
Micro-Injection Molding and Debinding Behavior of Hydroxyapatite/Zirconia Bi-Materials Fabricated by Two-Component Micro-Powder Injection Molding Process

 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
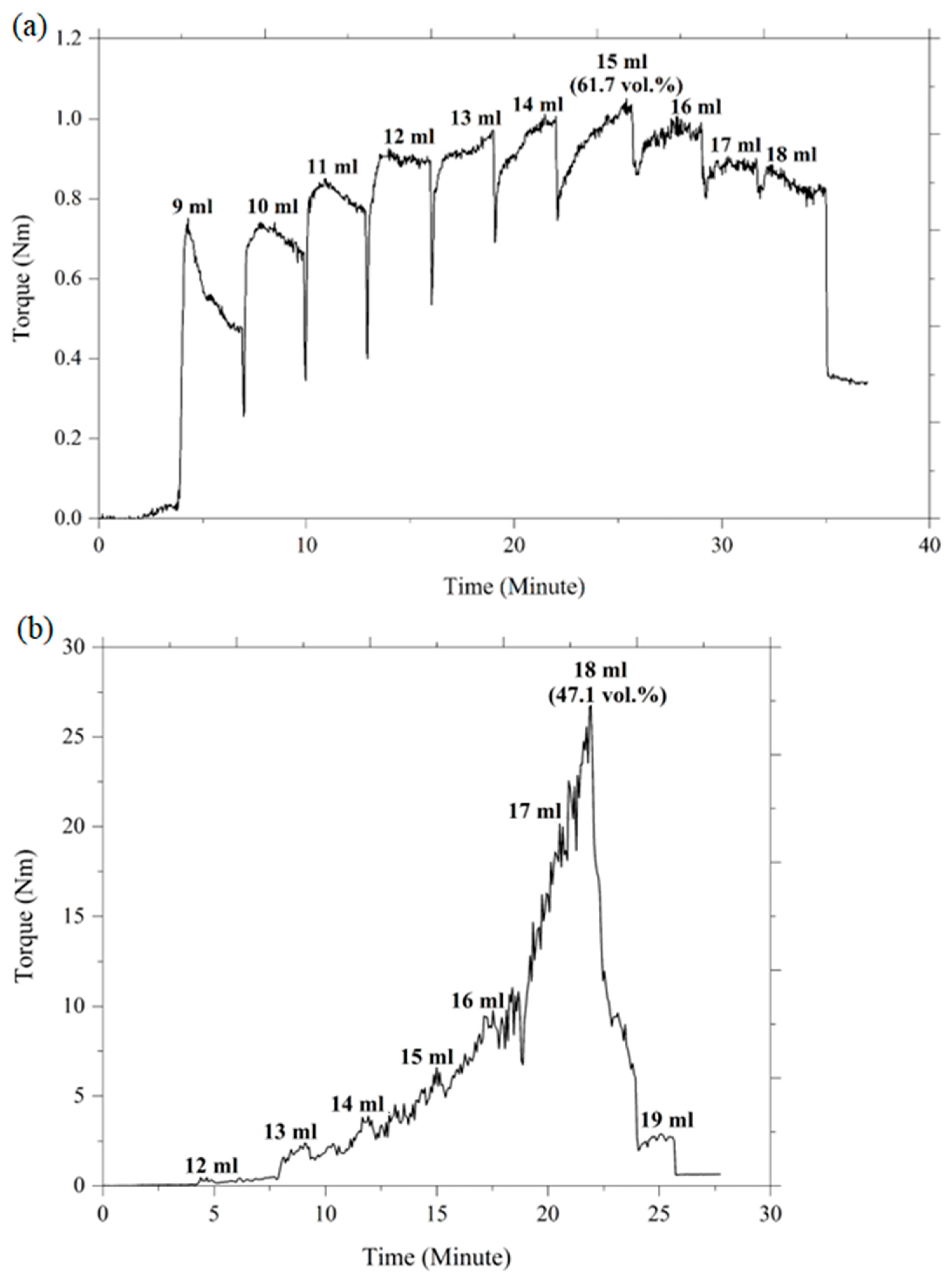
3.1. Determining the Optimal Powder Loading
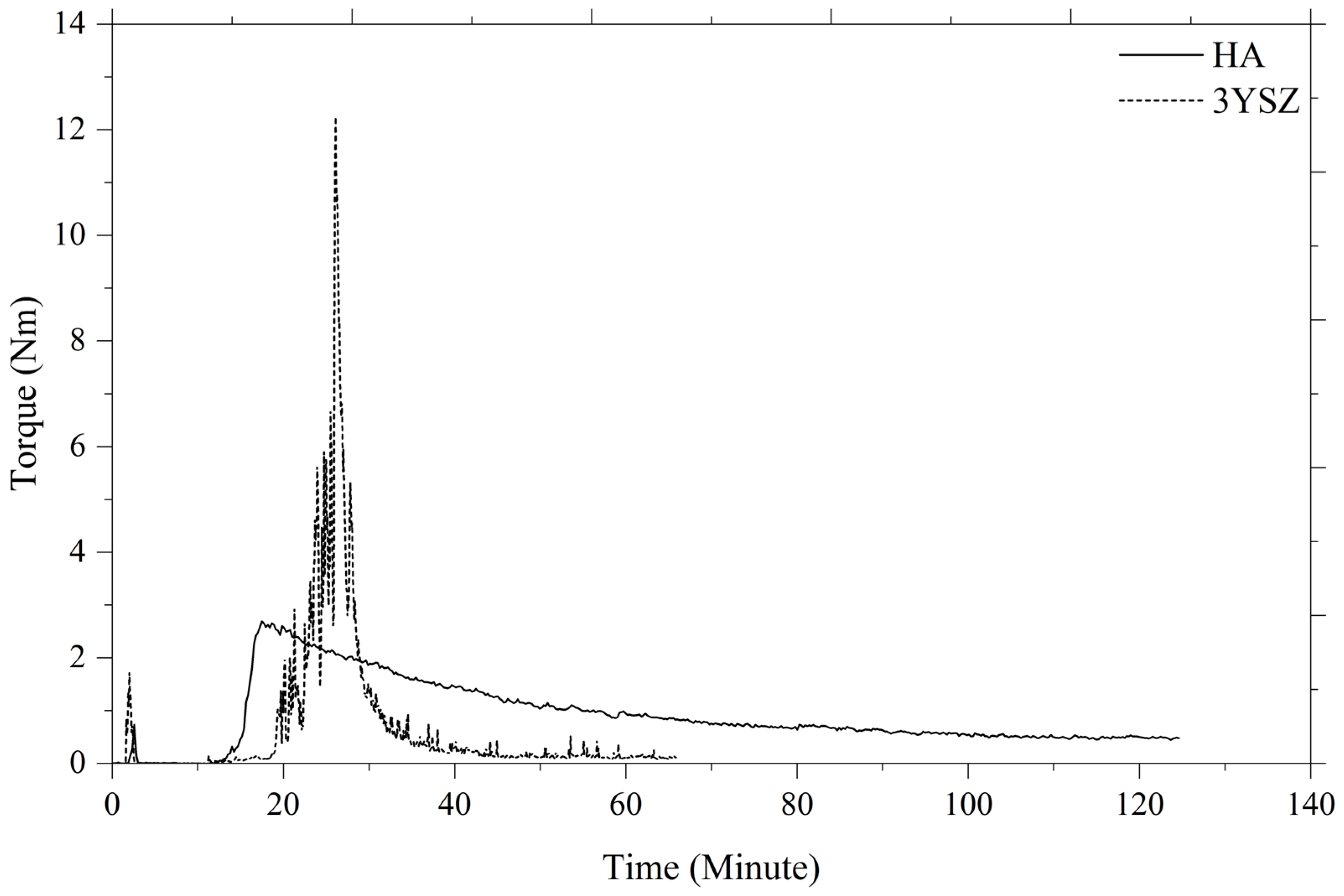
