
Comparative Study on Micro-Grinding Performance of 2.5D Cf/SiCs, 2.5D SiCf/SiCs, and SiC Ceramics

Abstract
:1. Introduction
2. Experimental Methods and Equipment
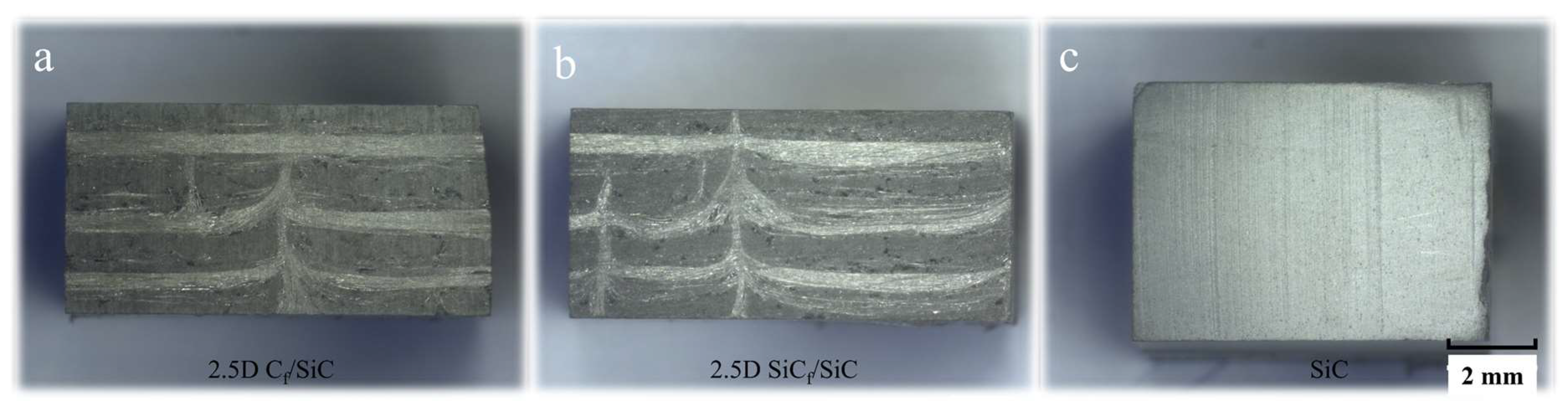
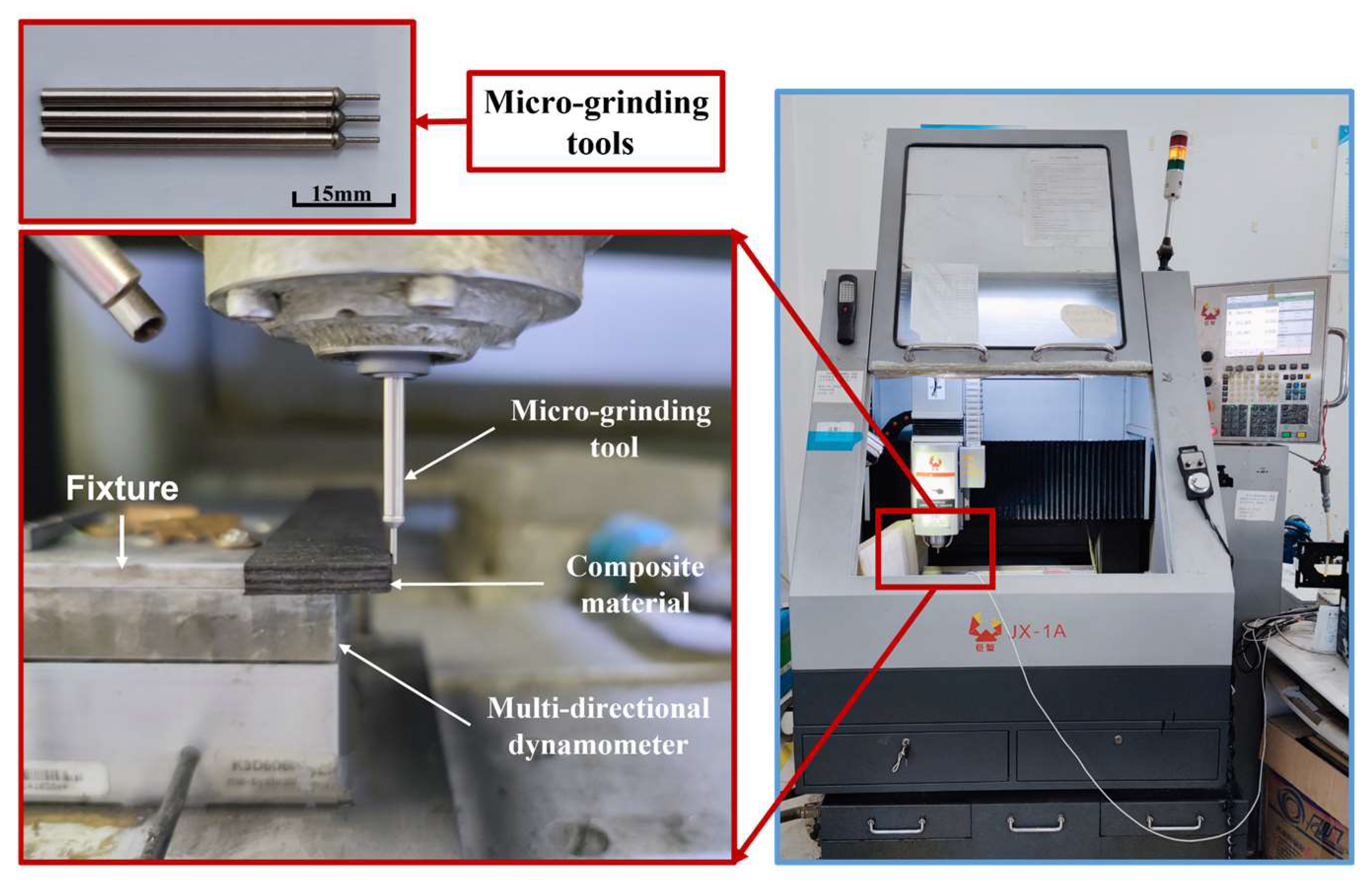
2.1. Experimental Materials, Micro-Grinding and Measuring Equipment
2.2. Experimental Factors and Levels
3. Results and Discussion
