
Environmentally Friendly Masonry Mortar Blended with Fly Ash, Corn Cob Ash or Ceramic Waste Powder

 ,
,  ,
,  ,
, 
 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.3. Mixing and Proportioning of Mortars
3. Test Results and Discussion
3.1. Mortar Properties
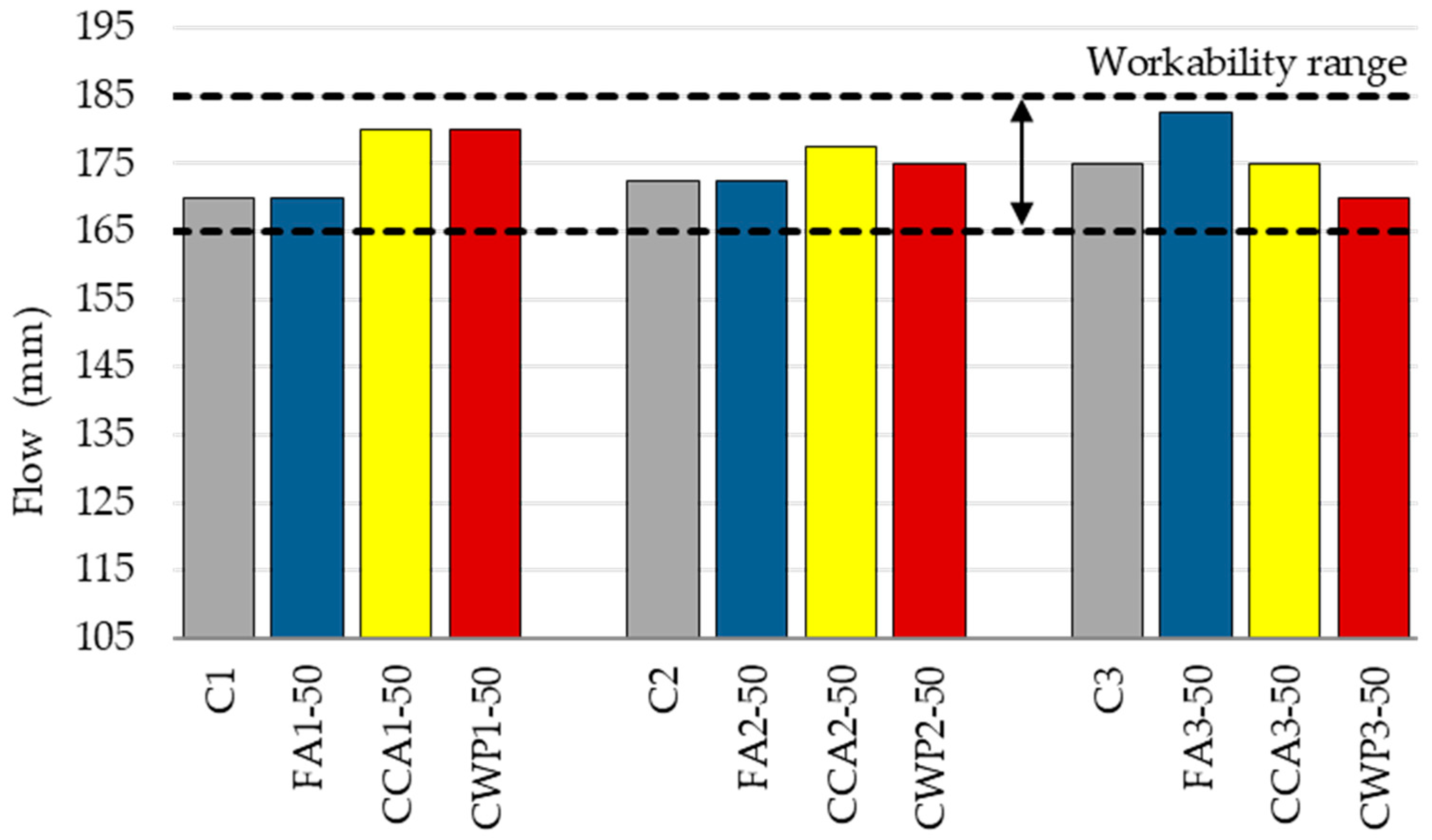
3.1.1. Workability of Fresh Mortar
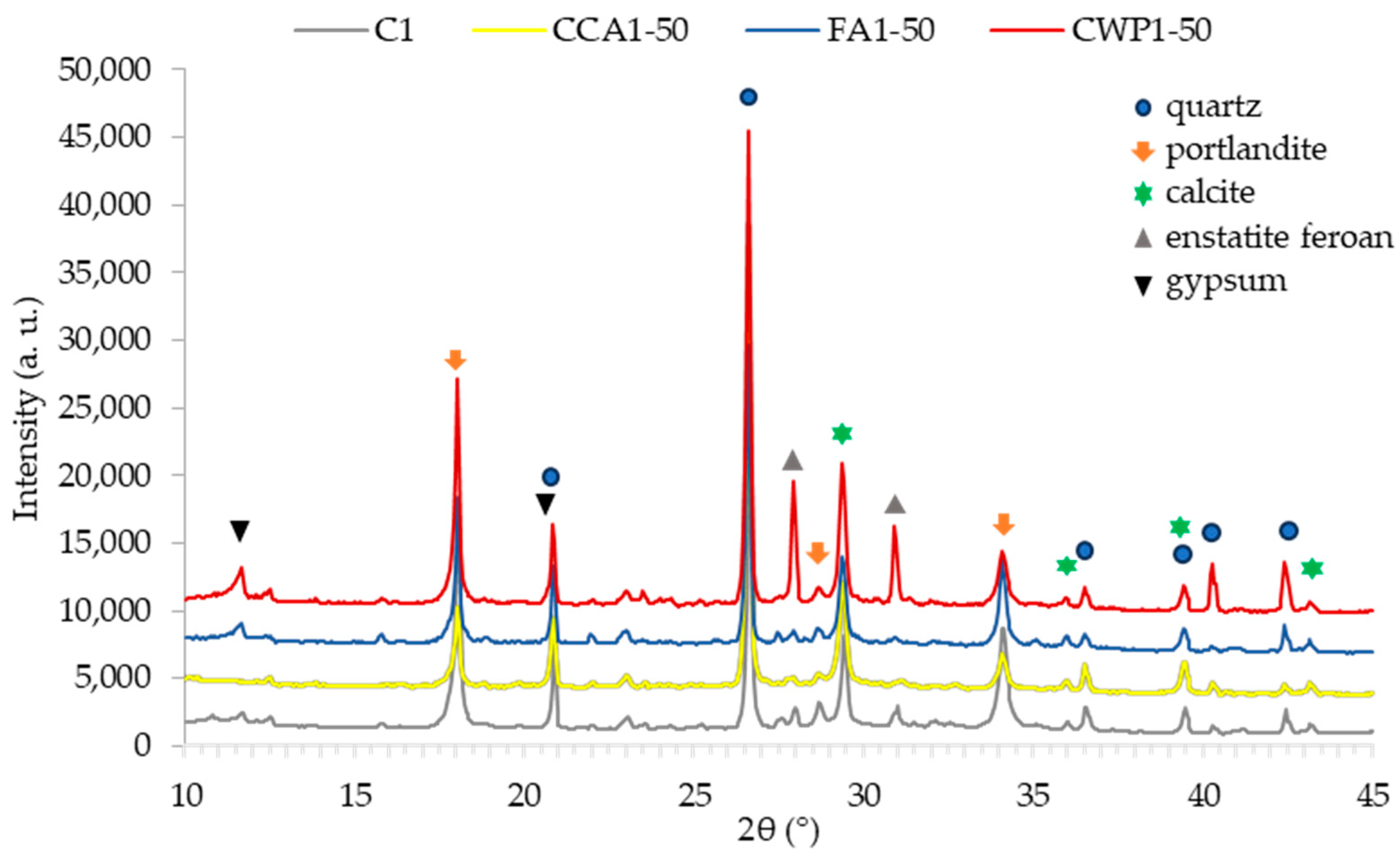