3.2. Preparing the Feedstock
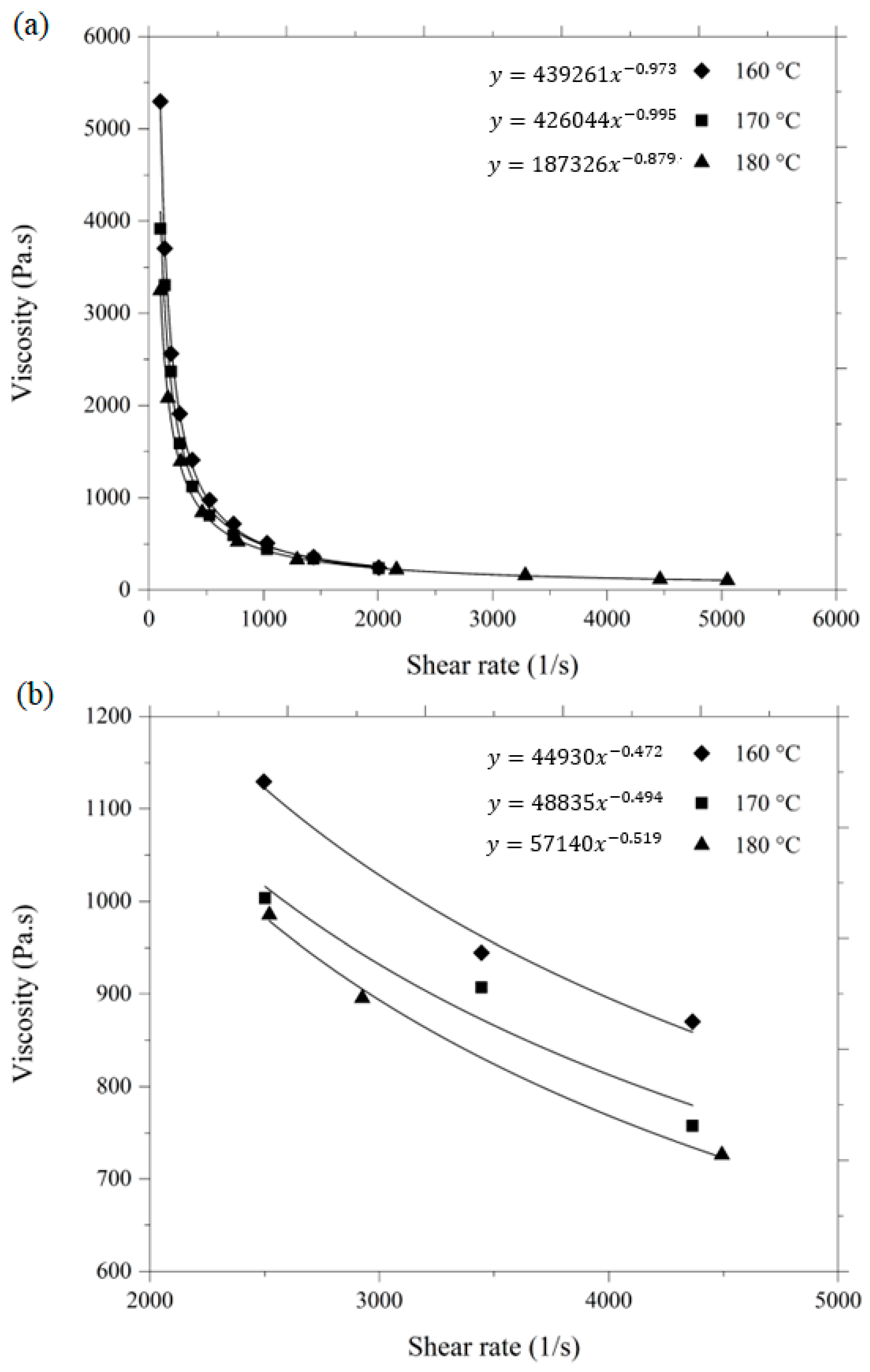
3.3. Rheology
3.4. Micro-Injection Molding
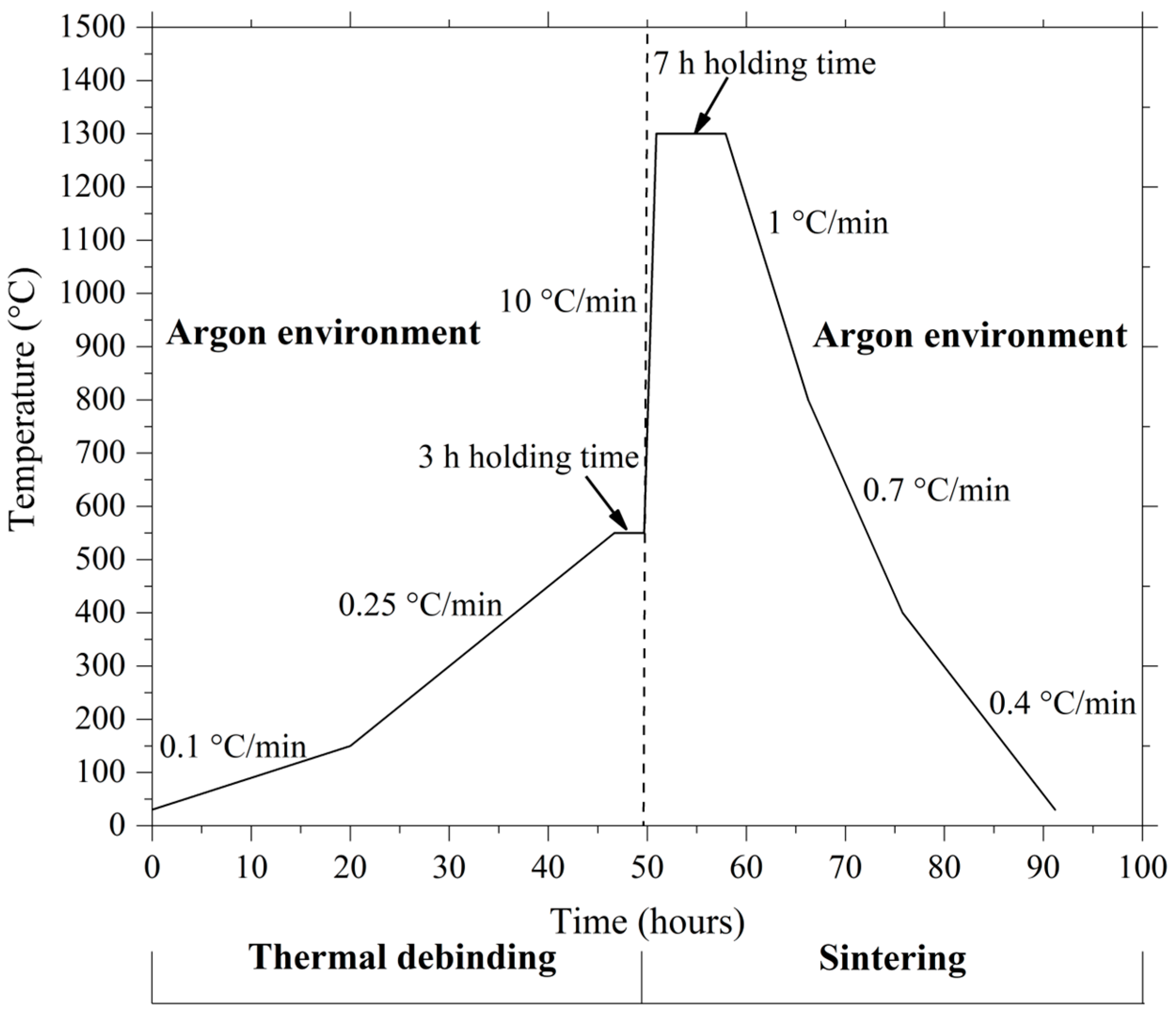
3.5. Debinding
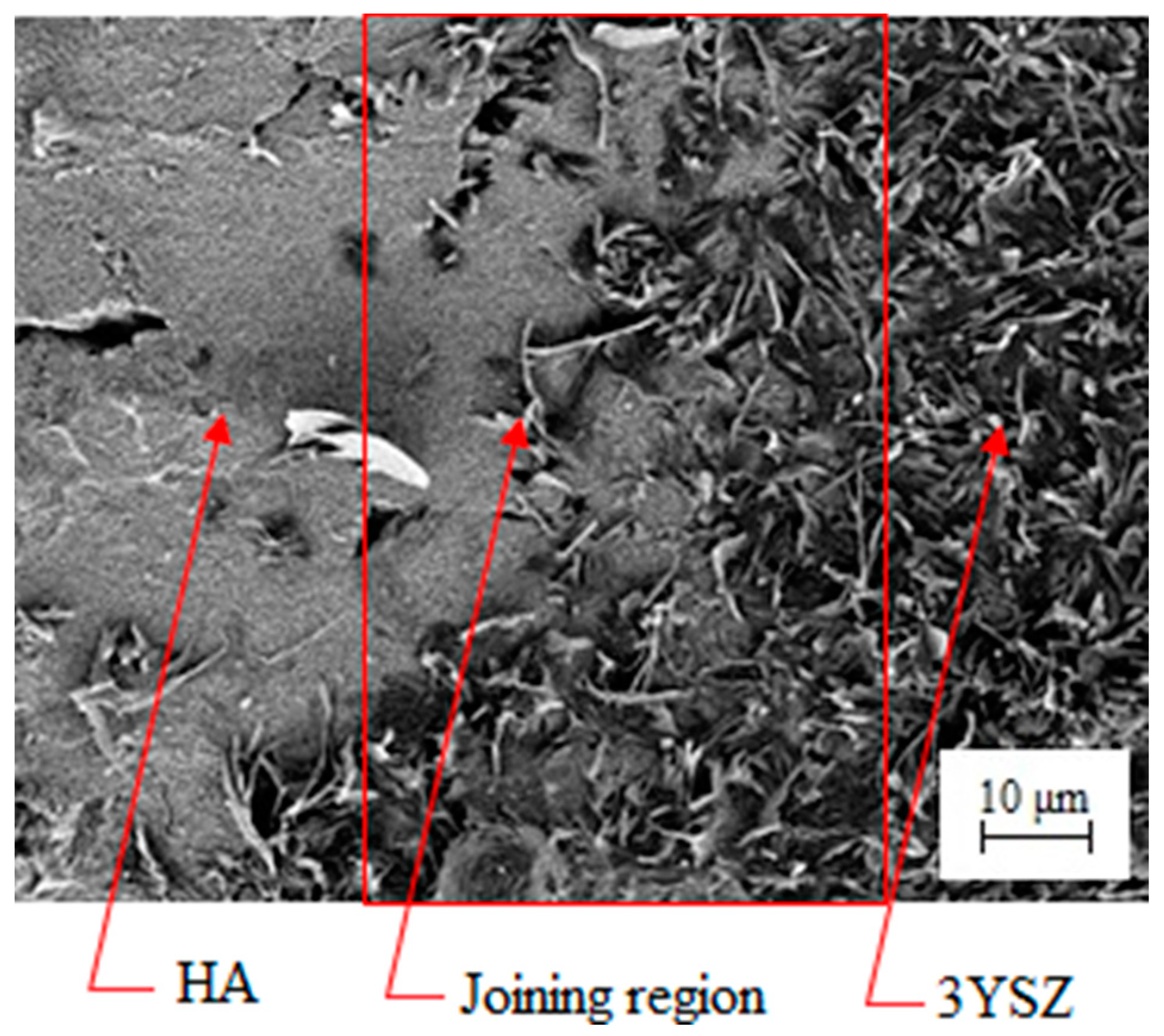
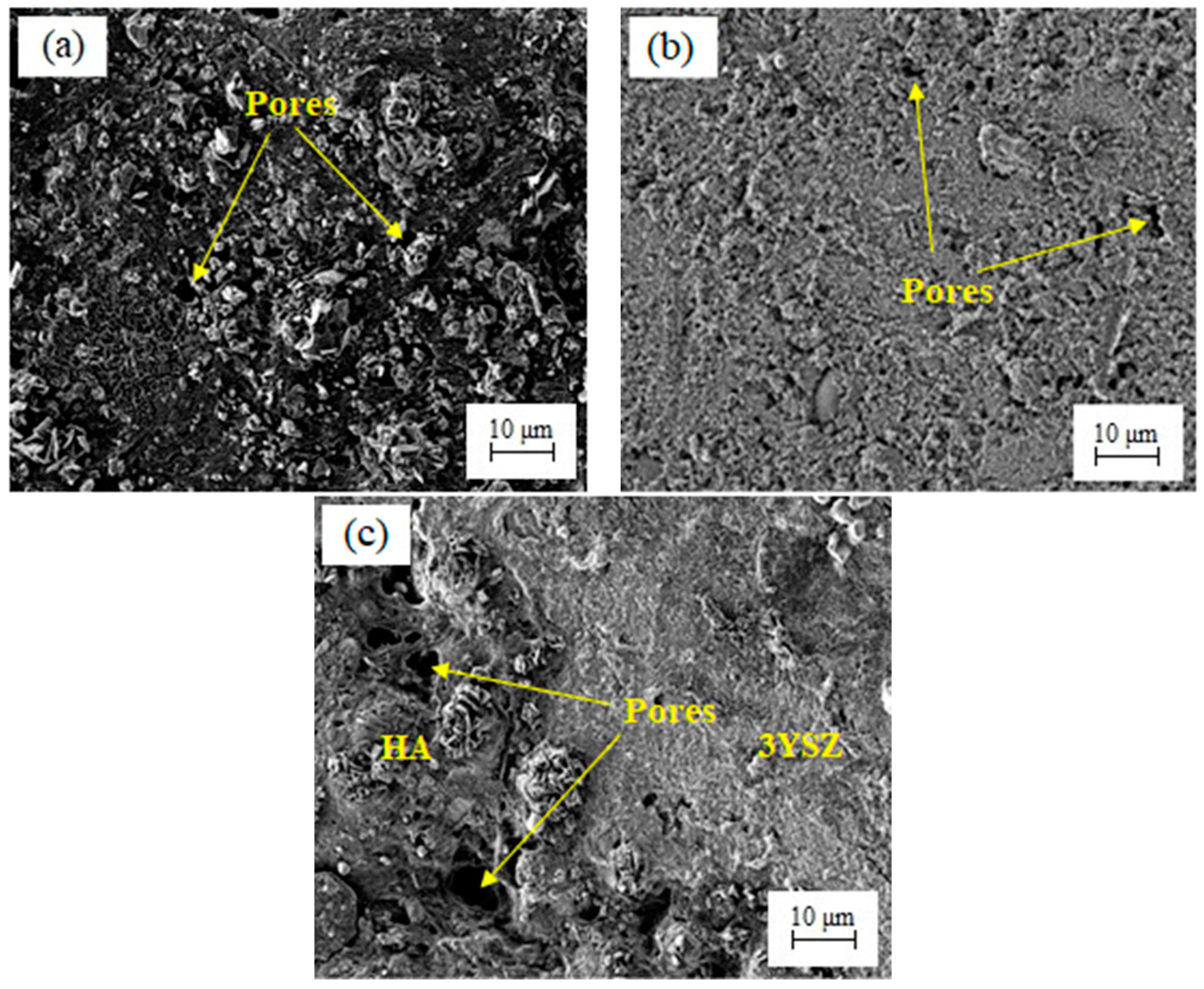
3.6. Sintered HA/3YSZ Micro-Part
4. Conclusions
- The optimal powder loadings were determined based on an analysis of the CPVC. Homogeneous HA and 3YSZ feedstocks with 60 and 45 vol% powder loadings, respectively, were successfully fabricated. Both of the feedstocks exhibited pseudoplastic behavior, ensuring efficient filling of the small mold cavity during the injection process.