3.1. Comparative Analysis of Grinding Process and Surface Morphology of the Three Materials
3.2. Comparative Analysis of Surface Roughness of the Three Materials
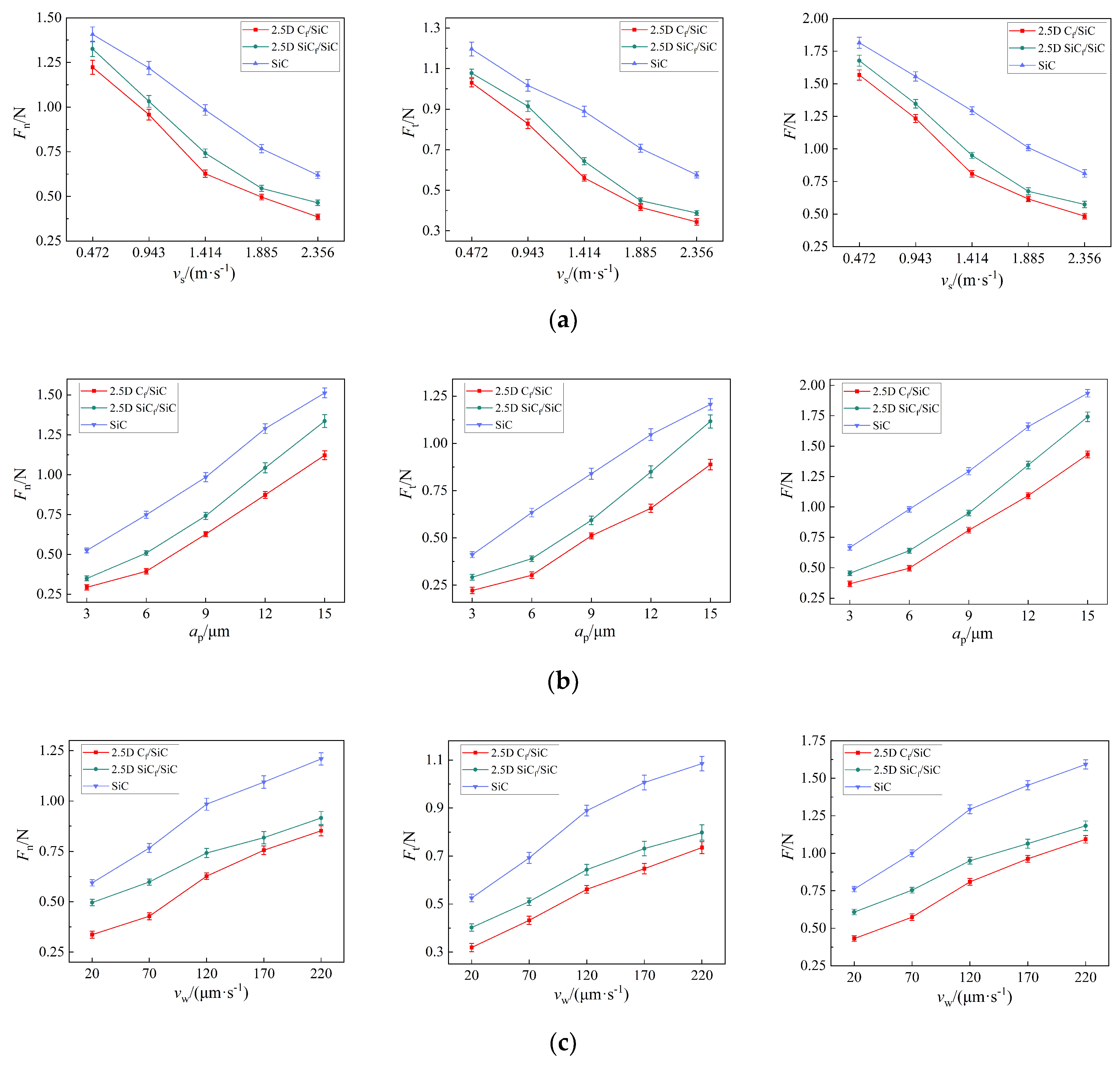
3.3. Comparative Analysis of Grinding Forces of the Three Materials
4. Conclusions
- (1)
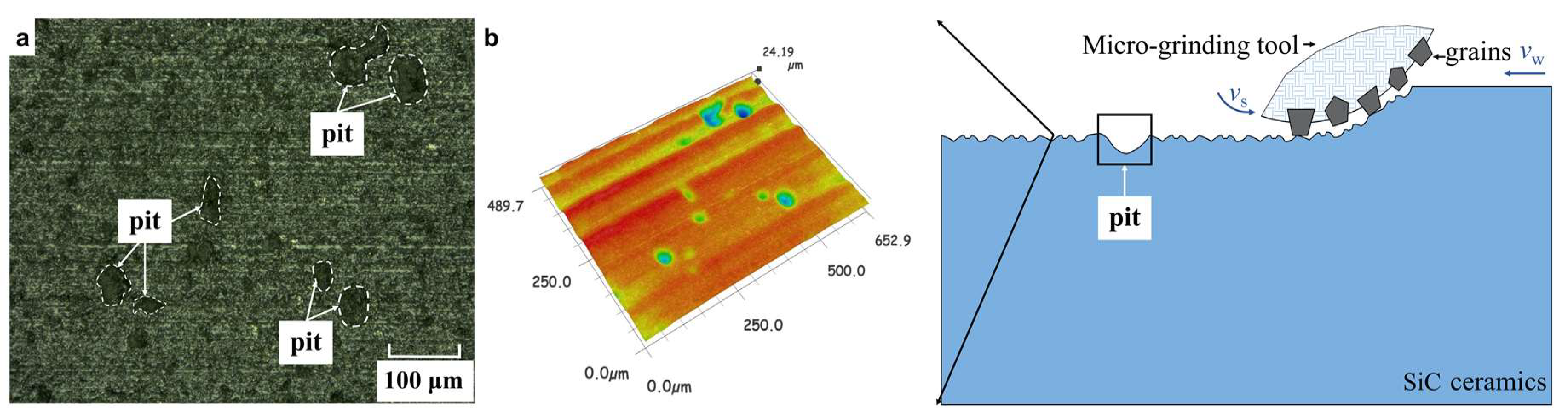
- The presence of reinforcing fibers and interfacial phases in both composite materials inhibits crack propagation during micro-grinding. The interruption and frequent deflection of cracks make their surfaces after micro-grinding flat with small defects. However, because of the absence of barriers from other phases, the random propagation of cracks in SiC ceramics is severe. Some cracks extend further and deeper below the surface. After the material is removed, some serious pit defects are left on the ground surface.