3.1.2. X-ray Powder Diffraction Technique Analysis
3.1.3. Flexural Strength of Mortar
3.1.4. Compressive Strength of Mortar and Achieved Class
3.1.5. Dry Bulk Density of Mortar
3.1.6. Capillary Water Absorption
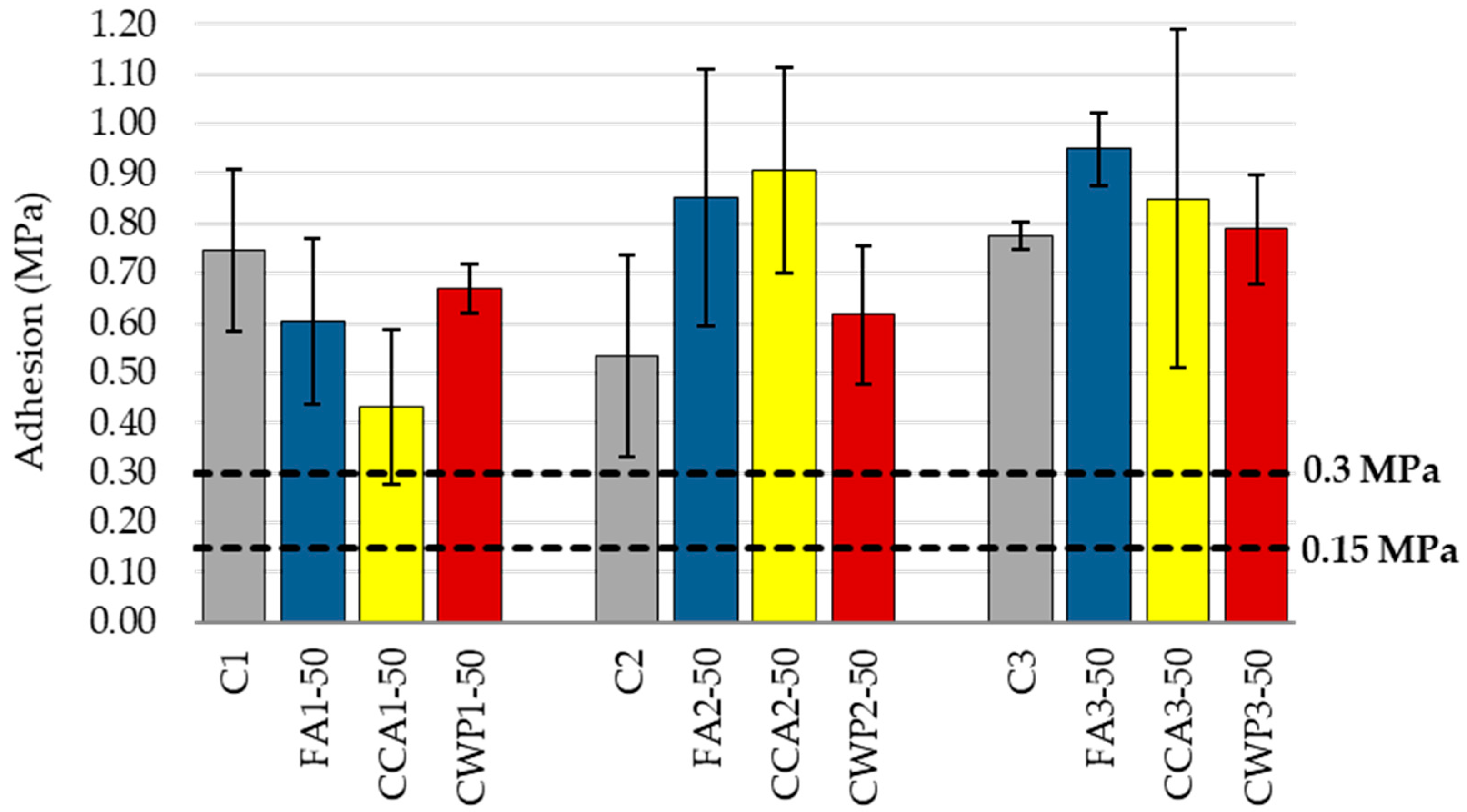
3.1.7. Adhesive Strength of Mortar
3.1.8. Water Vapor Permeability
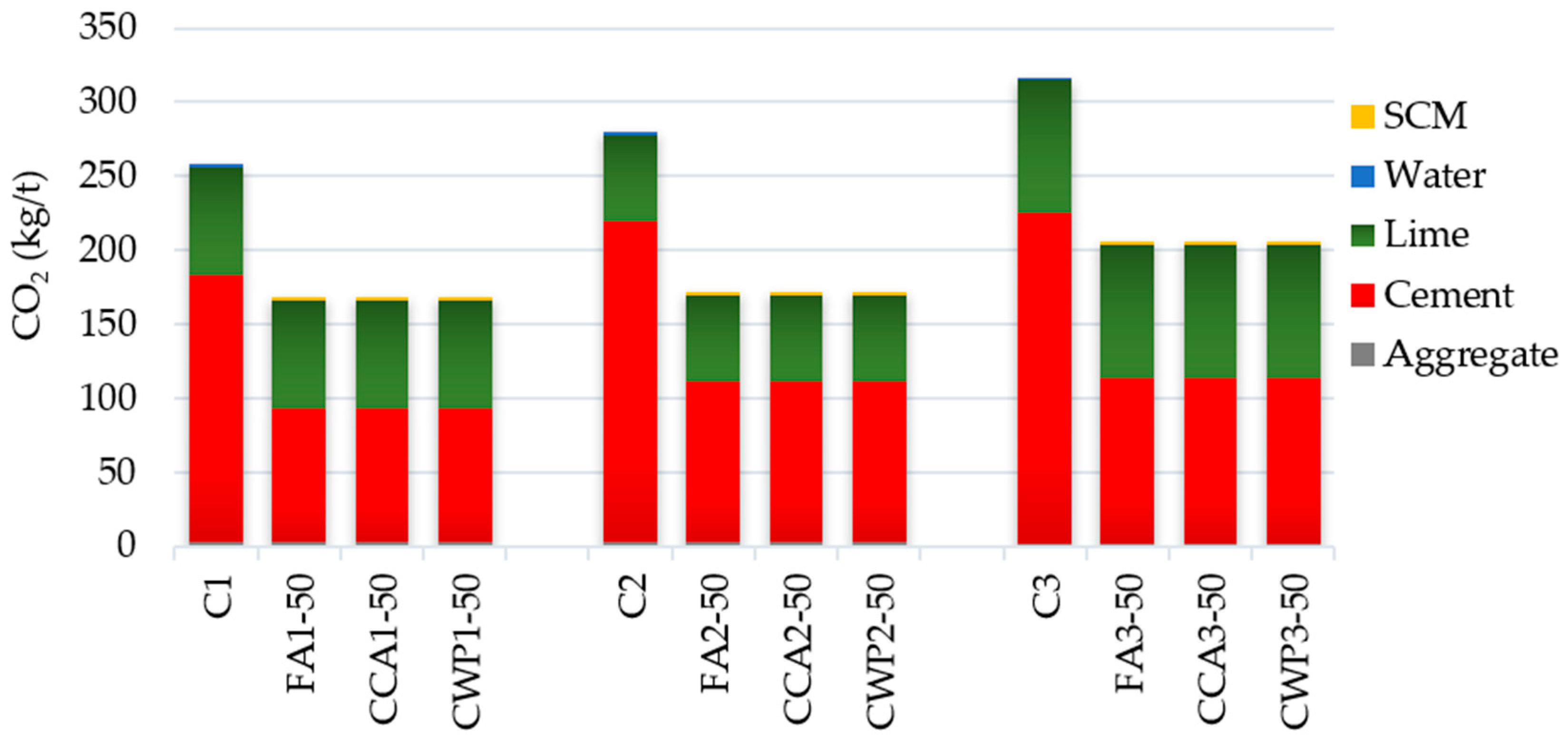
3.2. Environmental Impact