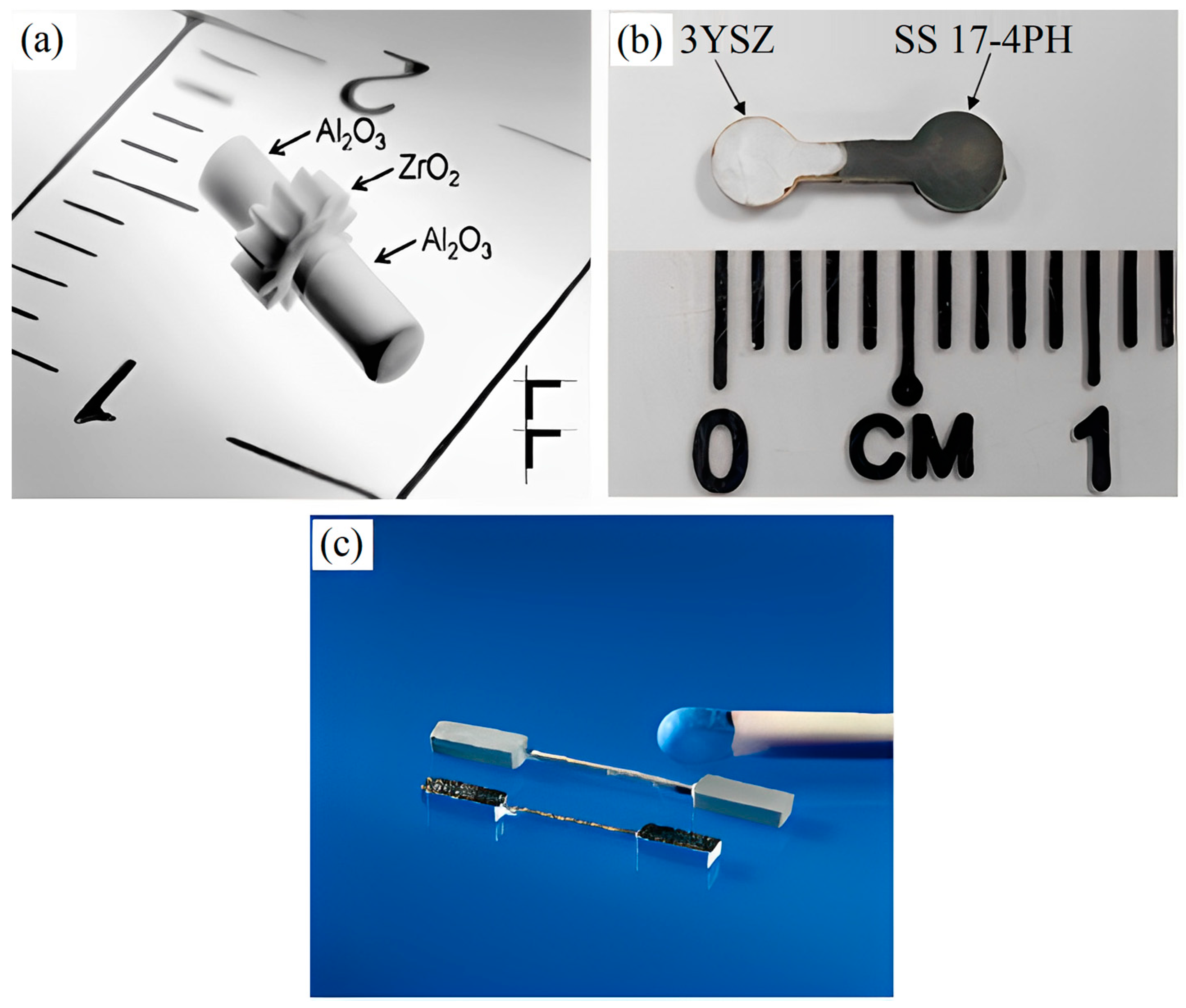
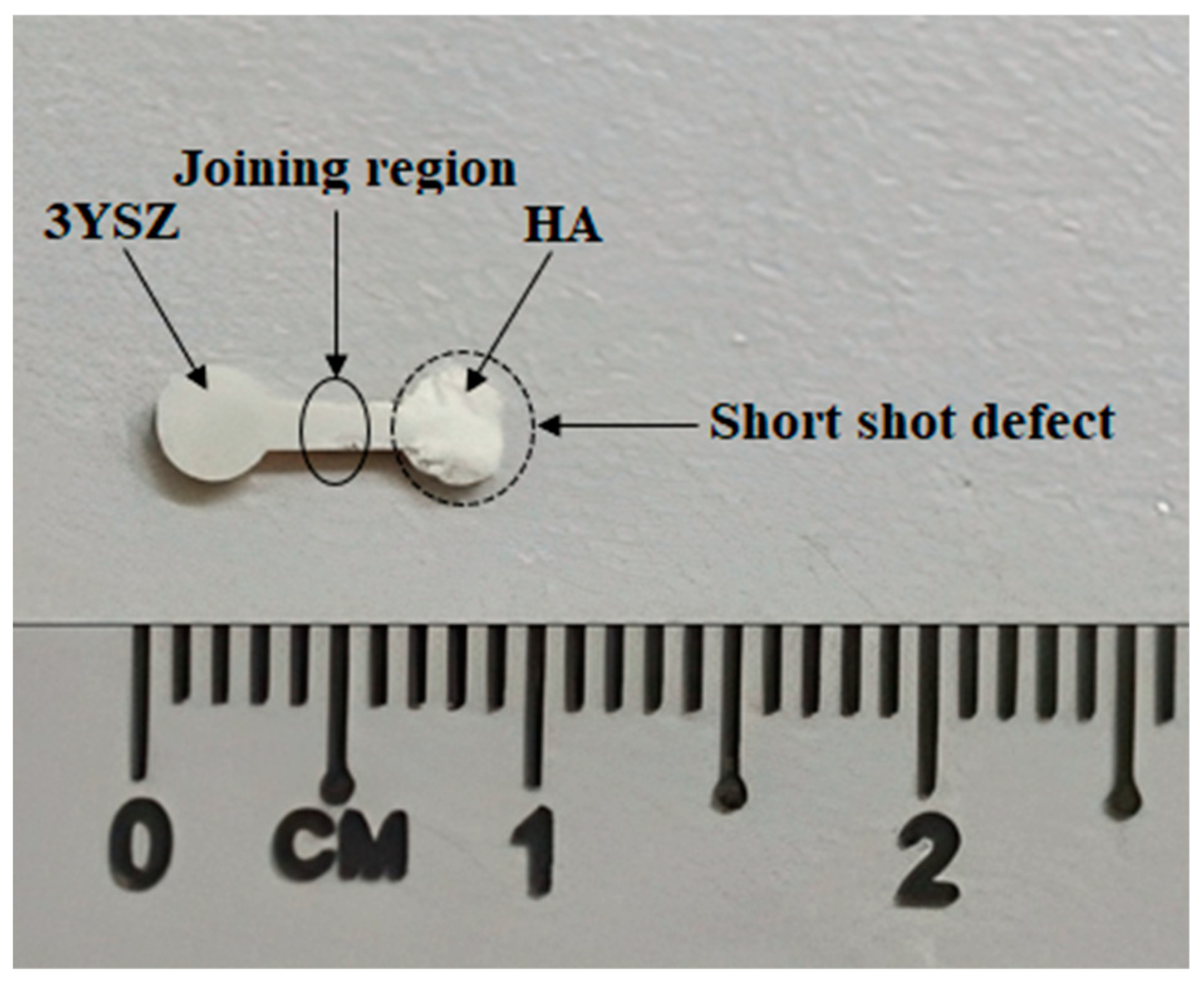
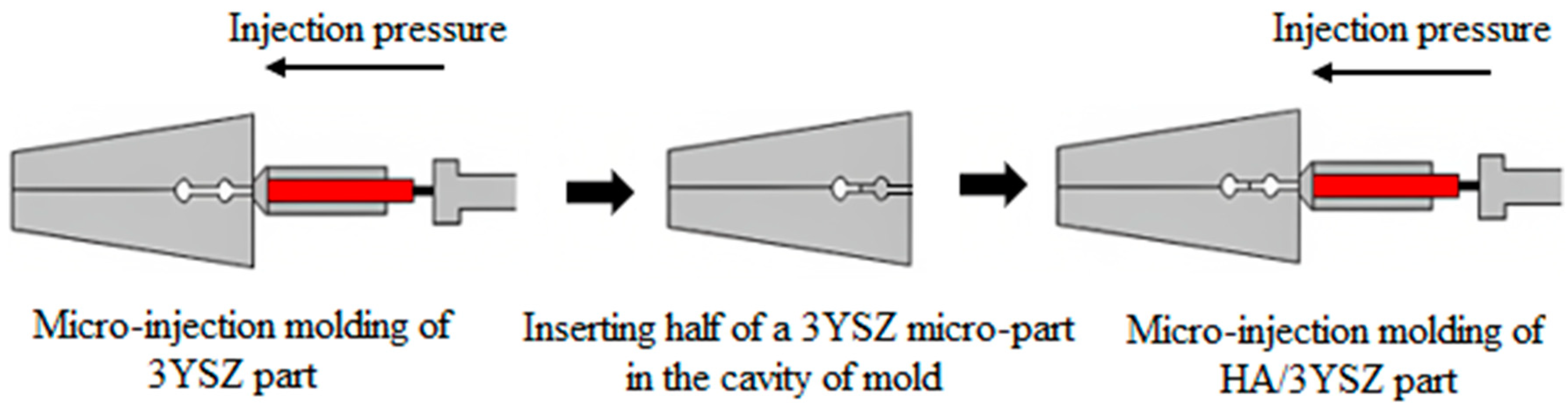
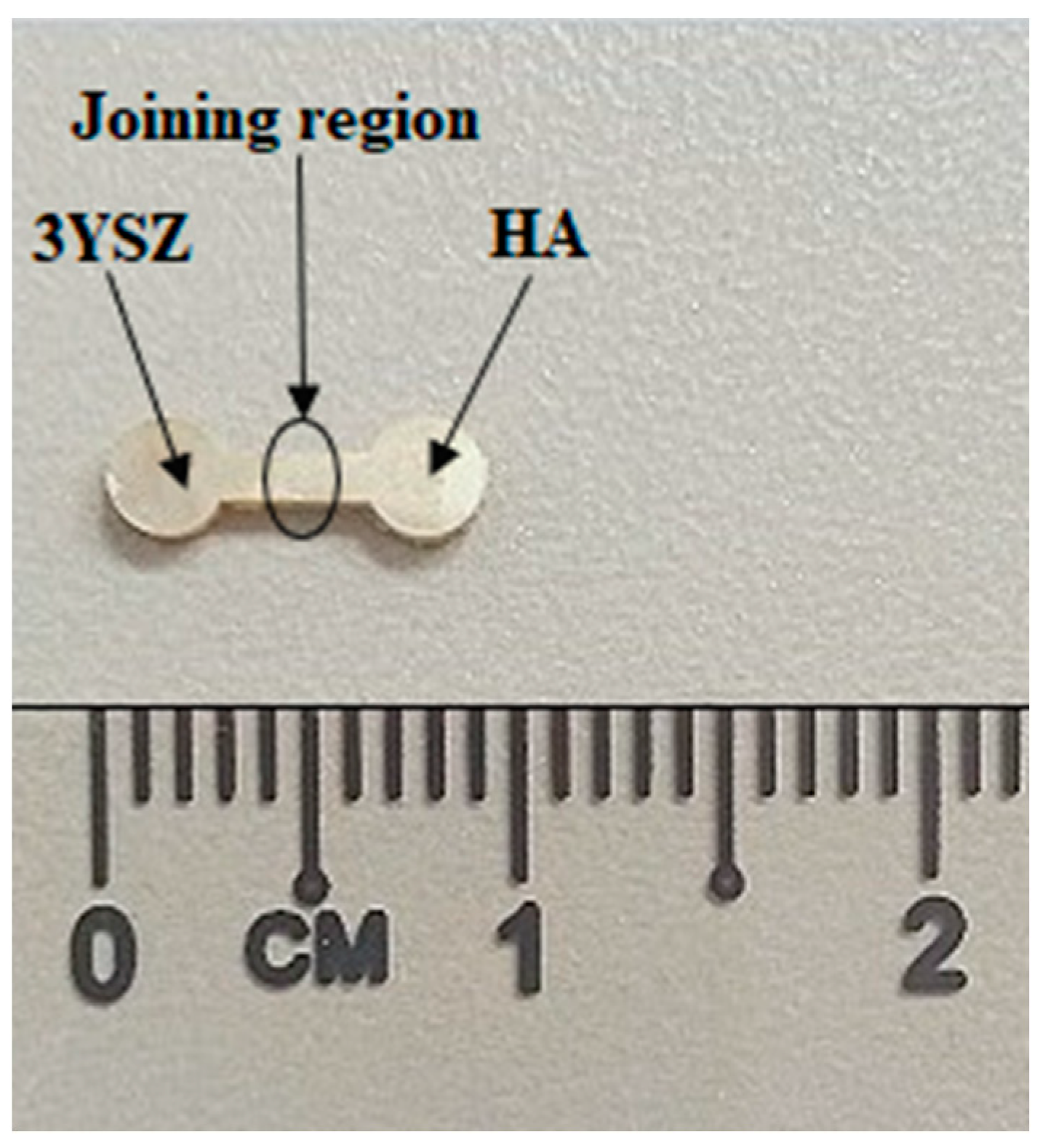
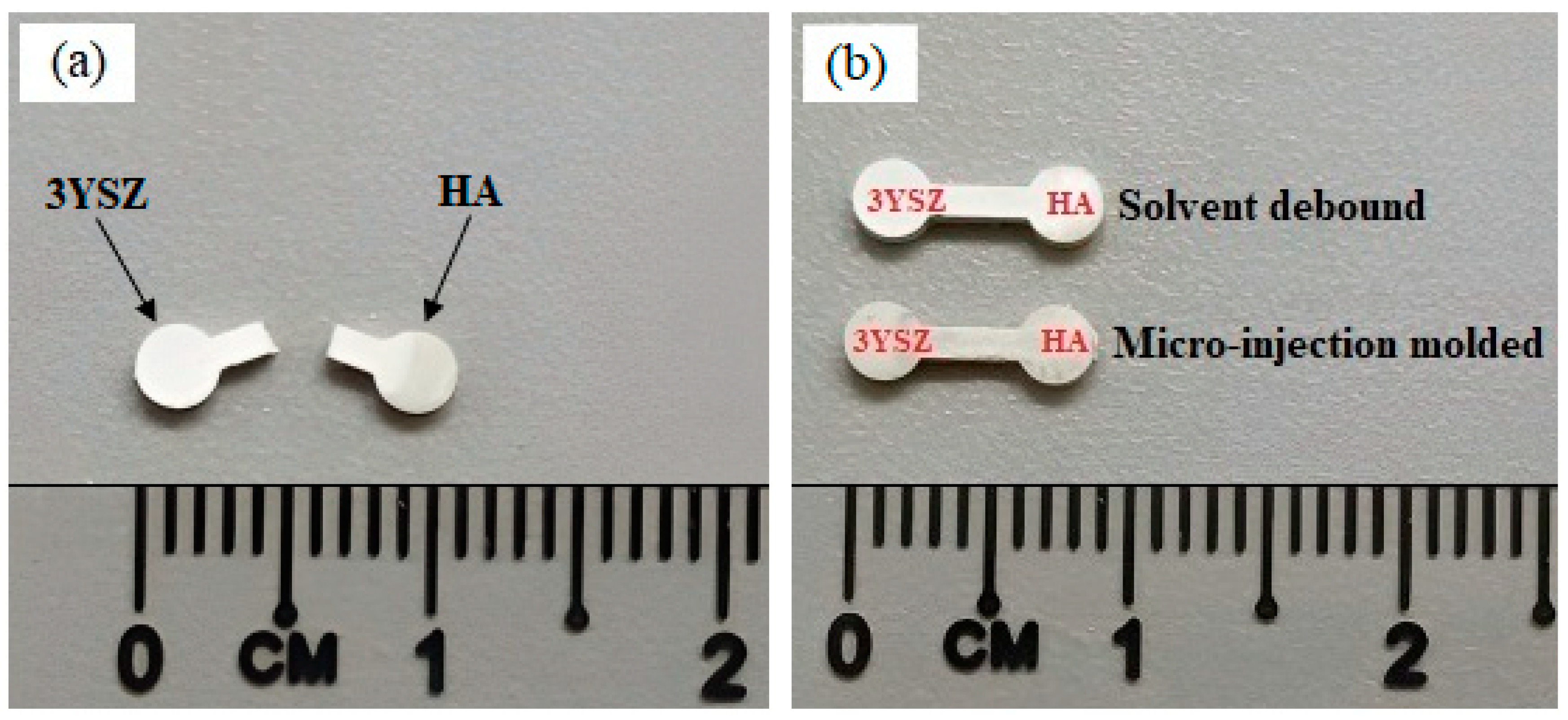
- A sequential mechanism was used to fabricate the HA/3YSZ micro-parts. Mold temperature is a key factor in the injection molding of HA/3YSZ micro-components. Short-shot defects have been found to frequently occur in bi-materials when a mold temperature of less than 140 °C is used. Hence, this present study used a mold temperature of 140 °C throughout the entire micro-injection molding process to obtain defect-free green samples.
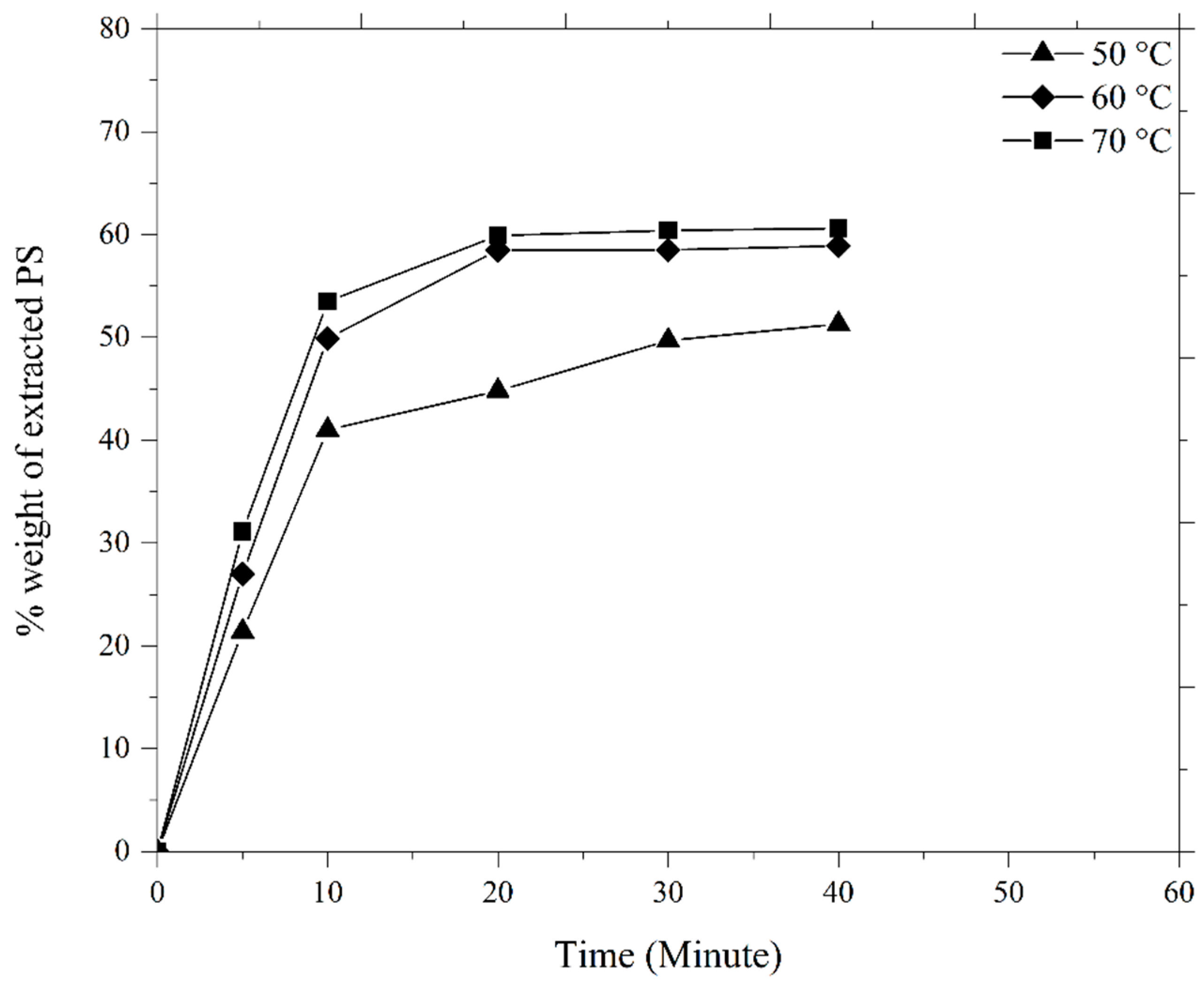
- The temperature for solvent debinding was set at 70 °C, the temperature at which the largest quantity of palm stearin was removed. Thermal removal was found to eliminate approximately 93 to 95% of the binder system, leaving only 5 to 7% in the HA/3YSZ micro-parts pre-sintering. Lastly, the sintered HA/3YSZ micro-parts exhibited the highest density of 3.91 g/cm3 and shrank linearly between 13 and 17% at a sintering temperature of 1300 °C.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, L.; Loh, N.H.; Tay, B.Y.; Tor, S.B.; Murakoshi, Y.; Maeda, R. Micro powder injection molding: Sintering kinetics of microstructured components. Scr. Mater. 2006, 55, 1103–1106. [Google Scholar] [CrossRef]
- Islam, S.T.; Samanta, S.K.; Das, S.; Chattopadhyay, H. A numerical model to predict the powder-binder separation during micro-powder injection molding. J. Am. Ceram. Soc. 2022, 105, 4608–4620. [Google Scholar] [CrossRef]
- Choi, J.-P.; Park, J.-S.; Hong, E.-J.; Lee, W.-S.; Lee, J.-S. Analysis of the rheological behavior of Fe trimodal micro-nano powder feedstock in micro powder injection molding. Powder Technol. 2017, 319, 253–260. [Google Scholar] [CrossRef]
- Dehghan-Manshadi, A.; StJohn, D.; Dargusch, M.; Chen, Y.; Sun, J.F.; Qian, M. Metal injection moulding of non-spherical titanium powders: Processing, microstructure and mechanical properties. J. Manuf. Process. 2018, 31, 416–423. [Google Scholar] [CrossRef]
- Piotter, V.; Bauer, W.; Knitter, R.; Mueller, M.; Mueller, T.; Plewa, K. Powder injection moulding of metallic and ceramic micro parts. Microsyst. Technol. 2011, 17, 251–263. [Google Scholar] [CrossRef]
- Hu, K.; Zou, L.; Shi, Q.; Hu, K.; Liu, X.; Duan, B. Effect of titanium hydride powder addition on microstructure and properties of titanium powder injection molding. Powder Technol. 2020, 367, 225–232. [Google Scholar] [CrossRef]
- Basir, A.; Sulong, A.B.; Jamadon, N.H.; Muhamad, N. Physical properties of sintered stainless steel 17-4PH micro-part processed by micro-powder inection molding. J. Kejuruter. 2022, 34, 1209–1214. [Google Scholar] [CrossRef]