- (2)
- The micro-grinding process of 2.5D Cf/SiCs is similar to that of 2.5D SiCf/SiCs, both of which are related to the fiber direction. There are differences in crack propagation paths and fiber fracture positions in different fiber directions. This makes the weft fiber layer prone to defects such as fiber pullout, fiber outcrop, and interfacial debonding, while the radial fiber layer is prone to defects such as fiber cracks, interfacial debonding, and fiber stripping.
- (3)
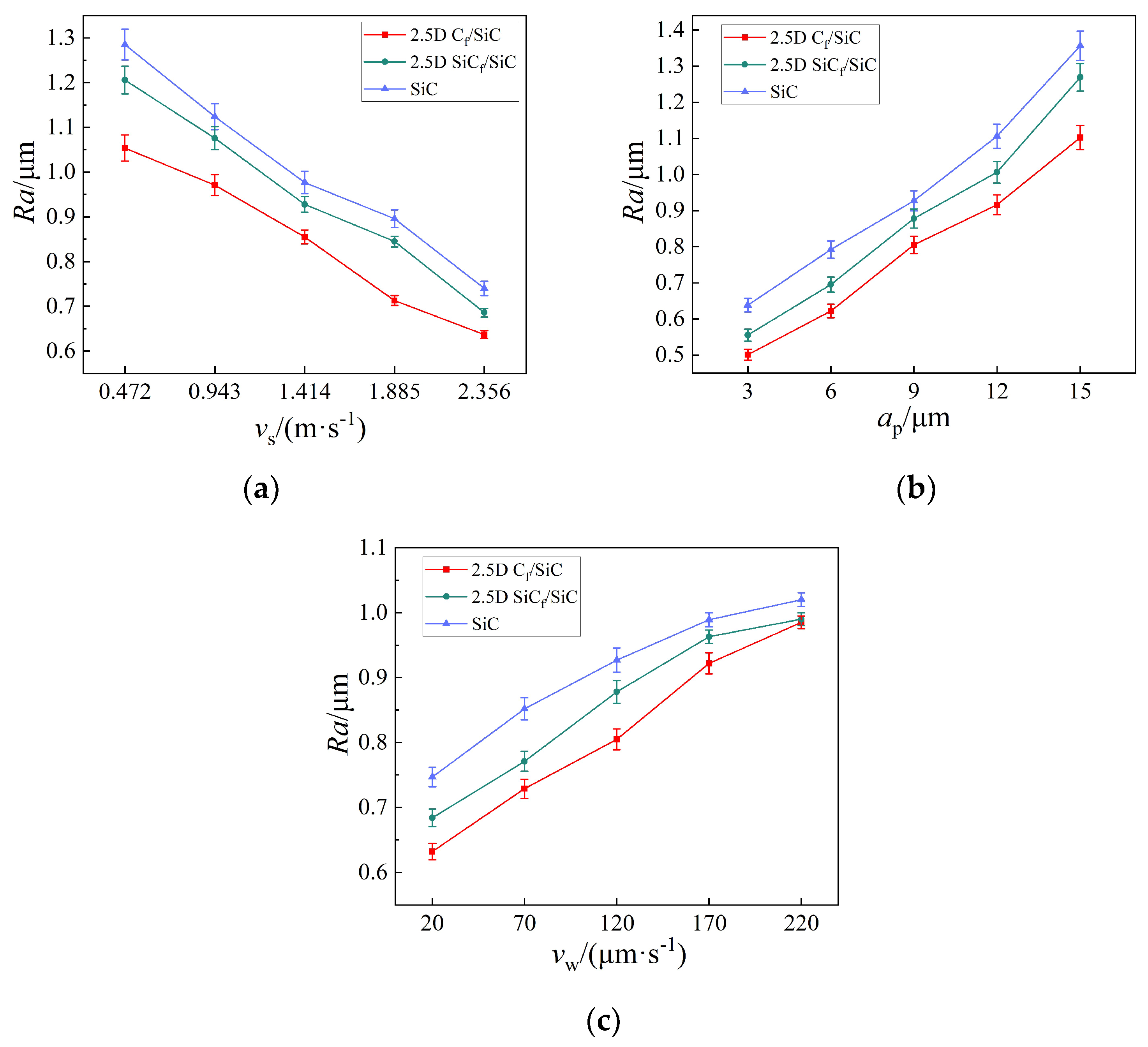
- For these three materials, the influence of grinding parameters on surface roughness Ra is basically consistent. Ra decreases with the increase in grinding speed vs, while it increases with the increase in grinding depth ap and feed speed vw. Under the same grinding parameters, the Ra of the three materials after micro-grinding is SiC ceramics > 2.5D SiCf/SiCs > 2.5D Cf/SiCs.
- (4)
- During the micro-grinding process, the energies generated inside the composite materials can be released and buffered when the crack expands to the interfacial phases. Therefore, the real-time grinding force signals of 2.5D Cf/SiCs and 2.5D SiCf/SiCs are relatively stable. For SiC ceramics, a large amount of energy will be accumulated during the process of severe crack propagation and the generation of pit defects. Thus, there are sharp spikes in their real-time grinding force signals. Under the same grinding parameters, the average grinding force of the three materials is: SiC ceramics > 2.5D SiCf/SiCs > 2.5D Cf/SiCs.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Savino, R.; Criscuolo, L.; Di Martino, G.D.; Mungiguerra, S. Aero-thermo-chemical characterization of ultra-high-temperature ceramics for aerospace applications. J. Eur. Ceram. Soc. 2018, 38, 2937–2953. [Google Scholar] [CrossRef]
- Rakshit, R.; Das, A.K. A review on cutting of industrial ceramic materials. Precis. Eng. 2019, 59, 90–109. [Google Scholar] [CrossRef]
- Wang, X.L.; Gao, X.D.; Zhang, Z.H.; Cheng, L.S.; Ma, H.P.; Yang, W.M. Advances in modifications and high-temperature applications of silicon carbide ceramic matrix composites in aerospace: A focused review. J. Eur. Ceram. Soc. 2021, 41, 4671–4688. [Google Scholar] [CrossRef]
