
Bitumen Aging—Laboratory Simulation Methods Used in Practice and Selected Directions of Research on New Methods


Abstract
:
1. Introduction
2. Chemical Structure of Bitumen and Effects of Hardening of Binder on the Chemical Composition
3. Laboratory Bitumen Aging Methods
3.1. Short-Term Aging
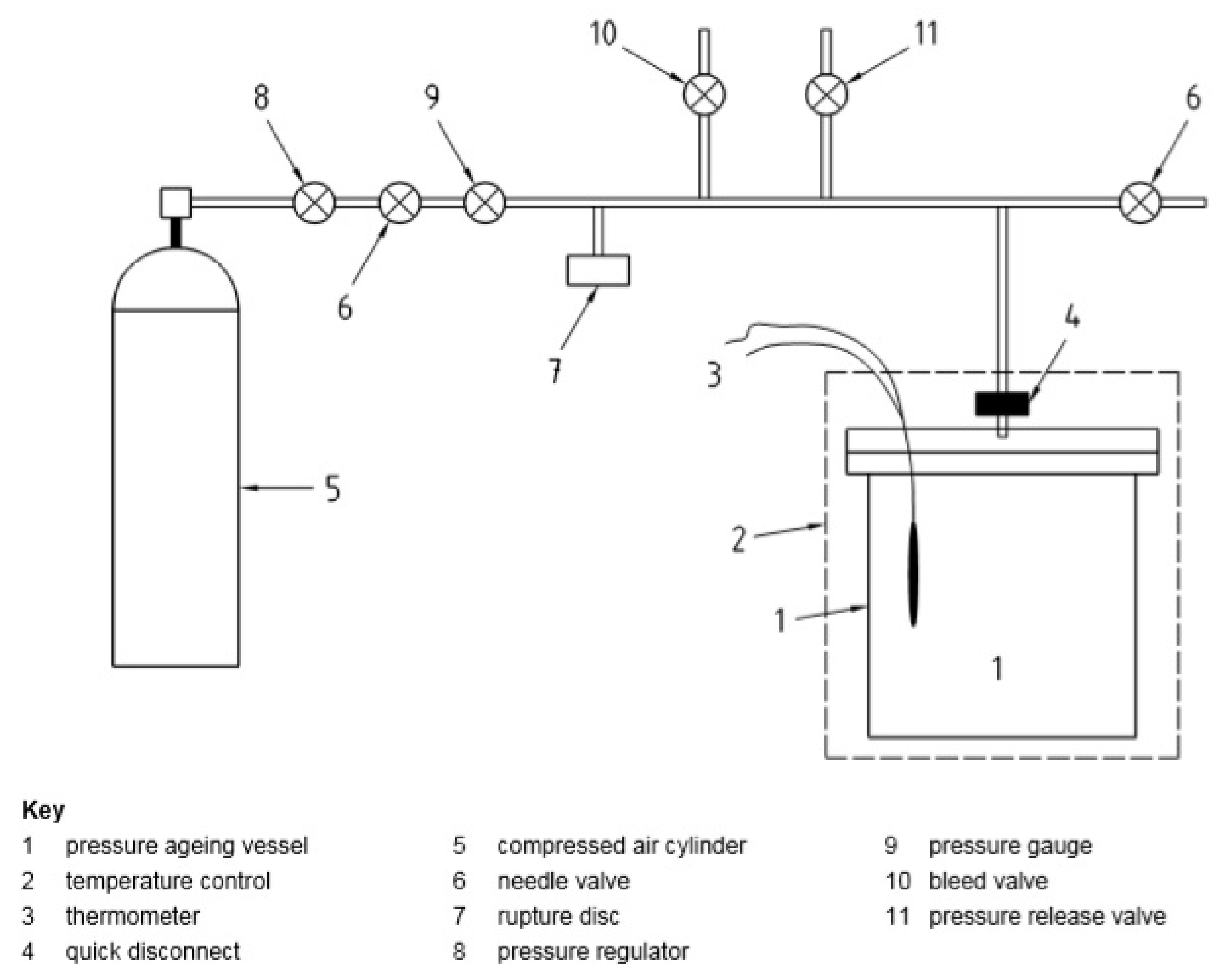
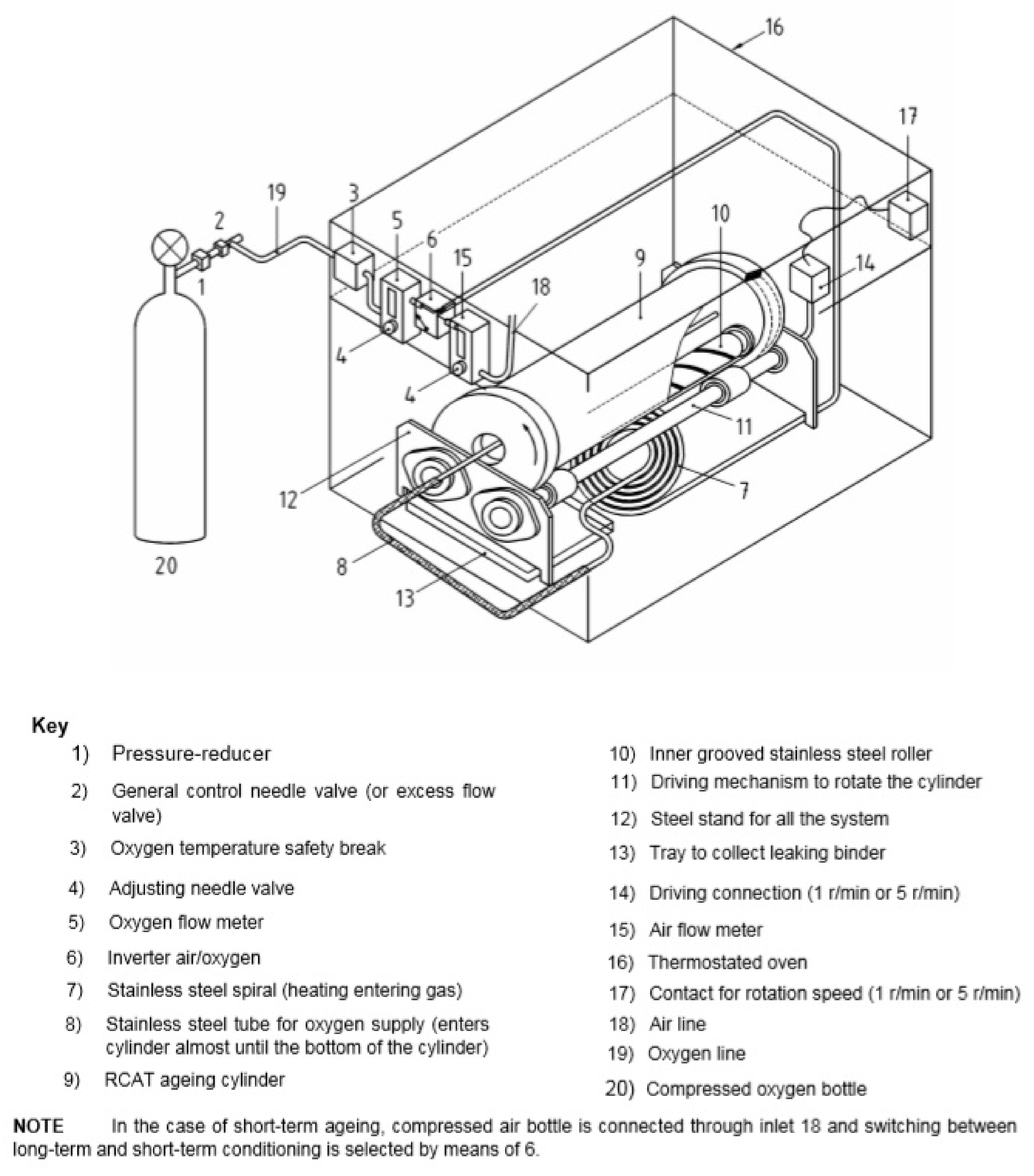
3.2. Long-Term Aging
4. Suggestions for the Future Work
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Generalna Dyrekcja Dróg Krajowych i Autostrad. Kolejny Rok, Kolejne Wyzwania i Cele Do Zrealizowania. Plany GDDKiA Na 2020 Rok. 2020. Available online: https://www.gddkia.gov.pl/pl/a/36283/Kolejny-rok-kolejne-wyzwania-i-cele-do-zrealizowania-Plany-GDDKiA-na-2020-rok (accessed on 31 October 2022).