- Liu, L.; Gao, Y.Y.; Qi, X.T.; Qi, M.X. Effects of wall slip on ZrO2 rheological behavior in micro powder injection molding. Ceram. Int. 2018, 44, 16282–16294. [Google Scholar] [CrossRef]
- Fayyaz, A.; Muhamad, N.; Sulong, A.B.; Yunn, H.S.; Amin, S.Y.M.; Rajabi, J. Micro-powder injection molding of cemented tungsten carbide: Feedstock preparation and properties. Ceram. Int. 2015, 41, 3605–3612. [Google Scholar] [CrossRef]
- Piotter, V.; Finnah, G.; Zeep, B.; Ruprecht, R.; Hausselt, J. Metal and ceramic micro components made by powder injection molding. Mater. Sci. Forum 2007, 534–536, 373–376. [Google Scholar] [CrossRef]
- Basir, A.; Sulong, A.B.; Jamadon, N.H.; Muhamad, N. Bi-material micro-part of stainless steel and zirconia by two-component micro-powder injection molding: Rheological properties and solvent debinding behavior. Metals 2020, 10, 595. [Google Scholar] [CrossRef]
- Ruh, A.; Piotter, V.; Plewa, K.; Ritzhaupt-Kleissl, H.-J.; Hausselt, J. Development of two-component micropowder injection molding (2C-MicroPIM)—Process development. Int. J. Appl. Ceram. Technol. 2011, 8, 610–616. [Google Scholar] [CrossRef]
- Ruh, A.; Hanemann, T.; Heldele, R.; Piotter, V.; Ritzhaupt-kleissl, H.-J.; Hausselt, J. Development of two-component micropowder injection molding (2C MicroPIM): Characteristics of applicable materials. Int. J. Appl. Ceram. Technol. 2011, 8, 194–202. [Google Scholar] [CrossRef]
- Basir, A.; Sulong, A.B.; Jamadon, N.H.; Muhamad, N. Feedstock properties and debinding mechanism of yttria-stabilized zirconia/ stainless steel 17-4PH micro-components fabricated via two-component micro-powder injection molding process. Ceram. Int. 2021, 47, 20476–20485. [Google Scholar] [CrossRef]
- Imgrund, P.; Rota, A.; Simchi, A. Microinjection moulding of 316L/17-4PH and 316L/Fe powders for fabrication of magnetic-nonmagnetic bimetals. J. Mater. Process. Technol. 2008, 200, 259–264. [Google Scholar] [CrossRef]
- Mukund, B.N.; Hausnerova, B.; Shivashankar, T.S. Development of 17-4PH stainless steel bimodal powder injection molding feedstock with the help of interparticle spacing/lubricating liquid concept. Powder Technol. 2015, 283, 24–31. [Google Scholar] [CrossRef]
- Baek, E.-R.; Supriadi, S.; Choi, C.-J.; Lee, B.-T.; Lee, J.-W. Effect of particle size in feedstock properties in micro powder injection molding. Mater. Sci. Forum 2007, 534–536, 349–352. [Google Scholar] [CrossRef]
- Attia, U.M.; Alcock, J.R. A review of micro-powder injection moulding as a microfabrication technique. J. Micromech. Microeng. 2011, 21, 043001. [Google Scholar] [CrossRef]