- Jia, T.Y.; Deng, Y.; Hao, Y.; Gao, X.R.; Zhang, C.; Cheng, T.B.; Li, W.G.; Yun, G.J. An analytical model for the high temperature fracture strength of SiC fiber reinforced ceramic matrix composites considering oxidation and residual thermal stresses. Compos. Part A-Appl. S. 2023, 173, 107668. [Google Scholar] [CrossRef]
- Xiang, Y.; Li, W.; Wang, S.; Zhang, B.F.; Chen, Z.H. ZrB2/SiC as a protective coating for C/SiC composites: Effect of high temperature oxidation on mechanical properties and anti-ablation property. Compos. Part B-Eng. 2013, 45, 1391–1396. [Google Scholar]
- Diaz, O.G.; Luna, G.G.; Liao, Z.R.; Axinte, D. The new challenges of machining Ceramic Matrix Composites (CMCs): Review of surface integrity. Int. J. Mach. Tools. Manuf. 2019, 139, 24–36. [Google Scholar] [CrossRef]
- An, Q.L.; Chen, J.; Ming, W.W.; Chen, M. Machining of SiC ceramic matrix composites: A review. Chin. J. Aeronaut. 2021, 34, 540–567. [Google Scholar] [CrossRef]
- Zhang, L.; Ren, C.; Ji, C.; Wang, Z.; Chen, G. Effect of fiber orientations on surface grinding process of unidirectional C/SiC composites. Appl. Surf. Sci. 2016, 366, 424–431. [Google Scholar] [CrossRef]
- Qu, S.S.; Gong, Y.D.; Yang, Y.Y.; Xu, Y.C.; Wang, W.W.; Xin, B.; Pang, S.Y. Mechanical model and removal mechanism of unidirectional carbon fibre-reinforced ceramic composites. Int. J. Mech. Sci. 2020, 173, 105465. [Google Scholar] [CrossRef]
- Du, J.G.; Ming, W.Y.; Ma, J.; He, W.B.; Cao, Y.; Li, X.K.; Liu, K. New observations of the fiber orientations effect on machinability in grinding of C/SiC ceramic matrix composite. Ceram. Int. 2018, 44, 13916–13928. [Google Scholar] [CrossRef]
- Guo, M.X.; Tao, J.B.; Wu, C.J.; Luo, C.; Lin, Z.J. High-speed grinding fracture mechanism of Cf/SiC composite considering interfacial strength and anisotropy. Ceram. Int. 2023, 49, 2600–2612. [Google Scholar] [CrossRef]
- Chen, J.; An, Q.L.; Ming, W.W.; Chen, M. Investigation on machined surface quality in ultrasonic-assisted grinding of C-f/SiC composites based on fracture mechanism of carbon fibers. Int. J. Adv. Manuf. Technol. 2020, 109, 1583–1599. [Google Scholar] [CrossRef]
- Azarhoushang, B. Wear of non-segmented and segmented diamond wheels in high speed deep grinding of carbon fibre-reinforced ceramics. Int. J. Adv. Manuf. Technol. 2014, 74, 1293–1302. [Google Scholar] [CrossRef]