- Deja, J. Drogi Betonowe—Trwałe i Niezawodne Rozwiązanie. [Paper Presentation]. Kielce, Poland. Available online: https://www.polskicement.pl/wp-content/uploads/2019/07/12_Prezentacja-Podsumowanie-Jan-Deja.pdf (accessed on 20 December 2022).
- Federal Highway Administration. Public Road Length—2018 (1) Miles By Type of Surface and Ownership/Functional System National Summary. 2019. Available online: https://www.fhwa.dot.gov/policyinformation/statistics/2018/hm12.cfm (accessed on 20 December 2022).
- Coons, R.F. An Investigation of the Hardening of Asphalt Recovered from Pavements of Various Ages. [Doctoral dissertation, Georgia Institute of Technology]. Georgia Tech Theses and Dissertations. 1965. Available online: http://hdl.handle.net/1853/20928 (accessed on 20 December 2022).
- Jing, R.; Varveri, A.; Liu, X.; Scarpas, A.; Erkens, S. Laboratory and field aging effect on bitumen chemistry and rheology in porous asphalt mixture. Transp. Res. Rec. 2019, 2673, 365–374. [Google Scholar] [CrossRef] [Green Version]
- Apostolidis, P.; Liu, X.; Kasbergen, C.; Scarpas, A.T. Synthesis of asphalt binder aging and the state of the art of antiaging technologies. Transp. Res. Rec. 2017, 2633, 147–153. [Google Scholar] [CrossRef] [Green Version]
- Lu, X.; Isacsson, U. Effect of ageing on bitumen chemistry and rheology. Constr. Build. Mater. 2002, 16, 15–22. [Google Scholar] [CrossRef]
- Krotz, L.; Giazzi, G. Characterization of Lubricants and Oils by the Thermo Scientific FLASH 2000 Elemental Analyzer. 2000. Available online: https://www.brechbuehler.ch/fileadmin/redacteur/pdf/oea/FLASHSmart/app-notes/AN42230_Characterization_of_polymers (accessed on 20 December 2022).
- ASTM D4124–09; Standard Test Method for Separation of Asphalt into Four Fractions. Annual Book of the ASTM Standards: West Conshohocken, PA, USA, 2009.
- Corbett, L.W. Composition of asphalt based on generic fractionation, using solvent deasphaltening, elution-adsorption chromatography, and densimetric characterization. Anal. Chem. 1969, 41, 576–579. [Google Scholar] [CrossRef]
- Hunter, R.N.; Self, A.; Read, J.; Hobson, E. The Shell Bitumen Handbook; Ice Publishing: London, UK, 2015; Volume 514. [Google Scholar]
- Lesueur, D. The colloidal structure of bitumen: Consequences on the rheology and on the mechanisms of bitumen modification. Adv. Colloid Interface Sci. 2009, 145, 42–82. [Google Scholar] [CrossRef]
- Jones IV, D.R.; Kennedy, T.W. The asphalt model: Results of the SHRP asphalt research program. Transp. Res. Board VTI Rapp. A 1991, 372, 83–90. [Google Scholar]
- Lewis, R.H.; Welborn, J.Y. The Properties of the Residues of 50–60 and 85–100 Penetration Asphalts from Oven Tests and Exposure; Public Roads: Washington, DC, USA, 1941. [Google Scholar]
- Koyun, A.; Büchner, J.; Wistuba, M.P.; Grothe, H. Rheological, spectroscopic and microscopic assessment of asphalt binder ageing. Road Mater. Pavement Des. 2022, 23, 80–97. [Google Scholar] [CrossRef]
- Yang, C.; Zhang, J.; Yang, F.; Cheng, M.; Wang, Y.; Amirkhanian, S.; Xie, J. Multi-scale performance evaluation and correlation analysis of blended asphalt and recycled asphalt mixtures incorporating high RAP content. J. Clean. Prod. 2021, 317, 128278. [Google Scholar] [CrossRef]
- Guzmán, R.; Ancheyta, J.; Trejo, F.; Rodríguez, S. Methods for determining asphaltene stability in crude oils. Fuel 2017, 188, 530–543. [Google Scholar] [CrossRef]
- Lewis, R.H.; Welborn, J.Y. Report on the Properties of the Residues of 50–60 and 85–100 Penetration Asphalts from Oven Tests and Exposure. Proc. Assoc. Asph. Paving Technol. 1940, 11, 86–157. [Google Scholar]
- EN 12607-2; Bitumen and Bituminous Binders—Determination of the Resistance to Hardening under Influence of Heat and Air—Part 2: TFOT Method. European Committee for Standardization: Brussels, Belgium, 2014.