3.3. Cost Efficiency
4. Performance Index
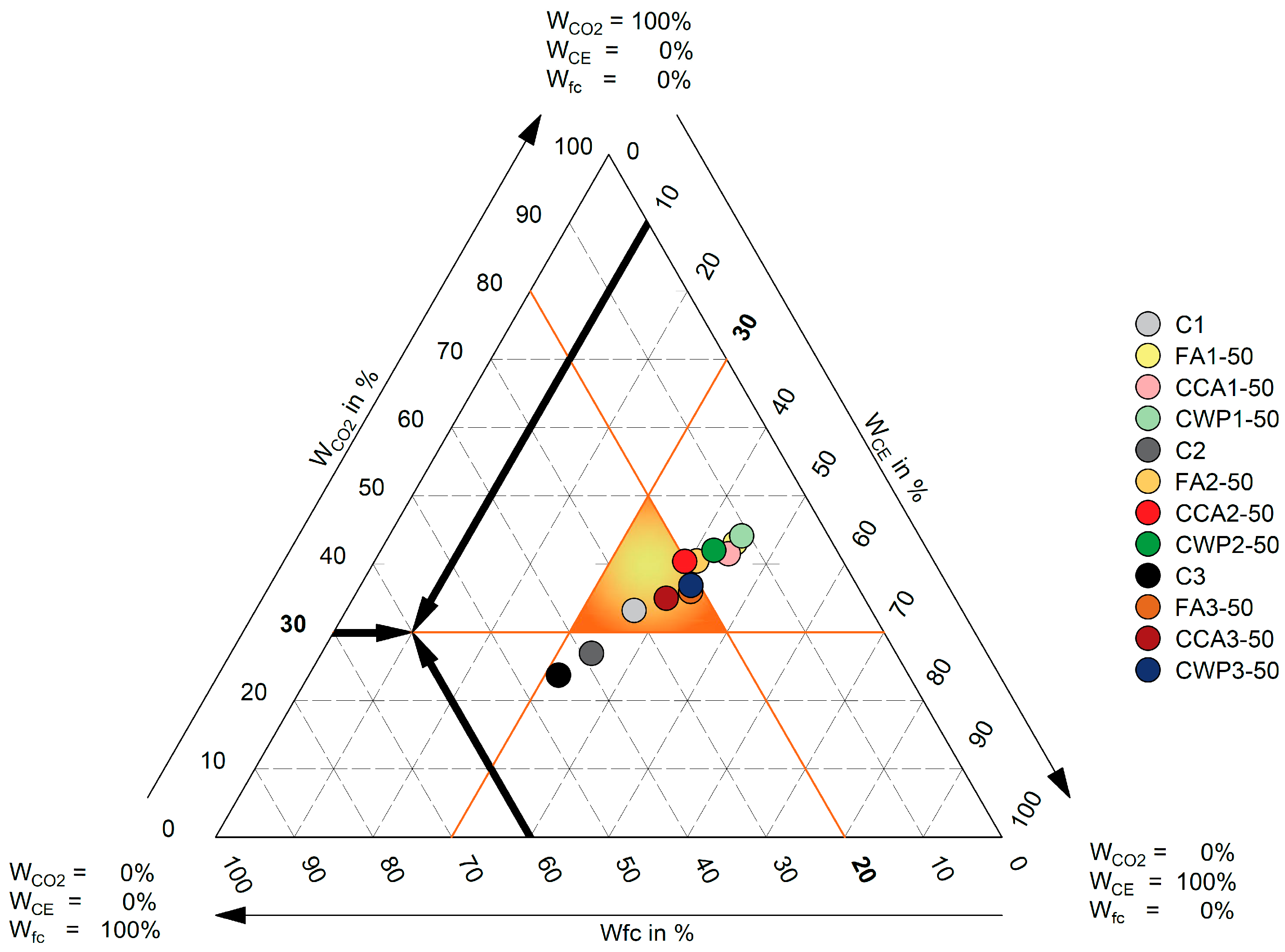
5. Weighting Triangle
6. Conclusions
- The determination of the chemical composition of FA and finely ground CCA and CWP indicated a relatively high content of amorphous silica, which positively influenced the pozzolanic activity and manifested itself in high activity index values of these SCMs.