- Liu, G.; Wang, J.; Chen, B.; Guo, B.; Zhang, H.; Wang, Z. Parameters Optimization of Laser-Grinding Chain for Processing Groove of 2.5-Dimensional C/SiC Composites. Materials 2023, 16, 4761. [Google Scholar] [CrossRef]
- Gong, Y.D.; Qu, S.S.; Yang, Y.Y.; Liang, C.Y.; Li, P.F.; She, Y.B. Some observations in grinding SiC and silicon carbide ceramic matrix composite material. Int. J. Adv. Manuf. Technol. 2019, 103, 3175–3186. [Google Scholar] [CrossRef]
- Ran, Y.C.; Kang, R.K.; Dong, Z.G.; Jin, Z.J.; Bao, Y. Ultrasonic assisted grinding force model considering anisotropy of SiCf/SiC composites. Int. J. Mech. Sci. 2023, 250, 108311. [Google Scholar] [CrossRef]
- Luna, G.G.; Axinte, D.; Novovic, D. Influence of grit geometry and fibre orientation on the abrasive material removal mechanisms of SiC/SiC Ceramic Matrix Composites (CMCs). Int. J. Mach. Tools. Manuf. 2020, 157, 103580. [Google Scholar] [CrossRef]
- Zhang, Z.K.; Yuan, S.M.; Gao, X.X.; Xu, W.W.; Zhang, J.Q.; An, W.Z. Analytical modelling of side grinding of orthogonal laminated SiCf/SiC composites based on effective elastic properties. Int. J. Mach. Tools. Manuf. 2022, 120, 6419–6434. [Google Scholar] [CrossRef]
- Liu, Y.; Quan, Y.; Wu, C.J.; Ye, L.Z.; Zhu, X.J. Single diamond scribing of SiCf/SiC composite: Force and material removal mechanism study. Ceram. Int. 2021, 47, 27702–27709. [Google Scholar] [CrossRef]
- Zhang, Q.; Wang, B.; Song, C.; Wang, H.; Shi, Z. Processing strategy of SiCf/SiC composites during single grain scratching under minimum quantity lubrication. Int. J. Adv. Manuf. Technol. 2023. [Google Scholar] [CrossRef]
- Lin, H.; Zhou, M.; Wang, H.; Bai, S. Investigation of cutting force and the material removal mechanism in the ultrasonic vibration-assisted scratching of 2D-SiCf/SiC Composites. Micromachines 2023, 14, 1350. [Google Scholar] [CrossRef]
- Wang, Q.; Wen, J.; Wu, C.; Luo, C.; Lin, Z.; Liang, S.Y. Single diamond grit scratching of unidirectional Cf/SiC composite: Mechanical responses and fracture mechanism. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2023. [Google Scholar] [CrossRef]
- Cheng, J.; Yin, G.Q.; Wen, Q.; Song, H.; Gong, Y.D. Study on grinding force modelling and ductile regime propelling technology in micro drill-grinding of hard-brittle materials. J. Mater. Process. Tech. 2015, 223, 150–163. [Google Scholar] [CrossRef]