- Hveem, F.N.; Zube, E.; Skog, J. Proposed new tests and specifications for paving grade asphalts. Proc. Assoc. Asph. Paving Technol. 1963, 32, 271–327. [Google Scholar]
- EN 12607-1; Bitumen and Bituminous Binders—Determination of the Resistance to Hardening under Influence of Heat and Air—Part 1: RTFOT Method. European Committee for Standardization: Brussels, Belgium, 2014.
- AASHTO T240; Standard Method of Test for Effect of Heat and Air on a Moving Film of Asphalt Binder (Rolling Thin-Film Oven Test). American Association of State Highway and Transportation Officials: Washington, DC, USA, 2013.
- ASTM D2872-19; Standard Test Method for Effect of Heat and Air on a Moving Film of Asphalt (Rolling Thin-Film Oven Test). ASTM International: West Conshohocken, PA, USA, 2019. Available online: www.astm.org (accessed on 20 December 2022).
- Erkens, S.; Porot, L.; Glaser, R.; Glover, C.J. Aging of bitumen and asphalt concrete: Comparing state of the practice and ongoing developments in the United States and Europe. In TRB 95th Annual Meeting Compendium of Papers; Transportation Research Board (TRB): Washington, DC, USA, 2016. [Google Scholar]
- Bahia, H.U.; Hanson, D.I.; Zeng, M.; Zhai, H.; Khatri, M.A.; Anderson, R.M. Characterization of Modified Asphalt Binders in Superpave Mix Design; No. Project 9-10 FY’96; Transportation Research Board: Washington, DC, USA, 2001. [Google Scholar]
- Shalaby, A. Modelling short-term aging of asphalt binders using the rolling thin film oven test. Can. J. Civ. Eng. 2002, 29, 135–144. [Google Scholar] [CrossRef]
- Erkens, S.; Scarpas, A. Aging of Asphalt Symposium: Delft, the Netherlands September 17th 2014; TU Delft: Delft, The Netherlands, 2015. [Google Scholar]
- DIN 52016; Prüfung bituminöser Bindemittel; Thermische Beanspruchung im rotierenden Kolben. Beuth Verlag GmbH: Berlin, Germany, 1980.
- EN 12607-3; Bitumen and Bituminous Binders—Determination of the Resistance to Hardening under Influence of Heat and Air—Part 3: RFT Method. European Committee for Standardization: Brussels, Belgium, 2014.
- Robertson, R.E.; Branthaver, J.F.; Harnsberger, P.M.; Peterson, J.C.; Dorrence, S.M.; McKay, J.F.; Hansert, A.F. Fundamental Properties of Asphalts and Modified Asphalts, Volume 1; Interpretive Report (No. FHWA-RD-99-212); Federal Highway Administration: McLean, VA, USA, 2001. [Google Scholar]
- Sirin, O.; Shih, C.T.; Tia, M.; Ruth, B.E. Development of a modified Rotavapor apparatus and method for short-term aging of modified asphalts. Transp. Res. Rec. 1998, 1638, 72–81. [Google Scholar] [CrossRef]
- Glover, C.J.; Martin, A.E.; Chowdhury, A.; Han, R.; Prapaitrakul, N.; Jin, X.; Lawrence, J. Evaluation of Binder Aging and Its Influence in Aging of Hot Mix Asphalt Concrete: Literature Review and Experimental Design. Report Number: FHWA/TX-08/0-6009-1. 2009. Available online: https://rosap.ntl.bts.gov/view/dot/16861 (accessed on 20 December 2022).