- All SCMs, as conventional pozzolanic materials, required more water to ensure that the necessary workability can be attained when used as partial cement replacement materials in masonry mortar.
- Considering the attained compressive strength, all blended mortars with mix ratios of 1:1:4 and 1:0.7:4.2 satisfied the criterion for structural application, while the blended mortars produced with the ratio of 1:1:5 met the requirement for non-load-bearing masonry elements.
- Due to the increased w/b, the capillary water absorption of blended mortar rose to a significant extent. Despite this trend, all mixes had capillary water absorption coefficient values within the permissible range for the W2 category.
- All mixtures complied with the necessary adhesive strength limit for masonry mortar, exceeding the minimum value of 0.15 MPa.
- The integration of the tested SCMs can lead to a notable reduction in the carbon footprint of the construction process, amounting to approximately 30% less that of the conventional cement–lime mortar. When considering the annual masonry mortar production in the province of Vojvodina, Serbia, the substitution of cement with the specified waste materials presents a substantial opportunity for the mitigation of carbon dioxide emissions, estimated at around 41,500 tons. Additionally, an enhanced cost-efficiency of approximately 25% may be realized in this context. In light of the concept of the performance index and the weighting triangle, the blended mortars CCA2-50, FA3-50, CCA3-50 and CWP3-50 can be deemed to have satisfactory mechanical properties and a favorable environmental influence.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Marinković, S.; Carević, V.; Dragaš, J. The role of service life in Life Cycle Assessment of concrete structures. J. Clean. Prod. 2021, 290, 125610. [Google Scholar] [CrossRef]
- Liu, Z.; Takasu, K.; Koyamada, H.; Suyama, H. A study on engineering properties and environmental impact of sustainable concrete with fly ash or GGBS. Constr. Build. Mater. 2022, 316, 125776. [Google Scholar] [CrossRef]
- Raza, S.; Orooji, Y.; Ghasali, E.; Hayat, A.; Maleh, H.K.; Lin, H. Engineering approaches for CO2 converting to biomass coupled with nanobiomaterials as biomediated towards circular bioeconomy. J. CO2 Util. 2023, 67, 102295. [Google Scholar] [CrossRef]
- Raza, S.; Ghasali, E.; Raza, M.; Chen, C.; Bisheng, L.; Orooji, Y.; Lin, H.; Karaman, C.; Maleh, H.K.; Erk, N. Advances in technology and utilization of natural resources for achieving carbon neutrality and a sustainable solution to neutral environment. Environ. Res. 2023, 220, 115135. [Google Scholar] [PubMed]
- Šupić, S.; Malešev, M.; Radonjanin, V.; Bulatović, V.; Milović, T. Reactivity and Pozzolanic Properties of Biomass Ashes Generated by Wheat and Soybean Straw Combustion. Materials 2021, 14, 1004. [Google Scholar] [CrossRef] [PubMed]
- Zhai, J.; Burke, I.T.; Stewart, D.I. Beneficial management of biomass combustion ashes. Renew. Sustain. Energy Rev. 2021, 151, 111555. [Google Scholar]
- Pantić, V.; Šupić, S.; Vučinić-Vasić, M.; Nemeš, T.; Malešev, M.; Lukić, I.; Radonjanin, V. Effects of Grinding Methods and Water-to-Binder Ratio on the Properties of Cement Mortars Blended with Biomass Ash and Ceramic Powder. Materials 2023, 16, 2443. [Google Scholar] [CrossRef] [PubMed]
- Chen, X.; Zhang, D.; Cheng, S.; Xu, X.; Zhao, C.; Wang, X.; Wu, Q.; Bai, X. Sustainable reuse of ceramic waste powder as a supplementary cementitious material in recycled aggregate concrete: Mechanical properties, durability and microstructure assessment. J. Build. Eng. 2022, 52, 104418. [Google Scholar] [CrossRef]
- Reig, L.; Soriano, L.; Borrachero, M.V.; Monzo, J.M.; Paya, J. Potential use of ceramic sanitary ware waste as pozzolanic material. Boletín Soc. Española Cerámica Vidr. 2022, 61, 611–621. [Google Scholar] [CrossRef]
- Šupić, S.; Malešev, M.; Radonjanin, V.; Pantić, V.; Lukić, I.; Bulatović, V. Characterization of harvest residues ashes and ceramic waste powders originating from Vojvodina as potential supplementary cementitious materials. Build. Mater. Struct. 2022, 65, 155–166. [Google Scholar] [CrossRef]
- Bing, L.; Ma, M.; Liu, L.; Wang, J.; Niu, L.; Xi, F. An investigation of the global uptake of CO2 by lime from 1930 to 2020. Earth Syst. Sci. Data 2023, 15, 2431–2444. [Google Scholar] [CrossRef]
- Nayak, D.K.N.; Abhilash, P.P.; Singh, R.; Kumar, R.; Kumar, V. Fly ash for sustainable construction: A review of fly ash concrete and its beneficial use case studies. Clean. Mater. 2022, 6, 100143. [Google Scholar]
- Olatoyan, O.J.; Kareem, M.A.; Adebanjo, A.U.; Olawale, S.O.A.; Alao, K.T. Potential use of biomass ash as a sustainable alternative for fly ash in concrete production: A review. Hybrid Adv. 2023, 4, 100076. [Google Scholar] [CrossRef]