- Ibrahim, M.H.I.; Muhamad, N.; Sulong, A.B. Rheological investigation of water atomised stainless steel powder for micro metal injection molding. Int. J. Mech. Mater. Eng. 2009, 4, 1–8. [Google Scholar]
- Heaney, D.F. Handbook of Metal Injection Molding; Woodhead Publishing: Cambridge, UK, 2012. [Google Scholar]
- Basir, A.; Sulong, A.B.; Jamadon, N.H.; Muhamad, N.; Emeka, U.B. Process parameters used in macro/micro powder injection molding: An overview. Met. Mater. Int. 2021, 27, 2023–2045. [Google Scholar] [CrossRef]
- Lin, D.; Sanetrnik, D.; Cho, H.; Chung, S.T.; Kwon, Y.S.; Kate, K.H.; Hausnerova, B.; Atre, S.V.; Park, S.J. Rheological and thermal debinding properties of blended elemental Ti-6Al-4V powder injection molding feedstock. Powder Technol. 2017, 311, 357–363. [Google Scholar] [CrossRef]
- German, R.M.; Bose, A. Injection Molding of Metals and Ceramics; Metal Powder Industries Federation: Princeton, NJ, USA, 1997. [Google Scholar]
- Sotomayor, M.E.; Várez, A.; Levenfeld, B. Influence of powder particle size distribution on rheological properties of 316L powder injection moulding feedstocks. Powder Technol. 2010, 200, 30–36. [Google Scholar] [CrossRef]
- Li, Y.; Li, L.; Khalil, K.A. Effect of powder loading on metal injection molding stainless steels. J. Mater. Process. Technol. 2007, 183, 432–439. [Google Scholar] [CrossRef]
- Fayyaz, A.; Muhamad, N.; Sulong, A.B.; Rajabi, J.; Wong, Y.N. Fabrication of cemented tungsten carbide components by micro-powder injection moulding. J. Mater. Process. Technol. 2014, 214, 1436–1444. [Google Scholar] [CrossRef]
- Siddiqui, H.A.; Pickering, K.L.; Mucalo, M.R. A Review on the use of hydroxyapatite-carbonaceous structure composites in bone replacement materials for strengthening purposes. Materials 2018, 11, 1813. [Google Scholar] [CrossRef] [PubMed]
- Fiume, E.; Magnaterra, G.; Rahdar, A.; Verné, E.; Baino, F. Hydroxyapatite for biomedical applications: A short overview. Ceramics 2021, 4, 542–563. [Google Scholar] [CrossRef]
- Muñoz, M.C.; Gallego, S.; Beltrán, J.I.; Cerdá, J. Adhesion at metal–ZrO2 interfaces. Surf. Sci. Rep. 2006, 61, 303–344. [Google Scholar] [CrossRef]
- Lin, H.; Yin, C.; Mo, A. Zirconia based dental biomaterials: Structure, mechanical properties, biocompatibility, surface modification, and applications as implant. Front. Dent. Med. 2021, 2, 689198. [Google Scholar] [CrossRef]
- Arifin, A.; Sulong, A.B.; Mohruni, A.S.; Yani, I. Palm stearin for alternative binder for MIM: A review. J. Ocean Mech. Aerosp. 2014, 7, 18–23. [Google Scholar]