- Vassiliev, N.Y.; Davison, R.R.; Glover, C.J. Development of a stirred airflow test procedure for short-term aging of asphaltic materials. Transp. Res. Rec. 2002, 1810, 25–32. [Google Scholar] [CrossRef]
- Anderson, D.A.; Bonaquist, R.F. Investigation of Short-Term Laboratory Aging of Neat and Modified Asphalt Binders; Transportation Research Board: Washington, DC, USA, 2012; Volume 709. [Google Scholar] [CrossRef]
- Kennedy, T.W.; Huber, G.A.; Harrigan, E.T.; Cominsky, R.J.; Hughes, C.S.; Von Quintus, H.; Moulthrop, J.S. Superior Performing Asphalt Pavements (Superpave): The Product of the SHRP Asphalt Research Program; National Research Council: Washington, DC, USA, 1994. [Google Scholar]
- AASHTO M320; Standard specification for performance-graded asphalt binder. American Association of State Highway and Transportation Officials: Washington, DC, USA, 2017.
- ASTM D 6521-19; Standard Practice for Accelerated Aging of Asphalt Binder Using a Pressurized Aging Vessel (PAV). ASTM: West Conshohocken, PA, USA, 2019.
- AASHTO R 28; Standard Practice for Accelerated Aging of Asphalt Binder Using a Pressurized Aging Vessel (PAV). American Association of State Highway and Transportation Officials: Washington, DC, USA, 2012.
- EN 14769; Bitumen and Bituminous Binders—Accelerated Long-Term Ageing Conditioning by a Pressure Ageing Vessel (PAV). European Committee for Standardization: Brussels, Belgium, 2012.
- Qin, Q.; Schabron, J.F.; Boysen, R.B.; Farrar, M.J. Field aging effect on chemistry and rheology of asphalt binders and rheological predictions for field aging. Fuel 2014, 121, 86–94. [Google Scholar] [CrossRef]
- Airey, G.D. State of the art report on ageing test methods for bituminous pavement materials. Int. J. Pavement Eng. 2003, 4, 165–176. [Google Scholar] [CrossRef]
- Widyatmoko, I.; Heslop, M.W.; Elliott, R. The viscous to elastic transition temperature and the in situ performance of bituminous and asphaltic materials. J. Inst. Asph. Technol. Asph. Prof. 2005, 14, 3–7. [Google Scholar]
- Verhasselt, A. Short-and long-term ageing of bituminous binders-simulation with the RCAT method. In Proceedings of the Sixth International RILEM Symposium on Performance Testing and Evaluation of Bituminous Materials, Zurich, Switzerland, 14–16 April 2003; pp. 167–173. [Google Scholar]
- EN 15323; Bitumen and Bituminous Binders—Accelerated Long-Term Aging/Conditioning by the Rotating Cylinder Method (RCAT). European Committee for Standardization: Brussels, Belgium, 2007.