- Șerbănoiu, A.A.; Grădinaru, C.M.; Muntean, R.; Cimpoeșu, N.; Șerbănoiu, B.V. Corn Cob Ash versus Sunflower Stalk Ash, Two Sustainable Raw Materials in an Analysis of Their Effects on the Concrete Properties. Materials 2022, 15, 868. [Google Scholar] [CrossRef] [PubMed]
- Fava, G.; Naik, T.R.; Pierpaoli, M. Compressive Strength and Leaching Behavior of Mortars with Biomass Ash. Recycling 2018, 3, 46. [Google Scholar] [CrossRef]
- Lam, M.N.T.; Nguyen, D.T.; Nguyen, D.L. Potential use of clay brick waste powder and ceramic waste aggregate in mortar. Constr. Build. Mater. 2021, 313, 125516. [Google Scholar] [CrossRef]
- Brekailo, F.; Pereira, E.; Pereira, E.; Farias, M.; Medeiros-Junior, R.A. Red ceramic and concrete waste as replacement of portland cement: Microstructure aspect of eco-mortar in external sulfate attack. Clean. Mater. 2022, 3, 100034. [Google Scholar] [CrossRef]
- Murthi, P.; Poongodi, K.; Kottiswaran, N. Influence of waste brick powder on properties of masonry mortar and its impact on the masonry strength. IOP Conf. Ser. Mater. Sci. Eng. 2020, 1006, 012025. [Google Scholar] [CrossRef]
- Ohemeng, E.A.; Naghizadeh, A. Alternative cleaner production of masonry mortar from fly ash and waste concrete powder. Constr. Build. Mater. 2023, 374, 130859. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Eslami, A.; Hajirasouliha, I.; Ramezanpour, M.; Pilakoutas, K. Effect of ceramic waste powder as a binder replacement on the properties of cement- and lime-based mortars. Constr. Build. Mater. 2023, 379, 131–146. [Google Scholar] [CrossRef]
- Nayaka, R.; Alengaram, U.J.; Jumaat, M.Z.; Yusoff, S.B.; Alnahhal, M.F. High volume cement replacement by environmental friendly industrial by-product palm oil clinker powder in cement—Lime masonry mortar. J. Clean. Prod. 2018, 190, 272–284. [Google Scholar] [CrossRef]
- Nayaka, R.; Alengaram, U.J.; Jumaat, M.Z.; Yusoff, S.B. Microstructural investigation and durability performance of high volume industrial by-products-based masonry mortars. Constr. Build. Mater. 2018, 189, 906–923. [Google Scholar] [CrossRef]
- Šupić, S.; Bulatović, V.; Malešev, M.; Radonjanin, V.; Lukić, I. Sustainable Masonry Mortars with Fly Ash, Blast Furnace Granulated Slag and Wheat Straw Ash. Sustainability 2021, 13, 12245. [Google Scholar] [CrossRef]
- EN 1015-2; Methods of Test for Mortar for Masonry; Part 2: Bulk Sampling of Mortars and Preparation of Test Mortars. Institute for Standardization of Serbia: Belgrade, Serbia, 2008.
- EN 196-2; Method of Testing Cement; Part 2. Chemical Analysis of Cement. Institute for Standardization of Serbia: Belgrade, Serbia, 2015.
- ISO 29581-2; Cement-Test Methods; Part 2. Chemical Analysis by X-ray Fluorescence. Institute for Standardization of Serbia: Belgrade, Serbia, 2010.
- SRPS B.C1.018; Non-Metallic Mineral Raws, Pozzolanic Materials, Constituents for Cement Production Classification, Technical Conditions and Test Methods. Institute for Standardization of Serbia: Belgrade, Serbia, 2015.
- EN 450-1; Fly Ash for Concrete; Part 1. Definition, Specifications and Conformity Criteria. Institute for Standardization of Serbia: Belgrade, Serbia, 2014.
- EN 196-1; Methods of Testing Cement; Part 1. Determination of Strength. Institute for Standardization of Serbia: Belgrade, Serbia, 2017.
- EN 998-2; Specification for Mortar for Masonry; Part 2: Masonry Mortar. Institute for Standardization of Serbia: Belgrade, Serbia, 2017.
- EN 1015-11; Methods of Test for Mortar for Masonry; Part 11: Determination of Flexural and Compressive Strength of Hardened Mortar. Institute for Standardization of Serbia: Belgrade, Serbia, 2019.
- EN 1015-3; Methods of Test for Mortar for Masonry; Part 3: Determination of Consistence of Fresh Mortar (by Flow Table). Institute for Standardization of Serbia: Belgrade, Serbia, 2008.
- EN 1015-18; Methods of Test for Mortar for Masonry; Part 18: Determination of Water Absorption Coefficient due to Capillary Action of Hardened Mortar. Institute for Standardization of Serbia: Belgrade, Serbia, 2008.
- EN 1015-10; Methods of Test for Mortar for Masonry; Part 10: Determination of Dry Bulk Density of Hardened Mortar. Institute for Standardization of Serbia: Belgrade, Serbia, 2008.
- EN 1015-12; Methods of Test for Mortar for Masonry; Part 12: Determination of Adhesive Strength of Hardened Rendering and Plastering Mortars on Substrates. Institute for Standardization of Serbia: Belgrade, Serbia, 2016.
- EN 1015-19; Methods of Test for Mortar for Masonry; Part 19: Determination of Water Vapor Permeability of Hardened Rendering and Plastering Mortars. Institute for Standardization of Serbia: Belgrade, Serbia, 2008.