- Quinard, C.; Song, J.; Barriere, T.; Gelin, J.C. Elaboration of PIM feedstocks with 316L fine stainless steel powders for the processing of micro-components. Powder Technol. 2011, 208, 383–389. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Loh, N.H.; Tor, S.B.; Khor, K.; Murakoshi, Y.; Maeda, R. Binder system for micro powder injection molding. Mater. Lett. 2001, 48, 31–38. [Google Scholar] [CrossRef]
- Loh, N.H.; Tor, S.B.; Tay, B.Y.; Murakoshi, Y.; Maeda, R. Fabrication of micro gear by micro powder injection molding. Microsyst. Technol. 2008, 14, 43–50. [Google Scholar] [CrossRef]
- Arifin, A.; Sulong, A.B.; Muhamad, N.; Syarif, J.; Ramli, M.I. Powder injection molding of HA/Ti6Al4V composite using palm stearin as based binder for implant material. Mater. Des. 2015, 65, 1028–1034. [Google Scholar] [CrossRef]
- Samanta, S.K.; Chattopadhyay, H.; Godkhindi, M.M. Thermo-physical characterization of binder and feedstock for single and multiphase flow of PIM 316L feedstock. J. Mater. Process. Technol. 2011, 211, 2114–2122. [Google Scholar] [CrossRef]
- Loh, N.H.; Tor, S.B.; Khor, K.A. Production of metal matrix composite part by powder injection molding. J. Mater. Res. Technol. 2001, 108, 398–407. [Google Scholar] [CrossRef]
- Park, J.M.; Han, J.S.; Gal, C.W.; Oh, J.W.; Kim, J.H.; Kate, K.H.; Atre, S.V.; Kim, Y.; Park, S.J. Fabrication of micro-sized piezoelectric structure using powder injection molding with separated mold system. Ceram. Int. 2018, 44, 12709–12716. [Google Scholar] [CrossRef]
- Ramli, M.I.; Sulong, A.B.; Muhamad, N.; Muchtar, A.; Arifin, A.; Foudzi, F.M.; Al-Furjan, M.S.H. Effect of sintering parameters on physical and mechanical properties of powder injection moulded stainless steel-hydroxyapatite composite. PLoS ONE 2018, 13, e0206247. [Google Scholar] [CrossRef] [PubMed]
- Metal Powder Industries Federation. Standard test methods for metal powders and powder metallurgy products; Metal Powder Industries Federation: Princeton, NJ, USA, 2002. [Google Scholar]
- Luo, J.-S.; Yi, Z.-Z.; Xiao, B.; Gao, Y.; Xie, Z.-P.; Li, J.-B.; Huang, Y. Injection molding of ultra-fine zirconia (Y-TZP) powders. J. Ceram. Process. Res. 2006, 7, 14–19. [Google Scholar]
- Supati, R.; Loh, N.H.; Khor, K.A.; Tor, S.B. Mixing and characterization of feedstock for powder injection molding. Mater. Lett. 2000, 46, 109–114. [Google Scholar] [CrossRef]
- Sharmin, K.; Schoegl, I. Optimization of binder removal for ceramic microfabrication via polymer co-extrusion. Ceram. Int. 2014, 40, 3939–3946. [Google Scholar] [CrossRef]
- Hwang, K.S.; Hsieh, Y.M. Comparative study of pore structure evolution during solvent and thermal debinding of powder injection molded parts. Metall. Mater. Trans. 1996, 27, 245–253. [Google Scholar] [CrossRef]