- Lu, X.; Soenen, H.; Laukkanen, O.V. Aging of bituminous binders in asphalt pavements and laboratory tests. In Bearing Capacity of Roads, Railways and Airfields; CRC Press/Balkema: Leiden, The Netherlands, 2017; pp. 273–280. [Google Scholar] [CrossRef]
- Kosińska, J.; Boczkaj, G.; Gałęzowska, G.; Podwysocka, J.; Przyjazny, A.; Kamiński, M. Determination of modifier contents in polymer-modified bitumens and in samples collected from the roads using high-performance gel permeation/size-exclusion chromatography. Road Mater. Pavement Des. 2016, 17, 547–562. [Google Scholar] [CrossRef]
- Dasek, O.; Stoklasek, S.; Coufalik, P.; Hyzl, P.; Varaus, M. Thermooxidative properties of bituminous binders in relation to their inner chemical compatibility determined by single point precipitation titration. Road Mater. Pavement Des. 2017, 18, 118–130. [Google Scholar] [CrossRef]
- Giavarini, C. Visbreaker and straight-run bitumens. Fuel 1984, 63, 1515–1517. [Google Scholar] [CrossRef]
- Mazzoni, G.; Bocci, E.; Canestrari, F. Influence of rejuvenators on bitumen ageing in hot recycled asphalt mixtures. J. Traffic Transp. Eng. Engl. Ed. 2018, 5, 157–168. [Google Scholar] [CrossRef]
- Giavarini, C.; Maregrande, S. Characterization studies on visbreaker residues and bitumens. Fuel Sci. Technol. Int. 1989, 7, 1121–1138. [Google Scholar] [CrossRef]