- Ahmad, J.; Arbili, M.M.; Alabduljabbar, H.; Deifalla, A.F. Concrete made with partially substitution corn cob ash: A review. Case Stud. Constr. Mater. 2023, 18, e02100. [Google Scholar] [CrossRef]
- Olafusi, O.S.; Adewuyi, A.P.; Sadiq, O.M.; Adisa, A.F.; Abiola, O.S. Rheological and Mechanical Characteristics of Self-compacting Concrete Containing Corncob Ash. J. Eng. Res. 2017, 22, 72–85. [Google Scholar]
- Adesanya, D.A.; Raheem, A.A. A study of the workability and compressive strength characteristics of corn cob ash blended cement concrete. Constr. Build. Mater. 2009, 23, 311–317. [Google Scholar] [CrossRef]
- Torres, I.; Matias, G.; Faria, P. Natural hydraulic lime mortars—The effect of ceramic residues on physical and mechanical behaviour. J. Build. Eng. 2020, 32, 101747. [Google Scholar] [CrossRef]
- Zhang, G.-Y.; Ahn, Y.-H.; Lin, R.-S.; Wang, X.-Y. Effect of Waste Ceramic Powder on Properties of Alkali-Activated Blast Furnace Slag Paste and Mortar. Polymers 2021, 13, 2817. [Google Scholar] [CrossRef]
- Rahhal, V.F.; Trezza, M.A.; Tironi, A.; Castellano, C.C.; Pavlíková, M.; Pokorný, J.; Irassar, E.F.; Jankovský, O.; Pavlík, Z. Complex Characterization and Behavior of Waste Fired Brick Powder-Portland Cement System. Materials 2019, 12, 1650. [Google Scholar] [CrossRef]
- Kurda, R.; Brito, J.; Silvestre, J.D. Influence of recycled aggregates and high contents of fly ash on concrete fresh properties. Cem. Concr. Compos. 2017, 84, 198–213. [Google Scholar] [CrossRef]
- Ikotun, B.D.; Fanourakis, G.C.; Bhardwaj, S.M. The effect of fly ash, β-cyclodextrin and fly ash-β-cyclodextrin composites on concrete workability and strength. Cem. Concr. Compos. 2017, 78, 1–12. [Google Scholar] [CrossRef]
- Fantu, T.; Alemayehu, G.; Kebede, G.; Abebe, Y.; Selvaraj, S.K.; Paramasivam, V. Experimental investigation of compressive strength for fly ash on high strength concrete C-55 grade. Mater. Today Proc. 2021, 46, 7507–7517. [Google Scholar] [CrossRef]
- Nguyen, T.B.T.; Saengsoy, W.; Tangtermsirikul, S. Effect of initial moisture of wet fly ash on the workability and compressive strength of mortar and concrete. Constr. Build. Mater. 2018, 183, 408–416. [Google Scholar] [CrossRef]
- Hollanders, S.; Adriaens, R.; Skibsted, J.; Cizer, O.; Elsen, J. Pozzolanic reactivity of pure calcined clays. Appl. Clay Sci. 2016, 132, 552–560. [Google Scholar] [CrossRef]
- Zhang, L.; Ding, D.; Zhao, J.; Zhou, G.; Wang, Z. Mixture Design and Mechanical Properties of Recycled Mortar and Fully Recycled Aggregate Concrete Incorporated with Fly Ash. Materials 2022, 15, 8143. [Google Scholar] [CrossRef] [PubMed]
- Ohemeng, E.A.; Ekolu, S.O.; Quainoo, H.; Naghizadeh, A. Economical and eco-friendly masonry mortar containing waste concrete powder as a supplementary cementitious material. Case Stud. Constr. Mater. 2022, 17, e01527. [Google Scholar] [CrossRef]
- Lertwattanaruk, P.; Makul, N.; Siripattarapravat, C. Utilization of ground waste seashells in cement mortars for masonry and plastering. J. Environ. Manag. 2012, 111, 133–141. [Google Scholar] [CrossRef] [PubMed]
- EN 206; Concrete-Specification, Performance, Production and Conformity. Institute for Standardization of Serbia: Belgrade, Serbia, 2021.
- Malešev, M.; Radonjanin, V.; Draganić, S.; Šupić, S.; Laban, M. Influence of fly ash and decreasing water-powder ratio on performance of recycled aggregate concrete. Građevinar J. Croat. Assoc. Civ. Eng. 2017, 69, 811–820. [Google Scholar]
- Saha, A.K. Effect of class F fly ash on the durability properties of concrete. Sustain. Environ. Res. 2018, 28, 25–31. [Google Scholar] [CrossRef]
- Milović, T.; Šupić, S.; Malešev, M.; Radonjanin, V. The Effects of Natural Zeolite as Fly Ash Alternative on Frost Resistance and Shrinkage of Blended Cement Mortars. Sustainability 2022, 14, 2736. [Google Scholar] [CrossRef]
- Cordeiro, G.C.; Filho, R.D.T.; Tavares, L.M.; Fairbairn, E.M.R. Pozzolanic activity and filler effect of sugar cane bagasse ash in Portland cement and lime mortars. Cem. Concr. Compos. 2018, 30, 410–418. [Google Scholar] [CrossRef]
- Gołaszewska, M.; Gołaszewski, J.; Bochen, J.; Cygan, G. Comparative Study of Effects of Air-Entraining Plasticizing Admixture and Lime on Physical and Mechanical Properties of Masonry Mortars and Plasters. Materials 2022, 15, 2583. [Google Scholar] [CrossRef] [PubMed]
- Dvorkin, L.; Duży, P.; Brudny, K.; Choińska, M.; Korniejenko, K. Adhesive Strength of Modified Cement–Ash Mortars. Energies 2022, 15, 4229. [Google Scholar] [CrossRef]
- Silva, B.A.; Ferreira Pinto, A.P.; Gomes, A. Influence of natural hydraulic lime content on the properties of aerial lime-based mortars. Constr. Build. Mater. 2014, 72, 208–218. [Google Scholar] [CrossRef]
- Ducman, V.; Mirtič, B. Water vapour permeability of lightweight concrete prepared with different types of lightweight aggregates. Constr. Build. Mater. 2014, 68, 314–319. [Google Scholar] [CrossRef]
- Togkalidou, M.T.; Karoglou, A.; Bakolas, A.; Giakoumaki, A.; Moropoulou, A. Correlation of water vapor permeability with microstructure characteristics of building materials using robust chemometrics. Transp. Porous Media 2013, 99, 273–295. [Google Scholar] [CrossRef]
- EN 998-1; Specification for Mortar for Masonry—Part 1: Rendering and Plastering Mortar. Institute for Standardization of Serbia: Belgrade, Serbia, 2017.