- Heng, S.Y.; Raza, M.R.; Muhamad, N.; Sulong, A.B.; Fayyaz, A. Micro-powder injection molding (µPIM) of tungsten carbide. Int. J. Refract. Met. Hard Mater. 2014, 45, 189–195. [Google Scholar] [CrossRef]
- Yang, W.-W.; Yang, K.-Y.; Wang, M.-C.; Hon, M.-H. Solvent debinding mechanism for alumina injection molded compacts with water-soluble binders. Ceram. Int. 2003, 29, 745–756. [Google Scholar] [CrossRef]
- Nor, N.H.M.; Ismail, M.H.; Husain, H.; Saedon, J.; Yahaya, M.A. Optimizing sintering process to produce highest density of porous Ti-6Al-4V. J. Mech. Eng. 2018, 5, 44–55. [Google Scholar]
- Ramli, M.I.; Sulong, A.B.; Muhamad, N.; Muchtar, A.; Zakaria, M.Y. Effect of sintering on the microstructure and mechanical properties of alloy titanium-wollastonite composite fabricated by powder injection moulding process. Ceram. Int. 2019, 45, 11648–11653. [Google Scholar] [CrossRef]
- Piotter, V. PIM looks for role in the micro world. Met. Powder Rep. 1999, 54, 36–39. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Binders | Chemical Designation | Melting Point (°C) | Decomposition Temperature Range (°C) |
|---|---|---|---|
| LDPE | 109.2 | 397.8–501.4 | |
| Palm stearin | CH3(CH2)14COOH | 49.8 | 355.8–465.9 |
| Melt Temperature (°C) | Mold Temperature (°C) | Injection Pressure (bar) | Holding Pressure (bar) | Injection Time (s) |
|---|---|---|---|---|
| 180 | 140 | 12 | 12 | 7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Basir, A.; Muhamad, N.; Sulong, A.B.; Amin, M.b.M.; Jamadon, N.H.; Radzuan, N.A.M. Micro-Injection Molding and Debinding Behavior of Hydroxyapatite/Zirconia Bi-Materials Fabricated by Two-Component Micro-Powder Injection Molding Process. Materials 2023, 16, 6375. https://doi.org/10.3390/ma16196375
Basir A, Muhamad N, Sulong AB, Amin MbM, Jamadon NH, Radzuan NAM. Micro-Injection Molding and Debinding Behavior of Hydroxyapatite/Zirconia Bi-Materials Fabricated by Two-Component Micro-Powder Injection Molding Process. Materials. 2023; 16(19):6375. https://doi.org/10.3390/ma16196375
Chicago/Turabian StyleBasir, Al, Norhamidi Muhamad, Abu Bakar Sulong, Muhammad bin Mohamed Amin, Nashrah Hani Jamadon, and Nabilah Afiqah Mohd Radzuan. 2023. "Micro-Injection Molding and Debinding Behavior of Hydroxyapatite/Zirconia Bi-Materials Fabricated by Two-Component Micro-Powder Injection Molding Process" Materials 16, no. 19: 6375. https://doi.org/10.3390/ma16196375
APA StyleBasir, A., Muhamad, N., Sulong, A. B., Amin, M. b. M., Jamadon, N. H., & Radzuan, N. A. M. (2023). Micro-Injection Molding and Debinding Behavior of Hydroxyapatite/Zirconia Bi-Materials Fabricated by Two-Component Micro-Powder Injection Molding Process. Materials, 16(19), 6375. https://doi.org/10.3390/ma16196375