- Muller, J.; Jenkins, K.J. The use of an extended rolling thin film ageing method as an alternative to the pressurised ageing vessel method in the determination of bitumen durability. In Proceedings of the 10th Conference on Asphalt Pavements for Southern Africa, KwaZulu-Natal, South Africa, 11–14 September 2011. 14p. [Google Scholar]
- Steiner, D.; Hofko, B.; Hospodka, M.; Handle, F.; Grothe, H.; Füssl, J.; Blab, R. Towards an optimised lab procedure for long-term oxidative ageing of asphalt mix specimen. Int. J. Pavement Eng. 2016, 17, 471–477. [Google Scholar] [CrossRef]
- Bell, C.A.; AbWahab, Y.; Cristi, M.E.; Sosnovske, D. Selection of Laboratory Aging Procedures for Asphalt-Aggregate Mixtures (No. SHRP-A-383); Strategic Highway Research Program: Washington, DC, USA, 1994. [Google Scholar]
- Poulikakos, L.D.; Falchetto, A.C.; Wistuba, M.P.; Hofko, B.; Porot, L.; Di Benedetto, H. (Eds.) RILEM 252-CMB Symposium: Chemo-Mechanical Characterization of Bituminous Materials; Springer: Berlin/Heidelberg, Germany, 2018; Volume 20. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | Aging Time (min) | Sample Mass (g) | Air Flow (mL/min) | Temperature (°C) | Remarks |
|---|---|---|---|---|---|
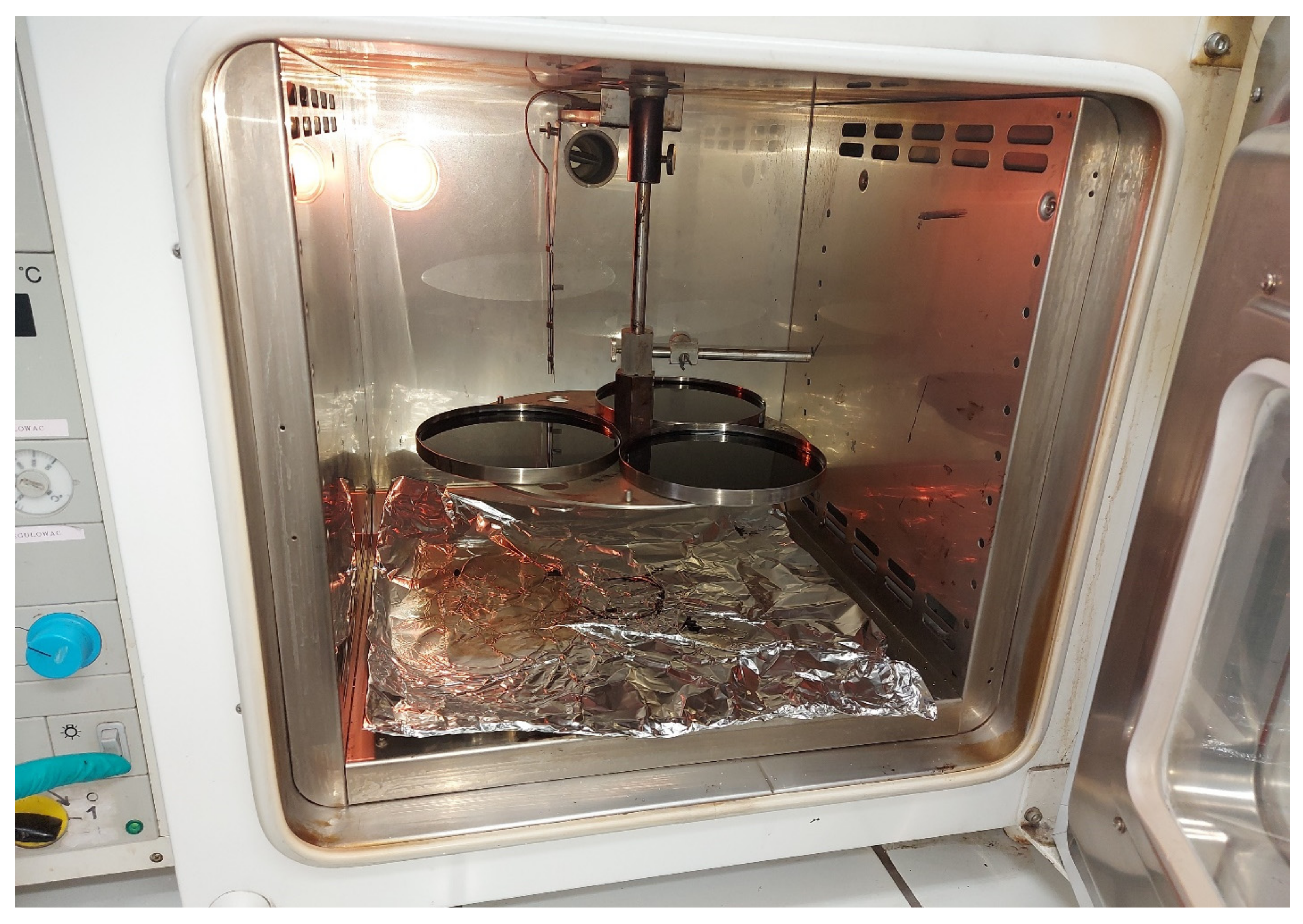
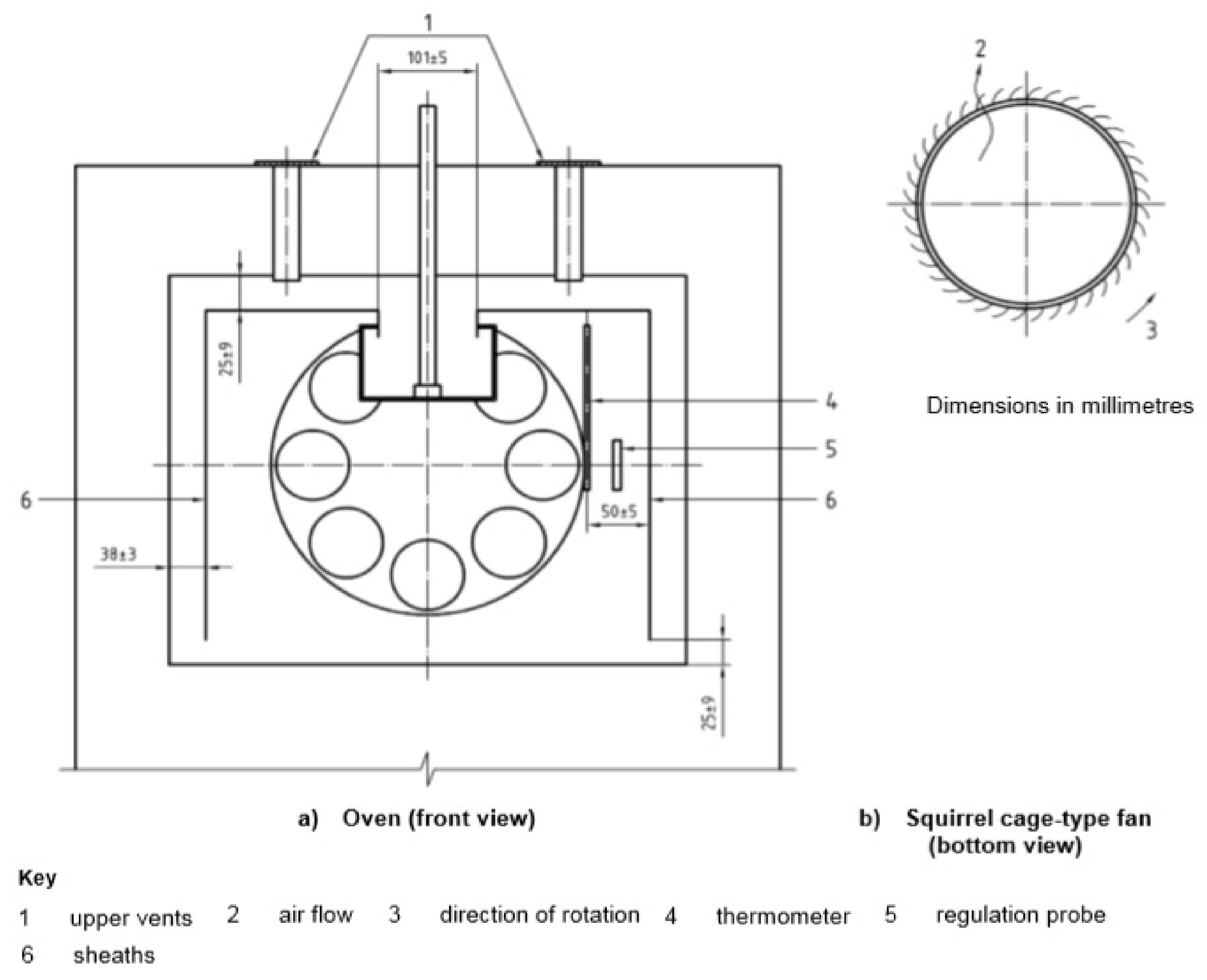
| TFOT | 300 | 50 | Without forced circulation | 163 | Currently used for soft paving grade bitumen, i.e., V6000 acc. To EN 12591 |
| RTFOT | 75 | 35 (8 × 35 g = 280 g) | 4000 | 163 | According to AASHTO T240, aging time is 85 min |
| RFT | 150 | 100 | 500 | 165 |
| Parameter | Iranian Heavy Crude Oil | Kirkuk Crude Oil | ||
|---|---|---|---|---|