- Sun, Y.; Jin, L.Y.; Gong, Y.D.; Wen, X.L.; Yin, G.Q.; Wen, Q.; Tang, B.J. Experimental evaluation of surface generation and force time-varying characteristics of curvilinear grooved micro end mills fabricated by EDM. J. Manuf. Process. 2022, 73, 799–814. [Google Scholar] [CrossRef]
- Tang, S.; Deng, J.; Wang, S.; Liu, W. Fabrication and characterization of C/SiC composites with large thickness, high density and near-stoichiometric matrix by heaterless chemical vapor infiltration. Mat. Sci. Eng. A. 2007, 465, 290–294. [Google Scholar] [CrossRef]
- Hu, C.; Hong, W.; Xu, X.; Tang, S.; Du, S.; Cheng, H.M. Sandwich-structured C/C-SiC composites fabricated by electromagnetic-coupling chemical vapor infiltration. Sci. Rep. 2017, 7, 13120. [Google Scholar] [CrossRef]
- Tang, P.; Hu, C.; Pang, S.; Li, J.; Wang, L.; Tang, S. Interfacial modification and cyclic ablation behaviors of a SiC/ZrB2-SiC/SiC triple-layer coating for C/SiC composites at above 2000 °C. Corros. Sci. 2020, 169, 108604. [Google Scholar] [CrossRef]
- Zhu, D.H.; Yan, S.J.; Li, B.Z. Single-grit modeling and simulation of crack initiation and propagation in SiC grinding using maximum undeformed chip thickness. Comput. Mater. Sci. 2014, 92, 13–21. [Google Scholar] [CrossRef]
- Fook, P.; Berger, D.; Riemer, O.; Karpuschewski, B. Structuring of Bioceramics by Micro-Grinding for Dental Implant Applications. Micromachines 2019, 10, 312. [Google Scholar] [CrossRef]
- Zhou, Y.G.; Tian, C.C.; Jia, S.Q.; Ma, L.J.; Yin, G.Q.; Gong, Y.D. Study on Grinding Force of Two-Dimensional Ultrasonic Vibration Grinding 2.5D-C/SiC Composite Material. Crystals 2023, 13, 151. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group No. | 1 | 2 | 3 | |
|---|---|---|---|---|
| Factors | ||||
| Grinding speed vs (m/s) | 0.471, 0.942, 1.414, 1.885, 2.356 | 1.414 | 1.414 | |
| Grinding depth ap (μm) | 9 | 3, 6, 9, 12, 15 | 9 | |
| Feed speed vw (μm/s) | 120 | 120 | 20, 70, 120, 170, 220 | |
| Experiment No. | Grinding Parameters | 2.5D Cf/SiC Composites | 2.5D SiCf/SiC Composites | SiC Ceramics | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| vs (m/s) | ap (μm) | vw (μm/s) | Fn/N | Ft/N | Ra/μm | Fn/N | Ft/N | Ra/μm | Fn/N | Ft/N | Ra/μm | |