- Martínez-García, R.; Jagadesh, P.; Zaid, O.; Șerbănoiu, A.A.; Fraile-Fernández, F.J.; de Prado-Gil, J.; Qaidi, S.M.A.; Grădinaru, C.M. The Present State of the Use of Waste Wood Ash as an Eco-Efficient Construction Material: A Review. Materials 2022, 15, 5349. [Google Scholar] [CrossRef] [PubMed]
- Sun, C.; Chen, L.; Xiao, J.; Liu, Q.; Zuo, J. Low-Carbon and Fundamental Properties of Eco-Efficient Mortar with Recycled Powders. Materials 2021, 14, 7503. [Google Scholar] [CrossRef]
- Chen, D.; Zhang, P.; Pan, T.; Liao, Y.; Zhao, H. Evaluation of the eco-friendly crushed waste oyster shell mortars containing supplementary cementitious materials. J. Clean. Prod. 2019, 237, 117811. [Google Scholar] [CrossRef]
- Liu, Z.; Chin, C.S.; Xia, J.; Lu, J.; Wang, X. Exploring the sustainability of concrete with fly ash, recycled coarse aggregate and biomineralisation method by life cycle assessment. J. Clean. Prod. 2023, 406, 137077. [Google Scholar] [CrossRef]
- Das, P.; Cheela, V.R.S.; Mistri, A.; Chakraborty, S.; Dubey, B.; Barai, S.V. Performance assessment and life cycle analysis of concrete containing ferrochrome slag and fly ash as replacement materials—A circular approach. Constr. Build. Mater. 2022, 347, 128609. [Google Scholar] [CrossRef]
- Lukić, I.; Malešev, M.; Radonjanin, V.; Bulatović, V.; Dražić, J. Comparative LCA analysis of ordinary concrete beams and structural lightweight concrete beams. Build. Mater. Struct. 2013, 56, 3–17. [Google Scholar]
- Hammond, G.; Jones, C. Embodied Carbon: The Inventory of Carbon and Energy (ICE). A BSRIA Guide; University of Barh: Barh, UK, 2008. [Google Scholar]
- Kayali, O.; Ahmed, M.S. Assessment of high volume replacement fly ash concrete—Concept of performance index. Constr. Build. Mater. 2013, 39, 71–76. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| FA | CCA | CWP | |
|---|---|---|---|
| Loss of ignition at 950 °C | 1.50 | 2.40 | 3.3 |
| SiO2, % | 53.64 | 45.76 | 60.86 |
| Al2O3, % | 25.74 | 5.91 | 16.38 |
| Fe2O3, % | 7.36 | 3.37 | 6.81 |
| Na2O, % | 0.30 | 0.00 | 0.77 |
| K2O, % | 1.48 | 13.10 | 2.39 |
| MgO, % | 3.09 | 8.30 | 3.89 |
| CaO, % | 7.15 | 14.08 | 9.38 |
| SO3, % | 2.75 | 1.26 | 0.80 |
| P2O5, % | 0.06 | 2.81 | 0.14 |
| Content Cl−, % | <0.01 | 0.50 | 0.002 |
| Reactive SiO2, % | 48.16 | 38.21 | 50.26 |
| Criteria | Standard | FA | CCA | CWP | |
|---|---|---|---|---|---|
| Specific gravity (g/cm3) | / | EN 196-6 | 2.046 | 2.494 | 2.633 |
| Specific surface area (cm2/g) | / | EN 196-6 | 6159 | 6834 | 4809 |
| Fineness (%) | ≤12% (S) ≤40% (N) | EN 933-10 EN 450-1 | 0.80 Category S | 1.6 Category S | 3.30 Category S |
| Pozzolanic activity | Class 5 fcs ≥ 5 MPa ffl ≥ 2 MPa Class 10 fcs ≥ 10 MPa ffl ≥ 3 MPa | SRPS B.C1.018 | Class 10 | Class 5 | Class 10 |
| Activity index | AI28 ≥ 75% AI90 ≥ 85% | EN 450-1 | AI28 = 96% AI90 = 99% | AI28 = 101% AI90 = 103% | AI28 = 93% AI90 = 99% |
| Initial setting time (min) | ≥60 | EN 196-3 EN 197-1 EN 450-1 | 245 | 270 | 155 |
| Final setting time (min) | ≤2 times the setting of the test cement alone | EN 196-3 EN 197-1 EN 450-1 | 330 ≤ 2 × 210 | 395 ≤ 2 × 210 | 235 ≤ 2 × 210 |
| Soundness (mm) | ≤10 | EN 196-3 EN 450-1 | 0.2 | 0.4 | 0.2 |
| Mortar | mc (g) | ml (g) | ms (g) | mscm (g) | w/b | mw (g) |
|---|---|---|---|---|---|---|
| C1 | 161.4 | 74 | 1350 | / | 1.15 | 270.7 |
| FA1-50 | 80.7 | 74 | 1350 | 49.6 | 1.35 | 275.9 |
| CCA1-50 | 80.7 | 74 | 1350 | 57.3 | 1.30 | 275.6 |
| CWP1-50 | 80.7 | 74 | 1350 | 61.8 | 1.30 | 281.5 |
| C2 | 193.7 | 59.2 | 1350 | / | 1.05 | 265.6 |
| FA2-50 | 96.9 | 59.2 | 1350 | 59.6 | 1.25 | 269.5 |
| CCA2-50 | 96.9 | 59.2 | 1350 | 68.7 | 1.18 | 265.2 |
| CWP2-50 | 96.9 | 59.2 | 1350 | 74.2 | 1.20 | 276.3 |
| C3 | 201.8 | 92.5 | 1350 | / | 0.90 | 264.9 |
| FA3-50 | 100.9 | 92.5 | 1350 | 62.0 | 1.05 | 268.2 |
| CCA3-50 | 100.9 | 92.5 | 1350 | 71.6 | 1.00 | 265.0 |
| CWP3-50 | 100.9 | 92.5 | 1350 | 77.3 | 1.00 | 270.7 |
| C1 | FA1-50 | CCA1-50 | CWP1-50 | C2 | FA2-50 | CCA2-50 | CWP2-50 | C3 | FA3-50 | CCA3-50 | CWP3-50 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Compressive strength (MPa) | 7.97 | 3.70 | 4.11 | 3.18 | 11.46 | 5.89 | 6.41 | 5.10 | 13.18 | 6.35 | 7.55 | 6.09 |
| CLASS | 5 | 2.5 | 2.5 | 2.5 | 10 | 5 | 5 | 5 | 10 | 5 | 5 | 5 |
| C1 | FA1-50 | CCA1-50 | CWP1-50 | C2 | FA2-50 | CCA2-50 | CWP2-50 | C3 | FA3-50 | CCA3-50 | CWP3-50 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| w/b | 1.15 | 1.35 | 1.30 | 1.30 | 1.05 | 1.25 | 1.18 | 1.20 | 0.90 | 1.05 | 1.00 | 1.00 |
| Effective w/b | 1.15 | 1.71 | 1.70 | 1.73 | 1.05 | 1.64 | 1.61 | 1.67 | 0.90 | 1.33 | 1.31 | 1.33 |