| Vacuum Residue | Visbreaking Residue | Vacuum Residue | Visbreaking Residue | |
| Harom. | 5.40 | 7.50 (+ 38.8%) | 5.20 | 7.90 (+ 51.9%) |
| Carom. | 25.00 | 31.00 (+ 24%) | 23.50 | 31.00 (+ 31.9%) |
| Method | Aging Time (h) | Sample Mass (g) | Gas Flow Rate (mL/min) | Temperature (°C) | Pressure (mPa) | Remarks |
|---|---|---|---|---|---|---|
| PAV | 20 | 500 (10 × 50 g) | Air is used without forced flow | 90–110 °C | 2.07 | 110 °C is used to simulate, e.g., desert conditions |
| RCAT | 140 | 525–550 | Oxygen 4500 mL/min | Typical 90 °C, max 100 °C | 0.1 | Cylinder rotations 1 rpm |
| PAV (HIPAT) | 65 | 500–50 (10 × 50 g) | Air is used without forced flow | 85 °C | 2.07 | If 85 °C is used, the time should be extended to 65 h. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Czajkowski, P.; Przyjazny, A.; Boczkaj, G. Bitumen Aging—Laboratory Simulation Methods Used in Practice and Selected Directions of Research on New Methods. Materials 2023, 16, 853. https://doi.org/10.3390/ma16020853
Czajkowski P, Przyjazny A, Boczkaj G. Bitumen Aging—Laboratory Simulation Methods Used in Practice and Selected Directions of Research on New Methods. Materials. 2023; 16(2):853. https://doi.org/10.3390/ma16020853
Chicago/Turabian StyleCzajkowski, Paweł, Andrzej Przyjazny, and Grzegorz Boczkaj. 2023. "Bitumen Aging—Laboratory Simulation Methods Used in Practice and Selected Directions of Research on New Methods" Materials 16, no. 2: 853. https://doi.org/10.3390/ma16020853