| 1 | 0.471 | 9 | 120 | 1.223 | 0.980 | 1.004 | 1.326 | 1.027 | 1.156 | 1.407 | 1.146 | 1.235 |
| 2 | 0.942 | 9 | 120 | 0.958 | 0.778 | 0.921 | 1.032 | 0.864 | 1.026 | 1.219 | 0.967 | 1.074 |
| 3 | 1.414 | 9 | 120 | 0.627 | 0.511 | 0.805 | 0.742 | 0.593 | 0.878 | 0.984 | 0.839 | 0.927 |
| 4 | 1.885 | 9 | 120 | 0.496 | 0.366 | 0.663 | 0.545 | 0.399 | 0.795 | 0.767 | 0.657 | 0.846 |
| 5 | 2.356 | 9 | 120 | 0.385 | 0.294 | 0.587 | 0.464 | 0.338 | 0.636 | 0.619 | 0.526 | 0.690 |
| 6 | 1.414 | 3 | 120 | 0.293 | 0.222 | 0.501 | 0.349 | 0.292 | 0.555 | 0.525 | 0.411 | 0.638 |
| 7 | 1.414 | 6 | 120 | 0.394 | 0.303 | 0.622 | 0.508 | 0.390 | 0.695 | 0.748 | 0.634 | 0.792 |
| 8 | 1.414 | 9 | 120 | 0.627 | 0.511 | 0.805 | 0.742 | 0.593 | 0.878 | 0.984 | 0.839 | 0.927 |
| 9 | 1.414 | 12 | 120 | 0.873 | 0.657 | 0.916 | 1.043 | 0.849 | 1.006 | 1.289 | 1.046 | 1.106 |
| 10 | 1.414 | 15 | 120 | 1.122 | 0.888 | 1.102 | 1.336 | 1.116 | 1.269 | 1.513 | 1.206 | 1.356 |
| 11 | 1.414 | 9 | 20 | 0.337 | 0.269 | 0.632 | 0.496 | 0.352 | 0.684 | 0.594 | 0.475 | 0.747 |
| 12 | 1.414 | 9 | 70 | 0.428 | 0.382 | 0.729 | 0.598 | 0.460 | 0.771 | 0.767 | 0.642 | 0.852 |
| 13 | 1.414 | 9 | 120 | 0.627 | 0.511 | 0.805 | 0.742 | 0.593 | 0.878 | 0.984 | 0.839 | 0.927 |
| 14 | 1.414 | 9 | 170 | 0.756 | 0.597 | 0.922 | 0.818 | 0.681 | 0.963 | 1.094 | 0.956 | 0.989 |
| 15 | 1.414 | 9 | 220 | 0.852 | 0.685 | 0.985 | 0.916 | 0.748 | 0.990 | 1.209 | 1.035 | 1.020 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wen, Q.; Li, Y.; Gong, Y. Comparative Study on Micro-Grinding Performance of 2.5D Cf/SiCs, 2.5D SiCf/SiCs, and SiC Ceramics. Materials 2023, 16, 6369. https://doi.org/10.3390/ma16196369
Wen Q, Li Y, Gong Y. Comparative Study on Micro-Grinding Performance of 2.5D Cf/SiCs, 2.5D SiCf/SiCs, and SiC Ceramics. Materials. 2023; 16(19):6369. https://doi.org/10.3390/ma16196369
Chicago/Turabian StyleWen, Quan, Yuanfeng Li, and Yadong Gong. 2023. "Comparative Study on Micro-Grinding Performance of 2.5D Cf/SiCs, 2.5D SiCf/SiCs, and SiC Ceramics" Materials 16, no. 19: 6369. https://doi.org/10.3390/ma16196369
APA StyleWen, Q., Li, Y., & Gong, Y. (2023). Comparative Study on Micro-Grinding Performance of 2.5D Cf/SiCs, 2.5D SiCf/SiCs, and SiC Ceramics. Materials, 16(19), 6369. https://doi.org/10.3390/ma16196369