| C1 | FA1-50 | CCA1-50 | CWP1-50 | C2 | FA2-50 | CCA2-50 | CWP2-50 | C3 | FA3-50 | CCA3-50 | CWP3-50 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Pattern | a | a | a | a | b | b | b | b | a | a | b | a |
| Mortar | Water Vapor Permeability | Water Vapor Resistance Factor | ||
|---|---|---|---|---|
| Wvp (kg/m·s·Pa) | ΔWvp (%) | μ | Δμ (%) | |
| C1 | 5.37·10−11 ± 3.48·10−12 | 0.00 | 3.63 ± 0.236 | 0 |
| FA1-50 | 4.05·10−11 ± 3.29·10−12 | −24.53 | 4.82 ± 0.370 | 32.77 |
| CCA1-50 | 4.88·10−11 ± 3.55·10−12 | −9.22 | 4.00 ± 0.291 | 10.28 |
| CWP1-50 | 4.36·10−11 ± 2.40·10−12 | −18.85 | 4.46 ± 0.236 | 23.07 |
| Material | Sand | PC | L | FA | CCA | CWP |
|---|---|---|---|---|---|---|
| CO2 (kg/t) | 1.4 | 860 | 760 | 8 | 1 * | 1 * |
| Material | Sand | PC | L | W | FA | CCA | CWP |
|---|---|---|---|---|---|---|---|
| Price (EUR/t) | 18 | 170 | 130 | 2 | 1.8 | 1 | 1 |
| Mortar | Properties | Performance Index | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Compressive Strength (MPa) | Flexural Strength (MPa) | Capillary w. Absorption (kg/m2 × min0,5) | Adhesion (MPa) | Carbon Emission (kg/t) | Cost Efficiency (EUR/t) | Compressive Strength | Flexural Strength | Capillary w. Absorption | Adhesion | Carbon Emission | Cost Efficiency | ΣPI | |
| C1 | 7.97 | 2.46 | 0.07 | 0.75 | 256.85 | 80.61 | 0.60 | 0.64 | 0.67 | 0.79 | 0.65 | 0.78 | 4.13 |
| FA1-50 | 3.70 | 1.67 | 0.12 | 0.60 | 166.99 | 62.87 | 0.28 | 0.44 | 0.38 | 0.64 | 1.00 | 1.00 | 3.73 |
| CCA1-50 | 4.11 | 1.09 | 0.13 | 0.43 | 166.54 | 62.83 | 0.31 | 0.29 | 0.33 | 0.46 | 1.00 | 1.00 | 3.39 |
| CWP1-50 | 3.18 | 0.86 | 0.13 | 0.67 | 166.58 | 62.87 | 0.24 | 0.23 | 0.34 | 0.71 | 1.00 | 1.00 | 3.51 |
| C2 | 11.46 | 3.20 | 0.05 | 0.53 | 278.29 | 85.23 | 0.87 | 0.84 | 0.94 | 0.56 | 0.60 | 0.74 | 4.55 |
| FA2-50 | 5.89 | 1.91 | 0.09 | 0.85 | 170.47 | 63.94 | 0.45 | 0.50 | 0.49 | 0.90 | 0.98 | 0.98 | 4.30 |
| CCA2-50 | 6.41 | 1.38 | 0.09 | 0.91 | 169.94 | 63.88 | 0.49 | 0.36 | 0.50 | 0.95 | 0.98 | 0.98 | 4.26 |
| CWP2-50 | 5.10 | 1.54 | 0.11 | 0.62 | 169.96 | 63.92 | 0.39 | 0.40 | 0.39 | 0.65 | 0.98 | 0.98 | 3.80 |
| C3 | 13.18 | 3.82 | 0.05 | 0.78 | 315.28 | 91.20 | 1.00 | 1.00 | 1.00 | 0.82 | 0.53 | 0.69 | 5.03 |
| FA3-50 | 6.35 | 2.30 | 0.09 | 0.95 | 204.77 | 69.38 | 0.48 | 0.60 | 0.48 | 1.00 | 0.81 | 0.91 | 4.28 |
| CCA3-50 | 7.55 | 2.29 | 0.07 | 0.85 | 204.22 | 69.32 | 0.57 | 0.60 | 0.69 | 0.90 | 0.82 | 0.91 | 4.48 |
| CWP3-50 | 6.09 | 2.15 | 0.10 | 0.79 | 204.24 | 69.34 | 0.46 | 0.56 | 0.46 | 0.83 | 0.82 | 0.91 | 4.04 |
| Mortar | Performance Index | Weighing Factors (%) | ||||
|---|---|---|---|---|---|---|
| Compressive Strength | Carbon Emission | Cost Efficiency | Compressive Strength | Carbon Emission | Cost Efficiency | |
| C1 | 0.60 | 0.65 | 0.78 | 29.75 | 31.90 | 38.35 |
| FA1-50 | 0.28 | 1.00 | 1.00 | 12.32 | 43.80 | 43.88 |
| CCA1-50 | 0.31 | 1.00 | 1.00 | 13.71 | 43.91 | 43.91 |
| CWP1-50 | 0.24 | 1.00 | 1.00 | 10.59 | 43.90 | 43.88 |
| C2 | 0.87 | 0.60 | 0.74 | 39.43 | 27.14 | 33.43 |
| FA2-50 | 0.45 | 0.98 | 0.98 | 18.56 | 40.60 | 40.84 |
| CCA2-50 | 0.49 | 0.98 | 0.98 | 19.85 | 40.00 | 40.15 |
| CWP2-50 | 0.39 | 0.98 | 0.98 | 16.48 | 41.69 | 41.83 |
| C3 | 1.00 | 0.53 | 0.69 | 45.25 | 23.53 | 31.22 |
| FA3-50 | 0.48 | 0.81 | 0.91 | 21.99 | 36.51 | 41.50 |
| CCA3-50 | 0.57 | 0.82 | 0.91 | 25.07 | 35.12 | 39.81 |
| CWP3-50 | 0.46 | 0.82 | 0.91 | 21.36 | 37.07 | 41.57 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Šupić, S.; Malešev, M.; Pantić, V.; Lukić, I.; Radonjanin, V.; Ognjanović, M.; Broćeta, G. Environmentally Friendly Masonry Mortar Blended with Fly Ash, Corn Cob Ash or Ceramic Waste Powder. Materials 2023, 16, 6725. https://doi.org/10.3390/ma16206725
Šupić S, Malešev M, Pantić V, Lukić I, Radonjanin V, Ognjanović M, Broćeta G. Environmentally Friendly Masonry Mortar Blended with Fly Ash, Corn Cob Ash or Ceramic Waste Powder. Materials. 2023; 16(20):6725. https://doi.org/10.3390/ma16206725
Chicago/Turabian StyleŠupić, Slobodan, Mirjana Malešev, Vladan Pantić, Ivan Lukić, Vlastimir Radonjanin, Miloš Ognjanović, and Gordana Broćeta. 2023. "Environmentally Friendly Masonry Mortar Blended with Fly Ash, Corn Cob Ash or Ceramic Waste Powder" Materials 16, no. 20: 6725. https://doi.org/10.3390/ma16206725
APA StyleŠupić, S., Malešev, M., Pantić, V., Lukić, I., Radonjanin, V., Ognjanović, M., & Broćeta, G. (2023). Environmentally Friendly Masonry Mortar Blended with Fly Ash, Corn Cob Ash or Ceramic Waste Powder. Materials, 16(20), 6725. https://doi.org/10.3390/ma16206725