. 2022, 21, 4688–4698. [Google Scholar] [CrossRef]
- Hansen, N. Hall–Petch Relation and Boundary Strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Mrówka-Nowotnik, G.; Sieniawski, J.; Nowotnik, A. Influence of Precipitation Strengthening Process on the Mechanical Properties of 6082 Wrought Aluminium Alloy. Arch. Metall. Mater. 2006, 51, 33–36. [Google Scholar]
- Farhang, M.; Farahani, M.; Nazari, M.; Sam-Daliri, O. Experimental Correlation Between Microstructure, Residual Stresses and Mechanical Properties of Friction Stir Welded 2024-T6 Aluminum Alloys. Int. J. Adv. Des. Manuf. Technol. 2022, 15, 1–9. [Google Scholar] [CrossRef]
- Farhang, M.; Sam-Daliri, O.; Farahani, M.; Vatani, A. Effect of Friction Stir Welding Parameters on the Residual Stress Distribution of Al-2024-T6 Alloy. J. Mech. Eng. Sci. 2021, 15, 7684–7694. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Mg | Si | Cu | Fe | Zn | Mn | Cr |
|---|---|---|---|---|---|---|---|---|
| Content [wt.%] | balance | 0.60–1.20 | 0.70–1.30 | Max. 0.10 | Max. 0.50 | Max. 0.20 | 0.40–1.00 | Max. 0.25 |
| Weld Zone | d [µm] | HAGB [%] |
|---|---|---|
| CG BM | 23.1 ± 14.8 | 95.1 |
| CG SZ | 4.7 ± 2.1 | 76.7 |
| UFG BM | 1.5 ± 1.0 | 30.5 |
| UFG SZ | 5.2 ± 2.6 | 74.6 |
| Sample | YS [MPa] | UTS [MPa] | Eb [%] |
|---|---|---|---|
| AA6082 CG BM | 291 ± 1 | 320 ± 1 | 13 ± 1 |
| AA6082 UFG BM | 387 ± 3 | 394 ± 5 | 6 ± 1 |
| AA6082 CG weld | 184 ± 3 | 269 ± 2 | 12 ± 1 |
| AA6082 UFG weld | 153 ± 4 | 220 ± 2 | 9 ± 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lipińska, M. Microstructure and Mechanical Properties of the Joints from Coarse- and Ultrafine-Grained Al-Mg-Si Alloy Obtained via Friction Stir Welding. Materials 2023, 16, 6287. https://doi.org/10.3390/ma16186287
Lipińska M. Microstructure and Mechanical Properties of the Joints from Coarse- and Ultrafine-Grained Al-Mg-Si Alloy Obtained via Friction Stir Welding. Materials. 2023; 16(18):6287. https://doi.org/10.3390/ma16186287
Chicago/Turabian StyleLipińska, Marta. 2023. "Microstructure and Mechanical Properties of the Joints from Coarse- and Ultrafine-Grained Al-Mg-Si Alloy Obtained via Friction Stir Welding" Materials 16, no. 18: 6287. https://doi.org/10.3390/ma16186287
APA StyleLipińska, M. (2023). Microstructure and Mechanical Properties of the Joints from Coarse- and Ultrafine-Grained Al-Mg-Si Alloy Obtained via Friction Stir Welding. Materials, 16(18), 6287. https://doi.org/10.3390/ma16186287